
カスタムギア設計サービス低伝達効率、高騒音、短寿命という重大な課題に対処する自動車メーカーやロボット企業にとって、これらは緊急のニーズです。新エネルギー自動車分野や高速・低騒音・長寿命ロボットなどの競争力の悪影響により、汎用歯車では高性能機器のニーズに十分に応えることができません。
これらの問題は、アプリケーションに関する理解の欠如、共同最適化の不十分さ、サプライヤー間の能力レベルのばらつきによって発生します。この文書では、LS Manufacturing がどのようにしてより良い製品を得ることができるかについて説明します。 カスタマイズされたギアソリューションデマンド、トポロジー最適化、製造を含む統合サービスを通じて。
記事のクイックリファレンス ガイド: カスタム ギアのデザイン
|
セクション |
主な内容 |
|
現在の課題 |
効率が低く、騒音が高く、寿命が短い。標準的なギアでは、EV およびロボット工学の高性能要求を満たすことができません。 |
|
根本原因 |
設計とプロセスと材料の相乗効果の欠如。サプライヤーの専門知識の欠如。 |
|
提案されたソリューション |
LS Manufacturing は、ニーズ分析、トポロジーの最適化、精密製造といった一連のプロセス全体を提供します。 |
|
基本原則 |
剛性、耐摩耗性、疲労寿命、騒音振動ハーシュネス (NVH) の最適化。 |
|
デザインとテクノロジー |
高度なソフトウェア シミュレーション (FEA) 、トポロジーの最適化、材料科学、マイクロ形状の最適化。 |
|
製造業 |
高精度CNC加工、研削、特殊な熱処理プロセス、および包括的な品質管理。 |
|
ケース特典 |
機能的パフォーマンスの向上、騒音の低減、耐久性、市場投入までの時間の短縮。 |
EVやロボット工学などのヘビーアプリケーション分野では、 カスタムデザインのギア標準化されたギアに関連する問題に対処するために非常に重要です。高度なアプリケーション知識、シミュレーション、製造ツールは、効率、騒音発生、振動や耐久性に関連するアプリケーション レベルの問題にシームレスに対処し、アプリケーション固有の最適なソリューションを提供します。
このガイドが信頼できる理由LS 製造の専門家による実践的な経験
インターネット上には非常に多くの記事が存在します。なぜこの記事は違うのでしょうか?それは、私たちが単なる理論家ではなく、実際の仕事の分野の専門家が関与しているからです。私たちのワークショップは、要求の厳しい材料、公差、歯車の歯形状の複雑さと日々格闘する現実の試験場です。ここは、ギアのデザインについて単に「知っている」だけではなく、その知識を「生きている」場所です。
当社の深い専門知識が厳密に適用されます。当社は、次のような厳格な基準を統合しています。環境保護庁(EPA)および全国表面処理協会(NASF) を、材料調達から最終検査までのプロセス全体に組み込んでいます。この取り組みにより、当社が設計するすべてのギアが、ロボット工学から電気自動車までの用途に合わせて、性能、持続可能性、表面の完全性に関する最高のベンチマークを満たすことが保証されます。
私たちが共有するすべての知識は経験によって鍛えられ、成功によって証明されています。このガイドには、プロジェクトごとに集められたベスト プラクティスが要約されており、ギアのパフォーマンスを最大化するために必要な洞察が得られます。ここで共有されるすべての知識が私たちの日々の成功につながると確信してください。

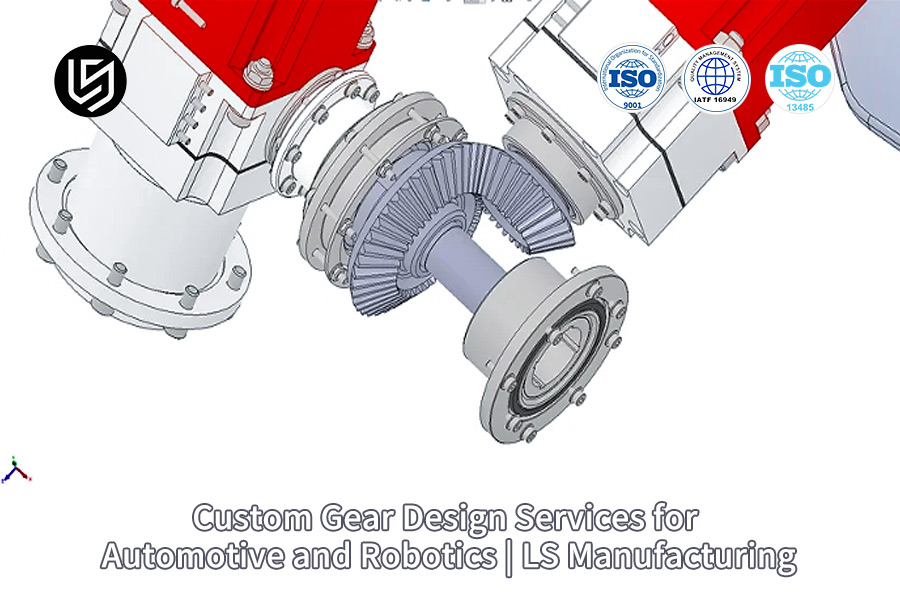
図 1: LS Manufacturing による自動車用ギアアセンブリの分解図
高品質の歯車設計で従うべき中心原則は何ですか?
