
Fabricação automotiva de 5 eixos aborda estes dois desafios opostos de leveza e eletrificação numa junção muito vital. Componentes mais complexos e integrados podem, portanto, ser fabricados em uma máquina de forma eficiente para superar os desafios apresentados pelos métodos convencionais. Isto é a chave para a melhoria da autonomia dos veículos elétricos e da quilometragem no setor automóvel.
Sendo que o principal benefício de sacrificar as ineficiências dos sistemas tradicionais Usinagem de 3 eixos significa que um alto grau de precisão com geometria complexa pode ser alcançado em uma única passagem, há pouco ou nenhum erro de acumulação ou desperdício de material de fixações múltiplas anteriores. Esta é a tecnologia que realmente está na base da capacidade de produzir as peças complexas e de alto desempenho necessárias para a próxima geração de veículos elétricos e movidos a gás.

Tabela de referência rápida de texto completo para fabricação automotiva de 5 eixos
| Aspecto | Detalhes |
| Principais vantagens | Qualquer usinagem complexa – isso é realizado em configuração de máquina única. Capaz de criar superfícies complexas e de alta precisão . O ângulo da ferramenta é ideal. A condição de corte é ideal. Processos e acessórios são bastante reduzidos. |
| Lidando com pontos problemáticos | Deficiências dos Processos Convencionais (3 Eixos) : Múltiplas configurações e o erro cumulativo resultante são mais prováveis; baixo uso de materiais; baixa eficiência de processamento para uma forma complexa. |
| Aplicações de redução de peso | Peças estruturais incluídas em peças combinadas de chassi e carroceria; Peças estruturais em liga leve: alumínio, magnésio; Fabricação de peças com topologia otimizada; Peças reforçadas de paredes finas e geometricamente complexas. |
| Aplicações de Eletrificação | Processamento de caixa/bandeja de bateria, Caixas/controladores de motor, Componentes de um trem de força elétrico, Canais complexos de fluxo de fluido em um sistema de refrigeração. |
| Principais benefícios | Mais produtivo: tempos de ciclo mais curtos; Mais leve: aumento de quilometragem ou redução de custos operacionais; Materiais reduzidos – mesma economia de custos . |
| Métricas de sucesso | Redução de processos em mais de 70% ; Capacidade de melhorar a tolerância de usinagem para ordem de mícron de precisão. Uso de material reduzido a um índice não inferior a 30% : Gera peças não produzíveis a partir de projetos existentes. |
A LS Manufacturing com seus pontos fortes em Usinagem de 5 eixos , oferece uma solução fundamental para os desafios de fabricação que nossos clientes enfrentam em sua transformação, leveza e eletrificação. A empresa oferece soluções para os desafios de fabricação de forma eficaz e precisa, fornecendo soluções na área de fabricação integrada de peças.
Por que confiar neste guia? Experiência prática dos especialistas em fabricação da LS
Nosso conhecimento é baseado na experiência prática e não no conhecimento teórico. No caso em estudo, a tarefa ou missão da LS Manufacturing não é fácil todos os dias. Por exemplo, eles são confrontados com a tarefa de usinar ligas de alta resistência usadas em peças de automóveis, como carrocerias e baterias de armazenamento. De acordo com o Associação Nacional de Acabamento de Superfície (NASF) relativas aos requisitos de integridade superficial da peça usinada, as especificações são bastante exigentes.
Especificamente na empresa, temos algum nível de especialização que foi testado em aplicações específicas. Isso porque a empresa se dedica à fabricação de peças que serão utilizadas em aplicações onde a resistência das peças não é algo que possa ser negociado. As peças incluem aquelas para uso de acionamentos elétricos. A precisão é medida na escala do padrão de qualidade estabelecido pelo Grupo Internacional de Qualidade Aeroespacial (IAQG) .
Cada uma das dicas surgiu da realidade do estado atual da produção. Quer se trate da otimização do movimento da ferramenta para peças fundidas em alumínio ou da usinagem de materiais de titânio , o conhecimento adquirido foi dolorosamente adquirido no processo de fornecimento das peças funcionais. Os antecedentes são os benefícios de nossas lutas diárias para resistir às dificuldades de qualidade e qualidade de eficiência para a realização da fabricação automotiva de 5 eixos como realidade.

Figura 1: Fabricação avançada de componentes automotivos complexos por meio de fresamento de 5 eixos pela LS Manufacturing
Como a usinagem de 5 eixos permite a produção completa de peças automotivas em uma única configuração?
