
カスタム射出成形サービスは、高精度製造の中心であり、 0.02mm の寸法偏差でもサプライチェーンの停止につながる可能性がある非常に高い精度要求が要求される分野です。
「射出成形とは何か」と検索する多くのお客様は、その基本的な定義しか理解していませんが、実際の量産となると、収縮や反りなどの欠陥による損失が大きな負担となります。
欠陥を完全に排除することは非常に困難な作業です。まず、射出成形プロセス中の金型温度の変動や射出圧力の偏差などの制御できない要因が原因です。
この問題に対処する方法として、LS Manufacturing は、一方では科学的な射出成形プロセスを採用し、他方ではプロセス全体を閉じた世界で監視することで、ミクロンレベルで生産精度を管理し、それによって欠陥ゼロ問題を解決しました。以下に、欠陥ゼロの製造基準がどのように特徴づけられるかを要約します。

カスタム射出成形サービス: 主要な回答の概要
|
注力分野
|
LS製造ソリューション
|
技術的なエッジ
|
|
高精度品質のクローズドループ
|
DFM と科学的射出成形を統合します。
|
Cpk ≥ 1.33 および全プロセス データ追跡可能。
|
|
極端な公差制御 |
全電動射出成形機と精密金型温度システムを導入します。 |
キー寸法公差は±0.01mmで安定管理。 |
|
構造欠陥の防止 |
高度な Moldflow 動的シミュレーションを実装します。 |
充填アンバランス率は 5% 未満で、空気閉じ込めの危険性を排除します。 |
|
インテリジェントなオンライン監視 |
CCD ビジョンとキャビティ圧力センサーを統合します。 |
100%オンライン自動仕分けと欠陥ゼロ配送。 |
|
材料改質処理 |
露点-40℃の深層除湿乾燥方式を採用。 |
機械的強度を確保するため、原材料の水分含有量 < 0.02%。 |
|
柔軟なバッチ製造 |
小ロットの柔軟な金型ソリューションを提供します。 |
15 日以内の迅速な T1 納品により、研究開発コストを削減します。 |
|
総所有コスト (TCO) の最適化 |
工具コストと金型のライフサイクル。 |
100万回の金型サイクルの安定性を確保するには、S136高硬度鋼を選択してください。 |
当社は射出成形プロジェクトのすべての必須要件に正確に対応し、高精度で欠陥のない製品を提供します。
品質と価格の両方を考慮した当社は、オーダーメイドの射出成形サービスの信頼できるパートナーです。当社を選択すると、各製品バッチが品質基準となることが保証され、市場の競合他社よりも優位に立つことができます。
LS Manufacturing のカスタム射出成形サービスはどのようにして欠陥ゼロを達成するのでしょうか?
欠陥ゼロは射出成形に要求されるものであり、パートナーを選択する際に考慮する主な要素です。
LS Manufacturing のオーダーメイドの射出成形ソリューションを選択すると、プロセスの実行全体にわたる科学的制御と、製造上の欠陥を原因で阻止するための一流の技術が保証されます。
当社のサービスモデルは完全に以下に基づいていますISO 9001:2015 品質システム要件原材料のテスト、製品の製造、完成品の配送が含まれます。これは、品質を維持するだけでなく、損失を制限するのにも役立ちます。
まず、レオロジー試験を通じて材料の粘度プロファイルを把握し、それによって非常に正確な VP 切り替えポイントを設定します。金型キャビティ圧力センサーと併用して圧力変化を 0.1 秒間追跡し、Cpk > 1.33 を保証します。
簡単に言うと、これにより、製造される製品 1,000 個のうち不良品が 3 個未満になることが保証されます。つまり、やり直しや廃棄コストが大幅に節約されます。
ハイエンド シミュレーション ソフトウェアである Moldflow を通じて、溶接線や空気の滞留などの鋳造プロセスでの欠陥を防止する方法を実証し、製造設計 (DFM) 段階で設計を最適化し、欠陥の発生を 90% 削減します。
これは出会いに役立ちますASTM D3641-19 規格その結果、試作成形中の手戻りや市場投入までの時間の遅れを回避できます。
医療業界のクライアント向けにマイクロパーツを調整することで、上記の 2 つの権威ある標準要件を組み合わせました。その結果、公差レベルを 0.005mm に制限することができ、製品の歩留まり率が業界平均の 15% から 99.7% に向上し、やり直しや廃棄コストが削減され、プロジェクトの進行がスピードアップしました。
材料の変更、装置の精度から監視技術に至るまで、当社はお客様の利益を第一に考え、追跡可能なデータと目に見える結果によって当社の能力を証明します。高い欠陥率とコスト超過に悩まされている場合は、当社のエンジニアリング専門家に連絡して、カスタマイズされた欠陥ゼロ ソリューションに関する無料の相談を受けてください。

LS Manufacturing は高標準のカスタム射出成形サービス ループをどのように定義していますか?
