
真空鋳造と遠心鋳造は、精度の点で重要な特殊鋳造プロセスです。金属部品製造、高性能の複雑な部品の製造のためのソリューションを提供します。真空鋳造は、真空条件下で鋳造することにより酸化と気孔を効果的に除去し、特に次の用途に選択されます。 高品質のチタン合金そして耐熱合金。一方、遠心鋳造では、高速回転によってもたらされる遠心力を利用して部品を形成します。緻密な冶金構造で注目に値し、スリーブ状部品の鋳造に最適です。
業界の技術リーダーである LS Precision は、数十年にわたり、これら 2 つの最先端の鋳造技術に集中的に取り組んできました。豊富な技術的専門知識とプロジェクト受託経験をもとに、航空宇宙分野のお客様にプロセスの研究開発から小ロット試作から量産までのフルサービスソリューションを提供してきました。医療機器、高性能自動車用途など。時間を節約するために、主な調査結果を以下にまとめました。
真空鋳造と遠心鋳造: コア早見表
| 特性比較 | 真空鋳造 | 遠心鋳造 |
| 基本原則 | 真空注入して成形します。 | 金型の回転による遠心力によって成形が行われます。 |
| 加工精度 | 良い。複雑で薄肉の部品を詳細に製造できます。 | 中~低精度で、平面の軸対称部品に適しています。 |
| 微細構造密度 | 高いが、プロセスパラメータの影響を非常に受けやすい。 | 非常に高い遠心力により、細孔のない緻密な微細構造が形成されます。 |
| 機械的性質 | 良くて安定しています。 | 優れた、特に高いラジアル機械特性。 |
| 代表的な用途 | 高精度の航空宇宙部品、医療機器、ゴルフヘッド。 | プロテクター、ブッシュ、シリンダーライナー、ローラー。 |
| 適用材質 | 特にチタン、コバルトなどの反応性金属を中心に豊富な品揃え。 | 鋼、鋳鉄、銅合金、アルミ合金等、豊富な品揃え。 |
| 生産コスト | 高 (複雑な装置と制御された環境) | かなり低い(設備と操作が簡単) |
| 生産サイクル | 長い生産時間(真空ポンプ使用) | 短くて高効率。 |
| 表面品質 | 表面仕上げが高く、表面が均一で、酸化傷が少ない。 | 内側のボアの品質は良好で、外側の表面は機械加工されている可能性があります。 |
真空鋳造と遠心鋳造のどちらを採用するかは、製品の形状、性能仕様、材料の種類によって大きく異なります。
- 複雑な設計、高精度、アクティブな部品(たとえば、 チタン合金医療用インプラント) が必要な場合は、より高価ではありますが、全体的なパフォーマンスが向上し、正確な複製が得られる真空鋳造が必要なオプションです。
- 軸対称部品 (エンジン シリンダー ライナーなど) が極めて高い材料密度と機械的強度を必要とする場合、遠心鋳造には、比類のない材料密度と硬度を低コストで実現できるという当然の利点があります。
これが LS Precision の優れている点です。当社はハイエンドプロセス用のあらゆる機器を揃えているだけでなく、優れた応用経験も持っています。
