
Service de surmoulage personnalisé est la solution à de nombreux problèmes avec lesquels les acheteurs OEM sont confrontés lorsqu'ils recherchent ce qu'est le surmoulage pour obtenir une sensation et une robustesse optimales dans leurs produits. Le problème réside dans le fait que les processus conventionnels négligent les variations de dilatation thermique et ne parviennent pas à fournir un contrôle en boucle fermée de la pression d'injection et de la température du moule, ce qui entraîne des fractures sous contrainte ou une rupture de liaison sous des cycles thermiques intenses.
Chez LS Manufacturing, nous proposons un service de surmoulage personnalisé qui combine la méthode brevetée de création d'une liaison de matériau à haute résistance avec un processus de moulage scientifique. Notre technologie implique l'utilisation d'une simulation de liaison moléculaire ainsi que d'un moulage secondaire pour créer une liaison plus résistante que la résistance à la déchirure du matériau avec une précision dimensionnelle de ± 0,01 mm .
Surmoulage personnalisé : liaison à haute résistance - Référence rapide
| Défi technique | Solution de liaison de matériaux | Résultat de la demande |
| Compatibilité des matériaux | Sélection de substrats et de matériaux de surmoulage dont la chimie est compatible avec la liaison moléculaire. | Il en résulte une forte liaison indissociable qui peut résister à toute forme de contrainte et de changement de température. |
| Contrôle de la température du processus | Contrôle strict des températures des substrats de préchauffage et de la résine de surmoulage en fusion. | Garantit qu'aucune déformation ne se produise dans le substrat et qu'une liaison correcte ait lieu . |
| Conception de moules pour l'encapsulation | Moules développés pour garantir que le substrat est placé dans la bonne position et que le processus est correctement ventilé. | Il garantit une bonne encapsulation sans aucun vide et un alignement correct des composants. |
| Validation de la force de liaison | Réalisation d'essais de pelage, d'essais de traction et de vieillissement environnemental pour mesurer la force d'adhésion . | Force de liaison et adhérence certifiées pour garantir qu'il répond aux spécifications de l'application. |
| Notre capacité de moulage en deux temps | Utilisant des surmoulage multi-matériaux machines pour les deux couches en un seul processus automatisé. | Force de liaison, efficacité de fabrication et cohérence suprêmes pour les composants à grand volume . |
| Résultat : performances des pièces monolithiques | Former une pièce multi-matériaux avec des attributs matériels disparates ( rigide, flexible , etc.). | Limite les besoins en agents de liaison ou en systèmes de fixation mécanique. |
Points clés à retenir :
- La chimie est reine : la compatibilité des matériaux constitue l'épine dorsale d'un lien robuste et durable .
- Le processus est précis : Une bonne gestion de la température et de la pression est vitale ; sinon, même les matériaux compatibles n’adhéreront pas correctement.
- La validation n'est pas négociable : La force de liaison doit être scientifiquement validée plutôt que présumée pour tout élément crucial. application de surmoulage .
- Conception pour le processus : La pièce et le moule doivent être conçus conjointement pour garantir le succès du surmoulage.
Pourquoi faire confiance à ce guide ? Expérience pratique des experts de fabrication LS
Il existe de nombreux articles que vous rencontrerez en ligne ; cependant, ce point de vue est partagé par des personnes qui fournissent quotidiennement des services de surmoulage au sein d'une installation de production et non par une expérience théorique en laboratoire. Il est impératif de comprendre que la force de connexion de n’importe quelle pièce est importante, et tout compromis dans ce domaine est inacceptable dans des secteurs tels que l’aérospatiale et les équipements de santé. Toutes nos références sont basées sur ASTM International normes.
Notre base de connaissances garantit une liaison constante des matériaux à haute résistance dans les conditions les plus exigeantes, en respectant les directives de processus établies par le Association de l'industrie du plastique . Ceci est accompli grâce à la manipulation exacte des surfaces de liaison et des variables de processus, qui convertit les systèmes de matériaux les plus difficiles en un avantage de production robuste.
Ce que nous savons ensemble, c'est ce que nous faisons de mieux : les solutions éprouvées en matière de compatibilité des matériaux, de précision des moules et de contrôle des processus que nous sommes parvenus à maîtriser au fil des années d'application. Nous avons traversé les difficultés afin que vous puissiez être assuré d'utiliser un processus éprouvé. C'est précisément ce savoir que nous appliquons chaque jour pour créer des surmoulés solides et fonctionnels pour nos clients.