射出成形において高品質の閉ループを実現することは、製造における欠陥ゼロの納品の非常に重要な要素です。
LS Manufacturing による DFM 予測分析とリアルタイムのキャビティ圧力モニタリングの組み合わせは、設計から完成品に至る100% 追跡可能な閉ループの構成要素を構成し、製品が欠陥ゼロ基準を満たしていることを保証します。
射出成形プロセスの生産パラメータを定量化するにはどうすればよいですか?
欠陥ゼロを目指して、生産パラメータを定量化する必要があります。
- 粘度曲線を特定し、レオロジー試験を通じて科学的な VP 切り替えポイントを確立し、パラメーターの曖昧さによる寸法の偏差が発生しないようにします。
- キャビティ圧力センサーを使用して、プロセス全体のデータ追跡可能性を備え、Cpk > 1.33 を保証するために0.1 秒以内の圧力変動を監視します。
金型設計段階から潜在的な成形欠陥の90%を防止
早期の対策によって欠陥を防止することは、すでに問題が発生してから対処するよりもはるかに優れた選択肢です。金型の設計段階では、次のことを行います。
- 高度なモールド フロー解析を実行してウェルド ラインの形成と空気閉じ込めの存在を特定し、再加工を行う前に金型構造を最適化できます。
- DFM 段階で肉厚分布の最適化を実行して、内部応力によって引き起こされる変形のレベルを低減し、それによって再加工の量と時間コストを削減します。

図 1: 工場設定で複雑な射出成形金型から取り出されたばかりの白いプラスチック部品を検査する作業員。
精密射出成形はどのようにして±0.01mmの公差限界を突破するのでしょうか?
許容限界は、 精密射出成形製品がハイエンド分野で使用できる可能性があるかどうかを反映します。
当社では主に完全電動射出成形機と定温制御システムを使用しており、主要な寸法公差を 0.01mm で安定させることができます。そうすることで、ハイエンドの電子部品や医療部品の要件を満たすことができます。
全電動射出成形機が重要な寸法の再現性にどのように影響するか
全電動射出成形機は精密製造の中心です。射出再現性は油圧プレスに比べて5倍以上の精度が得られ、ばらつきは0.005mm程度です。
精密サーボモーターと併用することで保持圧力を完全に一定に保つことができ、縮みや反りなどの不良を防止し、製品精度を確保します。
射出成形生産における「高精度ナビゲーター」のようなもので、各射出ステップを厳密に制御して、すべての製品の寸法が正確であるだけでなく、ばらつきがなく一貫していることを確認します。
温度管理されたワークショップにおける寸法偏差の補償戦略
作業場の温湿度を24時間監視(恒温23±1℃、恒湿50±5%)しており、温度制御精度±1℃の高精度金型温調機により材料の結晶化を精密に制御し、環境による製品寸法への影響を完全に排除しています。
|
機器の種類
|
射出繰り返し精度
|
変動幅
|
温度制御精度
|
アプリケーションシナリオ
|
|
全電動射出成形機
|
高い
|
±0.005mm
|
±1℃
|
ハイエンドの医療部品や電子部品。
|
|
油圧式射出成形機
|
中くらい
|
±0.025mm
|
±3℃
|
通常の民生用部品。
|
|
精密油圧式射出成形機
|
中~高
|
±0.015mm
|
±2℃
|
中級産業用部品。
|
|