LS Precision は、お客様の部品要件を適切に分析し、理想的なプロセスを推奨し、必要に応じてさまざまなプロセスを組み合わせてコストとパフォーマンスのバランスを最大限に確保します。

このガイドが信頼できる理由LS 専門家による実践的な経験
ここで示したデータは理論上の推測ではなく、LS Precision のハイエンド鋳造における長年にわたる実際の経験を反映したものです。当社は完全な真空溶解および注入システム ( VIM-IC ) と全自動遠心鋳造生産ラインを備えており、成功を収めています。 AS9100D 航空宇宙NADCAP特殊プロセス認定済み。
つまり、当社のプロセス、品質管理、材料特性は常に世界最高水準に従っています。 LS Precision は常に、世界トップクラスの航空機エンジンメーカーにコア高温合金ブレードを供給し、世界トップクラスの医療機器メーカーに精密鋳造生体適合性チタン合金インプラントを供給しています。このような経験は、厳格な業界監査や大規模な生産検証と合わせて、当社の優れた顧問に強固な基盤を提供します。
たとえば、顧客は次のことを要求しました。高強度ステンレス鋼内壁に欠陥がなく、従来のブッシュよりもはるかに高い強度を備えたブッシュ鋳物。理論的には真空鋳造でこれを実現できますが、コストの点で法外でした。 LS Precision のエンジニアは経験に基づいて、遠心鋳造を選択しました。高度な金型予熱制御、最大の結果を得るために特別に最適化された注入速度曲線、合金凝固時の遠心力と重力の影響の正確な計算を統合することにより、通常の偏析を根絶することに成功しました。
最終製品は、遠心鋳造を犠牲にして真空鋳造の性能要件を達成しただけでなく、超音波検査後にクラス A の内壁密度も達成しました。
2 つの最先端プロセスを 1 分で理解: 真空鋳造と遠心鋳造
真空鋳造と遠心鋳造は、どちらも精密製造の先進技術として非常に高く評価されています。これらのテクノロジーは原理的に互いに異なり、それぞれに独自の利点があります。
1.真空鋳造:
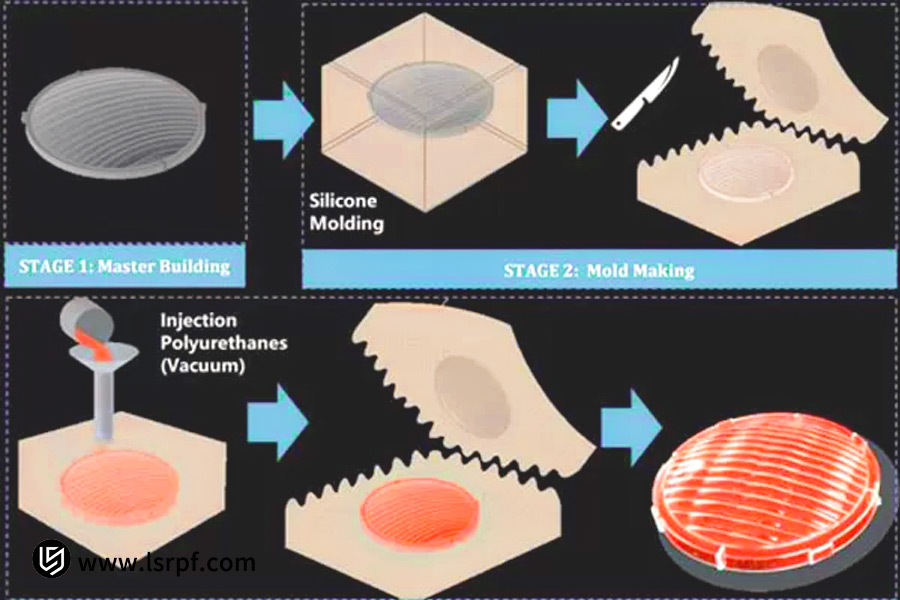
真空鋳造真空状態で溶融金属を型に流し込むだけです。この「真空」は、金型のキャビティから空気を効果的に排出し、鋳造品内の気泡や酸化物の混入物の大部分を除去し、最終的に非常に高い寸法精度と細部の再現を達成するため、複雑な精密部品に最適な用途となります。
2. 遠心鋳造:
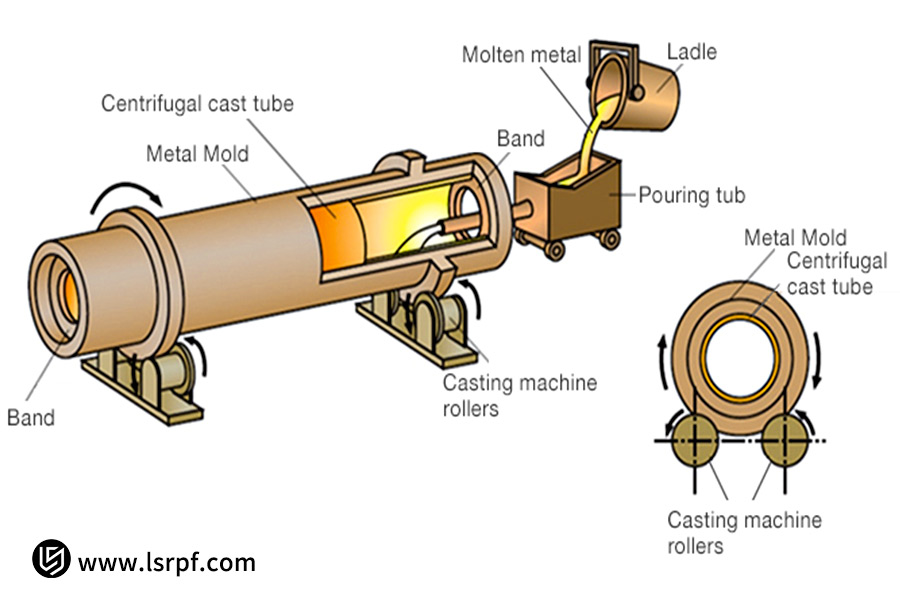
遠心鋳造高速回転によって発生する遠心力を利用して、溶融金属を金型キャビティ壁に押し付けて部品を成形します。強力な遠心力は鋳造密度を維持するのに役立つため、同一の内部構造とより優れた機械的特性を生み出すリングやシリンダーなどの対称形状の製造に特に効果的です。
真空鋳造は、最大限の複雑さと精度を実現するオプションです。遠心鋳造は、強くて耐久性のあるリング型および円筒状の部品に最適です。用途に適した適切なプロセスを選択することが、生産を成功させる鍵となります。
プロジェクトの鋳造プロセスを慎重に選択する理由は何ですか?