高性能アプリケーションの領域では、優れた歯車の設計は信頼性と効率性の基礎です。標準的なアプローチを超えて進むには、一連の厳密なエンジニアリング原則に従う必要があります。 LS Manufacturing のような評判の高いギア設計および製造会社では、これらの原則に基づいて理論上の基準を耐久性のある高性能コンポーネントに変換しています。中核となる柱は次のように体系的に分類できます。
強度と耐久性の計算
ISO 6336などの規格が満たされていることを確認するための強力な強度検証に依存して、歯面の接触疲労抵抗と歯元の曲げ疲労抵抗を正確に計算する必要があります。まず第一に、これらの計算は、これが特定のギアコンポーネント使用中に穴あきや破損が発生するため、カスタムギア設計サービスの基礎となります。
高度な疲労寿命解析
疲労寿命の予測には、実際の荷重スペクトルの解析と、累積損傷の法則などの概念の適用が必要です。実際、この概念は、材料疲労を引き起こす期間内の変動荷重の影響を考慮した、単純な静的強度計算から大きな一歩を踏み出しました。
噛み合い特性の最適化
最適な動力伝達とスムーズな流れは、最適な噛み合い特性に依存します。主な方法としては、荷重に耐えるためのかみ合い率の最大化と、摩耗を防ぐための滑り速度比の最適値が挙げられます。 d 振動。これは、ギア設計における重要な識別機能です。
統合された熱管理
確かに高速走行や負荷がかかると必ず発熱します。これには、最適なケーシング設計や潤滑剤の流路などの熱管理システムを組み込んだ優れた設計手法が必要です。これには冷却システムも含まれる場合があります。そのためには温度管理が必要です。これは主に、潤滑剤の分解や材料特性の損失など、高速速度に伴う逆境を回避するために行われます。
精密製造のシナジー
歯車設計および製造会社の製造プロセス能力を考慮しないISO 1328精度クラス設定は無意味です。現実的な精度は、研削やホーニングなどの製造プロセスを補完する公差によって実現され、 製造された歯車CAD モデルを完全に反映しています。
最終的には、効率的な歯車設計を構成するものは、一連の作業領域全体に及びます。高品質の歯車設計には、機械解析、材料特性、製造上の現実を統合する必要があります。カスタムギア設計サービスを求めるクライアントにとって、初期計算から最終製造に至るまで、相互に関連する原則を厳密に適用する企業と提携することが、優れた性能、静かな動作、および耐用年数の延長を実現するギアを実現する鍵となります。

自動車のトランスミッションギアとロボットのジョイントギアの設計の違いは何ですか?