LS Manufacturing カスタム全電動射出成形機
|
非常に高い
|
±0.003mm
|
±0.5℃
|
超精密なマイクロパーツ。
|
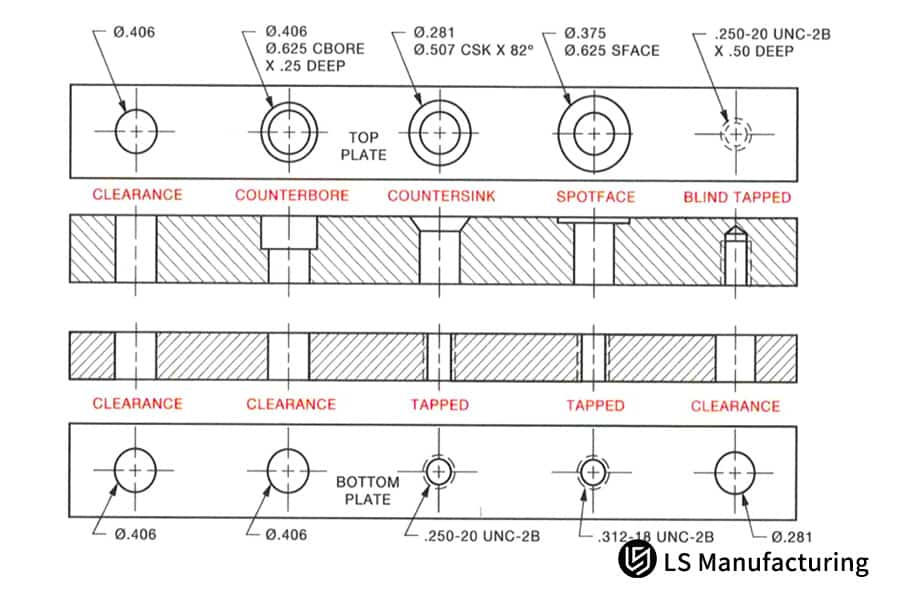
図 2: 射出成形金型ツーリング プレートのさまざまな穴タイプ (クリアランス、ザグリ穴など) を詳細に示した技術図。
射出成形のトップメーカーは科学的なモールドフロー解析によって危険をどのように回避しているのでしょうか?
プロフェッショナルであること射出成形メーカーでは、数学的モデリングを使用して材料のレオロジー挙動を分析することで、収縮や通気不良などの構造上の問題を早期に発見できるため、試作成形のコストと時間を節約できます。
せん断速度を最適化してポリマーの長鎖分子構造を保護する
材料の安定性は常に製品の品質を表します。当社は科学的な管理を使用して、材料構造が確実に保護されます。
- 充填せん断熱をチェックして超高分子量ポリエチレンやその他の敏感な材料の劣化を防ぎ、最終的に必要な機械的強度を備えた製品を実現します。
- 圧力不均一による構造欠陥を避けるために、複数のキャビティの充填圧力のバランスを保つための慎重なゲート レイアウト設計。
マルチキャビティモールドの一貫性に対するゲートバランステストの重要な影響
量産効率は、多個取り金型の一貫性に大きく依存します。
- ショートショット テストを実行して、各キャビティの充填不均衡率が 5% 未満であることを確認し、一貫した製品寸法を保証します。
- ダイナミックバランス調整を適用することで、多数個取り金型の寸法ばらつきを解消し、量産合格率を向上させます。
欠陥ゼロの製造を達成する監視手法とは?
欠陥ゼロの製造プロセスのあらゆる段階をインテリジェントに監視することに依存します。当社の CCD カメラとセンサー関連システムは、製造時点で欠陥製品を特定して排除するだけでなく、 100% 欠陥ゼロの納品を保証し、以前のスクリーニング コストを大幅に削減します。
キャビティ圧力センサーによるリアルタイム射出プロセス制御
圧力膨張は欠陥を引き起こす主な要因の 1 つです。圧力を継続的に追跡することで動的補償を提供します。
- 制御システムは原料の生産変動を検出し、射出圧力を自動的に調整して溶融体積を一定に保ち、寸法誤差を防ぎます。
- 圧力プロファイルをリアルタイムで監視し、エンベロープの外側にある製品はアラームと分離によって即座に示されるため、欠陥製品が次の段階に入ることができません。
24時間連続生産の外観自動検査システム
24 時間連続生産には、安全性を確保するための高生産性監視システムが必要です。
- 最大0.001mmまで測定可能な4K産業用カメラを使用することで、バリやショートショットなどの微細な欠陥も確実に見逃しません。
- 自動ロボットアーム完成品を手に取り、キーホールの測定をオンラインで行うことで人的ミスを排除し、検査効率を向上させます。
CCD ビジョン センサーと圧力センサーは相互に補完し、24 時間のリアルタイム監視と自動仕分けを提供することで、欠陥ゼロ製造に対する強力な予防策を確立します。システムの実際の運用効果を理解するには、当社の成功事例をご覧になり、その実用的な価値を直観的に体験してください。
高品質のプラスチック射出成形サービスと材料の変更を組み合わせる必要があるのはなぜですか?