精密製造において最適なものを選択する鋳造工程なぜなら、一か八かの努力は非常に重要な戦略的決断だからです。これは単に制作方法を設定するだけではありません。それは、製品の最終的なパフォーマンス、品質レベル、市場での競争力、さらには商業的な実行可能性など、製品の DNA を決定します。
適切なプロセスを選択することが重要です。優れたディテールをコピーしようとする真空鋳造であっても、最高の材料特性を試みようとする遠心鋳造であっても、正確なレプリカは以下を提供します。
- 品質と性能の保証:コンポーネントが設計時に機械的特性、精度、信頼性の仕様を満たしていることを保証し、故障の可能性のリスクを低減します。
- コスト効率の最適化:材料、労力、非効率なプロセスによる後処理の無駄を最小限に抑え、予算内で最適な生産プロセスを提供します。
- 操作可能な生産サイクル:適切なプロセスを選択すると、プロジェクトのスケジュールが保証され、過度の遅延が回避されます。
逆の選択はプロジェクトのアキレス腱になる可能性があります。プロセスと要件の不一致の結果は致命的であり、コストが高くなります。
- 真空鋳造を使用して単純で厚い円筒形の部品を製造すると、不必要に高価な装置が必要になり、サイクル時間が長くなります。
- 遠心鋳造を不適切に使用して複雑な薄肉部品を製造すると、不十分な金型充填やコールドシャットにより部品が故障する可能性があります。
これは、重大な経済的損失(材料のスクラップ、金型の作り直し、プロジェクトの遅延)を引き起こすだけでなく、製品の性能が標準以下となり、さらには市場の信頼を失う可能性もあります。
要件を適切に精査し、プロジェクト構想の初期段階で真空鋳造と遠心鋳造のどちらを慎重に決定するかが、極度のリスクを回避し、極度のプロジェクト価値を得る最初の最も重要なステップです。
真空鋳造VS遠心鋳造 精度と強度の究極対決
真空鋳造と遠心鋳造を比較すると、実際にはプロジェクトに異なる「遺伝子」を選択していることになります。基本原理の違いは、必然的に最終製品の精度、安定性、用途の違いにつながります。次の表は、この究極の対決における主な違いを簡単にまとめたものです。
| 機能の寸法 | 真空鋳造 | 遠心鋳造 |
| 基本原則 | 真空または負圧鋳造は、空気の圧力差を利用して金型に空気を供給します。 | 金型の高速回転による遠心力により金属の充填・固化が完了します。 |
| 適用材料 | 非常に幅広く、特にチタン合金や高温合金などの反応性金属に適しています。ステンレス鋼にも適しています。アルミニウム合金。 | 広範囲に適用可能で、特にステンレス鋼、銅合金、鋳鉄、一部のアルミニウム合金に適しています。 |
| 製品の精度 | 非常に高く、通常は CT4 ~ CT6 で、非常に薄い細部や薄肉構造を正確に再現できます。 | 中、通常は CT6 ~ CT8、マクロサイズの制御に適していますが、細かいディテールの再現にはあまり適していません。 |
| 表面品質 | 素晴らしい。真空環境により酸化と気泡が効果的に低減され、表面が滑らかで脆くなり、後処理が最小限に抑えられます。 | 可: 内部表面は非常に緻密で高品質ですが、外部表面が粗くなる可能性があり、通常は後処理が必要です。 |
| 構造密度 | 高い。真空条件により、多孔性とスラグの混入が最小限に抑えられ、均一な微細構造が得られます。 | 非常に。遠心圧力により溶融物に均一な圧力がかかり、その結果、収縮キャビティや気孔が実質的に存在しない非常に緻密な微細構造が得られます。 |