自動車用ギアの設計ロボット歯車加工とロボット歯車加工は、それぞれ独自の課題を含む 2 つの異なる分野です。カスタムギア設計サービスの効果的な設計の背景を形成する哲学は、発散の概念に関連する原則に合わせなければなりません。主要なパラメータを区別することで相違が明らかになります。
|
パラメータ |
自動車用トランスミッションギア |
ロボット関節ギア |
|
プロファイルをロードする |
一定のトルク、スムーズなトルク。周期的な荷重に対する耐性があります。 |
高い動的負荷。フルロード運転に加えて、スタンディングスタートとストップ、逆転サイクルが可能です。 |
|
精度 (ISO 1328) |
高精度、ISO 6 ~ 8 グレード。主に重視されるのは、効率的な動力伝達だけでなく、効率性です。 |
超高精度、 ISO 4 ~ 6 等級。位置精度とバックラッシュに関して重要な意味を持ちます。 |
|
平均余命 |
極端な総寿命 ( >10,000 時間)。実際の高速道路の運転で遭遇するようなリップルサイクルをシミュレートすることによってテストされています。 |
ストレス下での極端なサイクル寿命 ( >20,000 時間以上)。衝撃負荷サイクルをシミュレートすることによってテストされています。 |
|
騒音制御 |
目標: < ~70 dB;主に高周波域の鳴きレベルの低減に重点を置き、お客様の快適性を向上させています。 |
目標: < ~60 dB;ターゲットは、ノイズのない動作を実現して、共同処理を可能にするために、ノイズ レベルの低減を試みます。 |
これらすべてをまとめると、自動車のギア設計は長期的な効率に焦点を当てていますが、 ロボット歯車加工、究極の精度がなければなりません。その点で、この二分法は、すべての変数が特定のタスクの運用範囲のニーズを満たすように設計される、真のカスタムギア設計サービスの必要性を強調しています。
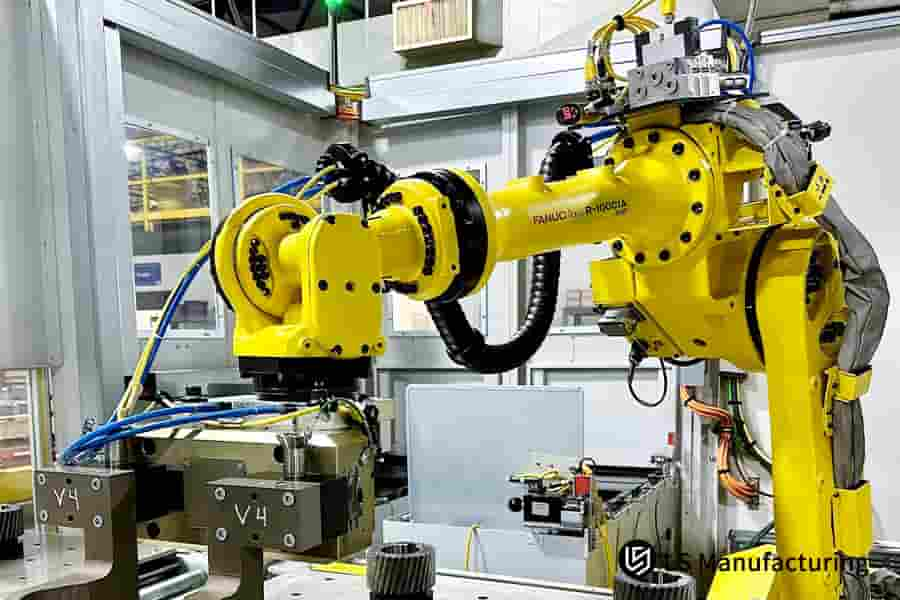
図 2: LS Manufacturing による歯車製造用の精密ロボット アーム
材料の選択によってギアのパフォーマンスを向上させるには?
材料の選択は、歯車エンジニアリング業界における最も基本的な基礎の 1 つです。なぜなら、選択は機能性、寿命、使いやすさに直結するからです。例えば、電気自動車の歯車設計や精密歯車製造などの関連分野では、材料の選択は考慮すべきものではありません。むしろ、この基本の基本が基礎として際立っています。これにより、適切な処理技術がカスタムに直接影響を与えることが保証されます。歯車加工の見積もり。
| カテゴリ | 主要な材料/プロセス | 主な性能特性と一般的な用途 |
| 高強度合金鋼 | 20CrMnTi 、42CrMo、38CrMoAl | 高い芯強度と靭性。通常は浸炭処理により表面硬化されます。高負荷部品の製造に使用されます。 |
|
エンジニアリングプラスチック |
POM、PA66 (多くの場合ガラス入り) |
浸炭と窒化は、材料の表面特性を改善するために使用される技術です。浸炭:表面が硬く、深さが大きくなります。窒化:表面が硬く、歪みが少ない。 PVD:摩擦係数値を下げます。生活を豊かにするための重要な業務精密歯車製造。 |
|
重要な表面処理 |
浸炭・窒化・PVDコーティング |
優れた騒音減衰性、自己潤滑性、耐腐食性に優れています。軽量負荷、消費者製品、重量と静かな動作が優先される用途に最適です。 |
優れた材料は、性能特性や材料表面の展開など、すべての基本パラメータを念頭に置いてシステム レベルで常にテストされます。電気自動車用の静かなギア設計でも、あらゆる重量物でも産業用途、製品の性能特性の最終的な基準となる歯車の材質使用は、カスタム歯車加工の見積もりのコストによって決定される「価値」を達成するために、設計の初期段階で専門のコンサルタントによって適切に機能することを確認するために行われる選択です。
歯車の製造プロセスは最終的な性能にどのような影響を与えますか?
