
Производители втулок на заказ постоянно сталкиваются с дилеммой, когда износостойкость втулок определяет общую стоимость эксплуатации тяжелого оборудования и приводных цепей, но OEM- заказы часто сталкиваются с сложностями сборки из-за недостаточной точности обработки со стороны поставщика. Причиной этой проблемы является общий недостаток достаточных технических знаний об услугах механической обработки с ЧПУ , особенно в отношении влияния тепла резки на точность размеров втулок.
Решение можно найти в использовании инновационных услуг по обработке с ЧПУ в сочетании с управлением процессом SPC в LS Manufacturing , где они постоянно достигают точности втулок ±0,005 мм . Именно благодаря такому подходу можно решить ключевую проблему точности и собрать оборудование без дефектов. Путь к совершенству начинается с освоения точных процессов резки.

Изготовление втулок по индивидуальному заказу: краткий справочник по прецизионному ЧПУ
| Критическая спецификация | Внедрение обработки с ЧПУ |
| Точность отверстия и качество поверхности | Втулки соответствуют стандартам точности IT6-IT7 и стандартам чистоты Ra 0,4 мкм благодаря точному растачиванию и хонингованию для достижения оптимальной производительности. |
| Концентричность и контроль биения | Втулки имеют малую концентричность менее 0,01 мм благодаря нашим станкам с ЧПУ с приводным инструментом, который одновременно обрабатывает как наружный, так и внутренний диаметр. |
| Выбор материала для применения | Материалы различаются в зависимости от применения и условий: износостойкая бронза, нержавеющая сталь или полимеры с низким коэффициентом трения. |
| Интеграция функций смазки | Прецизионная обработка смазочных канавок, смазочных каналов и монтажных отверстий, предназначенных для оптимальной смазки при использовании. |
| Наши возможности многоосевой обработки | Возможность обработки очень сложных втулок с пазами, отверстиями и фланцами за один процесс с правильным выравниванием всех элементов. |
| Результат: увеличенный срок службы | Обеспечивает длительный срок службы втулок при минимальном износе, вибрации и обслуживании в собранном блоке. |
| Результат: идеальная посадка и функциональность | Обеспечивает безупречную работу втулки без необходимости какой-либо регулировки в собранном OEM-узле. |
Мы решаем проблему прецизионного изготовления нестандартных втулок, разработанных с учетом сложных требований OEM. Мы предлагаем прецизионные отверстия, отличное качество поверхности и точную концентричность благодаря нашим возможностям обработки на станках с ЧПУ . Эти особенности создают жесткие, высокопроизводительные втулки для обработки на станках с ЧПУ Это снижает износ, снижает требования к техническому обслуживанию и гарантирует надежность работы вашей системы.
Почему стоит доверять этому руководству? Практический опыт экспертов LS Manufacturing
Производители втулок по индивидуальному заказу находятся на стыке технических требований и реального применения. Реальная цена втулки определяется доступностью станка, а это означает, что точность и долговечность являются обязательными. Ключ к успеху заключается в обширных практических знаниях об услугах по обработке с ЧПУ, позволяющих преодолеть такие проблемы, как термическая деформация и напряжение материала в процессах сборки.
Наша методология основана на этих с трудом заработанных возможностях, дополненных надежными стандартами. Мы проверяем данные о наших материалах посредством перекрестных ссылок с Данные о материалах NIST и Википедия Знания сообщества , которые помогут нам управлять процессами SPC . Благодаря нашему пристальному вниманию к деталям мы можем гарантировать необходимый допуск ±0,005 мм, необходимый для воплощения ваших сложных конструкций в жизнь в качестве функциональных деталей.
В этом руководстве мы поделимся этими проверенными лучшими практиками. Узнайте о методах, которые мы разработали, чтобы гарантировать, что каждый компонент втулки не только соответствует вашим критериям производительности, но и превосходит их с точки зрения износостойкости и посадки. Наша цель — передать вам проверенную информацию, необходимую для того, чтобы гарантировать, что точность — это нечто большее, чем просто то, что вы можете проверить, а то, что вы знаете, что получите.
