
PEEK plastic injection molding service targets the global supply chain problem wherein engineers assessing what materials are used in plastic injection molding conclude that standard plastics do not meet the requirements of tough environments, resulting in poor quality PEEK products. The problem is based on the high melting point of PEEK around 343°C, requiring accurate thermal regulation normally impossible in conventional techniques without multi-physics simulation, thus causing lifetime stress cracking.
LS Manufacturing applies an innovative technology that combines precision PEEK injection molding with advanced temperature control algorithms and vacuum technologies, allowing for consistently uniform crystallization and retaining extremely tight tolerances of ±0.01mm to significantly lower total cost of ownership in large-scale production. Read further to discover how LS Manufacturing's expertise converts PEEK, this super polymer, into your key competitive advantage.
PEEK Injection Molding: High-Temp Applications Quick-Reference
| Technical Challenge | PEEK-Specific Molding Solution | Performance Result |
| Extreme Processing Temperatures | Barrels with temperatures ranging from 380 to 400°C. | Helps in ensuring proper flow without any degradation of the polymer. |
| Moisture Sensitivity | Complete drying is mandatory prior to the molding process, with a maximum moisture content of less than 0.02%. | Creates parts that have great mechanical strength and dimensional stability. |
| Mold Temperature Requirements | Heated molds (160-200°C) to prevent premature cooling and ensure proper crystallization. | Achieves optimal mechanical properties (strength, chemical resistance) and surface finish. |
| High Mold Wear | Use of hardened tool steels and specialized coatings to withstand abrasive polymer melt. | Extends mold life and maintains part dimensional accuracy over the production run. |
| Our Controlled Process | Dedicated, clean molding machines and closed-loop parameter control for consistency. | Delivers repeatable plastic injection molding part quality that meets stringent aerospace, medical, or semiconductor specs. |
| Result: Engineered Performance | Parts that maintain structural integrity and properties in continuous high-temperature environments. | Enables reliable operation in applications exceeding 250°C, replacing metals in many cases. |
Key Takeaways:
- Temperature is Everything: Control of melt, mold, and drying temperatures is absolute for PEEK.
- Preparation is Key: Material drying errors are the number one reason for bad PEEK parts.
- Tooling Must be Robust: Standard mold steels won’t last long; hardened steel or surface coatings are necessary.
- Validation is Critical: CoC for plastic injection molding material and complete process documentation is mandatory for high reliability industries.
Why Trust This Guide? Practical Experience From LS Manufacturing Experts
While there are many articles out there about plastic injection molding, this one comes from people who are actually doing it in their workshops every day, fighting against the heat and dealing with micrometer precision. The process we use for aerospace and semiconductor parts is carefully derived from the latest scientific information on Ensinger Plastics resource center.
We have been producing mission critical parts for more than ten years and we have honed our skills in perfect thermal regulation and gating processes that will give you crystallinity and tolerances of up to ±0.01mm. We can assure you that all the parameters we apply are certified according to Underwriters Laboratories (UL)standards.
This guide captures all that hard-earned, battle-hardened experience in practical tips. Here we reveal the protocols that we follow on a daily basis, not just theory but results that offer the accuracy and effectiveness that will help you gain an advantage with your toughest projects.

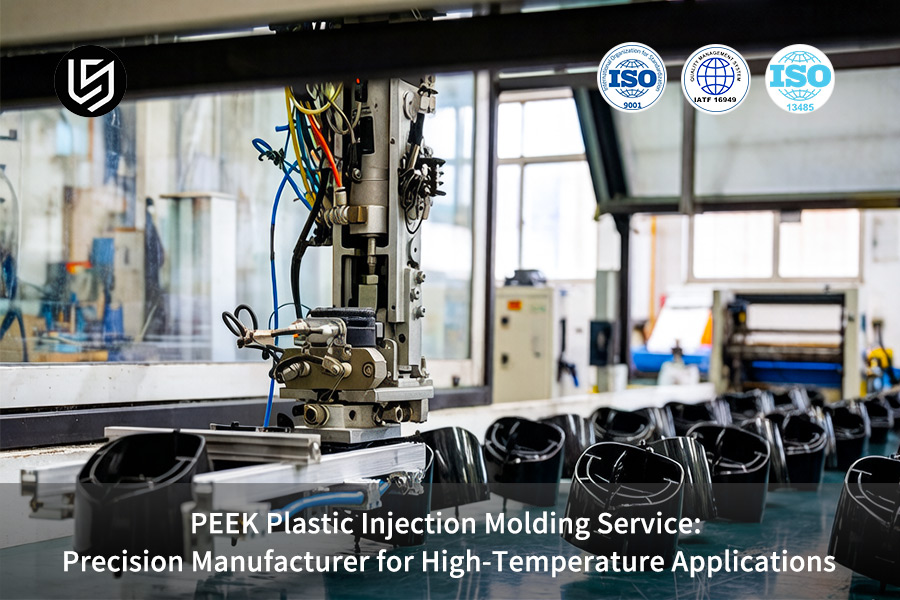
Figure 1: The injection unit processes 380°C PEEK plastic into a mold cavity for a turbine seal component.
