
Custom overmolding service is the solution to many of the problems that OEM buyers struggle with while looking for what is overmolding to achieve optimum feel and robustness in their products. The problem lies in the fact that conventional processes neglect thermal expansion variations and fail to provide closed-loop injection pressure and mold temperature control resulting in stress fractures or bonding failure under intense thermal cycling.
At LS Manufacturing, we offer custom overmolding service that combines the patented method of creating a high strength material bonding with scientific molding process. Our technology involves the use of molecular bonding simulation as well as secondary molding to create a bond that is stronger than the tear strength of the material with a dimension accuracy of ±0.01mm.
Custom Overmolding: High-Strength Bonding Quick-Reference
| Technical Challenge | Material Bonding Solution | Application Outcome |
| Material Compatibility | Selection of substrates and overmold materials that have chemistry that is compatible for molecular bonding. | This results in a strong inseparable bond that can withstand any form of stress and temperature changes. |
| Process Temperature Control | Strict control of temperatures of preheating substrates and melting overmold resin. | Ensures that no warping occurs in the substrate and that correct bonding takes place. |
| Mold Design for Encapsulation | Developed molds to ensure that substrate is placed in the right position, and the process vents correctly. | It ensures proper encapsulation without any voids and correct alignment of components. |
| Bond Strength Validation | Conducting peel test, tensile testing and environmental aging to measure strength of adhesion. | Certified bond strength and adhesion to ensure that it meets application specifications. |
| Our Two-Shot Molding Capability | Utilizing dedicated multi-material overmolding machines for both layers in a single, automated process. | Supreme bonding strength, manufacturing efficiency, and consistency for high-volume components. |
| Result: Monolithic Part Performance | Forming one multi-material part with disparate material attributes (rigid, flexible, etc.). | Limits the requirement for bonding agents or mechanical fastening systems. |
Key Takeaways:
- Chemistry is King: Material compatibility forms the backbone of a robust, sustainable bond.
- Process is Precision: Proper temperature and pressure management are vital; otherwise, even compatible materials won’t adhere properly.
- Validation is Non-Negotiable: Bonding strength needs to be scientifically validated rather than presumed for any crucial overmolding application.
- Design for the Process: The part and mold need to be jointly engineered to ensure overmolding success.
Why Trust This Guide? Practical Experience From LS Manufacturing Experts
There are many articles you will come across online; however, this point of view is held by people who provide overmolding services on a daily basis within a production facility and not some theoretical lab experiment. It is imperative to understand that the strength of connection for any part is important, and any compromise in this area is unacceptable in industries such as aerospace and healthcare equipment. All our references are based on ASTM International standards.
Our knowledge base ensures consistent high-strength material bonding under the most demanding conditions, adhering to the process guidelines set forth by the Plastics Industry Association. This is accomplished by the exact manipulation of bonding surfaces and process variables, which converts the most challenging material systems into a robust production edge.
What we know together is what we do best—the tried-and-true solutions of material compatibility, mold precision, and process control that we have come to master through years of application. We’ve been through the struggles so you can rest assured in using a proven process. This is the very knowledge we apply every single day to create strong, functional overmolds for our customers.