優れたプラスチック射出成形サービスを開始するための主要な場所は材料です。当社は、部品の物理的特性を分子レベルで安定に保ち、製品の寿命を延ばすために、ガラス繊維強化および耐高温改質ソリューションを提供します。
繊維強化プラスチック
繊維を含む強化プラスチックは、非常に高い強度が必要な用途に使用されます。
当社では、ガラス繊維の配置が成形品の強度にどのような影響を与えるかを判断し、最適な射出パラメータと速度勾配を選択して成形品の強度が均一になるようにし、ウェルド ラインの強度が破損のないように十分に高いことを確認します。
これにより、プラスチック部品に「見えない鎧」を与えるようなもので、堅牢性が向上すると同時に、通常は破断しやすい接合部の「弱点」が回避され、耐久性と信頼性が高くなります。
透明パーツの光透過性を確保するための徹底した除湿乾燥工程
部品の外観に対する要求が非常に高い透明部品では、材料の含水率を非常に低くする必要があります。当社では、部品の外観と性能の両方を確実に維持するために、深部乾燥方法を導入しています。
銀スジ除去とは異なり、露点-40℃の除湿乾燥機を使用し、素材の含水率を0.02%未満に抑えます。
機械的特性の低下や加水分解による外観の劣化(シルバーストリークの原因)を防止し、光線透過率92%を保証します。
小バッチ射出成形モードを通じて高性能エンジニアリング プラスチック部品を迅速に検証するにはどうすればよいですか?
小ロット射出成形研究開発には非常に重要です。金型ベースの標準化と柔軟なスケジュール設定により、当社の柔軟なシステムにより、コストをかけずに量産品質を実現し、研究開発サイクルタイムを短縮できます。
製品開発サイクルにおける高速成形技術のコストメリット
迅速な成形は、研究開発費を大幅に削減する方法の 1 つです。
当社は 7075 アルミニウムまたは P20 鋼から金型コアを製造しており、金型開放サイクルは 15 日です。これは、従来の金型と比較して 60% 削減され、同時に金型コストも 30% ~ 50% 削減されるため、研究開発予算を効果的に管理し、反復回数を短縮できます。
量産金型向けの小ロット試作プロセスデータの取得
小規模バッチのプロトタイピングは、大量生産に必要な重要なデータを取得するのに役立ちます。
当社ではプロトタイピング データを使用して DOE 実験マトリックスを構築し、最適な射出範囲を見つけ、プロトタイピングから量産までシームレスにパラメータを設定します。これにより、機械を再調整する必要がなく、生産コストが削減され、量産が増加します。
|
モールドタイプ
|
型開きサイクル
|
金型コスト
|
対象バッチ
|
耐用年数
|
利点
|
|
ラピッドモールド(アルミモールド)
|
10~15日
|
1000~3000米ドル
|
100~1000個
|
10,000 ~ 50,000 の金型サイクル
|
低コスト、短サイクルです。
|
|
ラピッドモールド(P20鋼金型)
|
12~18日
|
3000~6000米ドル
|
1000~5000個
|
50,000 ~ 100,000 の金型サイクル
|
費用対効果が高く、安定しています。
|
|
量産金型(S136鋼金型)
|
25~40日
|
8000~20000米ドル
|
100,000 個以上
|
100万回以上の金型サイクル
|
長寿命で高精度です。
|
|
カスタムフレキシブルモールド
|
15~20日
|
4000~8000米ドル
|
500~5000個
|
100,000 ~ 300,000 の金型サイクル
|
柔軟かつ変更可能。
|
|
標準モールドベース金型
|
10~12日
|
2000~5000米ドル
|
500~3000個
|
50,000 ~ 150,000 の金型サイクル
|
短納期と強力な適応性。
|
標準のモールドベースと柔軟なスケジュールを併用することで、小バッチ射出成形の迅速な出荷と安価な検査が可能になります。研究開発段階にある場合は、ラピッド プロトタイピングの正確な方法と価格について個別に相談することができます。

図 3: 青い箱にはさまざまな白いプラスチック部品が入っており、小バッチ射出成形の出力を表しています。
オンデマンド射出成形モードでの納期サイクルと欠陥ゼロという極限の要件のバランスを取るにはどうすればよいでしょうか?