Why Is Choosing A Professional PEEK Plastic Injection Molding Service Critical For Aerospace And Medical OEMs?
In aerospace and medical OEM applications, the mechanical performance of PEEK parts relies on tight crystallization control (30-35%), a condition fully dependent upon the injection molding process window. Failures arise due to deviations. Our approach guarantees stable dimensions and properties at a constant 250°C operating temperature:
Precision Thermal Management for Crystallinity
Our design deviates from typical thermal control curves by using a closed-loop mold with multiple zones to cool the molten material fast but in a controlled manner to affect the rate of nucleation. The outcome is that the matrix always ends up with a crystallinity level between 32 and 34%, guaranteeing tensile strength and protection against any kind of chemical attack, essential for OEM certification.
High-Velocity Injection Mitigating Thermal Degradation
Slow injection increases heat exposure. The novel high speed injection process used along with shear rate control greatly decreases polymer time exposure in the barrel. This helps maintain molecular weight before injection, which is essential in terms of high-temperature plastic injection molding. Moreover, shorter cycles minimize thermal gradient within the part, eliminating potential weaknesses.
Validated Process Windows for Certification
Certification needs proof backed by data. We measure all important variables—maximum internal temperature of the polymer, pressure within the cavity, and rate of cooling—for every process run. The result is an objective "fingerprint" for the process that demonstrates repeatability to the auditors. Such data-driven process qualification, backed by technical expertise, transforms a difficult molding process into a reliable component source.
Integrated Tooling and Post-Processing Discipline
Success begins with designing the mold that suits the high melting temperature and precise gating of PEEK plastic. Additionally, the process of precision plastic injection molding we adopt incorporates annealing as part of the standard process steps when producing critical components. The effect is relieving any stress created by the custom plastic injection molding process for optimal part stability in use.
This paper explains the method employed in regulating the cause-and-effect relationships during the PEEK plastic injection molding service. The uniqueness of our approach is in its practicality, making it possible for us to offer OEMs reliable data and parts, overcoming challenges posed by other companies using general process settings. Achieve 32-34% crystallinity and 250°C thermal stability for critical components. Submit your part design to obtain a data-backed process validation and a firm quotation.

How Can Precision PEEK Injection Molding Achieve Micron Level Tolerances For Complex High Temp Components?
When manufacturing parts for aerospace and medical purposes, dimensional variations are not only aesthetic concerns but represent defects in the product’s performance. It is extremely challenging to meet and maintain tolerances of ±0.01mm in PEEK because of the significant shrinkage that occurs after molding. Our approach addresses this problem by combining scientific molding with feedback control, ensuring absolute dimensional accuracy in high precision parts:
Foundational Process Control
- Scientific Parameter Lock-In: Establishing accurate limits on viscosity and cavity pressure.
- Pressure-Compensated Packing: Cavity pressure initiates holding stage; shrinks are actively compensated for.
Real-Time Measurement & Adjustment
- In-Line Dimensional Verification: Laser measurement devices check crucial dimensions post-molding.
- Closed-Loop Correction: The data automatically corrects the subsequent cycle, allowing feedback control to ensure accurate and precision PEEK injection molding.
Advanced Thermal & Tooling Strategy
- Uniform Cooling Systems: Tooling with cascading circuits guarantees consistent heat distribution.