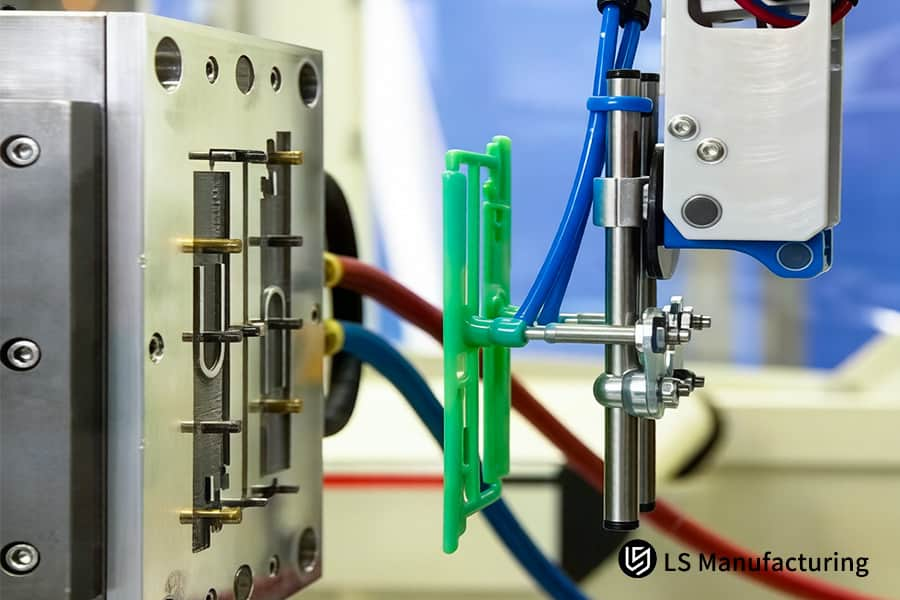
Figure 1: A robotic arm places green plastic parts into metal cavities for insert overmolding service automation.
Why Is Choosing A Professional Custom Overmolding Service Critical For Complex OEM Projects?
When it comes to complex OEM products, reliable multi-material integration is always a technical challenge. Our custom overmolding service, more than encapsulating, assures you that structural integration is done from scratch at the design stage. This document outlines the approach we follow in order to solve difficult engineering tasks:
Proactive Risk Mitigation Through Early-Stage DFM Review
In every project, our team starts with a joint DFM analysis that evaluates part geometry, material compatibility, and gate placements prior to any tooling development. In the process, we detect possible weaknesses in terms of stress concentration or sink marks to make preemptive design changes to prevent such failures. Our strategy revolves around resolving all manufacturability challenges from the very beginning of a project to avoid expensive mold rework after fabrication and ensure full predictability of OEM manufacturing partners.
Engineering Mechanical Interlocks for Superior Bond Integrity
Instead of relying solely on adhesion, we strategically design micro-undercuts and macro-undercuts to provide mechanical interlocks within the substrate materials. Our engineers conduct accurate calculations of lock angles and cavity geometries for enhanced-ergonomics overmolding processes. With such intentional design, the bond line will become a functional element of the structure to address issues with material separation under dynamic and thermal loads.
Optimizing Process for Critical Applications
In terms of our methodology, we employ tight controls over injection parameters during precision medical overmolding and similar difficult applications. We formulate customized process window charts for each material combination in order to avoid void formation, burning, or poor welding line formations. It is essential to have control over melt temperature, injection velocity, and packing pressure from a scientific perspective in order to solve the reliability problems associated with intricate multi-shot processes.
Validating Performance with Application-Specific Testing
Validation comes in the form of stringent tests that simulate actual use conditions such as exposure to chemicals, thermal changes, and flexing. In particular, we put our high-durability tool overmolding under the microscope in order to gather definitive information on its life span and failure mode. The validation process, which is more than just a procedure, eliminates any risk of failure in the field and provides a solved equation for performance.
The following provides a technical description of a methodology that is founded on pre-emptive problem-solving. What sets us apart is the use of engineering principles that range from predicting to validating the outcome through empirical studies to make custom overmolding a reliability-making subsystem. We offer deterministic engineering solutions to OEM manufacturing problems and guarantee that performance is assured from the very first part made.

How Can A Precision Overmolding Manufacturer Ensure High Strength Material Bonding Performance?
Material adhesion performance in complex structures not only involves materials but also entails understanding the interface thermophysical reaction that occurs during the molding process. The deterministic engineering methodology employed in our precision overmolding manufacturer is described below, and it guarantees high strength material bonding and sustained performance.
Controlled Manufacturing Environment for Process Stability
- Climate-Controlled Production: Overmolding for automotive interiors components is done under strictly controlled 24/7 conditions to maintain consistent temperature and humidity and avoid batch-to-batch differences.
- Advanced Machine Technology: We employ servo-electric and hybrid machines with closed loop-control systems which ensure that the variation in injection speed and holding pressure is kept within 0.5%.