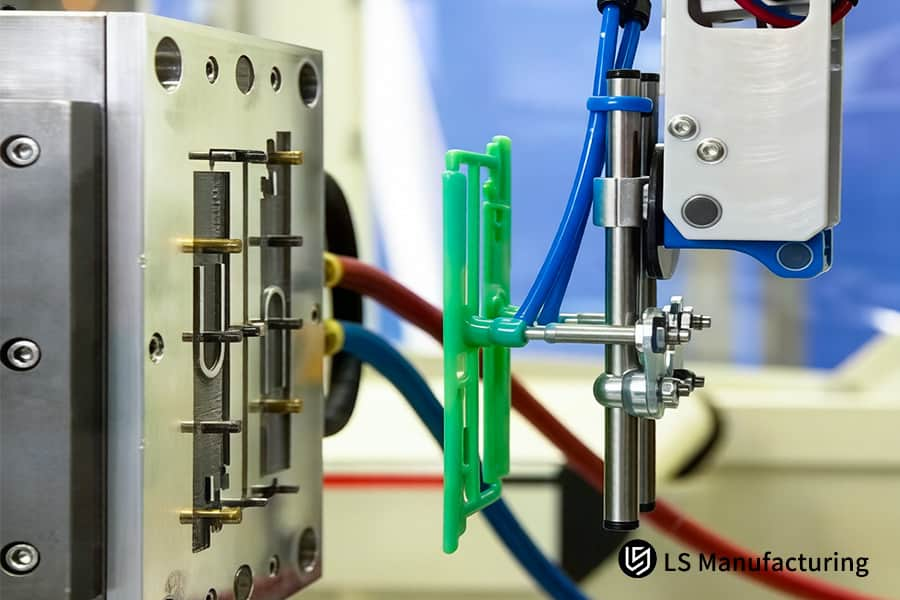
Figure 1 : Un bras robotique place des pièces en plastique vert dans des cavités métalliques pour l'automatisation du service de surmoulage d'inserts.
Pourquoi le choix d’un service professionnel de surmoulage personnalisé est-il essentiel pour les projets OEM complexes ?
Lorsqu’il s’agit de produits OEM complexes, une intégration multi-matériaux fiable constitue toujours un défi technique. Notre service de surmoulage sur mesure , plus qu'encapsulant, vous assure que l'intégration structurelle est réalisée à partir de zéro dès la phase de conception. Ce document décrit l'approche que nous suivons afin de résoudre des tâches d'ingénierie difficiles :
Atténuation proactive des risques grâce à un examen DFM à un stade précoce
Dans chaque projet, notre équipe commence par une analyse DFM conjointe qui évalue la géométrie des pièces, la compatibilité des matériaux et le placement des points d'accès avant tout développement d'outillage. Au cours du processus, nous détectons d'éventuelles faiblesses en termes de concentration de contraintes ou de marques d'enfoncement afin d'apporter des modifications préventives à la conception afin d'éviter de telles défaillances. Notre stratégie consiste à résoudre tous les problèmes de fabricabilité dès le début d'un projet afin d'éviter des retouches coûteuses du moule après la fabrication et de garantir une prévisibilité totale des partenaires de fabrication OEM .
Verrouillages mécaniques d'ingénierie pour une intégrité de liaison supérieure
Au lieu de compter uniquement sur l’adhésion, nous concevons stratégiquement des micro-contre-dépouilles et des macro-dépouilles pour fournir des verrouillages mécaniques dans les matériaux du substrat. Nos ingénieurs effectuent des calculs précis des angles de verrouillage et des géométries des cavités pour surmoulage à ergonomie améliorée processus. Avec une telle conception intentionnelle, la ligne de liaison deviendra un élément fonctionnel de la structure pour résoudre les problèmes de séparation des matériaux sous des charges dynamiques et thermiques.
Optimisation du processus pour les applications critiques
En termes de méthodologie, nous appliquons des contrôles stricts sur les paramètres d'injection pendant surmoulage médical de précision et des applications difficiles similaires. Nous formulons des diagrammes de fenêtres de processus personnalisés pour chaque combinaison de matériaux afin d'éviter la formation de vides, de brûlures ou de mauvaises formations de lignes de soudage. Il est essentiel de contrôler la température de fusion, la vitesse d'injection et la pression de compactage d'un point de vue scientifique afin de résoudre les problèmes de fiabilité associés aux processus complexes à plusieurs étapes .