- Mitigating Internal Stress: Ensures no warping, essential for successful high-precision plastic injection molding.
Data-Driven Validation & Documentation
- Comprehensive Process Fingerprinting: Every factor recorded and correlated with part dimensions.
- Auditable Consistency Proof: Proof of consistency, the foundation of our tolerance management, and essential for OEM qualification in specialized plastic injection molding.
This document describes an engineering strategy based on the use of measurement as the guiding force behind the process. What sets us apart from our competitors is our ability to seamlessly integrate measurement, resulting in scientifically proven stability and turning variability into a stable closed-loop plastic injection molding system for critical components.

Figure 2: Hydraulic rams inject molten PEEK with ±0.08mm precision for high-temperature aerospace applications.
What Technical Parameters Define The Success Of High Temperature PEEK Molding For Industrial Valves?
The success of using PEEK in such harsh valve environments relies on process control rather than on material alone. Sub-optimal processing parameters will result in poor crystallinity and reduced performance. This document defines the technical process parameters needed for industrial valve parts made via high temperature PEEK molding.
| Parameter Category | Target Range / Specification | Technical Rationale & Impact |
| Melt & Mold Temperature | Melt: 380-400°C; Mold: 180-220°C | The mold temperature exceeding 180°C is essential for attaining 30-35% crystallinity for the material to perform chemically and mechanically. |
| Injection Pressure & Speed | Pressure: 150–200 MPa; Speed: High | Injection pressure less than 150 MPa leads to filling problems; high injection speed is required in high-pressure plastic injection molding before gate freezing. |
| Holding Pressure Profile | Cavity pressure-controlled, decreasing | Active adjustment to compensate for high shrinkage of PEEK material to guarantee dimensional accuracy in industrial valve parts. |
| Material Drying | 150°C for 4-6 hours minimum | Prevents hydrolytic degradation, a non-negotiable prerequisite for specialized plastic injection molding. |
| Thermal System | Dedicated hot-oil temperature control | Ensures stability for complex plastic injection molding, preventing stress and warpage. |
These precise criteria create the mandatory requirements for manufacturing functional valve parts. Unlike mere guidelines, these criteria precisely define the processing parameters required to ensure the absence of any design flaws. These proven criteria, as a testament to our technical leadership, allow engineers to choose a highly reliable engineered plastic injection molding process in order to cater to challenging applications.
Why Should Custom PEEK Injection Molding Projects Prioritize DFM Analysis To Reduce Long Term Tool Wear?
Outstanding performance characteristics of PEEK result in abrasive and adhesive wear issues associated with tooling that play a crucial role in the economic feasibility of projects. Reactive maintenance requires frequent and expensive tool repair sessions. Proactive DFM optimization is the essential strategy to engineer tooling for endurance from the outset, directly translating to significant cost reduction and assured tool longevity for custom PEEK injection molding projects:
Strategic Material and Surface Treatment Selection
Durability depends on the materials used. Premium hot-work tool steels such as H13 are specified; these steels feature high levels of hardness and toughness. Key areas then receive either deep nitriding or PVD coatings. The result is a highly hardened, non-reactive layer resistant to wear caused by the abrasive fillers or adhesiveness of PEEK; this forms the basis of our prototype plastic injection molding process.
Optimized Gating and Flow Path Design
Wear occurs in high-velocity flow areas. In our DFM studies, mold flow simulations are used to position gates optimally to avoid jetting and abrasive flow on thin steel surfaces. In fiber-reinforced grades, runners and gates are engineered such that the fibers are aligned along, rather than perpendicular to, the flow direction to minimize cutter wear. This critical analysis is important for successful low-volume plastic injection molding processes.
Robust Cooling and Coring Strategies
Cycles increase wear. The design of conformal cooling channels close to high-wear zones ensures steady and stable temperatures, minimizing thermal cycles. The cores that are in deep ribs and threads are made of better-quality steel and are often engineered as replaceable inserts. Such an approach allows wear concentration and easy replacement, thus enhancing the lifetime of advanced plastic injection molding tooling.