Scientific Process Parameter Optimization
- Melt Temperature Precision: Temperature profiles of substrates and overmolding materials are carefully optimized and controlled in zone to facilitate maximum chain diffusion in the interdiffusion zone.
- Pressure & Cooling Management: Holding pressure and time are scientifically optimized to counteract shrinkage of materials; the cooling rates are controlled to prevent stress formation in bonding zone.
Material Science & Surface Preparation
- Compatibility Analysis: Our technical expertise is leveraged in the selection of compatible materials based on chemical compatibility, crystallinity, and thermal considerations in order to foster intrinsic adhesion.
- Subsurface Activation: For non-reactive surfaces, we utilize pre-established surface activation techniques like plasma or flame treatment to functionally activate the surface, thereby creating the perfect molecular bond suitable for robust electronics overmolding.
Validation Through Predictive and Empirical Testing
- Process-Integrated Validation: Using in-mold sensors and cavity pressure analysis, we validate that each shot satisfies the precise pressure/temperature requirement for an ideal bond, thereby guaranteeing quality consistency.
- Accelerated Life Testing: Completed parts go through strict testing based on their applications, like thermal/humidity cycling for 500 hours, thus validating the success of our high-bond overmolding applications.
By incorporating our process, bond strength goes beyond wishful thinking and becomes a consistent, predictable attribute. Our competitive advantage comes from integrating environmental control and process science. This paper demonstrates how we tackle the problem of providing quality consistency and durable high strength material bonding.
What Technical Parameters Define The Success Of Overmolding For High Strength Parts?
Performance in terms of the ability of the high strength parts overmolding is contingent upon more than just proper materials; rather, it requires a highly controlled set of interrelated process parameters. Issues such as de-lamination and warping arise because of uncontrollable parameters. The document below outlines the specific technical specifications to control critical process parameters:
| Critical Parameter | Technical Specification & Control Objective |
| Substrate Pre-heat Temperature | Maintain 15°C difference between pre-heat and overmold melt temperatures to allow interdiffusion between polymers. |
| Mold Temperature Gradient | Ensure the variation is limited to ≤ 10°C on mold surfaces to prevent differential cooling, and warping control. |
| Injection Speed Profile | Tailor speed profile in order to compensate shear heating and cavity fill without allowing jetting or degradation. |
| Holding Pressure & Time | Supplement data-calibrated holding pressure to accommodate volumetric shrinkage in order to avoid voids and sinks. |
| Interfacial Shear Strength | Strive for a minimum verified peel strength (i.e., X+ N/mm) through a bond-strength overmolding process design. |
| Cooling Rate Uniformity | Design conformal cooling to ensure uniform heat extraction, critical for complex-geometry overmolding stability. |
This analysis defines success in overmolding for high strength parts through controlled process parameters, transforming bond integrity from an outcome into a managed input. We solve warping control and interfacial failure by making thermal dynamics a measured variable, a technical depth essential for tight-tolerance overmolding in critical applications. This is a blueprint for engineers who specify with data.

Figure 2: Injection overmolding bonds white POM with blue TPE to form a durable medical device handle.
Why Is An Insert Overmolding Service The Most Cost Effective Path For Hybrid Material Integration?
The conventional techniques for hybrid parts usually depend on expensive secondary assembly, which causes unnecessary costs and quality issues. A professional insert overmolding service combines several manufacturing operations into an automated mold process. It helps address the key issues related to the problems in the cost, complexity, and reliability of material integration:
Eliminating Costly Secondary Assembly Operations
By inserting metal or plastic inserts directly into the mold and overmolding a complete part using automated process cycles, we save on manual labor, alignment, and bonding steps, including the use of adhesive. The savings in labor and fixture cost will lead to substantial TCO reduction, while increasing assembly efficiency by up to 35%.
Enhancing Quality and Reliability by Design
Material fusion inside an extremely controlled mold removes variation brought about by human handling. The material bonding takes place under ideal and consistent environmental parameters such as temperature and pressure, ensuring uniformity in material integration. This controlled environment addresses assembly mistakes, resulting in zero scrap rate and achieving full conformity in every unit produced.