Este documento detalha a implementação da fabricação automotiva de 5 eixos para resolver o principal desafio de usinagem complexa e de alta tolerância Usinagem de peças complexas em 5 eixos em uma única configuração. A solução elimina erros cumulativos de vários acessórios, alcançando precisão e melhoria de eficiência sem precedentes. A abordagem técnica é a seguinte:
- Estabelecimento unificado de dados e consolidação de processos: O maior problema era combinar várias etapas de usinagem. A resposta foi gerar um sistema de coordenadas comum para posterior usinagem na peça fundida. Assim, todos os outros caminhos de usinagem poderiam ser calculados em relação a um único sistema de coordenadas da peça , o que permitia acessar todas as superfícies significativas em uma etapa de usinagem no centro de fabricação automotiva de 5 eixos sem reaperto e com prevenção de desalinhamentos.
- Orientação dinâmica da ferramenta e prevenção de colisões: Ao usinar portas profundas e angulares, a Agozar teve que usinar em 5 eixos com precisão. Em nosso projeto, a programação do software CAM foi empregada para obter posições ideais de usinagem e, devido a isso, foi possível girar a ferramenta durante a usinagem para permanecer no local ideal de corte. A Agozar realizou uma verificação completa de colisão no ambiente virtual para que não haja chances de colisão durante o processo de usinagem para moldar qualquer formato.
- Usinagem Adaptativa e Verificação em Processo: Para garantir a qualidade das peças processadas, rotinas de medição na máquina foram integradas. Isso garante que o sistema seja capaz de interrogar pontos-chave no ponto de referência e compensar qualquer variação no tamanho do material após a usinagem de desbaste. Isso garante que pontos-chave nos furos possam ser verificados no meio do processo, de modo que a modificação possa ser feita antes do processo final e, portanto, a tolerância posicional final de ±0,025 mm possa ser alcançada.
- Gerenciamento integrado de ferramentas e fresamento de alta eficiência: Também introduzimos refrigeração de alta pressão e estratégia de sequência de ferramentas no magazine da máquina. Isto foi possível para a estabilidade em cavidades profundas e para a execução de estratégias de fresamento de alta eficiência com cargas de cavacos uniformes, alcançando assim uma redução de 40% no tempo de ciclo e uma imensa melhoria na vida útil da ferramenta.
Este caso oferece completude no que diz respeito à implementação de tecnologia muito além da propriedade de máquinas. Também exibe altas habilidades na transformação de processos, programação CAM aprimorada, juntamente com qualidade no processo, na superação de restrições práticas durante o tempo de produção. O documento serve como referência competitiva para alcançar melhoria holística da eficiência e precisão suprema na usinagem de peças complexas por meio de engenharia Soluções de 5 eixos .

Que desafios técnicos a usinagem CNC automotiva enfrenta na era dos veículos de nova energia?
A transição para novos veículos energéticos introduz desafios técnicos sem precedentes em usinagem CNC automotiva . Por exemplo, componentes grandes, como bandejas de baterias de grandes dimensões e motores de cavidades profundas, exigem extrema precisão em escala macro. O relatório a seguir apresenta a solução para essas dificuldades únicas no processo de fabricação:
Superando a distorção de grande formato para precisão macro
Usinagem de bandeja de bateria de 2.000 x 1.500 mm. Planicidade de 0,1 mm ou melhor a ser alcançada, apesar de considerações de distorção térmica e de fixação. A abordagem de usinagem proposta incluiria um sistema de fixação que permite uma distribuição igual e definida de forças na fixação. A maior importância seria dada à sequência adequada de usinagem no desbaste seguida pela equalização térmica nas etapas de usinagem de acabamento.
Permitindo usinagem estável de cavidades profundas com ferramentas de alto D:R
Isso ocorre porque a carcaça do motor com uma relação profundidade-diâmetro de 5:1 apresenta enormes dificuldades na deflexão da ferramenta e no escoamento de cavacos. Neste sentido, estamos empregando uma ferramenta de alcance avançado com um caminho de evacuação para o líquido refrigerante. Em relação à usinagem, estamos empregando padrões de usinagem trocoidal bem balanceados, juntamente com cortes de profundidade apropriados que garantem fatores de força radial favoráveis tanto para a fixação da fresa quanto para força de alta pressão para evacuação.