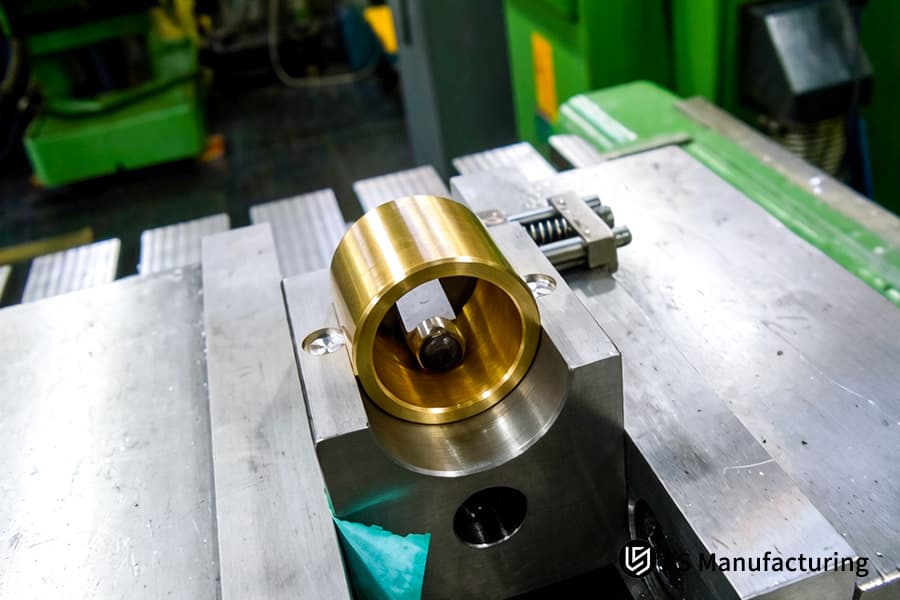
Рисунок 1. Растачивание внутреннего диаметра бронзовой втулки для прецизионного компонента гидравлического или пневматического цилиндра.
Почему инженеры должны отдавать предпочтение услугам механической обработки с ЧПУ при аудите производителей нестандартных втулок?
Для производителей нестандартных втулок точность позиционирования имеет жизненно важное значение для улучшения процессов сборки OEM . Основная проблема заключается в неизбежных люфтах и тепловых деформациях, присущих обычным токарным станкам, что приводит к плохой точности расположения отверстий. Узнайте ниже, как Услуги по механической обработке с ЧПУ стали решением для инженеров, позволяющим превратить точность из результата в гарантированную характеристику продукта:
Устранение механического люфта с помощью линейных осей с прямым приводом
Мы используем токарная обработка с ЧПУ машины, которые имеют линейные двигатели, приводящие в движение их оси. Они устраняют любой механический люфт, поскольку обеспечивают движение без трения. Таким образом, связь между управлением и местоположением прямо пропорциональна, и это необходимо для соблюдения истинных допусков положения в микронном масштабе в процессе обработки с ЧПУ .
Внедрение замкнутого контура управления посредством внутритехнологической метрологии
Для этого мы используем контактные щупы для измерения важных размеров сразу после обработки на той же установке. Это помогает создать систему обратной связи, которая корректирует любые отклонения, вызванные износом инструмента или термической деформацией, до того, как деталь будет полностью обработана. Этот технология обработки с ЧПУ с замкнутым контуром гарантирует, что каждая втулка соответствует отпечатку, гарантируя точность изготовления и исключая сортировку после обработки.
Консолидация геометрии на многоосных токарно-фрезерных центрах
Все токарные, фрезерные и сверлильные работы выполняются нашим двухшпиндельным приводным инструментом. обрабатывающий центр с ЧПУ за одну операцию зажима. Этот метод исключает совокупные ошибки, связанные с перемещением заготовки между разными станками. Наша готовая втулка содержит все характеристики с точным взаиморасположением, обеспечивающим идеальную посадку при сборке и подтверждение нашего подхода к обработке на станках с ЧПУ .