精密歯車の製造には、前述した特定の特性への直接的な影響を伴う一連の決定が伴います。初期段階から製品に至るまでの一貫したプロセスが、効率、振動、ギアリフトを決定します。プロセスにおけるチェーンに関する適切な決定は、効率的な歯車設計および製造会社に必要な最も困難な要素の 1 つに関係します。直接的な因果関係を伴う手法が続きます。
- 歯車の研削による歯車研削:要求される歯車の精度がISO 4 ~ 6を含む達成可能な最大品質である場合、精密な研削が必要です。このプロセスは、熱処理によって発生した変形を補償し、硬化した表面の表面をより細かくするために不可欠です。これは精密歯車製造の基本の 1 つであり、特にシステムの性能を維持する必要がある場合、バックラッシュの最小の誤差や幾何学的な誤差は許容できません。
- 騒音と表面仕上げのためのギアホーニング:焼き入れと研削操作の後にギアに実行される超仕上げ技術がギアホーニングです。この実装の目的は、ノイズ レベルを2 ~ 3 DB削減することであるため、この技術は自動車業界にとって非常に重要です。歯車ホーニング技術は、製品を生産する必要がある場合に使用することが非常に重要です。小規模バッチギア生産。
- 高度な熱および表面処理: レーザー硬化や超音波圧延などの最新のプロセスにより、材料特性が向上します。レーザー硬化により歯面を局所的に低歪みで硬化できる一方、超音波ローリングにより圧縮応力が誘発されて疲労強度が向上します。これらの高度な技術は、ギアの設計および製造会社にとって、要求の厳しい用途で耐用年数と信頼性を延ばすための強力なツールです。
- 前仕上げのためのホブ加工とシェービング:歯車の前仕上げには、外歯車に対して実行されるホブ加工や、さらには成形プロセスが含まれる場合があります。これら 3 つのプロセスのうち、最新のコンピューター数値制御ホブ加工は、前仕上げプロセスを実行しながら適切な品質を実現できます。より高い精度を実現するために、硬化前に軟仕上げ処理を行うシェービングも可能です。この仕上げプロセスは大量生産の経済的な方法です。
要約すると、製造は単一のステップではなく、付加価値を与えるチェーンです。最初の切削から最終の超仕上げまでの選択されたシーケンスは、精度、耐久性、騒音の特定の目標を満たすように調整されています。この包括的なプロセスの熟練こそが、精密歯車製造における真のパートナーの特徴であり、大量生産であろうと専門的であろうと、設計された性能が完全に実現されることを保証します。小ロットの歯車生産。
LSマニュファクチャリング 産業用ロボットジョイントギアカスタマイズ事例
産業用ロボットを世界的に提供している最大手企業の 1 つでは、わずか2,000 時間の使用で歯車に穴が形成され、精度が0.1 mm低下し、消費者から15% の苦情が発生しました。この問題の性質上、疲労破壊の問題という問題点の解決に重点を置いたシステムの変更が必要でした。提供されるサービスレベルでのエンジニアリングのソリューションと専門知識が必要でした。 LSマニュファクチャリングのギアカスタマイズ。これは素晴らしいケーススタディであり、エンジニアリングの才能により成功を収めています。ケーススタディ全体は次のとおりです。
顧客の課題
顧客が提供したジョイント ギアは、孔食により、意図されたライフ サイクルで故障していました。これは、歯車システムに要求される精度のレベルに関係します。このことの別の側面ケーススタディそれは、顧客の故障モードに関するものです。顧客の故障モードのこの側面は、製品の性能面に関する評価レベルにとどまらず、むしろ進行し、製品全体の完全性の段階に関する破壊レベルに達することを指摘することが重要です。
LS製造ソリューション
私たちのアプローチは総合的なエンジニアリング介入でしたの上。まず、著者らは、トポロジー最適化を使用して歯の輪郭を最適化し、その結果、最大接触応力が25%減少したと書いています。さらに表面硬度HRC60以上を実現した高性能窒化鋼を指定しました。精密に仕上げられたギア歯車製造ISO グレード 4 の精度まで研削し、その後ショットピーニングを施して疲労強度を30%向上させ、総合的に優れたコンポーネントを作成します。
結果と価値
このように、カスタマイズされた装置は、変革的と分類できる成果の達成に貢献しました。装置の寿命に関しては、 2,000 時間から 6,000 時間に改善され、 200% の改善が記録されました。さらに騒音レベルは5dB低減し60dBとなりました。これにより、メンテナンスコストが40%削減され、最終製品の競争力が大幅に向上し、専門分野への投資が有効であることが証明されました。 LSマニュファクチャリングギアカスタマイズ。
要約すると、このケースは単なる部品交換を超えて、価値主導のエンジニアリングを紹介しています。高度な設計、材料科学、特殊な仕上げプロセスを統合することにより、ロボット工学向けのソリューションが実現します。歯車加工重大な障害点をパフォーマンス上の利点に変えました。これは、要求の厳しいアプリケーションで信頼性を達成するには、真の精密歯車製造パートナーシップに見られるエンドツーエンドの専門知識が必要であることを強調しています。
カスタム機器を最適化する準備はできていますか?今すぐ当社のエンジニアにお問い合わせください。

カスタムギアプロジェクトのコストをコントロールするには?