Quantified Impact and Lifecycle Validation
The effectiveness of the proposed DFM is proven. For instance, using such approaches as optimal gating in a valve seat part, we have achieved improvements in the lifespan of tools from 50,000 to more than 200,000 cycles before refurbishment. Such results demonstrate a clear prediction of maintenance costs and lifetime expenses, ensuring predictable cost reduction.
This document presents a prescriptive, engineering-based approach whereby DFM is considered as a wear-resistance strategy, not merely design analysis. Our technical leadership is evidenced in the precise identification of materials, coatings, and design guidelines effective at combating PEEK’s unique wear patterns. This prevention approach converts custom PEEK injection molding into an easily managed and financially predictable manufacturing process, safeguarding both parts’ quality and project profitability.
How Does LS Manufacturing Solve The Challenges Of Surface Quality In PEEK Molding For High Temp?
Due to its high melting temperature, PEEK is susceptible to surface imperfections such as flow lines, splay, and black spots that occur when gases become trapped within the molten material during molding. This is primarily caused by the material’s tendency towards thermal degradation when exposed to mechanical shearing forces. In this document, we will show how LS Manufacturing applies a focused engineering solution to achieve impeccable surface quality in PEEK molding for high temp:
Advanced Material Preparation and Handling
- Precision Drying Protocol: Desiccant dryers with a -40° dew point are used, and material is loaded within 2 hours of drying to avoid moisture regain.
- Dedicated Feed System: Closed-loop feeding with stainless steel contact surfaces avoids contamination, the norm in medical-grade plastic injection molding.
Specialized Processing Hardware
- Ceramic-Coated Screw and Barrel: A specially coated screw ensures reduced friction and adhesion, essential for reducing the shear heat and carbon accumulation.
- Integrated Vacuum Venting: The mold has a sophisticated vacuum venting system that removes air and other volatile components from the cavity before injection, ensuring no gas traps exist.
Optimized Process Window for Finish
- Multi-Stage Injection Profile: We apply a rapid filling stage to the setup process, followed by a slow packing stage to reduce shear stress and enable a good surface finish.
- Elevated and Stable Mold Temperature: Keeping the temperature of molds within the upper limits of the PEEK range (typically >180°C) guarantees optimal flow and accurate replication of the polish in the mold cavity, essential for making optical-grade plastic injection molding.
Validation and Quantitative Measurement
- Surface Roughness Verification: Part quality at the final stage is measured using profilometer technology to ensure an optimized surface roughness (Ra ≤ 0.4 µm).
- Microscopic Inspection: Parts are inspected microscopically to determine the lack of black spots and flow marks in order to confirm efficient vacuum venting and thermal control.
This approach proves that surface quality in terms of PEEK molding for high temp is accomplished via a unique combination of hardware and processes. The key point of our manufacturing innovation is the use of ceramic coated screws, efficient vacuum venting, and thermal stability which is a unique combination that ensures defect-free parts. To eliminate flow lines and black spots in PEEK, submit your design for a validated high-temp molding process and a production-ready quotation.
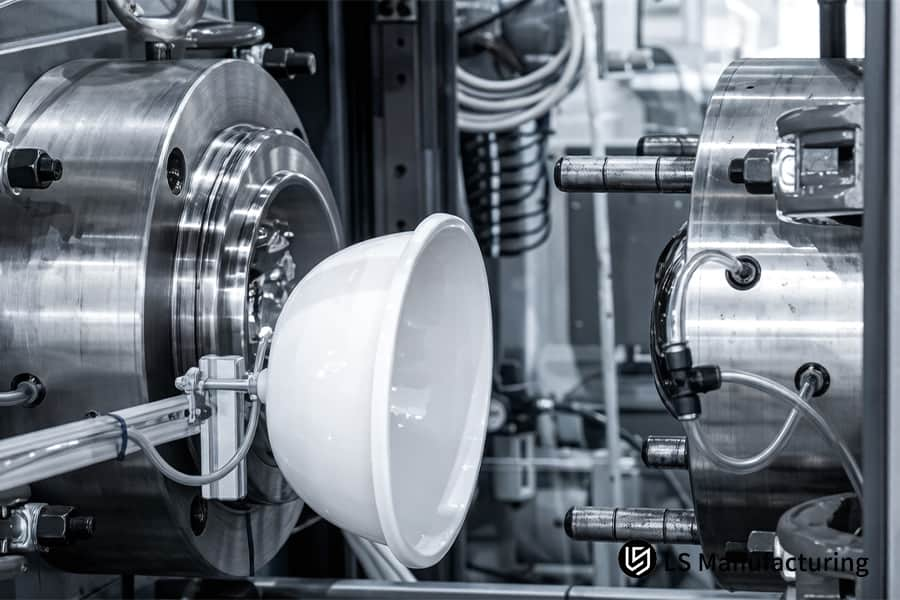
Figure 3: Molten white PEEK plastic fills a precision mold cavity with 120 MPa pressure for an aerospace seal.