Integração de compensação volumétrica para precisão de configuração única
No processo de produção de peças tão grandes e complexas em um único acessório na máquina de 5 eixos com mesa rotativa de 1,5m , é necessário realizar a compensação de erros geométricos na própria máquina CNC . Este processo é realizado por calibração de precisão volumétrica com rastreador a laser, no qual é registrada toda a área de trabalho. Esta função será utilizada para realizar a compensação de erros geométricos na máquina CNC.
Esta metodologia demonstra que o setor automotivo avançado Usinagem CNC para veículos de novas energias requer soluções de processo projetadas além das capacidades padrão. Ele fornece um modelo técnico competitivo focado no controle de distorção, gerenciamento dinâmico de ferramentas e compensação de precisão em nível de sistema para resolver os desafios técnicos concretos de escala, complexidade e precisão .
Como os componentes automotivos leves podem alcançar avanços por meio da usinagem de 5 eixos?
O problema na fabricação avançada e peças automotivas leves como caixas de bateria topologicamente otimizadas consistem na usinagem de recursos críticos sem distorção, o que por sua vez afeta a qualidade dos componentes fabricados. A resposta a este problema baseia-se na implementação de tecnologias que combinem:
- Mitigação da distorção de paredes finas por meio de simulação de usinagem preditiva: A deformação é bastante provável em paredes com 1,2 mm de espessura. Para contornar este problema, optou-se por realizar uma simulação de usinagem através de análise de elementos finitos . Através da simulação, pudemos prever os valores de força e, portanto, de deformação que nos ajudaram a modificar a simulação de usinagem para garantir que mantivéssemos o nível de tolerância de ±0,1mm .
- Traduzindo a otimização de topologia em sequências de usinagem estáveis: A forma resultante, formada por meio de otimização de topologia , possui uma estrutura orgânica, que é difícil de fixar e de usinar. Em nossa solução, dividimos o processo geral em etapas. Em primeiro lugar, existe uma peça semiacabada com igual excesso de material, desempenhando um papel na determinação da estabilidade da peça. A última etapa do contorno envolve fresamento de encaixe radial e fresamento ascendente simultaneamente para criar cortes de força iguais para fixar as paredes.
- Integração de percursos adaptativos para compensação dimensional: Embora simulado, alguma variação pode ser introduzida por tensões. Nós, em nosso processo, temos uma máquina adaptativa com circuito fechado. Após o semiacabamento, nossas dimensões críticas seriam verificadas por sondagem na máquina. Portanto, seríamos capazes de produzir um percurso final da ferramenta de acabamento como forma de corrigir o retorno elástico e o desvio, de modo a garantir que não haja distorção além de 0,05 mm.
Ao contrário dos processos convencionais de usinagem de 5 eixos , pode-se observar que existe uma interface entre FEA de previsão, sequenciamento de processo e técnicas de compensação na abordagem atual. Existem bases tecnológicas estabelecidas que possibilitam a produção eficiente de peças automotivas leves e de natureza complexa em termos de controle das variáveis do processo de fabricação, que irão realizar a redução ideal de peso e o potencial ideal de liberação de rigidez por meio da otimização topológica .

Figura 2: Produção de alta precisão de componentes detalhados de veículos elétricos pela LS Manufacturing
Quais processos de 5 eixos são necessários para os principais componentes de veículos elétricos?
O Fabricação de componentes EV requer altos níveis de tolerância e estabilidade térmica. A seguir estão os métodos que eliminariam os desafios envolvidos nos processos especiais críticos com máquinas de 5 eixos e controle de qualidade : Disponíveis para uso no processo de garantia da estanqueidade do motor e da correção dimensional da carcaça do redutor:
Garantindo a integridade da vedação do líquido refrigerante da carcaça do motor
A parte mais difícil foi garantir a natureza estanque das vedações, especialmente com um grande número de áreas internas de camisas de água. Para resolver o problema, decidimos realizar a área crítica de vedação em uma única peça com um movimento de máquina de 5 eixos, sem quaisquer juntas. Além disso, foi empregada uma inspeção em processo que verifica a planicidade de ≤0,01 mm de uma só vez antes de desapertar as peças de trabalho.