カスタム ギア プロジェクトの場合のコスト管理は、カスタム ギア加工の見積もりを比較するだけではありません。 コスト管理は、特に少量のバッチで歯車を生産する場合、性能とコストの要素が調和している場合にのみ可能です。 コスト管理プロセスを一貫して完了するという文脈における「ワンストップソリューション」 カスタムギアプロジェクトギアの設計および製造の専門会社である場合があります。これを品質とコストの面で実現するために必要な戦略は以下のとおりです。
材料選択戦略
材料の選択方法は、材料のコストによって決まります。最高の合金の適用とは異なり、バリューエンジニアリングにより、最も優れた方法を採用した場合に効果を発揮する他の材料の適用が可能になります。これは、小バッチ歯車の生産において最も重要です。なぜなら、使用される材料は、その製品を専門とする業界内で大きな影響を与えるからです。カスタムギア加工の見積もり。
DFM
経済的な節約に関連すると、最大限の節約が可能になったのは設計段階です。歯車の設計・製造会社が関与し、歯車に関する最適な設計を行います。歯車加工費加工時間や工具の価格を簡単に節約できるため、カスタム歯車加工の見積もりが可能になります。
プロセス精度/精密アライメント
要求される精度や仕上げがより高い精度を伴う場合、価格は精度に応じて大幅に上昇します。精密なアライメントでは過剰なエンジニアリングの排除が行われ、これは精密な解析によって実現されます。この正確な位置合わせは、経験豊富なスタッフによって提供される重要な価値です。ギアの設計および製造パートナー特に特殊な小バッチ歯車生産に適しています。
スケーラビリティ/ボリュームプランニング
また、製品生産のスケーラビリティに関して、おそらく元の量に何らかの制限が適用される可能性があることも事実であると考えられます。そのため、最初からのスケーラビリティは、後の段階のコスト削減に大きく役立ちます。スケーラビリティ計画は、ボリュームを25 ~ 30%の範囲を超えて増やすことを目的としています。
この側面の意味は、最適化プロセスとシステムのコストに関連することになります。カスタムギア選択、設計、配置、およびボリューム戦略に関連する計画プロセスまで。有能な歯車設計および製造会社と緊密に連携することで、経費を管理しながらプロジェクトが最適なパフォーマンスを達成できるようになり、試作段階と生産段階の両方で、最初のカスタム歯車加工の見積もりを超える最大の価値を提供できます。

図3:移動ロボットのロボットシャーシ用ギアボックスLSマニュファクチャリングによる
小ロット歯車生産における品質管理のポイントは何ですか?