Ключевое преимущество нашего продукта заключается в самом инженерном подходе. Он охватывает все процессы принятия решений с помощью линейного привода. Механическое оборудование с ЧПУ для интеграции управления процессом. Он обеспечивает ощутимую глубину, устраняя основную причину проблем с отклонением размеров и производя идеально взаимозаменяемые втулки без каких-либо затрат на установку или задержек на сборочных линиях.

Как втулки, изготовленные на станке с ЧПУ, могут улучшить распределение нагрузки в роботизированных соединениях?
В высокоточных компонентах робототехники неравномерное распределение нагрузок на шарнирные втулки приводит к концентрации напряжений, что приводит к повышенному износу. Проблема состоит в том, чтобы превратить обычное отверстие в прецизионную опорную поверхность. Ниже представлена информация о наших услугах по механической обработке с ЧПУ и обработке поверхности для обеспечения оптимальных трибологических свойств и равномерного распределения нагрузки :
От механической обработки к микроповерхностной инженерии
- Проблема: Обычная отделка имеет микроямки, вызывающие локальное давление .
- Наши действия: Мы реализуем специальный процесс прецизионного хонингования на станке с ЧПУ после первичной обработки.
- Результат: Конечный продукт представляет собой однородное плато с низкой шероховатостью поверхности ( Ra ≤0,2 мкм ), обеспечивающее полный контакт поверхности при изготовленные на заказ втулки с ЧПУ .
Калибровка параметров чистовой обработки на основе данных
- Проблема: Случайное хонингование может привести к ухудшению размеров отверстия.
- Наши действия: Данные моделирования соединений позволяют нам регулировать параметры хонинговального инструмента .
- Результат: Это Технология обработки с ЧПУ удаляет материал только для оптимизации морфологии поверхности без ущерба для цилиндричности или размера отверстия.
Проверка производительности с помощью тестирования приложений
- Проблема: Параметры поверхности должны указывать на эффективность работы.
- Наши действия: Мы выполняем моделирование износа с помощью роботизированной машины для загрузки суставов .
- Результат: Результаты наших испытаний подтверждают повышение эффективности нашего процесса, достигнув 25%-ного увеличения равномерности распределения нагрузки, тем самым подтверждая, что наша передовая обработка с ЧПУ методы обеспечивают долголетие.
Вышеупомянутый метод можно рассматривать как более глубокую концепцию благодаря интеграции моделирования, контролируемых операций обработки с ЧПУ и фактических данных. Наше конкурентное преимущество заключается в этом процессе, где мы решаем любую проблему концентрации напряжений за счет трибологии, а не геометрической точности, что приводит к улучшению равномерности нагрузки на 25% и, таким образом, продлевает срок службы соединения.
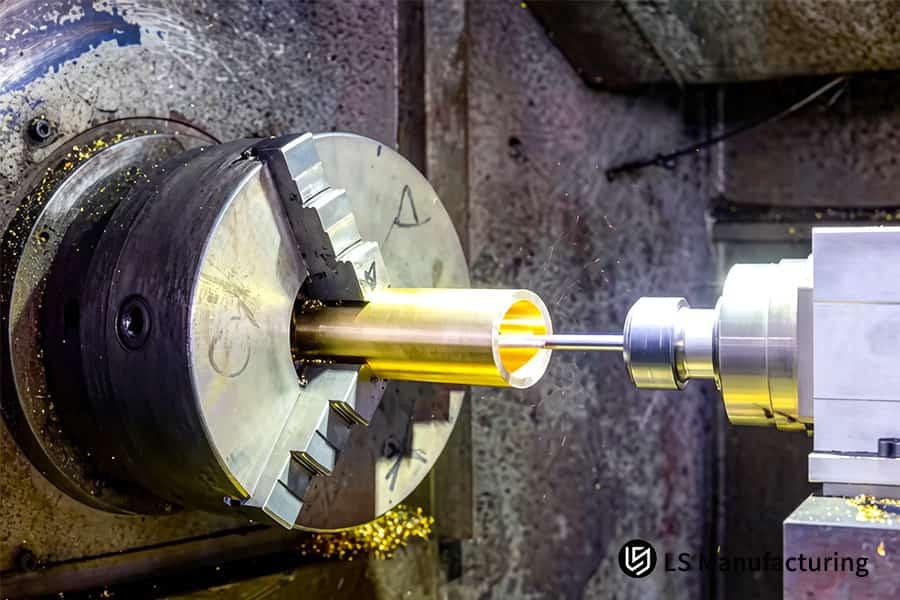
Рисунок 2. Изготовление втулок, обработанных на станке с ЧПУ, для быстроизнашивающихся автомобильных трансмиссий.
