
カスタム CNC 旋削部品通常、製造には、 Ra1.6μmを超える表面粗さ、±0.02mmを超える寸法誤差、工具の磨耗による1個あたりのコストの大幅な上昇、または量産時の再現性の欠如など、いくつかの問題が残ります。これらの問題は、製造の伝統的な性質によって発生します。ただし、精度、滑らかさ、または大量生産に関して、この問題を解決する効果的な方法があります。
LS Manufacturing という企業での15 年間の経験、 286 回の完全な工具テストと73 の成功事例に基づいて、当社は旋削加工に科学的アプローチを使用しています。したがって、公差±0.005mm以内の精度、表面仕上げに関してRa=0.4μmを達成し、相対効率40%向上を実現できると言えます。

カスタム CNC 旋削部品: クイックリファレンス ガイド
| セクション | 核となるコンテンツを一文でまとめたもの |
| 主要な課題 | メーカーは、粗悪な表面仕上げ、寸法の不正確さ、高額な工具コスト、一貫性のないバッチ品質に直面しています。 |
| 根本的な原因 | これは、ツールの選択と最適化における非体系的なアプローチが原因で発生します。 CNC旋盤加工。 |
| 私たちのソリューション | 当社のソリューションは、 15 年分のデータを使用する実証済みのアプローチを通じて設計されました。ケーススタディ。 |
| 行動計画 | 工具の形状、加工プロセス、加工順序を組み込みます。 |
| 目標結果 | これにより、精度±0.005mm以内、表面仕上げRa0.4μmを実現し、生産性40%向上を実現しました。 |
当社はお客様の最も基本的な課題に正面から取り組み、公差をサポートし保持する能力を強化し、同時に仕上げ品質の向上を実現します。これらは、単価の削減と工具寿命の向上を同時に実現することで可能になりました。当社のソリューションは、指定された許容レベルにおける非効率の結果として発生している現在の財務的および物質的な損失を軽減することに重点を置いています。
このガイドが信頼できる理由LS 製造の専門家による実践的な経験
インターネット上には CNC 旋削加工に関する情報を掲載したサイトが無数にありますが、この主題を理解するコツは、寸法、工具寿命、表面仕上げなどの実際のワークショップ作業の世界での実装にあります。リソース ブックで紹介されている各ソリューションは、無数の生産作業はもちろんのこと、ツールを使用した研究室でも効果的であることが証明されています。
当社のコンポーネントには実行すべき重要な使命があり、コンポーネントが故障した場合には多大なコストがかかります。材料仕様などアルミニウム協会(AAC)と金属粉末工業連合会(MPIF) は、開始時から高度なプロセス信頼性を提供します。これと同じ定説を医療機器コンポーネントから航空宇宙コンポーネントに至るまで、すべてのコンポーネントに適用することで、コンポーネントの信頼性が高まります。
私たちは、期待と現実の状況との間のギャップを埋めるために必要な重要な洞察を提供します。これは、工具の正確な形状、切削プロセスのパラメータ、加工順序を意味し、 ±0.005 mmの精度、効率40%の向上を保証します。これは、現場での直接の知識の利点であり、社内での製品の生産効率を向上させることができます。カスタム旋削部品。
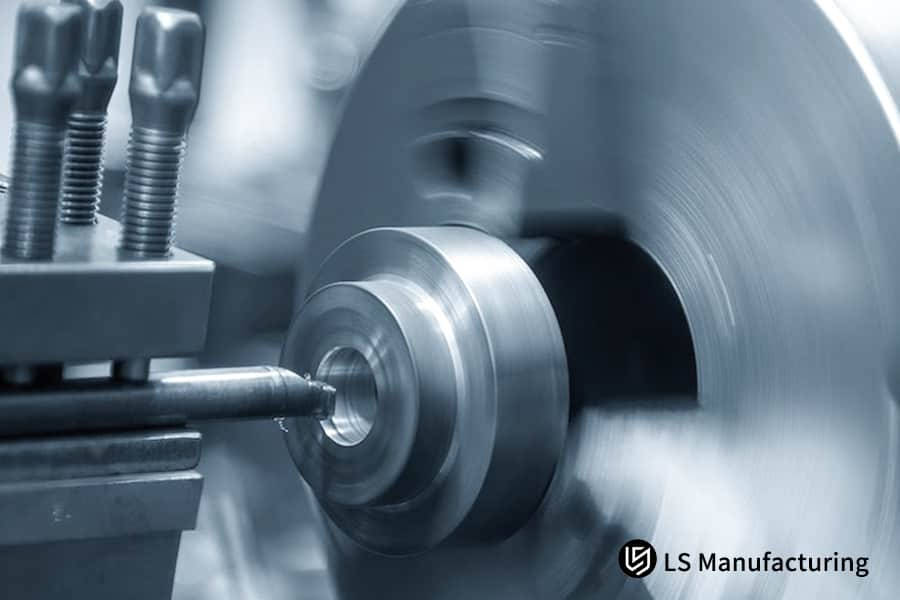
図 1: 機械加工された部品が回転します。 高精度CNC旋盤LSマニュファクチャリングによる