アジャイルの考え方を持つことは、品質を放棄することを意味するものではありません。デジタルで計画および追跡された生産オンデマンド射出成形このシステムにより、納品スケジュールを損なうことなく、すべてのバッチの合格率 100% を保証できます。
標準化されたモジュールシステムが型開きサイクルを短縮する理由
標準化されたモジュールは、配信をより効率的にする上で重要な役割を果たします。標準の MUD 金型ベースを使用し、金型コアのみを交換することで、型開きサイクル タイムを 40% 短縮することもできます。
さらに、モジュール設計により機械のセットアップが簡素化されるだけでなく、セットアップ時間が 2 ~ 3 時間に短縮されます。このようにして、オンデマンドの生産要件を効果的に満たすことができます。
アジャイル生産における品質管理計画 (QCP) 実装の側面
アジャイル生産における QCP プロセスにより、品質を維持することができます。ご注文ごとに初検査、巡回検査、最終検査のステップを設けております。最初の検査に合格した場合にのみ量産を開始できます。
一方、クラウドを使用すると、生産の進捗状況と品質レポートがリアルタイムで同期されるため、いつでも生産のダイナミクスを確認できます。
射出成形金型コストのどのような要因が長期的な収益に影響を与えるのでしょうか?
比べてみると射出成形金型のコスト、最初のオファーを見るだけでは十分ではありません。設備の寿命全体と生産の安定性を考慮してメンテナンスコストを考慮することは、非常に考慮すべき要素です。 LS Manufacturing は、適切な総所有コスト (TCO) を特定するのに役立ち、長期的には投資を削減できるようガイドします。
大量生産の安定性と金型鋼の硬度
金型鋼の選択は、工具の寿命とメンテナンスにかかる費用を決定する主な側面の 1 つです。
当社では、H13 よりもはるかに耐摩耗性が高く、腐食性材料の成形時に 3 倍長持ちする S136 鋼を使用しています。高硬度金属で作られたコアによりメンテナンスのためのコアのダウンタイムが最小限に抑えられ、年間メンテナンスコストが 1,000 ~ 5,000 ドル節約されます。
金型にS136鋼を使用することで、生産設備に「強固な心臓」を与えたようなもので、修理や交換の必要性が減るだけでなく、メンテナンスによるダウンタイムも削減されます。そして、維持費も安くなるということも忘れないでください。
自動ホットランナーシステムによる成形部品の効果的なコスト削減
ホット ランナー システムは、単位コストとそれに伴うゲートの無駄 (特に PEEK などの高価な材料が使用される場合) を削減するのに非常に効果的であるため、単位材料コストが 15% ~ 25% 削減され、成形サイクルが短縮され、射出成形機の生産量が増加し、生産効率が年間 30% 向上します。
ケーススタディ: LS Manufacturing がピーク マイクロ ギアの 0.005 mm のカスタマイズ生産を支援
お客様の課題:
世界的な手術ロボットメーカーにとって、 PEEKトランスミッションギア開発されていました。材料の収縮率が 2% と不安定なため、従来の射出成形サプライヤーが製造した部品では噛み合い干渉が発生し、合格率は 15% 程度にとどまっていました。
この状況により費用が増大し、プロジェクトが遅延したため、精度の問題を解決し、不良品ゼロの部品を大量生産するにはパートナーが必要でした。
LS製造ソリューション:
要件を受け取った後、当社のエンジニアリングチームは、まず PEEK 材料に対して包括的なレオロジー試験を実施して、その収縮則を正確に把握し、その後、目的のソリューションを開発しました。
- 当社では、キャビティ圧力に基づく科学的な射出成形方法を使用し、射出プロセス中の圧力変化を常に追跡して、均一な溶融充填を実現しました。
- 高精度の電磁誘導金型温度制御装置を導入し、金型温度制御精度を0.5℃まで向上させ、 PEEKの結晶化度を精密に制御し、材料収縮を大幅に低減しました。
- さらに、正確な圧力保持制御を採用して材料の収縮を補償し、噛み合い干渉の問題を排除することで、高圧ポイント ゲートの冷間金型構造を作成しました。
- また、高度な Moldflow モールド フロー シミュレーションを通じて、ギアの壁厚分布とゲートの位置が最適化され、空気の巻き込みや反りなどの欠陥が防止されました。
結果と価値:
高精度の技術管理により、PEEKマイクロギアの限界寸法公差をわずか0.005mm(データアンカーポイント)まで厳しくし、歩留まりを15%から99.7%に引き上げました。
メッシュ干渉状況に対する当社のソリューションは、完全に解決しただけでなく、お客様のスクラップおよび再加工費用を毎年ほぼ 10 万ドル節約し、市場投入/製品発売までの時間を 3 か月短縮し、長期的なパートナーシップとカスタム製品の継続的な提供をお客様と結びつけることができました。プラスチック射出成形サービス。
当社は、PEEK 材料の射出成形の問題を解決し、高精度の欠陥ゼロ量産を実現し、顧客のコスト削減と効率の向上を達成し、市場投入を加速しました。難易度の高い材料射出成形のニーズがある場合も、カスタマイズされた欠陥ゼロ量産ソリューションに関する無料のコンサルティングについてお問い合わせください。

よくある質問
Q1: LS Manufacturing では、精密射出成形部品の寸法の一貫性をどのように保っているのですか?