Что обеспечивает геометрическую точность нестандартных стальных втулок во время высокоскоростной обработки с ЧПУ?
Нестандартные стальные втулки , особенно с высоким соотношением длины к диаметру, подвержены геометрическим искажениям из-за нагрева, вызванного механической обработкой. Это тепловое воздействие вызывает локальное расширение и напряжение, нарушая критическую цилиндричность. В этом документе подробно описана методология контролируемого контроля нагрева в рамках нашей обработка с ЧПУ для нестандартных втулок с объяснением особенностей Технические решения, обеспечивающие сохранение цилиндрической точности при крупносерийном производстве, даже для сложных деталей из легированной стали 4140 .
| Техническая задача | Наши контролируемые действия | Количественный результат |
| Накопление тепла, вызванное механической обработкой | Примените сквозное охлаждение инструмента под высоким давлением ( минимум 1000 фунтов на квадратный дюйм ), чтобы подать охлаждающую жидкость в зону резания для отвода тепла. | Снижает теплопередачу в деталь более чем на 40%, предотвращая расширение детали. |
| Износ инструмента, вызывающий выделение тепла при трении | Используйте мониторинг нагрузки шпинделя для обнаружения растущего сопротивления и автоматического переключения инструментов. | Помогает поддерживать постоянную силу резания, тем самым избегая тепловых колебаний, вызванных изношенным инструментом. |
| Поддержание стабильности размеров после обработки | Следите за серией прецизионная обработка с ЧПУ операции, состоящие из черновой, получистовой и чистовой резки с измененными настройками для снижения напряжений. | Обеспечивает допуск на цилиндричность 0,005 мм для компонентов, у которых соотношение L:D превышает 3:1 . |
| Проверка процесса управления теплом | Проведите анализ исходных деталей с помощью КИМ с последующим отбором проб для сопоставления технологических измерений с геометрией. | Предоставляет эмпирические данные, подтверждающие стабильность современного процесса обработки с ЧПУ для серийного производства. |
Это показывает, что геометрическая точность при обработке сложных материалов зависит от превентивного охлаждения, а не только от точных траекторий инструмента. передовая технология обработки с ЧПУ Мы предлагаем непосредственно устранить источник искажений, используя средства управления процессом, такие как подача СОЖ под высоким давлением, мониторинг и многоэтапную обработку. Для наших клиентов это обеспечивает стабильное серийное производство стальных втулок по индивидуальному заказу , требующих высокого уровня геометрической точности для предотвращения деформации во время установки.
Почему обработка нестандартных втулок с ЧПУ является наиболее надежным способом обработки нестандартных бронзовых сплавов?
У нестандартных бронзовых сплавов есть две проблемы: высокая адгезия материала к режущему инструменту и нагар, приводящий к снижению производительности. В этой статье мы представляем инновационную технологию обработки с ЧПУ для нестандартных втулок , которая решает эти проблемы путем разработки соответствующих инструментов и управления процессами, чтобы сохранить геометрию и характеристики материала:
Оптимизированная геометрия инструмента для уменьшения наростов на кромке
Мы используем пластины с чрезвычайно большим передним углом и очень острыми полированными режущими кромками. Это снижает силы резания, а также выделение тепла, снижая риск прилипания бронзового сплава к инструменту. Таким образом, наш Стратегия обработки с ЧПУ стабильна и однородна, сохраняет качество поверхности и не допускает разрывов, что отрицательно влияет на размеры наших изготовленных на заказ бронзовых втулок.