What Quality Metrics Ensure That Injection Molded PEEK Parts Meet The Zero Defect Standard?
The requirement for no defects in injection molded PEEK parts calls for a system that is predictive in nature, using metrics that help prevent defects from occurring. This paper discusses some key measures to achieve quality consistency and ensures every product produced meets the needs of high-performance applications.
| Quality Focus Area | Key Metric & Control Method | Purpose & Outcome |
| Process Stability | Real-time SPC analysis for melt viscosity and cavity pressure control. | Safeguards against any process variations, thereby ensuring process capability and quality consistency. |
| Dimensional Conformance | First Article and in-process CMM inspection. | Ensures conformance of all injection molded PEEK parts to required dimensions. |
| Material Integrity | Conducted regularly in routine mechanical testing (tensile, impact) of batch specimens. | Confirms that material properties are compliant with the specified requirements or are even above them. |
| Documentation & Traceability | IATF 16949 full certification with control plan. | Ensures total traceability of batches from a certified plastic injection molding process. |
| Contamination Control | 100% automated optical inspection (AOI). | Results in absolutely no defective pieces passing the inspection; necessary for plastic injection molding. |
This approach proves the zero-defect principle through process control and empirical verification. We resolve the problem of hidden variability by adhering to the IATF 16949 standards and linking our SPC results to our mechanical testing. This delivers the documented proof necessary for high-risk scenarios, establishing the benchmark for high-performance plastic injection molding.
Why Is Choosing A High Precision PEEK Manufacturer With Scientific Injection Molding Experience Crucial?
Where critical parts are involved, precision must be by design rather than an afterthought. Precision down to the micrometer level with PEEK involves a fundamental understanding and manipulation of cause-and-effect dynamics inside the mold. Only a high precision PEEK manufacturer that specializes in scientific injection molding can deliver the consistent results you require:
Decoupling Fill from Pack for Dimensional Control
Traditionally, packing follows filling, making inconsistencies inevitable. We utilize the decoupled approach, where we use optimized injection rates to achieve 95%-99% of fill capacity in a cavity without pressure. Packing pressure is separately introduced according to specific dimensions to counteract any shrinkage issues. This scientific approach enables the optimization needed in technical plastic injection molding processes.
Case Study: Resolving Sink in an Aerospace Connector
The client’s connector had sink marks on thick mounting bosses, which compromised its sealing capacity. Increasing packing pressure was ineffective since it resulted in flash formation. Analysis of our process engineering showed that sufficient pressure was not reaching the core. A fix entailed the addition of a second lower packing cycle, which lasted for a longer period, enabling slow filling of the thick area.
Validating the Robust Process Window
Once all process variables were optimized, we conducted a Design of Experiment (DOE) to confirm the process window. Variations in essential parameters confirmed that the component would still fall within its specifications. This empirical analysis confirms that advanced plastic injection molding operations become a consistent and risk-free endeavor.
Data-Driven Process Documentation and Transfer
Each parameter is captured as part of the "process fingerprint". The fingerprint is the "master formula" that ensures each manufacturing run and subsequent machine relocation mimics the conditions that produced the qualified parts – making possible the most effective risk mitigation and assurance of your supply chain for specialized plastic injection molding.
What we present below is a methodology where precision can be an assured outcome due to scientifically controlled operations. As a high precision PEEK manufacturer, what matters most is applying the scientific injection molding and process engineering to identify and overcome the root cause issues associated with PEEK materials. That makes the challenge of PEEK an operation and delivers the performance you need along with the necessary risk mitigation.