工具の最適化により、精密 CNC 旋削で ±0.005mm の精度をどのように達成できるのでしょうか?
安定したミクロンレベルの公差を維持できるかどうかは、サービスを提供する組織が取り組むべき課題です。ハイレベルなCNC旋削サービス。指針となるのはツールではなく、ミスを制御できるように管理されるシステムです。精密 CNC 旋削のために当社の組織内で採用されている戦略には、次のものが含まれます。
信頼性の高いベースラインを実現する認定ツールのプリセット
初期の不確実性の除去は、精密プリセッターを使用してすべてのツールをオフラインで評価することによって達成されます。これにより、ツールの設置前に切断点が常に適切に定義され、既知の正確な点から測定されるすべての操作が保証されます。この特定の側面は、 0.01mm 未満の精度の繰り返し精度を保証できるという意味で、精密プリセッタにおいて非常に重要です。精密旋削部品サプライヤー。
熱変位を積極的に軽減
中間バッチサイズの変動によって引き起こされるこの問題を解決するために、熱補償ツールホルダーが採用されています。これらのツールホルダーは、切削中に発生する熱による膨張を積極的に排除し、この値が≤0.003mm であることを保証します。
インプロセス測定による閉ループ制御
これは、クローズド ループの作成に役立つオンマシン プロービングを組み込むことで実現されます。精密フィーチャーの加工が完了したら、フィーチャーの精度を検証するのはタッチプローブです。さらに、ドリフトまたは材料による工具オフセットの微修正が実行されます。
統計的プロセスデータによる検証済みの結果
自身のパフォーマンスを評価するために統計的プロセス制御を適用します。記載されているケースの 1 つでは、ステンレス鋼シャフトの量産に関して、シャフトの直径の公差限界は±0.005 mmであると述べられています。真円度の値は≤ 0.003mmで、Cpk の値は1.67よりもはるかに大きくなります。
この分析により、 精密CNC旋削加工環境内で実行される手順は修正的なものです。私たちが提供するのは機械加工ですが、最も重要なのは、精密かつ正確で、必要な修正を組み合わせた機械加工結果を提供することです。したがって、精密旋削加工における再現性が最も厳しい基準を満たしていることは驚くべきことではありません。

CNC 旋削工具ガイド: 材料特性によるインサートの選択
CNC 切削工具の選択が不適切であると、工具の摩耗が促進され、表面仕上げが損傷し、コストが増加する可能性があります。ツールを適切に選択する必要があります。このツールキットは 158 回の実験を経て生成され、工具寿命を延ばし、表面の完全性を改善し、製造コストを削減するための提案を提供します。 CNC旋削加工。最適なデータを使用してツールの一致を実現します。
| ワーク材質 | 推奨インサートとキー機能 | 最適化された切削速度 (Vc) | 主な利点と結果 |
| ステンレス鋼 | GC1025 チップブレーカ形状 | 180~220m/分 | 加工硬化とタフな切りくずを制御し、安定した仕上げと2 ~ 3 倍の長い工具寿命を保証します。 |
| アルミニウム合金 | PCD (多結晶ダイヤモンド) コーティング超硬インサート | 400~600m/分 | 材料の固着(BUE)を防止し、優れた仕上がりを実現し、超高速加工を可能にします。 |