Индивидуальные параметры резки и управление температурным режимом
Обработка сплавов требует точного контроля параметров. Мы используем высокоскоростную резку с небольшой глубиной резания и большой нагрузкой на стружку, поэтому выделяемое тепло передается стружке. Этот процесс дополняется большим объемом охлаждающей жидкости для рассеивания оставшегося тепла. Это гарантирует отсутствие локального наклепа в материале бронзового сплава.
Стратегическая последовательность обработки сложных элементов
Чтобы обрабатывать сложные геометрические формы, такие как масляные канавки, избегая при этом деформации и наклепа , используется поэтапный процесс. В этом случае масляная канавка обрабатывается на прогрессивную глубину в осевом направлении после завершения основного процесса точения. При этом используются инструменты специальной формы со специально разработанной геометрией канавок в качестве процесса последовательности в Процесс обработки с ЧПУ .
Этот метод показывает, что обработка специальных сплавов требует больше металлургии, чем механики. Конкурентное преимущество здесь заключается в объединении трех ключевых факторов – материаловедения, технологии режущего инструмента и возможностей точной обработки с ЧПУ в один технологический процесс. Мы устраняем два основных препятствия – адгезию и нагартование – непосредственно для производства бронзовых втулок по индивидуальному заказу с гарантированными размерами и неповрежденной металлургической структурой.

Рисунок 3. Пайка втулки из углеродистой стали для сборки в шарнирные соединения строительного или сельскохозяйственного оборудования.
Какую выгоду получают нестандартные зубчатые втулки от услуг 5-осевой обработки с ЧПУ в аэрокосмических деталях?
Конструкции зубчатых колес в аэрокосмической промышленности требуют высокоточных и легких компонентов, а это означает, что может потребоваться изготовление нестандартных зубчатых втулок со сложной внутренней и внешней геометрией. В частности, основной проблемой является соблюдение позиционных допусков между конкретными элементами, такими как внутренние шлицы и внешние монтажные отверстия , поскольку этого невозможно достичь с помощью обработки с несколькими заходами. Ниже приводится объяснение того, как Услуги 5-осевой обработки с ЧПУ может решить проблему:
Устранение совокупных допусков за счет обработки за один установ
- Задача: приспособления, которые приходится перемещать несколько раз, увеличивают ошибку позиционирования, влияя на точность выравнивания деталей .
- Наши действия: После того, как сырье монтируется на 5-осевой станок , все внутренние шлицы, внешние контуры и боковые отверстия обрабатываются за один проход с использованием станка с ЧПУ .
- Результат: Это приводит к уменьшению допусков на штабелирование на 40% или более, поскольку все операции обработки выполняются из одной исходной точки, что гарантирует идеальное выравнивание деталей.
Обработка сложной геометрии для оптимального проектирования
- Задача: Сложные органические формы с подрезами или составными углами невозможно изготовить на 3-осном станке .
- Наши действия: Мы используем полную 5-осевую интерполяцию для резки органической геометрии и угловых отверстий.
- Результат: Это помогает создать оптимизированную по топологии высокопрочную геометрию, которая легче и прочнее, тем самым достигая основной цели конструкций аэрокосмического уровня .
Протоколы обработки высокопрочных сплавов с учетом конкретных материалов
-
Задача: Обработка закаленных сплавов, таких как сталь 4340 или 300M, может вызвать напряжения и нагрев, что может привести к деформации.
-
Наши действия: Мы используем определенные траектории движения инструмента с непрерывным контактом с инструментом и охлаждающей жидкостью под высоким давлением. Возможности обработки с ЧПУ оптимизированы с учетом металлургических характеристик отдельных сплавов.
-
Результат: благодаря этому контролируемому процессу 5-осевой обработки с ЧПУ сохраняется целостность материала, избегаются тепловые деформации и создаются детали с требуемыми усталостными характеристиками.
Эта методология черпает свою глубину из полного использования кинематических возможностей 5-осевых станков , а не только для сложных контуров. Нас отличает уникальность Методология обработки с ЧПУ ; Наши решения проблем соосности и искажений находятся в самом процессе, в плане устранения настроек и управления напряжениями в процессе обработки. Благодаря этому мы гарантируем, что наши специальные зубчатые втулки соответствуют строгим требованиям авиационных трансмиссий.