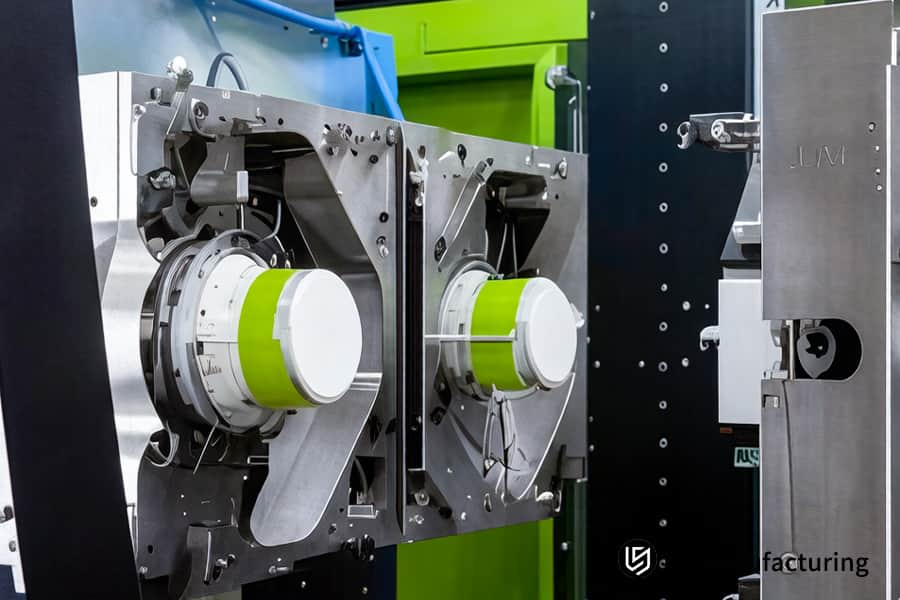
Figure 4: The plastic injection molding machine injects molten PEEK plastic into molds for precision aerospace parts.
How To Evaluate A PEEK Injection Molding Supplier Based On Technical Transparency And Scale?
Choosing a PEEK injection molding supplier purely on price will pose unnecessary risk in your project. The true test of the suitability of any company should also include considerations for technical transparency and manufacturing scale.
Technical Assessment and Proactive Risk Mitigation
- DFM Report: Available within 24 hours and focuses on risks associated with PEEK.
- Process-Driven Quotation: Incorporates initial process parameters to ensure technical transparency.
- Material Guidance: Recommends material grades suitable for high-temperature plastic injection molding.
Manufacturing Scale and Dedicated Infrastructure
- Appropriate Press Range: Uses machines between 50 and 400 tons.
- Dedicated High-Temp Systems: Utilizes machines specific to engineering plastics.
- Integrated Secondary Ops: In-house annealing and machining for complete component molding.
Quality Documentation and Data Accessibility
- Comprehensive FAI Package: Comprehensive dimensional inspection using CMM is included.
- Process Monitoring: Live cavity pressure and temperature recording.
- Designated Engineer: One point of contact for seamless communication.
Partnership and Lifecycle Support
- Collaborative Development: Combined pre-production tests for process confirmation.
- Supplier Audit Support: Comprehensive support in conducting quality and production audits.
- Long-Term Strategy: Proposed strategy for mold management and improvement.
Such a structure is used to analyze the primary approach of the supplier. Our approach allows us to establish a risk-free cooperation through our technical transparency supported by solid data and manufacturing scale provided by special systems. This will help you to carry out a successful supplier audit and choose the right PEEK injection molding supplier for your demanding plastic injection molding project.
Case Study: LS Manufacturing Medical Device PEEK Bone Screw Precision Custom Molding Project
A medical device manufacturing company with global operations encountered significant difficulties with medical PEEK molding of a bone screw designed for load bearing, whereby uncontrolled crystallinity was resulting in failure of components. The following is the account of our precision custom solution that enabled the client to solve the issue:
Client Challenge
The 4.5mm PEEK-OPTIMA LT1 bone screw had a 32% crystallinity requirement (±1%). However, the current process had ±8% variation, which led to 28% scrap rate and 72% first pass yield. Such inconsistencies were preventing the client from submitting the device to relevant agencies and escalating production costs.