| 代表的な用途 | 形状 非常に複雑な 3 次元の特殊な形状の部品 (インペラ、チャンバー、アートワークなど)。 | 軸対称の回転体 (スリーブ、ブッシュ、パイプ、ローラーなど)。 |
| 最大サイズ制限 | 炉の真空サイズによって制限されますが、通常は中小規模の炉に適しています精密鋳造。 | 大きな円筒部品(長さ数メートルのパイプなど)の鋳造が可能です。 |
この真空鋳造と遠心鋳造の比較では、どちらが普遍的な勝者というわけではありません。あなたのニーズに最適な選択肢しかありません。
- 真空鋳造は、材料の柔軟性と複雑さのために生まれた「精密の王様」です。
- 遠心鋳造は、極度の密度と対称的な形状を実現する「強度の王様」です。
真空鋳造と遠心鋳造の違いを理解することは、最良の選択をするために非常に重要です。
総合比較: 真空鋳造と遠心鋳造のメリットとデメリット
十分な情報に基づいてプロセスを選択するには、真空鋳造と遠心鋳造の長所と短所を包括的に理解する必要があります。次の表は、全体像を把握できるように、さまざまな主要な観点から広範囲にわたる客観的な分析を示しています。
| 比較ポイント | 真空鋳造 | 遠心鋳造 |
| 表面品質 | 利点: 優れた滑らかな表面、酸化欠陥が少ない |
|
| 内部気孔率 | 利点: 真空環境により気孔率が大幅に減少し、緻密な内部構造が可能になります。 | 利点: 非常に優れており、遠心力によりガスと不純物が分離され、実質的に細孔が残りません。 |
| 寸法精度 | 利点: 非常に高度で、複雑な薄肉精密部品の製造が可能です。 | 短所: 複雑な構造の複雑な詳細の複製が中程度、非常に不十分です。 |
| キャスタブル材料 | 利点: 幅が広く、チタンやコバルトなどの反応性金属に特に適しています。 | 短所: 射程が短く、一般的な合金鋼、ステンレス鋼、銅合金、など。 |
| 部品の適合サイズ | 短所: 機械による制限があるが、全体的に小~中精密部品に適している。 | 利点: 大型の円筒形および管状部品の成形に適しています。 |
| 生産サイクル | 短所: 長い (掃除機をかける、冷却するなどを含む) | 利点: 短時間、高い成形速度、高い生産効率 |
| 部品あたりのコスト | 短所: 高い (プロセスコストの高い装置、エネルギー消費、およびプロセスコスト) |
利点: 特に対称部品の場合、コストがかなり低く、非常に優れた費用対効果が得られます。 |
| 主な利点 | 優れた精度、豊富な材料、非常に高品質。 | 効率が良く、コストが低く、構造密度が高い。 |
| 主な欠点 | 高価でサイクルタイムが長く、サイズに制約がある。 | 形状制限、不良表面仕上げ、材料の柔軟性が制限されています。 |
真空鋳造と遠心鋳造の長所と短所を徹底的に分析した結果、次のような最終的な結論が得られました。
- プロジェクトで非常に高い表面品質と内部品質が要求され、部品が複雑で特殊な材料 (チタン合金など) であり、小型または中型の場合は、真空鋳造を使用する必要があります。
- 主な関心事がコストと効率であり、部品が小型または中型の基本的な回転質量である場合は、遠心鋳造の方が安価になります。

コストを解明: 真空および遠心鋳造のコストに影響を与える主な要因は何ですか?