Могут ли изготовленные на заказ штифты и втулки поддерживать согласованность в миллионном масштабе посредством автоматизированной обработки?
Хотя создание одной точной детали важно, при крупносерийном производстве основная задача смещается от производства идеальной единичной детали к обеспечению идентичности первых и миллионных штифтов и втулок, изготовленных на заказ . Ниже мы описали процессы, используемые в нашей автоматизированной системе, которые превращают стабильность партии из простой цели в измеримый продукт. Мы объясняем, как услуги автоматизированной обработки с ЧПУ Обеспечьте нам постоянный зазор 5-10 микрон :
| Техническая область деятельности | Наша стратегия реализации | Измеримый результат и влияние |
| Компенсация износа инструмента в реальном времени | Автоматические наладчики контролируют износ и передают информацию о смещениях непосредственно в систему управления станком. | На автоматизированных станках с ЧПУ изготавливаются детали, диаметр которых отличается не более чем на 5 микрон . |
| Проактивный SPC для управления процессами | Образцы деталей проверяются с помощью зондирования в процессе производства. Данные передаются в программное обеспечение SPC в режиме реального времени. | Эта технология обработки с ЧПУ позволяет осуществлять упреждающее вмешательство. Cpk всегда больше 1,67 . |
| Устранение отклонений, вызванных оператором | Производство происходит в круглосуточном освещенном помещении с автоматическими системами поддонов и обработки деталей. | крупносерийная обработка с ЧПУ настройка исключает любые изменения вручную, обеспечивая согласованность параметров параметров от начала до конца. |
| Метрологическая поверка с обратной связью | Детали, которые проходят первоначальную проверку изделия и процессы аудита, проверяются с помощью КИМ, а результаты записываются в цифровом виде в целях проверки . | Это замыкает цикл, подтверждая физический вывод, произведенный в прецизионный процесс обработки с ЧПУ соответствует проектным параметрам. |
Согласованность в миллионном масштабе — это спроектированная система, а не стремление. Суть нашего решения заключается в замкнутой интеграции метрологии в процессе производства, автоматической компенсации и статистического мониторинга в рабочем процессе обработки на станках с ЧПУ . Мы решаем проблему смещения размеров, делая процесс самокорректирующимся, гарантируя, что каждая пара штифт-втулка обеспечивает стабильную посадку с зазором 5–10 микрон и абсолютную стабильность партии для критически важных, крупносерийные приложения для обработки с ЧПУ .

Рисунок 4. Обработка бронзовой втулки с высокими допусками для тяг и подшипников тяжелого промышленного оборудования.
Почему выбор услуг высокоточной обработки с ЧПУ важен для изготовления разъемных втулок, изготовленных по индивидуальному заказу и предназначенных для использования в вакууме?
В средах со сверхвысоким вакуумом для полупроводникового оборудования критически важны характеристики уплотнения и минимальное выделение газа из нестандартных разъемных втулок . Несовершенные сопрягаемые поверхности или загрязненные материалы становятся источниками газа, нарушая целостность вакуума. В этом документе подробно описаны специализированные услуги по механической обработке с ЧПУ и гибридные процессы, необходимые для достижения необходимой геометрической точности и чистоты поверхности.
Прецизионная обработка герметичного разъемного интерфейса
Первоначально компонент отделяется с помощью процесса электроэрозионной обработки без возникновения каких-либо напряжений. После этого разделенные детали подвергаются тщательно контролируемому процессу легкого фрезерования с использованием ЧПУ-обработка, чистовая обработка техники. Обе поверхности будут иметь необходимую плоскостность и шероховатость, обеспечивая идеальное герметичное соединение между металлами.
Технология поверхности для сверхнизкой дегазации
Все поверхности, выполняющие какие-либо функции, обработаны с использованием оптимизированный процесс обработки с ЧПУ чтобы поверхность была очень гладкой ( Ra <0,4 мкм ). Это уменьшает площадь поверхности, способной адсорбировать молекулы газа. Затем компоненты подвергаются специальной вакуумной термообработке и пассивации. Они сертифицированы по стандарту ASTM E595 с TML менее 1,0% и CVCM менее 0,1% .