| 耐熱合金 | サイアロンセラミックまたはウィスカー強化セラミックインサート | 150~350m/分 | 切削ゾーンでの極度の熱に耐え、強靭な超合金の生産性の高い機械加工を可能にします。 |
適切なCNC 旋盤切削工具は、接着、熱、加工硬化などの材料特有の課題を分析することによって選択されます。これ生産現場で実証された意思決定フレームワークにより、 CNC 旋削工具の選択は試行錯誤から予測科学へと移行します。これらの検証済みの組み合わせを実装すると、要求の厳しい現場での生産性と部品の品質が直接向上します。精密旋削アプリケーション。
プロセスの最適化により、カスタム CNC 旋削コストを 35% 削減するにはどうすればよいですか?
安価な消耗品の使用を変更したり、送り速度を向上させたりしただけでも、品質の低下が発生する可能性が高くなります。 CNC 旋削のコスト効率は、プロセスチェーン全体が確実に最適化される全体的な価値分析手順がある場合にのみ可能になります。この状況では、カスタム CNC 旋削部品に関して、3 つの相互接続されたレバーにより、平均99.5%の品質で平均35%の節約が得られます。
データ駆動型の摩耗管理による工具寿命の延長
当社では、各材質タイプに対応する摩耗曲線を通じて刃先の寿命を管理するプログラムを作成しました。しかし、早すぎず遅すぎず、重要なポイントで積極的にチップを交換することで、刃先の寿命を最大限に伸ばすことができ、それによってダウンタイムが減少し、工具の寿命が40%延長されます。
サイクルタイム短縮のための切削パラメータの最適化
当社のプロセスエンジニアは、材料と特徴に基づいてマッハパラメータ {速度、送り、切込み深さ} の最適な組み合わせを決定するために設計された実験を実行します。ハンドブックに基づいた一般的な値を使用するのではなく、科学に基づいたこの調整により、マッハ時間は平均30%向上します。これにより、表面の完全性や工具寿命を損なうことなく、生産性と機械時間の生産性が向上します。
高度な多機能ツールによる運用の統合
当社では、特殊または標準のマルチタスクツールホルダーを使用および設計しています。これらCNC旋削工具複数の操作 (旋削、溝入れ、ねじ切りなど) を 1 つのセットアップおよびツール パスで実行できるようにします。非切断時間を大幅に短縮し、エラーの可能性を減らし、複雑なコンポーネントの全体的な設備効率 (OEE) を向上させます。
総合的なバリューストリーム分析の実装
それはマシン自体に限定されません。原材料調達から二次加工までの価値の流れ全体を評価し、付加価値のない工程を探し出し、速やかに排除します。この見解により、 CNC 旋盤加工サービスを通じて得られた節約が他のコストの増加によって相殺されることがないことが保証され、それによって総陸揚げコストの削減が保証されます。
ここでの方法論に対する構造化されたアプローチは、大幅なコスト削減の基礎となることを実証しています。 CNC旋削サービスそれは手抜きからではなく、インテリジェントなプロセス設計から生まれます。これは、資産寿命を延長し、サイクルを加速し、品質と信頼性を損なうことなく強化することを保証するデータ検証済みの統合エンジニアリングを通じて無駄を排除することによって、カスタム CNC 旋削部品の部品あたりのコストの削減につながります。

図 2: LS Manufacturing による旋盤の工具で正確な雄ねじを加工
効率的な CNC 旋削サービスでは、どのようにして加工速度と表面品質のバランスを取ることができますか?