精密鋳造のコストを決めるとき、遠心鋳造は本質的に安く、真空鋳造は本質的に高いという固定概念を抱く傾向があります。しかし現実には、真空鋳造コンポーネントのコストと全体のコストは、数字を伴う作業よりもはるかに複雑です。これらは、複数の動的要素に基づいた複雑な結果です。
1. 真空鋳造コストの主な要因:
真空鋳造コストを左右する最も重要な要因には次のようなものがあります。
- 材料コスト:使用される反応性金属 (チタンやコバルト合金など) は非常に高価であり、最高コストの要因となります。
- 機器とエネルギー消費:真空炉やその他の機器は購入費が高く、真空環境の開発には電力がかかるため、部品あたりの減価償却費と運用コストが非常に高くなります。
- 金型技術:金型の精度と材料の要件は非常に重要であり、金型の製造コストが非常に高くなります。
- 後処理:その主な利点は、鋳造ブランクの品質が非常に高いことであり、将来の機械加工、研磨、その他の処理作業が少なくなり、将来のコストと工数が大幅に削減されます。
2. 遠心鋳造コストの主な要因:
主に影響を与える遠心鋳造コストは:
- 生産効率:迅速なサイクルタイム、高効率、高い時間当たり生産量により、部品あたりの固定コストが最小限に抑えられます。
- 材料利用率:対称製品の場合、材料利用率が高く、スクラップが少なくなります。
- 後処理:鋳造品の内部は緻密ですが、外部表面は余分な材料を除去して滑らかな仕上げを実現するために旋削加工が必要になることが多く、これにより追加の加工コストと材料の損失が発生します。
2 つのプロセスの単価は比較できません。
- 真空鋳造は、非常に複雑な部品の場合、ユニットあたりのコストが高いように思えるかもしれませんが、非常に高い総歩留まりとニアネットシェイプ特性を備えているため、後処理で多くのお金と時間を節約し、おそらくプロセス全体のコストを下げることができます。
- 単純な回転部品の場合は、遠心鋳造が最も経済的です。正確な精度鋳造コスト見積もりは、部品の全体的な技術仕様の徹底的な分析に基づいて行う必要があります。

真空鋳造と遠心鋳造の主な応用分野は何ですか?
ハイエンド製造において、遠心鋳造と真空鋳造は 2 つの主要なプロセスであり、その高性能機能により多くの業界の特定のニーズに応えます。鋳造におけるそれらの使用は主に次の分野に集中しています。
1. 航空宇宙:
業界では非常に高い材料特性が求められます。製作には真空鋳造が使用されており、 チタン合金酸化のない低気孔率のコンポーネントを備えた耐熱合金エンジンブレードとケーシング。遠心鋳造は、エンジン リングなどの対称回転部品の製造に最適です。
2.自動車:
業界では信頼性と耐久性が優先されます。工業用遠心鋳造サプライヤーは、エンジン シリンダー ライナーやブレーキ ディスクなどの耐摩耗性鋳鉄部品の大量生産にこのプロセスを使用する傾向があります。真空鋳造は、高性能車の軽量アルミニウム合金部品に使用されます。
3. 医療および歯科:
最大限の生体適合性と精度。真空鋳造作業は、コバルトクロムおよびチタン合金の人工補綴物、歯科用ブリッジ、クラウンの製造において重要な役割を果たし、医療基準を満たすきれいで正確な鋳造品を保証します。
4. エネルギー機械:
過酷な作業条件では、材料が高圧および高温に耐えることが必要です。遠心鋳造は大型合金パイプやシリンダーライナーの製造に使用され、真空鋳造はガスタービンブレードなどの重要な部品に使用されます。
5. LS Precision の成功経験とカスタマイズ能力:
のリーディングサプライヤーとして真空鋳造サービスLS Precision の最大のセールスポイントは、幅広いカスタマイズ性です。あらゆる種類の業界標準を徹底的に理解し、お客様が高性能で信頼性の高い鋳物をお届けできるよう、材料の選択、プロセスの最適化から仕上げまでの包括的なソリューションを提供します。
真空および遠心鋳造は、ハイエンド製造に不可欠なハイエンド生産プロセスです。 LS Precision のような技術的専門知識と豊富なアプリケーション経験を持つパートナーを選択すると、製品の品質と競争力を高めることができます。

真空および遠心鋳造材料: アルミニウムと亜鉛を超えて
ほとんどの人は通常、材料の鋳造の可能性が亜鉛とアルミニウムに限定されると予想しています。超高性能部品の性能を求める現代産業の要望により、エンジニアリング材料の応用範囲がさらに広がりました。 LS の技術的能力はこれよりもはるかに拡張的です。当社は、広範な高性能特殊合金を扱うための膨大な材料ライブラリとプロセス知識を維持しています。ありきたりな素材の可能性を超えて:
1.マグネシウム合金鋳造:
マグネシウム合金鋳物超軽量化を実現するには最適です。アルミニウムよりも密度が低く、比強度と剛性が優れているため、航空宇宙分野で重量に敏感な可動コンポーネントに特に適しています。家電、高級自動車市場。
2.銅合金鋳造:
銅合金鋳物は、アプリケーションのニーズがより高い熱伝導性と電気伝導性、または耐腐食性を必要とする場合に重要な技術です。銅合金鋳造は、モーターのエンドリング、ラジエーター、高圧バルブ、海洋製品などに広く使用されており、比類のない性能を提供します。
3. ステンレス鋼鋳造:
ステンレス鋳物高い強度、硬度、優れた耐食性を必要とする高性能構造部品に最適なソリューションを提供します。医療機器、食品機械、化学機器などの用途を問わず、安定した長期信頼性を確保します。
LS Precision は、これらのユニークな材料の鋳造において豊富な経験を持っています。それぞれの素材の性質を熟知し、真空鋳造や遠心鋳造などの厳密な制御により、マグネシウム合金鋳物は酸化せず燃えにくく、銅合金鋳物は緻密で欠陥が無く、ステンレス鋳物は安定した性能を実現します。
とLSプレシジョンでは、マグネシウム合金、銅合金、ステンレス鋼などのエンジニアリング材料の拡張ベースにアクセスして、新しい製品設計の自由度を実現し、軽量化から機能と耐久性に至るまで完全なパフォーマンスのブレークスルーを実現できます。
LS ケーススタディ: 真空鋳造がハイエンド UAV の軽量化と強度の課題を解決
構造強度と軽量化は、高級 UAV 製造業界の核となるジレンマであり、特に耐荷重部品の場合、従来のアプローチではこの 2 つの調和を達成することができません。これはまさに、大手企業である LS Precision Manufacturing が実現していることです。真空鋳造メーカー、解像力に優れています。
1. クライアントが直面する困難な課題:
有名なプレミアム UAV メーカーは、次世代製品である重要な翼コネクタの設計において課題に直面していました。このコンポーネントは多機能の形状をしており、壁は非常に薄いですが、巨大な飛行荷重に耐える必要があります。お客様は、非常に高い強度と剛性を備えながら、極端な軽量化を実現する必要がありました。
気孔や収縮などの内部欠陥は、致命的な破損につながる疲労亀裂の開始点となるのを防ぐために、完全に除去する必要があります。伝統的な鋳造と加工方法これらの厳しい要求を同時に満たすことはできませんでした。
2. LS Precision の革新的なソリューション:
この課題に直面して、LS Precision の生産チームは迅速に対応し、洗練された技術を適用することを決定しました。真空鋳造技術。チームは、強度重量比が非常に高い高強度 7 シリーズ アルミニウム合金を使用しました。真空鋳造は、溶融金属の酸化とガスの巻き込みを効率的に回避し、溶融金属の純度と金型への充填能力を確保しました。
さらに、チームは方向性凝固機能を備えた金型冷却システムのモデル化と設計に成功し、内部収縮巣のリスクを完全に回避し、極めて高い鋳造密度を確保しました。
3. 優れた結果と価値:
最後に、 LSチーム仕様を完全に満たすウイングコネクタの製作に成功しました。顧客による厳格なテストの結果、この部品は元のコンポーネントよりも25% も軽量になりましたが、それでもすべての機械的性能要件と同等でした。特に、非破壊検査の後、コンポーネントの内部品質は欠陥のない完璧な「A」グレードを達成しました。
これは、顧客のドローン製品の優れたアップグレード性能の達成と市場競争力の強化に直接利益をもたらしただけでなく、複雑なエンジニアリング問題の解決におけるLS Precision Manufacturingの優れた技術能力とプロフェッショナリズムの価値を十分に発揮しました。

鋳造から完成品まで:LSは精密な後加工と機械加工サービスを提供します
精密製造においては、良質な鋳造は始まりにすぎません。多くの顧客は、要件としてすぐに組み立てられる欠陥のない完成品を用意しており、ここで LS の単一ソース製造サービスの利点が発揮されます。
1.精密加工:
LS Precision は、信頼できる製造パートナーとして、コンポーネントの究極のパフォーマンスを確保するには精密機械加工が重要であることを認識しています。したがって、私たちは高度なCNC加工中心に精密ミル鋳造、旋削、穴あけを行い、各重要な寸法と公差を図面仕様まで厳密に保持し、鋳造から最終製品への正確な変換を実現します。
2. 表面処理サービス:
これとは別に、LS Precision は、外観、耐久性、特殊特性などの製品要件を満たすために、包括的な製品を備えています。表面処理。軽微なバリ取りやサンディングから高精度の研磨、電気メッキまで、 陽極酸化処理耐摩耗性や耐食性の向上など)、塗装などの作業を効率よく行っております。これらは当社の生産プロセスの一部として行われ、品質の一貫性とタイムリーな納品を保証します。
LS Precision を使用すると、ファブリケーターと鋳造工場をスケジュールする必要がなくなりました。材料・鋳造から精密加工・表面処理までをワンストップで行っております。これにより、管理コストと時間が大幅に削減され、完全に認定された最終製品が得られます。
よくある質問
1. 真空鋳造はダイカストを完全に置き換えることができますか?
いいえ、真空鋳造は、小ロットで非常に複雑なプロトタイプや最終用途の部品を製造する際に、コストと柔軟性に大きな利点があります。ただし、比較的単純な構造のものを量産する場合には、ダイカストユニットあたりのコストと効率の点で圧倒的な優位性を持っています。したがって、これは量産ダイカストの理想的な補完物ですが、代替品ではありません。
2. 遠心鋳造はなぜ収縮しやすいのですか?
遠心力は溶融金属の収縮供給に役立ちますが、凝固温度範囲が広い合金の凝固はより複雑です。回転速度や注入温度などの最も重要なプロセスパラメータの制御が非効率であると、自由表面へのスラグや不純物の移動が長引き、その結果、収縮が不十分になり、最終的に内径(軸方向)領域に収縮欠陥が集中します。これを回避するには、正確なプロセス制御を行う必要があります。
3. LS Precision が製造できる真空鋳造部品の最大サイズはどれくらいですか?
LS Precision の最新の真空鋳造機能は、最大投影面積 0.5 平方メートルの部品に対応できます。これは、産業に適用されるほとんどの中小型精密構造部品の製造ニーズに最も適したサイズ範囲です。航空宇宙、医療、およびドローンアーム、医療機器ケース、複雑なヒートシンクなどのハイエンド家電産業。
4. 納品される鋳物の典型的な表面粗さはどれくらいですか?
高品質のシリコンモールドと真空注湯工程LS Precision は、精度管理の下、通常、Ra 3.2 以上の仕上げの鋳物を提供します。この程度の品質は、鋳造表面が完全に平坦であることを意味し、下流の仕上げ (CNC 機械加工など) に必要な材料の量とコストが削減されます。特定の表面はそのままの使用にも適しています。
まとめ
高精度・高密度の真空鋳造は、高精度のハイエンド部品の製造に最適です。一方、遠心鋳造は、対称回転質量用の耐摩耗性と耐圧性のコンポーネントに最適です。製品の設計と製造を正常に完了するには、各プロセスの機能、コスト プロファイル、使用制限を理解することが不可欠です。
プロジェクトに遠心鋳造サプライヤー、または確立された技術サポートが必要な場合真空鋳造メーカー、もう待つ必要はありません。部品図をアップロードしたり、ニーズを詳しく説明したりできます。 LS Precision は、専門的なプロセス分析、実現可能性の提案、明確な最初の見積もりを24 時間以内に提供することを保証します。
今すぐ設計図をアップロードしてすぐに入手しましょう金属鋳造の見積もり(金属鋳造価格)究極の金属鋳造精度を追求するあなたの強い味方、LSにお任せください!
📞電話: +86 185 6675 9667
📧メール: info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。 LSサービス情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたは製造業者が、LS ネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です部品見積が必要ですこれらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
LSチーム
LS は業界をリードする企業ですカスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形、金属スタンピング、などのワンストップ製造サービスを提供します。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。選ぶLSテクノロジーこれは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.lsrpf.com