Validation des performances avec des tests spécifiques à l'application
La validation prend la forme de tests rigoureux qui simulent les conditions d'utilisation réelles telles que l'exposition à des produits chimiques, les changements thermiques et la flexion . En particulier, nous mettons notre surmoulage d'outils à haute durabilité au microscope afin de recueillir des informations définitives sur sa durée de vie et son mode de défaillance. Le processus de validation, qui est plus qu'une simple procédure, élimine tout risque d'échec sur le terrain et fournit une équation de performance résolue.
Ce qui suit fournit une description technique d’une méthodologie fondée sur la résolution préventive de problèmes. Ce qui nous distingue est l'utilisation de principes d'ingénierie qui vont de la prévision à la validation des résultats en passant par des études empiriques. surmoulage sur mesure un sous-système de fiabilité. Nous proposons des solutions d'ingénierie déterministes aux problèmes de fabrication OEM et garantissons que les performances sont assurées dès la première pièce fabriquée.

Comment un fabricant de surmoulage de précision peut-il garantir des performances de liaison de matériaux à haute résistance ?
Les performances d’adhésion des matériaux dans des structures complexes impliquent non seulement les matériaux, mais également la compréhension de la réaction thermophysique à l’interface qui se produit pendant le processus de moulage. La méthodologie d'ingénierie déterministe utilisée dans notre fabricant de surmoulage de précision est décrit ci-dessous et garantit une liaison matérielle à haute résistance et des performances durables.
Environnement de fabrication contrôlé pour la stabilité des processus
- Production climatisée : le surmoulage des composants intérieurs automobiles est effectué dans des conditions strictement contrôlées 24h/24 et 7j/7 pour maintenir une température et une humidité constantes et éviter les différences d'un lot à l'autre.
- Technologie de machine avancée : Nous utilisons des machines servoélectriques et hybrides avec des systèmes de contrôle en boucle fermée qui garantissent que la variation de la vitesse d'injection et de la pression de maintien est maintenue à moins de 0,5 % .
Optimisation des paramètres du processus scientifique
- Précision de la température de fusion : profils de température des substrats et matériaux de surmoulage sont soigneusement optimisés et contrôlés en zone pour faciliter une diffusion maximale de la chaîne dans la zone d'interdiffusion.
- Gestion de la pression et du refroidissement : la pression et le temps de maintien sont scientifiquement optimisés pour contrecarrer le rétrécissement des matériaux ; les vitesses de refroidissement sont contrôlées pour empêcher la formation de contraintes dans la zone de liaison .
Science des matériaux et préparation des surfaces
- Analyse de compatibilité : Notre expertise technique est mise à profit dans la sélection de matériaux compatibles en fonction de la compatibilité chimique, de la cristallinité et des considérations thermiques afin de favoriser l'adhésion intrinsèque.
- Activation souterraine : Pour les surfaces non réactives, nous utilisons des techniques d'activation de surface préétablies comme le plasma ou le traitement à la flamme pour activer fonctionnellement la surface, créant ainsi la liaison moléculaire parfaite adaptée à surmoulage électronique robuste .
Validation grâce à des tests prédictifs et empiriques
- Validation intégrée au processus : À l'aide de capteurs intégrés au moule et d'une analyse de la pression dans la cavité, nous validons que chaque injection satisfait aux exigences précises de pression/température pour une liaison idéale, garantissant ainsi une qualité constante .
- Tests de durée de vie accélérés : Les pièces terminées sont soumises à des tests stricts en fonction de leurs applications, comme un cycle thermique/humidité pendant 500 heures, validant ainsi le succès de notre applications de surmoulage à haute adhérence .
En intégrant notre processus, la force des liens va au-delà des vœux pieux et devient un attribut cohérent et prévisible. Notre avantage concurrentiel vient de l’intégration du contrôle environnemental et de la science des procédés. Cet article montre comment nous abordons le problème de la cohérence de la qualité et de la liaison durable des matériaux à haute résistance .
Quels paramètres techniques définissent le succès du surmoulage de pièces à haute résistance ?