Enabling Design Innovation and Part Consolidation
Through our insert overmolding service, we are able to produce intricate components that cannot be achieved through normal assembly processes. These include integrated electronic overmolding, which is used for encapsulation of connector products and reinforced structural overmolding, which is used to produce high-strength products. The solution offered helps in solving the problem of minimizing part count, integrating multiple parts into one component.
This methodology redefines value by replacing multi-step assembly with a deterministic, single-cycle process. Our insert overmolding service delivers tangible TCO reduction and guaranteed assembly efficiency through perfected material integration. We provide OEMs a predictable path to superior quality and performance for demanding high-volume consumer overmolding applications. Eliminate costly secondary assembly and achieve 35% higher efficiency. Submit your hybrid part design for a validated overmolding process and a detailed TCO analysis.
How Does High Precision Overmolding Solve The Challenges Of Micron Level Sealing?
There are many industries where there exists a demand for robust and durable seals at a micron scale. High precision overmolding provides a solution to this challenge through the production of a seal made of an elastomer on a rigid substrate without gaps existing between the components in the assembly process. Below is more detailed information concerning the engineering process involved in providing robust micron tolerance sealing in severe conditions:
Precision Tooling and Process Control
- Ultra-Precision Mold Machining: Employ 5-axis CNC machining techniques to ensure surface sealing finishes of less than Ra 0.2µm and precise parting line tolerances.
- Deterministic Process Windows: Pinpoint and regulate a number of variables for melt temperature (+/-1.5°C) and injection pressure to ensure full cavity fills and reproducibility that will constitute the foundation of hermetic seal overmolding.
Advanced Material and Interface Engineering
- Material Compatibility Science: Select and assess pairs of elastomers and substrates by taking into account chemical bonding, thermal expansion coefficient disparities, and long-term fluid exposure.
- Substrate Surface Engineering: Implement distinct procedures for producing specific surfaces and microstructures necessary for enhanced mechanical anchorage and chemical adhesion essential for fluid-tight overmolding.
Validation and Compliance Assurance
- In-Process Monitoring: Real-time monitoring of cavity pressure and temperature in order to ensure that every cycle achieves the validated parameters which guarantee sealability.
- Certification-Focused Testing: Conduct application-based tests such as helium leak testing and aging tests in order to generate the requisite data required for medical devices standards compliance, amongst others, thereby ensuring that the miniature component overmolding achieves micron tolerance levels.
With our technology, sealing becomes a key, controllable feature of the material. The approach by which we solve the problem of leakage in the micron range involves leveraging the power of advanced tool-making together with the knowledge of process. Through high precision overmolding, we offer deterministic sealing solutions for applications that cannot afford failures, medical device standards certification and next-generation critical-seal overmolding.

Figure 3: Rubber overmolding service bonds a protective layer onto an aluminum alloy component for a seal.
What Quality Standards Should You Expect From A Top Tier OEM Overmolding Service Provider?
While assessing an OEM overmolding service provider, one should pay attention not only to the services they offer but also to the process by which they achieve product consistency and reliability at scale. Rather than focusing on capability, the buyer needs to ensure that the quality assurance system is effective and can guarantee the integrity of parts produced. Below you will find a brief outline of the quality requirements and metrics used by companies that excel:
| Quality Standard Category | Implementation & Measurable Outcome |
| Certified Management System | Certification according to IATF 16949 (ISO 13485 in case of certified medical overmolding) that guarantees a systematic and process-oriented approach to preventing defects and enhancing them. |
| In-Process Monitoring & Control | Real-time quality inspection using cavity pressure gauges and thermocouples, verifying that all cycles are processed within the validated process window. |
| Dimensional Verification | Performing either 100% dimensional inspection or 3D scanning of the sample, with plotting of the results in an SPC chart, proving manufacturing consistency (Cpk of 1.33 or better). |
| Material & Performance Validation | Strict incoming material inspections and rigorous performance test procedures like peel/tear tests and chemical resistance tests, suitable for certified medical overmolding and other uses. |
| Traceability & Documentation | Lot-level traceability and comprehensive documentation packages for materials and manufacturing processes (PPAP, DVP&R), enabling production part approval. |
| Advanced Defect Detection | Implementation of automation techniques in optical inspections (AOI) for high-volume overmolding production, detecting even tiny flash, short shots, or other surface defects. |
These standards translate capability into guaranteed outcomes. We solve the core challenge of manufacturing consistency at scale through a closed-loop system of control, measurement, and correction. This framework, rooted in IATF 16949 and rigorous quality inspection, ensures our OEM overmolding service delivers predictable quality, reducing your qualification burden and risk for safety-critical overmolding applications.