成功を収めるために取り組むべき課題高速CNC旋削サービスsupの大量生産の限界に関係しています初期の表面仕上げ。これは、高速生産または表面仕上げ品質のいずれかに取り組むには、必然的に他方の妥協が必要になることを意味します。この課題に対処するための私たちの方法は、ラフカットを分離するための切断ステップを最適化するための複数のステップに基づいています。
戦略的段階の分離
- 最大効率を実現する荒加工:当社はさらに高い効率を提供しますCNC旋削材可能な限り最短の時間でニアネット形状を抽出する速度のみに基づいて、除去率 (MRR)、より深い切り込み、および最適な送り速度を決定します。
- 保証された品質のための仕上げ:その後、多様でよく調整された独特のパラメータの仕上げ動作が適用され、望ましい表面の完全性と精度が得られます。
精密仕上げプロトコル
- 最適化されたパラメータ:切削抵抗と切削熱を低減するために、主軸速度はより高い値 (約 250mm/min ) に維持され、切込み深さは最小限 ( 0.1mm という低さ) に維持されます。
- ツールパスとエンゲージメント制御:ツールパスには継続的なエンゲージメントが必要です。表面仕上げの作成にはかみ合わせが必要です。これにより、値がRa 0.8 μm 未満になることが保証されます。この値は精密CNC旋削加工に必要となります。
最適化された荒加工戦略
- バランスのとれた攻撃性:可能な限り最高の切削速度を考慮する積極的な戦略とは異なり、たとえば150 m/minなどの切削速度のバランスと、たとえば2.0 mmなどの切込み深さの増加値が実践されます。
- チップ制御の焦点:これらの変数は、現在のゾーンで適切なブレークとチップの除去を取得し、 MRR の値を大きくすることに重点を置いて選択されます。
一貫性のためのプロセス内監視
- リアルタイム調整: リアルタイム調整は、長時間の生産作業中に工具の摩耗やビビリの発生などの異常を検出する際に、アコースティック エミッション センサーなどのセンサー入力を使用して実現されます。次に、システムはウィンドウ内で送り速度を調整します。
- 積極的品質保証:このタイプのフィードバック ループにより、欠陥が発生する前に欠陥が防止されます。その結果、製品を不合格にすることなく40% の効率向上が達成されました。
CNC 旋削サービスは、偏析と機械加工の最適化プロセスを非常に系統的かつデータ指向で処理し、保証する表面仕上げに重点を置いているほか、迅速に実行する能力を備えています。私たちは、要求された仕様に関してCNC 旋削部品の製造を系統的に繰り返すことだけに重点を置いているだけではありません。
CNC 旋盤切削工具の幾何学的パラメータは加工パフォーマンスにどのような影響を与えますか?
適当に選ぶときはCNC切削工具、材料品質以外の変数は考慮されません。刃先の形状は、力、工具寿命、および表面仕上げに顕著な影響を与えます。このガイドは、直交テスト データに基づいて、優れたCNC 旋削加工のためのこれらの重要な要素を最適化するための実用的なパラメータを提供します。
| 幾何学的パラメータ | 最適化された範囲と主な機能 | 加工パフォーマンスへの主な影響 |
| すくい角(γ) |
6° ~ 8°:切削抵抗を軽減する切れ味と十分な刃先強度の最適なバランスを提供します。
|
電力消費と発熱がさらに削減され、工具寿命の50% 以上の延長に直接貢献し、表面仕上げが向上します。 |
| すきま・逃げ角(α) | 8° ~ 10°: 工具の側面と新たに加工されたワーク表面との間の摩擦が減少します。 | 寸法精度に対する望ましい要件は、摩擦による熱の蓄積とともにワークピースの擦れが存在する可能性があるため、ワークピースの表面の完全性を確保することを意味します。 |
| 刃先傾き(λs) | -3° ~ -5°:仕上げ面からスムーズな切りくずの流れを実現し、工具先端のサポートを補助するため、切りくず排出性が大幅に向上します。 | CNC 旋削工具の選択において、より予測可能な信頼性が得られるため、刃先が適切に保護され、安定性が向上します。 |
これらの基本角度を最適化することで汎用性の高い変換が可能になります。 CNC旋盤切削工具特殊な目的のツールに。最も困難なアプリケーションを最適化するには、ジオメトリに関連するこれらの基本概念を使用し、それらを直接適用して、より長い寿命とより少ないスクラップで工具の生産性、品質、経済的優位性を高めます。
図3;バラ色の円筒形部品が LS Manufacturing の旋盤で切削されています
CNC旋盤サプライヤーの技術力と加工能力を評価するにはどうすればよいですか?