Performance en termes de capacité du surmoulage de pièces haute résistance dépend de plus que de simples matériaux appropriés ; cela nécessite plutôt un ensemble hautement contrôlé de paramètres de processus interdépendants. Des problèmes tels que le délaminage et la déformation surviennent en raison de paramètres incontrôlables. Le document ci-dessous présente les spécifications techniques spécifiques pour contrôler les paramètres critiques du processus :
| Paramètre critique | Spécification technique et objectif de contrôle |
| Température de préchauffage du substrat | Maintenir une différence de 15 °C entre les températures de fusion de préchauffage et de surmoulage pour permettre l’interdiffusion entre les polymères. |
| Gradient de température du moule | Assurez-vous que la variation est limitée à ≤ 10 °C sur les surfaces du moule pour éviter un refroidissement différentiel et un contrôle de la déformation . |
| Profil de vitesse d'injection | Adaptez le profil de vitesse afin de compenser l'échauffement par cisaillement et le remplissage de la cavité sans permettre le jet ou la dégradation. |
| Maintenir la pression et le temps | Complétez la pression de maintien calibrée par les données pour tenir compte du retrait volumétrique afin d' éviter les vides et les éviers . |
| Résistance au cisaillement interfacial | Efforcez-vous d'obtenir une résistance au pelage minimale vérifiée (c'est-à-dire X+ N/mm ) grâce à un surmoulage à forte adhérence conception de processus. |
| Uniformité du taux de refroidissement | Concevoir un refroidissement conforme pour garantir une extraction uniforme de la chaleur, essentielle pour surmoulage à géométrie complexe stabilité. |
Cette analyse définit le succès du surmoulage de pièces à haute résistance grâce à des paramètres de processus contrôlés, transformant l'intégrité de la liaison d'un résultat en un intrant géré. Nous résolvons le contrôle du gauchissement et les défaillances interfaciales en faisant de la dynamique thermique une variable mesurée, une profondeur technique essentielle pour surmoulage à tolérance serrée dans les applications critiques. Il s'agit d'un modèle destiné aux ingénieurs qui spécifient avec des données.

Figure 2 : Le surmoulage par injection lie le POM blanc au TPE bleu pour former une poignée de dispositif médical durable.
Pourquoi un service de surmoulage par insert est-il la voie la plus rentable pour l’intégration de matériaux hybrides ?
Les techniques conventionnelles pour les pièces hybrides dépendent généralement d’un assemblage secondaire coûteux, ce qui entraîne des coûts inutiles et des problèmes de qualité. Un professionnel service de surmoulage d'inserts combine plusieurs opérations de fabrication dans un processus de moulage automatisé. Il permet d'aborder les questions clés liées aux problèmes de coût, de complexité et de fiabilité de l'intégration matérielle :
Élimination des opérations coûteuses d’assemblage secondaire
En insérant des inserts métalliques ou en plastique directement dans le moule et en surmoulant une pièce complète à l'aide de cycles de processus automatisés, nous économisons du travail manuel, des étapes d'alignement et de collage, y compris l'utilisation d'adhésif. Les économies réalisées en termes de coûts de main d'œuvre et de montage entraîneront une réduction substantielle du coût total de possession , tout en augmentant l'efficacité de l'assemblage jusqu'à 35 % .
Améliorer la qualité et la fiabilité dès la conception
La fusion des matériaux à l'intérieur d'un moule extrêmement contrôlé supprime les variations provoquées par la manipulation humaine. La liaison des matériaux s'effectue dans des paramètres environnementaux idéaux et cohérents tels que la température et la pression, garantissant ainsi l'uniformité de l'intégration des matériaux . Cet environnement contrôlé corrige les erreurs d'assemblage, ce qui entraîne un taux de rebut nul et une conformité totale dans chaque unité produite.
Favoriser l'innovation en matière de conception et la consolidation des pièces
Grâce à notre service de surmoulage d'inserts , nous sommes en mesure de produire des composants complexes qui ne peuvent pas être réalisés par des processus d'assemblage normaux. Il s'agit notamment du surmoulage électronique intégré , utilisé pour l'encapsulation des produits de connecteurs et surmoulage structurel renforcé , qui est utilisé pour fabriquer des produits à haute résistance. La solution proposée aide à résoudre le problème de la minimisation du nombre de pièces, en intégrant plusieurs pièces en un seul composant.