品質保証小規模バッチの歯車生産に関しては、生産プロセスの最初から電子的に統合された高度なデータ集約型プロセスである必要があるため、必要不可欠です。実際に製造された他の製品とは異なり、すべての製品は基本的に、カスタムギア設計サービスなどのサービスのための「重要なテスト」製品です。実際、精密歯車の製造に関しては、品質管理プロセス全体に関して完全に統合されたアプローチがなければ、品質についての議論を強調することさえ不可能です。主要な制御プロセスは次のとおりです。
- 材料認証と出発材料の品質:品質は材料から始まります。したがって、化学的および機械的品質に関する材料認証が必要です。認定された仕様の材料品質に基づいて、精密歯車製造の正しいプロセスを実行するための優れたプラットフォームを提供します。
- 工程内モニタリングと SPC: 重要な側面に統計的工程管理 (SPC) を実装することは、たとえ小規模な生産であっても非常に重要です。加工中に歯形やリードなどの重要なパラメータを監視することで、リアルタイムの調整が可能になり、逸脱を防止し、小規模バッチ歯車の生産サイクル全体を通じて一貫性を確保します。
- 最終総合検査:すべての歯車はサイズに応じて完全な検査を受けます。歯車測定センターが必要です。最終検査では、元の仕様で提供されるカスタム ギア設計サービスで指定された必要な公差をすべてカバーします。
- 完全な文書化とトレーサビリティ:完全な品質ファイルに関連する文書化は次のように実装する必要があります。これは、必要なすべての証明書の文書化、続いてプロセスのさまざまな段階で実行された検査、そして最後に、ギアコンポーネントに対して実行された最終検査に関連するレポートと熱処理プロセスに関連するチャートと関連付けられる必要があります。目的は、小ロットの歯車生産の過程で生成されるすべての製品を追跡することです。
結論として、小ロットの歯車生産における品質は、材料から測定までの各段階での綿密な検証によって確保されます。この規律あるアプローチにより、カスタムギア設計サービスの精度が具体的な高性能コンポーネントに変換され、真のギアを定義する保証された信頼性が提供されます。精密歯車製造。
電気自動車のギア設計に関して満たさなければならない特別な要件は何ですか?
電気自動車に最適な歯車設計は、従来の自動車用歯車設計とは大きく異なるさまざまな条件をすべて考慮する必要があります。パフォーマンス要件を満たすために極端な点で最適化する必要があるため、カスタム ギア設計サービスは非常に専門的になります。重要視される主な技術分野については以下で説明します。
- 高速効率:ギアは15,000 RPMを超える高速で連続的に動作する必要があります。これは、トランスミッション効率を98.5%以上に高めるために、摩擦損失と風損を低減するために、最適化されたマクロおよびミクロ幾何学形状を優先する必要があることを示しています。さらに、バランスと潤滑も考慮する必要がある要素です。電気自動車用のギア設計。
- 高度な騒音、振動、ハーシュネス制御:エンジンマスクがないため、ギアの鳴き声がはっきりと知覚されます。 65 dB 未満のノイズ レベルを達成するには、優れた製造精度とともに、高度なプロファイルとリードの修正 (先端と根元の逃げ) が必要です。この NVH への焦点は、EV 用の最新の自動車ギア設計の基礎です。
- 軽量化と熱管理:軽量であればあるほど、効率的な航続距離を達成することができます。これを達成するために、トポロジーの最適化と軽量かつ丈夫な素材の使用を考慮すると、ギアボックスの重量を15 ~ 20%削減できる可能性があります。場合によっては内部に冷却ラインが埋め込まれている場合でも、高速タスクによって加熱が起こらないように設計を最適化する必要があります。
- 高い過渡トルク下での耐久性:電気モーターによって提供されるより高い過渡トルクをギアが処理するのがどれほど難しいかを評価できます。設計では、より高い過渡トルクの存在と、要求を考慮して、ギアの耐久性を確保する必要があります。表面仕上げ、根切り身、材料。
電気自動車のギア設計には、高速でのダイナミクス、音響の洗練、小型化、軽量化、トルクサポートといった上記のすべての要素を 1 つに融合することが含まれます。すべてをまとめると、電気自動車での作業に直接影響するため、自動車のギア設計に必要なことを超えて準拠することはできず、カスタムギア設計サービスで最適なソリューションを見つけることはできません。
歯車サプライヤーの全体的な能力を評価するにはどうすればよいですか?