LS Manufacturing Solution
The key focus of our solution was thermal control absolutely. Our team designed a mold using conformal cooling and a specific oil system with 160°C that could manage the temperature to ±1.5°C. The use of scientific injection molding with cavity pressure control helped manage crystal formation, while the vision inspection allowed us to reliable plastic injection molding.
Results and Value
The variation in crystallinity was kept at ±1%. The first pass yield was raised to 99.8%, thereby eliminating scrap. The process time was shortened by 25% thanks to the optimized cycle, while the tool life was extended to over 150,000 cycles. The high-precision plastic injection molding result was proven to be precise, thus making it fit for regulatory submission. It reduced costs by 35% and sped up product launch by 12 weeks.
As shown in the above LS Manufacturing case study, the solution of any challenging material requires an underlying process engineering approach. With effective control of crystallinity using controlled heat, we were able to turn a failing project into a successful one with consistent high yield, which indicates our excellence in specialized plastic injection molding.
Submit your PEEK component design to validate a crystallization-controlled process achieving 99.8% yield and 35% cost reduction. Request a process report and a production-ready quotation.

FAQs
1. What is the maximum operating temperature for injection molded PEEK parts from LS Manufacturing?
Parts from our service continuously withstand 250°C with short-term peaks to 300°C, maintaining full mechanical strength. This exceptional thermal stability is ideal for demanding applications like aerospace engine components, automotive under-hood parts, and semiconductor processing fixtures.
2. How does LS Manufacturing control the crystallization of PEEK during high-temperature PEEK molding?
We utilize specialized high-temperature oil controllers to precisely stabilize mold temperature between 180°C and 220°C. This ensures highly uniform crystallinity, which is critical for achieving consistent mechanical strength, dimensional stability, and superior chemical resistance in the final PEEK component.
3. What is the typical tolerance range for precision PEEK injection molding at LS Manufacturing?
We employ closed-loop servo control and real-time monitoring to maintain critical tolerances within ±0.01mm. This high precision ensures reliable performance and perfect fit for complex, thin-walled PEEK parts used in medical devices and precision connectors.
4. Why is custom PEEK injection molding more expensive than using standard engineering plastics?
The higher cost is due to PEEK's premium raw material price and extreme processing needs (near 400°C), requiring specialized tool steels and equipment. However, its superior strength and longevity deliver a higher return on investment for critical components in harsh environments.
5. Can LS Manufacturing provide PEEK injection molding services for low-volume production?
Yes, we expertly serve low-volume production starting from prototype batches of 100 units. Our proprietary modular mold-changing system and rapid tooling solutions significantly reduce upfront costs and lead times, providing a clear and economical path for product validation and scaling to high-volume runs.
6. Does LS Manufacturing offer professional DFM analysis for injection molded PEEK parts?
Yes, we provide a complimentary, in-depth DFM report reviewed by engineers with over 10 years of PEEK-specific experience. This analysis predicts risks related to shrinkage and warpage, offering actionable optimizations for gate location, wall thickness, and rib design to ensure manufacturability and part quality.
7. Which PEEK grades does the high-precision PEEK manufacturer, LS Manufacturing, specialize in?
We specialize in molding a comprehensive range, including unfilled Victrex 450G, glass/carbon-fiber reinforced grades for enhanced strength, and medical-grade PEEK-OPTIMA for implantable devices. Our expertise ensures optimal processing parameters for each grade's specific mechanical and regulatory requirements.
8. How can I request an instant quote for my high-temperature PEEK molding project today?
Summary
Selecting a true data-driven PEEK injection molding partner is the turning point that moves your OEM project from design to market profitability. At LS Manufacturing, we go beyond part processing—using high-temperature PEEK molding, transparent monitoring, and expert DFM to solve technical hurdles like crystallization and dimensional instability. Our medical case studies prove we enhance part performance, cut costs, and ensure your products lead in extreme environments.
Stop paying for inconsistent PEEK quality and high scrap rates. Contact our senior engineers for your customized PEEK roadmap. Click “Get Instant Quote” to upload 3D CAD files for a free plastic injection molding DFM assessment. We guarantee a precise cost estimate and tailored optimization report within 24 hours—making your PEEK manufacturing safe, reliable, and highly efficient.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