Cette méthodologie redéfinit la valeur en remplaçant l'assemblage en plusieurs étapes par un processus déterministe à cycle unique. Notre service de surmoulage d'inserts offre une réduction tangible du TCO et une efficacité d'assemblage garantie grâce à une intégration parfaite des matériaux . Nous fournissons aux OEM un chemin prévisible vers une qualité et des performances supérieures pour les clients exigeants. surmoulage grand public candidatures. Éliminez les assemblages secondaires coûteux et obtenez une efficacité 35 % supérieure. Soumettez la conception de votre pièce hybride pour un processus de surmoulage validé et une analyse détaillée du TCO.
Comment le surmoulage de haute précision résout-il les défis du scellement au niveau micronique ?
Il existe de nombreuses industries où il existe une demande de joints robustes et durables à l’échelle du micron. Surmoulage de haute précision apporte une solution à ce défi grâce à la réalisation d'un joint en élastomère sur un substrat rigide sans espaces entre les composants lors du processus d'assemblage. Vous trouverez ci-dessous des informations plus détaillées concernant le processus d'ingénierie impliqué dans la fourniture d'une étanchéité robuste à tolérance micrométrique dans des conditions sévères :
Outillage de précision et contrôle des processus
- Usinage de moules d'ultra-précision : Utilisez des techniques d'usinage CNC à 5 axes pour garantir des finitions d'étanchéité de surface inférieures à Ra 0,2 µm et des tolérances précises des lignes de joint.
- Fenêtres de processus déterministes : Identifiez et régulez un certain nombre de variables pour la température de fusion ( +/-1,5°C ) et la pression d'injection pour garantir un remplissage complet de la cavité et une reproductibilité qui constituera la base de surmoulage de joint hermétique .
Ingénierie avancée des matériaux et des interfaces
- Science de la compatibilité des matériaux : sélectionnez et évaluez les paires d'élastomères et de substrats en tenant compte de la liaison chimique , des disparités des coefficients de dilatation thermique et de l'exposition aux fluides à long terme.
- Ingénierie des surfaces du substrat : mettre en œuvre des procédures distinctes pour produire des surfaces et des microstructures spécifiques nécessaires à un ancrage mécanique amélioré et à une adhésion chimique essentiels pour surmoulage étanche .
Validation et assurance de conformité
- Surveillance en cours de processus : surveillance en temps réel de la pression et de la température de la cavité afin de garantir que chaque cycle atteint les paramètres validés qui garantissent la scellabilité.
- Tests axés sur la certification : Effectuer des tests basés sur les applications tels que des tests de fuite à l'hélium et des tests de vieillissement afin de générer les données requises pour la conformité aux normes des dispositifs médicaux , entre autres, garantissant ainsi que le surmoulage de composants miniatures atteint des niveaux de tolérance du micron .
Grâce à notre technologie, l’étanchéité devient une caractéristique clé et contrôlable du matériau. L’approche par laquelle nous résolvons le problème des fuites de l’ordre du micron implique de tirer parti de la puissance de la fabrication d’outils avancés ainsi que de la connaissance des processus. Grâce au surmoulage de haute précision , nous proposons des solutions d'étanchéité déterministes pour les applications qui ne peuvent pas se permettre de pannes, la certification des normes des dispositifs médicaux et la nouvelle génération. surmoulage à joint critique .

Figure 3 : Le service de surmoulage de caoutchouc colle une couche protectrice sur un composant en alliage d'aluminium pour un joint.
Quelles normes de qualité devez-vous attendre d'un fournisseur de services de surmoulage OEM de premier plan ?