有能な人材の選択歯車の設計と製造企業は、基本的な価格設定を超えた体系的な評価を必要としています。真のパートナーは、信頼性の高いカスタムギア設計サービスを提供するために、技術、品質、サービスの各領域にわたって卓越性を実証する必要があります。たとえば、 LS Manufacturing のようなサプライヤーを評価するには、次の主要領域を評価する必要があります。次のフレームワークは、包括的な評価のための重要な評価基準の概要を示しています。
技術力・エンジニアリング力
もう一つの重要な決定要因は、サプライヤーの技術力です。複雑な従業員の種類に関してサプライヤーが持つ可能性のある経験の量d デザインソフトウェアを使用して、歯車測定センタープロセスに関連するプロセスの複雑さの種類とは別に、研究を実施する必要がある別の要素と考えることもできます。カスタムギア設計サービスに優れた企業は、標準的なカタログ部品だけでなく、複雑なソリューションの実証済みのポートフォリオを持っています。
品質管理システムと認証
これが選択プロセスの開始点になる可能性があります。自動車メーカーから何らかの形式の品質認証を取得しているサプライヤー、またはIATF 16949 および ISO 9001品質管理システム認証を取得しているサプライヤーは、材料の購入から最終製品の納品に至るまでのトレーサビリティとギア管理のために提供するサービスに基づいて選別されます。
イノベーション/開発の専門知識
彼らが研究開発プロジェクトのイノベーターとして行っている一連の仕事に直接関連する資格を調査してください。プロジェクトには時間がかかり、それ自体がイノベーションの経験となるため、製品開発やプロトタイプ開発の段階でイノベーションが発生する可能性があります。同じイノベーション戦略が、イノベーションとして完了したプロジェクトについて著者が提供した事例研究にも組み込まれています。それは成功に対する勝利ではなく、未知に対する勝利だからです。
どんなに優れた機能があったとしても、
サービスの品質に関しては、最高の企業の品質が潜在的に影を落としていたことは事実です。注目すべき点は、サービスの伝え方、問題に対する回答にかかる時間、プロジェクト管理の品質などの観点からサービスの品質を検討する必要があることです。従業員にとって最高のギア設計および製造会社。
要約すると、サプライヤーを徹底的に評価することで、ハードな技術能力とソフトなプロジェクト管理スキルのバランスがとれます。 LS Manufacturingのような理想的なパートナーは、深いエンジニアリング専門知識、認定された品質システム、革新的な推進力、献身的な顧客サービスをシームレスに統合します。この総合的なアプローチにより、部品だけでなく、専門的なカスタムを通じて真の価値を提供できるようになります。 歯車の設計サービスと製造パートナーシップ。
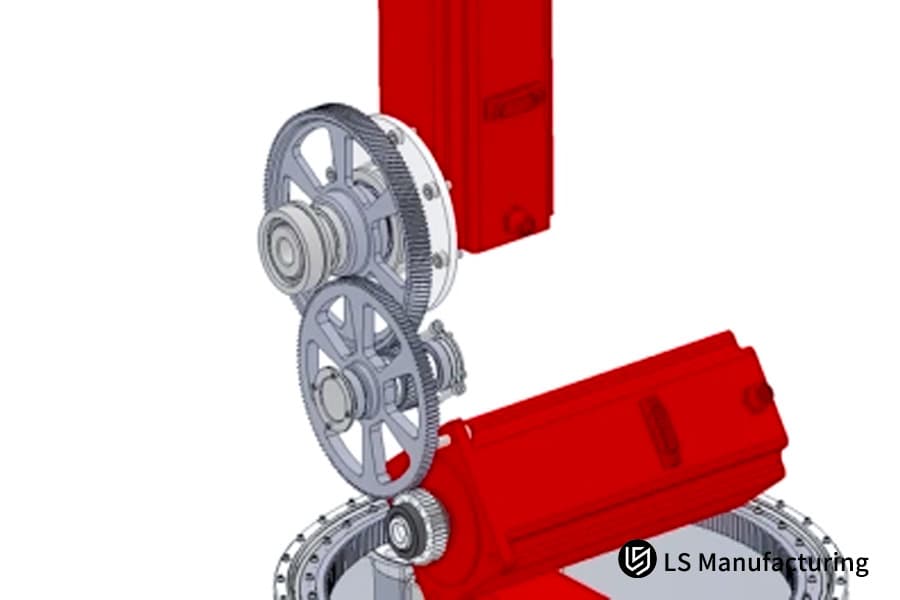
図4: LS Manufacturing による精密な赤いギアドライブシステムの拡大図
よくある質問
1. 歯車設計の基本的なプロセスは何ですか?
歯車の設計は、要求や作動要素の分析、コンセプト設計、パラメータの計算など多くの工程を経て、最終的にはコンピューターシミュレーションによる3D設計を行うというやや複雑な工程となります。課題に対するソリューションの要求を満たすために歯車システムの設計コンセプトを改善する他のテスト サイクルには、強度テスト、耐久性テスト、騒音テスト、最適化テストなどがあります。
2. 歯車の最小生産ロットはどれくらいですか?