Can A Rubber Overmolding Service Significantly Enhance The Ergonomic Value Of Industrial Tools?
Going further than improving the simple functionality of grip, the proper rubber overmolding service must deal with the problem of both user comfort and product durability when subjected to impact. Through our process that involves engineering the touch sensation and bonding strength to create a solution for industrial tools, we address these problems by combining scientific principles and precise processing to target the weaknesses of ergonomics and structural integrity:
Material Selection for Targeted Performance
The composition of the overmold is engineered according to specific values of Shore A hardness, compression set, and dynamic coefficient of friction. This addresses the main issue of combining the properties of cushioning for user comfort and firmness for better control, thus engineering the ergonomic design to be appropriate for the use of the tool in question, whether vibration dampening or securing grip in hand tools, ensuring that the overmold will have the best impact-resistant overmolding.
Surface Texture Engineering for Functional Grip
By going one step beyond general patterns, we engineer the surface texture according to scientific calculations of friction coefficients and hand biomechanics. The procedure includes engineering different levels of density of micro-texture within the surface of the grip to drain any liquid and ensure positive traction. This addresses the issue of slippery grip in case of oils and wet conditions, an important element of ergonomic design of industrial tools.
Structural Integrity Through Process Optimization
One of the main weaknesses in soft-over-hard products lies in poor bonding or weld lines that may be seen. We have used multi-gate hot runner systems and accurate thermal control to achieve consistent flow and polymer bonding. This specific weld line optimization avoids any weak bonds, resulting in a single piece overmold that can sustain high impacts without delamination. It makes our overmolding process ideal for creating durable tool overmolding.
Validation via Simulated Real-World Abuse
Validation will involve both destructive and non-destructive testing in real-world conditions to verify if our product can survive in those situations. Prototypes will be tested using standard drop tests, such as from three meters, subjected to chemicals, and repeated stress. In doing so, we address the issue of equipment failure in the field due to comfort features compromising its longevity, validating our heavy-duty equipment overmolding.
The benefits of our rubber overmolding service include ergonomics due to the solution of engineering problems between softness vs. stiffness, and comfort vs. durability. Such solutions can be obtained by the careful selection of materials, texture designs, and the weld line optimization, guaranteeing an improved ergonomic feel that is structurally robust in industrial tools.

Figure 4: An operator performs a precision overmolding adjustment on a rubber part for an OEM application.
Case Study: LS Manufacturing Medical Industry Complex Surgical Instrument Precision Overmolding
In this LS Manufacturing case study, we present a solution for a critical failure mode in the medical instrument. The issue concerned a complex surgical instrument handle, where conventional precision overmolding technology could not withstand harsh sterilization conditions, leading to the poor performance of high-strength parts:
Client Challenge
This global medical OEM was experiencing a recurring problem of delamination of the surgical handle made out of stainless steel following the autoclaving process at 134°C. Due to the failure of this sterilization-critical overmolding component, the product had been experiencing an 80% failure rate, which necessitated recalls. The key problem was mechanical stress failure occurring in the bond area under rapid temperature cycling.
LS Manufacturing Solution
Our solution started with the analysis of the molecular level behavior of the polymer chains under high temperatures. We recommended using a proprietary silicone-modified TPE formulation and designing the tool with a patented micron-level venting system. Our high precision overmolding process ensures precise control of cavity pressure within ±0.01MPa, which guarantees perfect filling while addressing the root cause of interfacial failure of the old medical-grade overmolding process.