Lors de l’évaluation d’un fournisseur de services de surmoulage OEM , il convient de prêter attention non seulement aux services qu’il propose, mais également au processus par lequel il atteint la cohérence et la fiabilité des produits à grande échelle. Plutôt que de se concentrer sur la capacité, l'acheteur doit s'assurer que le assurance qualité Le système est efficace et peut garantir l'intégrité des pièces produites . Vous trouverez ci-dessous un bref aperçu des exigences de qualité et des mesures utilisées par les entreprises qui excellent :
| Catégorie de norme de qualité | Mise en œuvre et résultat mesurable |
| Système de gestion certifié | Certification selon la norme IATF 16949 (ISO 13485 en cas de surmoulage médical certifié) qui garantit une approche systématique et orientée processus pour prévenir les défauts et les améliorer. |
| Surveillance et contrôle en cours de processus | Inspection de la qualité en temps réel à l'aide de manomètres à cavité et de thermocouples, vérifiant que tous les cycles sont traités dans la fenêtre de processus validée. |
| Vérification dimensionnelle | Effectuer soit une inspection dimensionnelle à 100 % , soit une numérisation 3D de l'échantillon, avec traçage des résultats dans un graphique SPC, prouvant la cohérence de la fabrication ( Cpk de 1,33 ou mieux ). |
| Validation des matériaux et des performances | Des inspections strictes des matériaux entrants et des procédures de test de performance rigoureuses telles que des tests de pelage/déchirure et des tests de résistance chimique, adaptés aux surmoulage médical certifié et d'autres utilisations. |
| Traçabilité et documentation | Traçabilité au niveau des lots et ensembles de documentation complets pour les matériaux et les processus de fabrication ( PPAP, DVP&R ), permettant l'approbation des pièces de production. |
| Détection avancée des défauts | Mise en œuvre de techniques d'automatisation dans les inspections optiques (AOI) pour surmoulage en grand volume production, détectant même les petits flashs, les prises de vue courtes ou d'autres défauts de surface. |
Ces normes traduisent la capacité en résultats garantis. Nous résolvons le principal défi de la cohérence de la fabrication à grande échelle grâce à un système en boucle fermée de contrôle, de mesure et de correction. Ce cadre, ancré dans l'IATF 16949 et une inspection qualité rigoureuse, garantit notre Service de surmoulage OEM offre une qualité prévisible, réduisant ainsi votre charge de qualification et les risques liés aux applications de surmoulage critiques pour la sécurité .
Un service de surmoulage de caoutchouc peut-il améliorer considérablement la valeur ergonomique des outils industriels ?
Allant plus loin que l'amélioration de la simple fonctionnalité de préhension, le bon service de surmoulage de caoutchouc doit répondre à la fois au problème du confort d’utilisation et de la durabilité du produit soumis à des chocs. Grâce à notre processus qui implique l'ingénierie de la sensation tactile et de la force de liaison pour créer une solution pour les outils industriels , nous abordons ces problèmes en combinant des principes scientifiques et un traitement précis pour cibler les faiblesses de l'ergonomie et de l'intégrité structurelle :
Sélection de matériaux pour des performances ciblées
La composition du surmoulage est conçue en fonction de valeurs spécifiques de dureté Shore A, de déformation rémanente en compression et de coefficient de frottement dynamique. Cela répond au principal problème de combiner les propriétés d'amortissement pour le confort de l'utilisateur et la fermeté pour un meilleur contrôle, concevant ainsi la conception ergonomique pour qu'elle soit adaptée à l'utilisation de l'outil en question, qu'il s'agisse d'amortir les vibrations ou de sécuriser la préhension des outils à main, garantissant que le surmoulage aura le meilleur surmoulage résistant aux chocs .
Ingénierie de texture de surface pour une adhérence fonctionnelle
En allant au-delà des modèles généraux, nous concevons la texture de la surface selon des calculs scientifiques de coefficients de friction et de biomécanique de la main . La procédure comprend l'ingénierie de différents niveaux de densité de microtexture à l'intérieur de la surface de la poignée pour drainer tout liquide et assurer une traction positive. Cela résout le problème de l'adhérence glissante en cas d'huile et de conditions humides, un élément important de la conception ergonomique des outils industriels .
Intégrité structurelle grâce à l'optimisation des processus
L’une des principales faiblesses des produits souples sur durs réside dans les mauvaises lignes de liaison ou de soudure qui peuvent être observées. Nous avons utilisé des systèmes de canaux chauds à plusieurs portes et un contrôle thermique précis pour obtenir un débit constant et une liaison polymère. Cette optimisation spécifique de la ligne de soudure évite toute liaison faible, ce qui donne lieu à un surmoulage d'une seule pièce capable de supporter des impacts élevés sans délaminage. Cela rend notre processus de surmoulage idéal pour créer surmoulage d'outil durable .