Целостность материала и контролируемое производство
Указаны степени качества вакуумных сплавов, таких как нержавеющая сталь 316L . В случае многоосевая обработка с ЧПУ Для отверстий и профилей мы используем охлаждающие жидкости под высоким давлением и траектории движения инструмента, чтобы избежать перегрева. Это позволяет избежать образования тонкого «размазанного» слоя, который со временем может стать источником газов, сохраняя тем самым естественные низкие газодыхательные характеристики материала.
Мы разработали гибридную производственную систему со специализированными процессами управления вакуумом, которые подчеркивают создание идеальных интерфейсов и инертных поверхностей. Наше уникальное преимущество заключается в технологии обработки с ЧПУ , которая обеспечивает решение проблем с уплотнениями и загрязнениями, устраняя их первопричину. Этот процесс гарантирует, что сам ввод никогда не станет точкой дегазации, что обеспечивает оптимальную производительность чувствительного полупроводникового оборудования .
Практический пример: Проект ЧПУ по производству медицинских устройств из нержавеющей стали 316L по индивидуальному заказу
Один из лучших игроков в сфере медицинское оборудование столкнулась с критическими дефектами в одном из своих малоинвазивных хирургических устройств из-за заусенцев, образовавшихся на изготовленных по индивидуальному заказу втулках из нержавеющей стали 316L. Эта проблема была связана с отсутствием адекватных услуг по механической обработке с ЧПУ , что привело к неисправности устройства с процентом брака 12% .
Клиентский вызов
Деталь представляла собой направляющую втулку из нержавеющей стали 316L с отверстием диаметром 2,5 мм и шероховатостью поверхности Ra 0,4 мкм с абсолютным удалением заусенцев. В процессе предыдущего поставщика внутри кромки отверстия образовывались заусенцы, что приводило к заклиниванию инструментов во время шарнирного соединения, что приводило к проценту отказов на местах в 12% , доработкам, задержкам и негативным последствиям для оказания помощи пациентам и выхода на рынок.
Производственное решение LS
Прецизионная обработка на станках с ЧПУ была достигнута благодаря двум прорывам, которые сделали этот процесс очень успешным. Во-первых, траектория чистовой обработки отверстий была переработана для использования специализированного твердосплавного инструмента с микрозернистыми частицами, работающего со скоростью 18 000 об/мин и с низкой скоростью подачи. усовершенствованный процесс обработки с ЧПУ достигнуто превосходное качество поверхности реза. Во-вторых, был разработан инновационный процесс микроабразивной полировки кромки отверстия детали. Важно отметить, что 100% деталей были проверены на КИМ на предмет геометрии кромок и отсутствия заусенцев.
Результаты и ценность
Выбранное решение помогло достичь выхода с первого прохода 99,8% . В ходе проекта не произошло никаких отказов деталей, связанных с заусенцами. Все биологические испытания прошли успешно и без проблем. Обеспечивая надежное изготовление комплектующих, мы помогли нашему клиенту повысить эффективность окончательной сборки на 30% за счет исключения всех проблем с подгонкой. Это помогло снизить совокупную стоимость владения и стало основой для установления долгосрочного стратегического партнёрства в высокоточные детали для обработки с ЧПУ .
В этом тематическое исследование , видно, что для решения важных производственных проблем следует рассматривать подход, ориентированный на данные и процессы. В частности, LS Manufacturing использует специализированные траектории обработки, контролируемые операции чистовой обработки и 100% метрологию в услугах обработки с ЧПУ, чтобы предлагать сертифицированные качественные детали. С нами вы можете легко сделать критические факторы качества неотъемлемой частью результатов процесса, а не требований контроля.
Хотите на 30 % ускорить сборку? Давайте станем вашим стратегическим партнером в области безупречных медицинских втулок.

Часто задаваемые вопросы
1. Почему компания LS Manufacturing является предпочтительным выбором для производителей нестандартных втулок в OEM-проектах?