私たちの関心は、より小さなバッチの処理に関連して提供されるサービスにあります。ただし、最小発注数量は10 個と設定されており、処理に動的モデルを使用することでクライアントのカスタマイズ要求に十分に対応できるため、その数量は問題にならないように見えますが、検証処理、試作処理、および小規模メーカーに関連して要求されるクライアントの要求に応えるためには、提供されるサービスの質の高い処理が必要であるという事実を考慮すると、これは印象的な量に思えます。
3. ギアプロジェクトの納品サイクルとは何ですか?
サイクルタイム: ギアの性質と使用される素材によって異なりますが、 4 ~ 8 週間かかります。これが注文の開始点となる前に、設計から加工段階、または熱処理から試験段階までのサイクル時間に関するエンジニア側の関連分析も行われます。
4. ギアの疲労寿命試験レポートを提供してもらえますか?
はい、 ISO 6336などの国際規格に従って疲労試験を実施し、パラメータと寿命曲線の試験レポートを提供できます。提供されるテストレポートは、実際の作業負荷条件内で動作する当社のギアの信頼性を保証し、顧客による最適化と認証のためのデータサポートを提供します。
5. ギアノイズをどのように制御しますか?
ノイズ低減は、最適な歯形や噛み合いの影響を可能な限り最小限に抑える修正設計など、システムの観点から行う必要があります。高い減衰能力を持つ材料の使用。表面の品質を確保するための精密機械加工。ギアシステムが騒音のない走行の要求を満たすことができるように、設計および製造手順全体で音響の包括的なシミュレーションとテストが実行されます。
6. 緊急の注文に対する迅速なサービスをサポートしていますか?
お急ぎのご注文にも対応できるよう特急発送に対応しております。急ぎの案件にも迅速に対応できる体制を整えております。これにより、応答時間が短縮されます。生産ラインが最適化され、大規模リンクのサイクル タイムの短縮に役立ちます。特別な取り扱い手順は、その他の変更と併せて、その後お客様と合意の上、発送を早くすることが可能です。
7. 新しいプロジェクトのコラボレーションにはどのような情報が必要ですか?
新しいプロジェクトのコラボレーションの場合は、歯車の適用シナリオ、動作負荷、速度要件、予想寿命、取り付け面の寸法、精度等級などの情報を提供してください。特別な環境要件、騒音要件、または効率要件がある場合は、それらも指定してください。当社のエンジニアは、完全な情報に基づいて実現可能性の評価とソリューションの設計を行います。
8. 詳細な見積情報を入手するにはどうすればよいですか?
モジュール、歯数、材質、精度グレード、熱処理要件、納品数量など、詳細な歯車仕様を歓迎いたします。ご連絡後、工程検討・コスト計算を行い、価格・納期・工程仕様を含めた正式なお見積りを1~3営業日以内に提出させていただきます。
まとめ
この詳細な分析は、次のことを明確に示しています。 高品質なギア設計製造には、材料特性、製造プロセス、設計方法などの要素を総合的に考慮する必要があります。いずれかの側面を無視すると、最終製品のパフォーマンスに悪影響を与える可能性があります。 LSマニュファクチャリングは、堅牢な技術システム、高度な製造設備、豊富な業界経験を備え、概念設計から量産までのエンドツーエンドのギア ソリューションをクライアントに提供し、伝達効率、騒音制御、寿命などの重要な領域で最適なパフォーマンスを保証します。
あなたのプロジェクトが歯車の設計と製造において技術的な課題に直面した場合は、 LS Manufacturing の専門チームにすぐにご連絡ください。 We offer free technical consultation and solution evaluation services, responding to your needs within 24 hours to ensure your project progresses quickly.クリックしてお問い合わせfor a customized solution and let professional gear solutions empower your products!
📞電話: +86 185 6675 9667
📧メール: info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。 LSマニュファクチャリングサービス情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です。部品が必要です引用 これらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturing は業界をリードする企業です。カスタム製造ソリューションに焦点を当てます。当社は5,000社を超える顧客と20年以上の経験があり、高精度CNC機械加工に重点を置いており、板金製造、 3Dプリント、射出成形。金属プレス加工、その他のワンストップ製造サービス。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。 LSマニュファクチャリングを選択します。これは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.lsrpf.com 。