Validation via une simulation d'abus dans le monde réel
La validation impliquera des tests destructifs et non destructifs dans des conditions réelles pour vérifier si notre produit peut survivre dans ces situations. Les prototypes seront testés à l'aide d'essais de chute standard, par exemple à partir de trois mètres, soumis à des produits chimiques et à des contraintes répétées . Ce faisant, nous abordons le problème des pannes d'équipement sur le terrain en raison de caractéristiques de confort compromettant sa longévité, validant ainsi notre surmoulage d'équipement lourd .
Les avantages de notre service de surmoulage de caoutchouc incluent l'ergonomie grâce à la solution de problèmes d'ingénierie entre douceur et rigidité, et confort et durabilité. De telles solutions peuvent être obtenues grâce à une sélection minutieuse des matériaux, des conceptions de textures et à l' optimisation des lignes de soudure , garantissant une sensation ergonomique améliorée et structurellement robuste dans les outils industriels .

Figure 4 : Un opérateur effectue un réglage de surmoulage de précision sur une pièce en caoutchouc pour une application OEM.
Étude de cas : Surmoulage de précision d'instruments chirurgicaux complexes pour l'industrie médicale LS Manufacturing
Dans ce Étude de cas LS Manufacturing , nous présentons une solution pour un mode de défaillance critique dans l' instrument médical . Le problème concernait un manche d'instrument chirurgical complexe, où la technologie conventionnelle de surmoulage de précision ne pouvait pas résister à des conditions de stérilisation difficiles, conduisant à de mauvaises performances des pièces à haute résistance :
Défi client
Cet équipementier médical mondial rencontrait un problème récurrent de délaminage du manche chirurgical en acier inoxydable suite au processus d'autoclavage à 134°C . En raison de l'échec de ceci surmoulage critique pour la stérilisation composant, le produit avait connu un taux de défaillance de 80 % , ce qui a nécessité des rappels. Le problème clé était la rupture sous contrainte mécanique se produisant dans la zone de liaison sous des cycles de température rapides.
Solution de fabrication LS
Notre solution a commencé par l’analyse du comportement au niveau moléculaire des chaînes polymères à haute température. Nous avons recommandé d'utiliser une formulation exclusive de TPE modifié au silicone et de concevoir l'outil avec un système de ventilation breveté au niveau du micron . Notre processus de surmoulage de haute précision garantit un contrôle précis de la pression de la cavité à ± 0,01 MPa , ce qui garantit un remplissage parfait tout en s'attaquant à la cause profonde de la défaillance interfaciale de l'ancien. surmoulage de qualité médicale processus.
Résultats et valeur
La pièce modifiée a passé 100 cycles d'autoclave successifs sans aucun défaut. Le taux de défauts après traitement a été réduit de 20 % à moins de 0,1 % . Des résultats assurés surmoulage médical fiable , atténuant la menace de rappel du client et maintenant des conditions stériles pour le dispositif. Cet effort a réussi à transformer un fardeau coûteux en une référence industrielle en matière de qualité et d'excellence logistique dans la production d'instruments médicaux.
L'étude de cas ci-dessus met en évidence notre méthodologie basée sur l'ingénierie pour résoudre des problèmes complexes. surmoulage de précision problèmes. En tirant parti de la science des matériaux et des technologies de traitement brevetées, nous avons pu fournir du déterminisme aux pièces à haute résistance pour les systèmes critiques. Dans les situations où une défaillance entraîne des coûts exorbitants, cette étude de cas LS Manufacturing illustre le niveau d’expertise en ingénierie nécessaire pour réaliser une atténuation des risques validée.
Pour éviter des rappels coûteux et garantir la fiabilité de l'autoclave à 100 cycles, soumettez votre conception de surmoulage pour un processus de liaison validé et un devis prêt pour la production et atténué les risques.

FAQ
1. Quels matériaux sont les mieux adaptés au collage de matériaux à haute résistance lors du surmoulage ?
LS Manufacturing est capable de produire plus de 500 types de matériaux différents, notamment PC+TPU (poignées) et Nylon+Silicone (joints) . Dans chaque cas, nous proposons des recommandations personnalisées pour une liaison réussie en ce qui concerne la correspondance CTE et l'évaluation de la compatibilité chimique.