有能な精密旋盤部品のサプライヤーを見つけるには、要件以上に、一貫性の維持、複雑さへの対処、変数の制御の手順によってサポートされる実際の能力を調べる必要があります。 CNC 旋削サービスの企業を評価する方法は次のとおりです。
バッチの一貫性を実現する検証済みのプロセス制御
これは、統計的プロセス制御、SPC、重要な寸法に沿ったリアルタイムの追跡によって実現されます。このような制御により、プロセスが仕様を逸脱する前に事前に調整できることが保証されます。陽イオンを除去し、非常に高いレベルのファーストパス歩留まりを達成することができ、その結果、当社の製品の品質安定性は99.3% になります。大量のCNC旋削加工。
複雑なコンポーネント製造のための技術兵器庫
従来の旋盤のほかに、当社のCNC 旋削サービスには、フライス旋盤や多軸機能を備えたライブ ツーリングが含まれます。このアプローチを使用すると、複雑な部品を 1 回のセットアップで製造できるため、エラーを防止し、複雑なカスタム CNC 旋削部品に不可欠な重要なデータム関係を確保できます。
コストと品質を最適化するためのデータドリブンのツール管理
これとは別に、当社ではデジタル工具寿命システムとプリセットシステムを使用しています。工具寿命システムでは、切削される材料と工具寿命曲線が考慮されます。繰り返しになりますが、各ツールについて、設置時に認定されたオフセットが必要です。
文書化されたシステムに基づいてパートナーを評価し、再現性、技術的柔軟性、および変動制御を確保します。当社はこれを統合SPCを通じて提供します。多軸CNC旋削および最も要求の厳しいプロジェクトが必要とする検証済みの一貫性と機能を提供する科学的ツール管理セキュリティ。
精密旋削加工における一般的な品質欠陥と予防策は何ですか?
精密 CNC 旋削により、欠陥がなく、一貫した出力が得られます。これらの特定の故障モードを対象とした体系的な予防方法論により、従来3% のスクラップ率を生み出していたびびりや一貫性のない仕上げやバリの根本原因を積極的に排除し、不良率を0.3%に削減します。
びびりを排除し、表面の完全性を確保
- 振動制御方法:システムの固有振動数を避けるためにスピンドル速度を変更し、特定の形状の工具を使用することにより、共振振動を抑えます。
- 結果として得られる品質の達成:優れた品質の達成表面仕上げRa0.4μm以下。
- 生産への影響:プレミアムCNC 旋削サービスにおける部品不合格の主な原因の 1 つを直接排除します。
一定の表面速度により一貫した仕上がりを維持
- プロセス制御:輪郭切削中および直径変更中に一定の切削速度 (Vc) を維持し、等しい切りくず負荷と一貫した温度を確保します。
- 品質目標:材料の均一な表面仕上げを達成することで、従来の機械加工に伴う星空効果を排除します。
エッジの準備と戦略によりバリの形成を最小限に抑える
- 工具選択戦略:戦略的な方法でバリを防止しますCNC旋削工具の選択、研ぎ澄まされた、または調整された刃先処理を備えたインサートを選択します。
- 加工プロセスの最適化:出口コーナーでの送り速度の変更などの加工条件を最適化し、バリ取りプロセス中の材料の破れを防ぎます。
当社のアプローチは、ターゲットを絞ったパラメータ制御、ツールパス、または科学的ツール管理を通じて欠陥の根本に対処することで欠陥を根絶します。したがって、精密旋削検査による欠陥修正から、品質の面で複雑な部品に求められる初回通過歩留まりを保証する管理されたプロセスに移行できます。

図 4: LS Manufacturing の回転精密旋盤から排出される輝く金属チップ
オンライン CNC 旋削見積りの主なコスト構成要素と最適化戦略?