Results and Value
The modified part passed 100 successive autoclave cycles with no defects. The defect rate after processing was reduced from 20% to less than 0.1%. The results ensured reliable medical overmolding, mitigating the client’s recall threat and maintaining sterile conditions for the device. The effort successfully turned a costly burden into an industry benchmark for quality and logistics excellence in medical instrument production
The above case study highlights our engineering-driven methodology in resolving complex precision overmolding issues. Leveraging material science and patented processing technologies, we were able to provide determinism in high-strength parts for mission-critical systems. In situations where failure entails exorbitant costs, this LS Manufacturing case study illustrates the level of engineering expertise necessary to accomplish validated risk mitigation.
To avoid costly recalls and ensure 100-cycle autoclave reliability, submit your overmolding design for a validated bonding process and a production-ready, risk-mitigated quotation.

FAQs
1. What materials are best suited for high-strength material bonding in overmolding?
LS Manufacturing is capable of producing over 500 different types of materials, including PC+TPU (grips), and Nylon+Silicone (seals). In each case, we offer custom recommendations for a successful bond with respect to CTE match and chemical compatibility assessment.
2. How does LS Manufacturing ensure the bonding quality of its rubber overmolding service?
We achieve superior bonding in our rubber overmolding services using a mandatory 100% vacuum degassing treatment, followed by the use of special chemical primers. As a result, we achieve bonding that is guaranteed to be stronger than the tensile strength of the material itself. That is confirmed through peel and adhesion testing.
3. What is the typical lead time for a custom overmolding service project?
By leveraging our in-house 5-axis CNC digital workshop, we deliver the first batch of precision prototypes in 15–20 days. This timeline is approximately 30% faster than the industry average, accelerating your product's development and time-to-market significantly.
4. Can you provide precision overmolding manufacturing support for small-batch production?
Yes, we provide overmolding services ranging from prototyping with a hundred units to mass production. Our modular tools play an important role in producing low volumes, allowing you to reduce costs by up to 40%, which is especially crucial during pilot projects and market validation.
5. How do you resolve the issue of flashing (excess material) in high-precision overmolding?
Flashings in high precision overmolding can be avoided by using EDM technology with a precision mirror finish to achieve a mold shut-off surface with a tolerance of 0.002mm. Additionally, a cavity pressure monitoring system allows us to control the clamping and injection process, ensuring there will be no material leakage.
6. Does LS Manufacturing offer professional DFM analysis for OEM overmolding service quotes?
Absolutely, we give complimentary, highly detailed DFM reports analyzed by our engineering team with more than 15 years of experience. Our report analysis involves advance runner simulation and cooling, shrinkage calculation, and design optimization for gate and vent placement for high-quality parts.
7. Is overmolding for high-strength parts suitable for aerospace applications?
Of course. Our composite overmolded parts have been proven to be highly stable at very fluctuating temperatures and are completely resistant to aviation fluids, making them suitable for use on commercial airplanes for highly critical applications such as vibration dampening mounts and sealed connectors.
8. How can I request an instant quote for my insert overmolding project today?
In order to get your instant quotation, press the button to safely send your STEP files to us. The experts from our applications department will give you an extensive technical evaluation and quotation offer, together with process optimization suggestions, within 24 hours after your file submission.
Summary
Selecting an overmolding partner that relies on data-driven engineering techniques is essential for maintaining the quality of your products in demanding situations. We go beyond offering basic injection molding at LS Manufacturing by using advanced materials joining techniques, complete transparency of the process, and the active involvement of DFM experts to avoid problems like delamination and tolerance drift. Our achievements in the field of medical devices show that we can enhance your product’s efficiency while lowering your expenses.
Want to stop worrying about delamination and cracks forever? Send us your 3D CAD models for a free DFM analysis conducted by our top engineers. You will receive a complete technical cost analysis within one day, not just a quotation for the project. Start your path to defect-free products by clicking the “Get Quote & Expert Review Now” button now.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