2. Comment LS Manufacturing assure-t-elle la qualité de liaison de son service de surmoulage de caoutchouc ?
Nous obtenons une adhérence supérieure dans nos services de surmoulage de caoutchouc en utilisant un traitement de dégazage obligatoire à 100 % sous vide, suivi de l'utilisation d'apprêts chimiques spéciaux. Nous obtenons ainsi une liaison garantie plus forte que la résistance à la traction du matériau lui-même. Cela est confirmé par des tests de pelage et d’adhérence.
3. Quel est le délai de livraison typique pour un projet de service de surmoulage personnalisé ?
En tirant parti de notre atelier numérique CNC interne à 5 axes, nous livrons le premier lot de prototypes de précision en 15 à 20 jours . Ce délai est environ 30 % plus rapide que la moyenne du secteur, ce qui accélère considérablement le développement et la mise sur le marché de votre produit.
4. Pouvez-vous fournir un support de fabrication par surmoulage de précision pour la production en petits lots ?
Oui, nous proposons des services de surmoulage allant du prototypage en centaine d’unités jusqu’à la production en série. Nos outils modulaires jouent un rôle important dans la production de faibles volumes, vous permettant de réduire les coûts jusqu'à 40 % , ce qui est particulièrement crucial lors des projets pilotes et de la validation du marché.
5. Comment résoudre le problème des solins (excès de matière) lors du surmoulage de haute précision ?
Les solins lors d' un surmoulage de haute précision peuvent être évités en utilisant la technologie EDM avec une finition miroir de précision pour obtenir une surface d'arrêt du moule avec une tolérance de 0,002 mm . De plus, un système de surveillance de la pression dans la cavité nous permet de contrôler le processus de serrage et d'injection, garantissant ainsi l'absence de fuite de matériau.
6. LS Manufacturing propose-t-il une analyse DFM professionnelle pour les devis de services de surmoulage OEM ?
Absolument, nous fournissons des rapports DFM gratuits et très détaillés analysés par notre équipe d'ingénieurs avec plus de 15 ans d'expérience. Notre analyse de rapport implique une simulation et un refroidissement avancés des canaux, un calcul du retrait et une optimisation de la conception pour le placement des portes et des évents pour les pièces de haute qualité.
7. Le surmoulage de pièces à haute résistance est-il adapté aux applications aérospatiales ?
Bien sûr. Il a été prouvé que nos pièces composites surmoulées sont très stables à des températures très variables et sont totalement résistantes aux fluides aéronautiques, ce qui les rend adaptées à une utilisation sur les avions commerciaux pour des applications très critiques telles que les supports amortisseurs de vibrations et les connecteurs étanches .
8. Comment puis-je demander un devis instantané pour mon projet de surmoulage d'inserts aujourd'hui ?
Afin d'obtenir votre devis instantané , appuyez sur le bouton pour nous envoyer vos fichiers STEP en toute sécurité. Les experts de notre service applications vous présenteront une offre complète d'évaluation technique et de devis, ainsi que des suggestions d'optimisation des processus, dans les 24 heures suivant le dépôt de votre dossier.
Résumé
Sélection d'un partenaire de surmoulage qui s'appuie sur des techniques d'ingénierie basées sur les données est essentiel pour maintenir la qualité de vos produits dans des situations exigeantes. Chez LS Manufacturing, nous allons au-delà de l'offre de moulage par injection de base en utilisant des techniques avancées d'assemblage de matériaux, une transparence totale du processus et la participation active d'experts DFM pour éviter des problèmes tels que le délaminage et la dérive de tolérance. Nos réalisations dans le domaine des dispositifs médicaux démontrent que nous pouvons améliorer l'efficacité de votre produit tout en réduisant vos dépenses.
Vous voulez arrêter définitivement de vous soucier du délaminage et des fissures ? Envoyez-nous vos modèles CAO 3D pour un analyse DFM gratuite réalisée par nos meilleurs ingénieurs. Vous recevrez une analyse complète des coûts techniques dans la journée, et pas seulement un devis pour le projet. Commencez votre chemin vers des produits sans défaut en cliquant maintenant sur le bouton « Obtenir un devis et un avis d'expert maintenant ».
📞Tél : +86 185 6675 9667
📧Email : info@lsrpf.com
🌐Site Internet : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de fabrication LS Il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. C'est la responsabilité de l'acheteur. Exiger des pièces devis Identifier les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur . Concentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection . Estampage des métaux , et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. Cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.lsrpf.com .