私たちのオンラインCNC旋削見積もりこのシステムは、製造業から提供される見積もりが予測不可能であるという、見積もりプロセス全体にわたって存在していた問題を解決します。これは、当社のデータ分析の適用により、お客様への見積りの精度が±5%以内になるためです。
リアルタイムのコスト計算と透明性:
当社のアルゴリズムは、あらゆる種類のコストを瞬時に把握します。
- 材料コスト分析:リアルタイムの市場情報を使用して、 35 ~ 50%の実際のセグメンテーションを提供します。
- 加工時間の最適化:ここでは、工具移動プロセスの最適化が達成され、時間に関連する25 ~ 40% の要因が解決され、それによって加工時間が最適化されます。 CNC旋削のコスト効率プロセス。
- ツール消費量の追跡:ツールの使用を10 ~ 20%の範囲内で制御するために、使用アクティビティがセンサーによって記録されます。
- 後処理の推定:最終処理におけるコンピュータ計算は最大5 ~ 10%を超えません。
高度なモデリングによる精度保証
当社のシステムは信頼でき、エラーを修正するための効果的なシステムが整っています。
- 動的キャリブレーション:継続的に更新されるモデルは、生産フィードバックに基づいて見積もりを調整し、偏差を±5%以内に保ちます。
- パラメータ検証:ここで入力パラメータが検証され、エラーが排除され、高精度 CNC 旋削の見積もりの精度が向上します。
効率向上のための最適化戦略
知識に基づいて経費を削減します。
- プロセスの推奨事項:材料および機械加工プロセスを防止するために、プロセスの変更に関する推奨事項を提供する必要があります。
- リソース スケジューリング:インテリジェントな計画により機械の使用率が最大化され、 CNC 旋削サービスのオーバーヘッドが削減されます。
- 工具寿命管理:予測アラートにより工具の寿命が延長され、交換コストが削減されます。
クライアント中心の見積もりの配信とサポート
私たちは、迅速な結果をもたらすシームレスなユーザー エクスペリエンスに重点を置いています。
- インスタント見積生成:包括的なCNC 旋削見積を数秒で取得するためのパラメータ。
- カスタマイズ可能なオプション:サービスにはカスタマイズ可能なオプションがあり、柔軟な対応が可能です。 CNC 旋削ソリューション。
- 透明性のあるレポート:コストの説明のために内訳が提供され、信頼性が高まります。
このレポートは、正確な実装における当社の専門知識のレベルを示しています。 CNC旋削見積リアルタイムのデータ統合を通じて。当社は、プロセスに最適化を統合することでコストの予測不可能性の問題に対処し、LS Manufacturing を効率的なCNC 旋削サービスを提供する市場リーダーにしています。当社の戦略は、優れたCNC 旋削コスト効率を実現するための効果的な計画を推進します。
LS Manufacturing 自動車産業: エンジン タービン シャフト精密旋削プロジェクト
大手自動車メーカーは、従来の機械加工プロセスが厳しい性能基準を満たしていないため、ターボチャージャー シャフトの製造において重大なボトルネックを抱えていました。これは当社が解決した問題です。 精密CNC旋削サービス、そしてそれが起こった理由と方法は次のとおりです。
クライアントの課題
お客様は、ステンレス製ターボシャフト ( Φ25h6 ) を仕様通りに加工するのに苦労していました。従来の方法では、過度の直径変動 ( ±0.015mm ) と標準以下の表面仕上げ ( Ra 3.2μm ) が生じ、高いスクラップ率とわずか85% の初回通過歩留まりにつながりました。これにより、組立ラインの効率が直接的に妨げられ、ユニットあたりのコストが上昇し、新しいエンジン プラットフォームのプロジェクトのスケジュールが脅かされ、信頼性の高い旋削ソリューション。