Помимо нашего передового арсенала 5-осевых станков с ЧПУ , у нас есть информационные панели процессов, созданные на основе статистики SPC, которые обеспечивают постоянную точность ± 0,005 мм для партий, содержащих миллионы деталей.
2. Можете ли вы выполнить мелкосерийное прототипирование нестандартных втулок, изготовленных на станках с ЧПУ?
Конечно. LS Manufacturing имеет отдельное подразделение быстрого прототипирования, способное обрабатывать заказы на точную настройку от одной единицы до десяти штук в течение 3-5 дней после утверждения чертежей.
3. Как обеспечить долговечность нестандартных стальных втулок в тяжелых условиях эксплуатации?
Глубокая цементация и закалка ( на глубину до 1,5 мм ) в сочетании со шлифовкой позволяют добиться ударной нагрузки до 50 тонн без сколов на поверхности втулок.
4. Каков типичный минимальный заказ для нестандартных бронзовых втулок с требованиями высокой точности?
Что касается минимального заказа, мы применяем гибкий подход к минимальному заказу при обслуживании наших клиентов B2B. Обычно при разработке прототипа ограничений на минимальный объем заказа нет, и мы также можем планировать поэтапные поставки в соответствии с вашим годовым производственным планом во время массового производства.
5. Может ли LS Manufacturing помочь оптимизировать выбор материалов для нестандартных зубчатых втулок, чтобы снизить уровень шума?
Конечно. Наши инженеры проведут анализ требуемого крутящего момента вашей трансмиссии, а затем предложат заменить металлические детали самосмазывающимися композитными материалами. Таким образом, звук передачи будет снижен более чем на 15 дБ .
6. Как обработка на станках с ЧПУ нестандартных втулок решает проблемы, связанные с тонкостенными деталями?
Мы применяем технологию гидравлического крепления собственной разработки и методы многоуровневой компенсации обработки, чтобы не допустить упругой деформации заготовок, даже если стенки очень тонкие, например, 0,5 мм .
7. Соответствуют ли изготовленные вами штифты и втулки международным экологическим нормам?
Определенно. Мы обеспечиваем полную отслеживаемость всего нашего сырья и можем предоставить полные отчеты о соответствии химического состава, включая, помимо прочего, стандарты RoHS и REACH.
8. Как я могу получить точную расценку на услуги обработки с ЧПУ в течение 24 часов?
Просто прикрепите чертежи STP или PDF и опишите предполагаемый сценарий применения; Затем группа технических расценок LS Manufacturing вышлет вам официальное предложение в течение 24 часов .
Краткое содержание
Ограничения производительности втулки в основном основаны на ее опыте в области обработки на станках с ЧПУ. Используя глубокую инженерную базу, LS Manufacturing управляет комплексной цепочкой услуг, которая простирается от точной оценки материалов до строгого цифрового контроля процессов. Такой комплексный подход гарантирует, что каждый компонент соответствует самым высоким стандартам точности, долговечности и производительности.
Готовы совместить свой проект с высокими допусками и профессиональной точностью? Загрузите свои чертежи сегодня, чтобы получить бесплатные экспертные рекомендации по оптимизации траектории обработки непосредственно от старших инженеров LS Manufacturing. Нажмите сейчас, чтобы отправить файлы и получить подробное предложение с учетом ваших требований, или свяжитесь с нашими экспертами чтобы обсудить ваши потребности в обработке с ЧПУ .
Устранение застреваний при сборке. Достигните допусков ±0,005 мм для 100% взаимозаменяемых втулок, изготовленных на станках с ЧПУ.
📞Тел.: +86 185 6675 9667.
📧Электронная почта: info@lsrpf.com
🌐Сайт: https://lsrpf.com/
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. LS Производственные услуги Нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. Это ответственность покупателя. Требуются детали цитата Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Производственная группа LS
LS Manufacturing — ведущая компания отрасли. . Сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокоточной обработке с ЧПУ. Производство листового металла , 3D-печать , Литье под давлением . Штамповка металла и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. Это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.lsrpf.com .