当社では科学的射出成形 (SIM) 技術と全電動機を採用し、ミクロンレベルでの射出再現性を確保しています。これを一定温度のワークショップと正確な金型温度制御と組み合わせると、プロセスパラメータをバッチ間で非常に正確に効果的に再現でき、寸法の一貫性が実現します。
Q2: カスタム射出成形サービスはどのような複雑な後処理アクティビティをサポートしていますか?
基本的な成形だけでなく、当社のカスタム射出成形サービスでは、超音波溶接、超微細スクリーン印刷、レーザー彫刻、クリーンルームでの組み立てなどの完全に統合された処理も提供できます。これらは、当社がお客様のニーズを満たすことができるさまざまな方法のほんの一例にすぎません。
Q3: 小型部品の小バッチ射出成形によりコストを下げるにはどうすればよいですか?
標準のクイック金型交換ベースとマルチキャビティ レイアウト設計を強化することにより、金型ごとのコストを割り当てられるだけでなく、金型開きや機械のセットアップ サイクル、さらには労働時間を削減できるため、小ロット射出成形の価格がより魅力的になります。
Q4: 射出成形メーカーの通常の納期はどれくらいですか?
射出成形を専門とするメーカーであるため、部品の複雑さ、必要な材料、注文数量の変更を常に考慮して、通常の納期は15 ~ 25 営業日です。
Q5: 完全な欠陥のない生産において、材料の汚染問題にどのように対処しますか?
集中的な材料供給システムとは別に、 100,000 レベルのクリーンルームと -40℃ の深度乾燥プロセスを利用して、発生源の水分汚染を除去し、プラスチック射出成形サービスの品質を保証します。
Q6: 精密射出成形の製造において、収縮マークを回避するにはどうすればよいですか?
マイコン制御の高精度金型温度制御により材料の結晶化速度を制御します。さらに、当社は科学的な圧力保持研究を行って、固化前に金型キャビティ内の溶融圧力が継続的に補償されることを保証します。これは、収縮マークを効果的に防止できることを意味します。
Q7: オンデマンド射出成形サービスでは、金型に永久保証はありますか?
もちろん金型はLSマニュファクチャリング製です。当社のオンデマンド射出成形サービスは、生涯無料の金型メンテナンスとスペアパーツ交換を提供し、ノンストップ生産を維持します。
Q8: 非常に正確な射出成形金型のコスト見積もりを取得するための最良の方法は何ですか?
3D 設計ファイル (STEP/IGS) をアップロードすると、当社のエンジニアが 24 時間以内に、DFM 解析、材料および金型のコストを含む詳細な射出成形ツールのコスト見積もりを提供します。
まとめ
LS Manufacturing は、欠陥ゼロの射出成形が世界市場全体に対する当社の約束であることを認識しています。
当社の信条は、お客様の利点を第一に考え、クローズドループシステムによって管理されるカスタム射出成形サービスと射出成形精度公差のブレークスルーを利用して、お客様の設計計画から欠陥のない完璧な製品を作成することです。
欠陥が製品の発売を妨げないようにしてください。当社のエンジニアリング専門家にお問い合わせください無料の DFM 評価レポートを入手するには、射出成形金型のコスト削減や射出成形の精密精度の向上に懸念がある場合でも、当社はカスタマイズされた見積もりと技術指導を提供し、24 時間対応いたします。
📞電話: +86 185 6675 9667
📧メール: info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。 LSマニュファクチャリングサービス情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、LS Manufacturing ネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です。部品が必要です引用 これらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturing は業界をリードする企業です。カスタム製造ソリューションに焦点を当てます。当社は5,000社を超える顧客と20年以上の経験があり、高精度CNC機械加工に重点を置いており、板金製造、 3Dプリント、射出成形。金属プレス加工、その他のワンストップ製造サービス。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。 LSマニュファクチャリングを選択します。これは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.lsrpf.com 。