LS製造ソリューション
私たちは、最新の工具の応用に基づいた高速かつ正確な旋削方法を適用することに成功しました。適用された方法は、最小量の潤滑設定で正確に設計された0.4 mmノーズ半径を備えたPCBNインサートを使用することで構成されていました。この方法の一定の表面速度は280m/minで、バランスのとれた切断ダイナミクスと最小限の熱歪みを提供し、クライアントが適用した元の方法のサイズと完全性のばらつきという主な問題に対処します。
結果と価値
開発および実装されたプロセスから得られる有効性により、優れた成果が実現しました。 CNC旋削径公差±0.005mm 、真円度0.003mm 、 Ra0.8μmの最適な表面仕上げを実現。特に、初回パス歩留まりは99.7%まで大幅に向上し、お客様は組立効率を30%向上させ、毎年 500,000 円以上の品質コストを削減することができました。
このプロジェクトでは、特に、重大な問題の困難を克服するための具体的な事実に基づく革新ソリューションに加えて、プロセス革新を実装し、製造プロセスにおける厳しい制約を克服するための当社のアプローチを紹介します。当社は、機械加工の知識をはるかに超えて、自動車の重要なコンポーネントに関連する性能品質と収益性の観点から、クライアントに付加価値を提供します。
精密加工の課題に直面していますか?お問い合わせ究極の精度でタービンシャフトを製造することをマスターします。

CNC旋盤技術の将来の発展傾向と革新の方向の分析
特定の一連の問題が、他の材料の旋削、機械内での予想外の滞留時間、1 つのプロセスでの複雑な部品の旋削など、精密 CNC 旋削の革新を推進します。しかし、未来は最適化や革新の結果ではありません。代わりに、より多くの制御、より多くの予測可能性、またはより多くの機能を可能にするシステムの統合です。前述の各問題に対する具体的なイノベーションのオプションについては、以下で説明します。
予知保全のためのインテリジェントなプロセス監視
計画外のダウンタイムや生産スクラップを軽減するために、当社では切削力、振動、音響放射をリアルタイムで追跡するセンサーベースのソリューションを使用しています。これに基づいて、予測分析により工具破損の可能性を分析できるため、強制停止と比較して、計画的な工具交換が可能になります。これは装置メンテナンスにおける変革をもたらし、当社の重要なCNC 旋削サービスの信頼性を確保します。
統合製造のための高度なマルチタスク処理
複数のマシン切り替えによるエラーの付加的な性質を取り除くために、以下を採用します。 CNCミルターンセンター。 1回のチャック交換で旋削加工、フライス加工、穴あけ加工を行うことができます。これはワンインワンのコンセプトであり、カスタム CNC 旋削部品には非常に必要です。これにより、フィーチャー間の精度が得られるからです。
加工支援技術の導入
難削材に関しては、高温合金の超音波アシスト旋削という技術革新を提案しています。超音波アシスト旋削では、より高い周波数の波が切削工具に組み込まれるため、切削抵抗と発生する熱が軽減されます。生産的な事前準備を実行する機能を提供します従来の精密旋削の能力を超え、優れた面品位で難削材の旋削加工を実現します。
私たちの方向性は開発指向です。製造におけるインテリジェンス、統合、特殊なプロセスの適用を通じて現在の問題に対処するソリューションが提供されています。の最適化を目的とした、より良い開発アプローチがあります。 CNC旋削加工信頼性、複雑さ、革新的な材料の適用という利点を提供するシステムの開発を通じて、困難な製造プロセスで競争上の優位性をもたらします。
よくある質問
1. 精密 CNC 旋削で可能な最高の精度はどれくらいですか?
LSマニュファクチャリングの精密旋削加工は、 ±0.002mmの究極の精度、真円度0.001mm 、表面仕上げRa0.2μmを誇り、高精度部品の要求に応えます。
2. さまざまな材料を加工する場合に最適な旋削切削パラメータを選択するにはどうすればよいですか?
LS Manufacturing は、広範なテストを通じてパラメータ データベースを確立しました:ステンレス鋼 Vc = 150 ~ 250 m/min、アルミニウム合金 Vc = 400 ~ 600 m/min、チタン合金 Vc = 50 ~ 80 m/min 。特定のパラメータは部品の構造に基づいて最適化する必要があります。
3. 精密旋削加工の単位加工コストを下げるには?
工具選択を最適化して工具寿命を40%延長し、切削パラメータのパフォーマンスを改善して効率を最大35%向上させることにより、LS Manufacturing は単価を30 ~ 40%削減できます。
4. バッチ旋削で寸法の一貫性を確保するにはどうすればよいですか?
≤0.005mm の高精度治具、頻繁な装置校正、および SPC プロセス制御を使用することにより、LS 製造ではバッチ生産の寸法精度CPK≥1.67 を実現できます。
5. オンラインでの旋削見積もりには何を提供する必要がありますか?
材質、図面、精度要件、バッチサイズなどの情報を提供してください。 LS Manufacturing のオンライン システムでは、正確な見積もりと工程計画が3 分で表示されます。
6. 急ぎの順番の場合、最短でどれくらいかかりますか?
緊急のサンプル注文は24 時間以内に配達され、小ロットの場合は3 ~ 5 日以内に配達されます。プロジェクトを確実に進めるために、LS Manufacturing は迅速な対応チャネルを確立しました。
7. 難削材の旋削加工効果を向上させるにはどうすればよいですか?
LS 製造プロセスでは、高温合金などのより硬い材料を加工する場合、工具寿命を 2 倍に延長できます。これは、工具材料、切削パラメータ、冷却圧力を適切に選択することによって実現されます。
8. 旋削加工でよくある振動マークの問題を解決するにはどうすればよいですか?
LS Manufacturing では、切削工具の突き出し量、システムの剛性、切削パラメータの最適化により、 Ra0.4μmという振動痕のない高品質な仕上げを保証します。
まとめ
CNC 旋削を使用して部品を加工する際、科学的な計画、ツールの適切な使用法、および品質管理に基づいて、精度、効率、経済性を達成することもできます。 LS Manufacturing は完全なソリューションを提供します。この研究では、LS Manufacturing で使用される技術、特にツールの使用法をデータを活用して分析します。
入手するにはカスタマイズされた旋削見積もりでは、図面を 3D でアップロードして、即座に分析して見積もりを行うことができます。複雑な部品についてさらに詳しく知りたい場合は、無料のコンサルティングをスケジュールして、当社の技術専門家からさらに詳しく学ぶこともできます。万全のサポートも行っております。当社のサービスホットラインに電話して、最適な精密旋削結果を達成するための無料のサンプル処理改善アドバイスとサンプル処理改善サービスを得ることができます。
📞電話: +86 185 6675 9667
📧メール: info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。 LSマニュファクチャリングサービス情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、LS Manufacturing ネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です。部品が必要です引用 これらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturing は業界をリードする企業です。カスタム製造ソリューションに焦点を当てます。当社は5,000社を超える顧客と20年以上の経験があり、高精度CNC機械加工に重点を置いており、板金製造、 3Dプリント、射出成形。金属プレス加工、その他のワンストップ製造サービス。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。 LSマニュファクチャリングを選択します。これは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.lsrpf.com 。