Manutenção de geometria de furo ultraprecisa para redutores
Ao lidar com furos de rolamento da carcaça do redutor, que exigem cilindricidade inferior a 0,008 mm , as causas significativas foram deflexões térmicas. Uma operação de usinagem de redução foi conduzida em um ambiente com temperatura controlada cujas temperaturas são definidas em 20°C ±1°C . Isto é seguido pela fase de estabilização térmica após a operação de usinagem. O furo só pode ser totalmente acabado após a estabilização da temperatura da peça ter sido alcançada.
Garantindo a estabilidade do processo para produção em volume
Para atingir um rendimento médio de primeira passagem de 99,5% , implementamos um sistema de compensação em tempo real e de circuito fechado em cada máquina. Isso resultou nos dados do CMM , após o processo, sendo usados para fornecer feedback à máquina-ferramenta, de modo que o parâmetro da máquina-ferramenta fosse variado com base no desgaste da ferramenta/diferença de temperatura.
Este é o nível de sofisticação visto na integração de processos quando usinagem de precisão em 5 eixos , câmaras ambientais e metrologia têm visto uma tendência em que funcionam como parte de um ponto de vista de sistemas integrados, em vez de serem vistos como parte de um fluxo orquestrado relacionado a diferentes processos realizados um após o outro. Esta é a forma orientada por dados com a qual nos especializamos em abordar os níveis de tolerância específicos e rígidos exigidos pela fabricação de componentes EV de qualidade em alto volume.
Como a fabricação automotiva eficiente pode otimizar os ciclos de produção por meio da tecnologia de 5 eixos?
Na busca de fabricação automotiva de alta eficiência , otimizar o ciclo de produção é essencial. Este relatório técnico descreve o impacto que a incorporação de modernas máquinas de 5 eixos trouxe na produção de componentes complexos como os corpos das caixas de velocidades . Este documento técnico destina-se apenas ao pessoal técnico.
| Aspecto | Antes da otimização | Após a implementação de 5 eixos |
| Etapas de processamento | 28 canais de óleo usinados separadamente | 28 canais de óleo concluídos em uma configuração |
| Tempo do ciclo de produção | 45 minutos |
28 minutos ( 37,8% redução) |
| Melhoria da vida útil da ferramenta | Linha de base | Aumentou em 30% |
| Carga do fuso | Frequentemente excedeu 90% | Consistentemente abaixo de 80% |
| Estabilidade Operacional | Paradas intermitentes | Permite produção contínua 24 horas por dia, 7 dias por semana |
Os dados comprovaram assim o fato de que o processo integral do Processo de usinagem de 5 eixos O procedimento com a otimização do processo de precisão tem um impacto decisivo na compressão do ciclo de produção . A aplicação da estratégia consistiria na combinação das propriedades multiângulos em uma configuração, juntamente com a utilização da otimização dos parâmetros para garantir que o fato da carga do fuso não exceda 80%, o que afetaria claramente o aumento da vida útil das ferramentas/máquinas. A conclusão do relatório oferece informações técnicas autênticas.
Como a usinagem automotiva de precisão garante precisão e estabilidade em nível de mícron?
Uma precisão de nível mícron é necessária para usinagem automotiva de precisão . Este relatório explora uma forma de garantia de estabilidade e aprofunda metodologias e condições. Ele fornece informações técnicas que podem ser usadas para alcançar estabilidade e tomar decisões.
| Categoria de controle | Metodologia/Equipamento | Métrica de desempenho alvo |
| Calibração de Máquina | Interferômetro Laser Periódico | Precisão de posicionamento: ±0,003 mm |
| Precisão Dinâmica | Teste regular de Ballbar | Erro de contorno circular: ≤0,008 mm |
| Controle ambiental | Oficina climatizada | Temperatura constante: 20°C ±1°C |
Requer um sistema integrado para garantir um certo nível de precisão em nível de mícron . Em um nível de garantia de estabilidade de resultados, as calibrações periódicas especificadas de laser e ballbar com base nos critérios mencionados acima devem ser mantidas, juntamente com os requisitos de dados de entrada especificados de fatores ambientais. Este relatório técnico fornece uma solução técnica para processos de usinagem automotiva de precisão de alto valor.

Figura 3: Fabricação sofisticada de peças de veículos usando usinagem multieixo controlada por computador pela LS Manufacturing
Quais técnicas especiais são necessárias para usinagem de 5 eixos de peças automotivas complexas?
Bem-sucedido Usinagem de 5 eixos para peças complexas deve se envolver ativamente no tratamento da interferência da ferramenta, estabilidade e acessibilidade geométrica. Estes são alguns dos requisitos técnicos importantes não abordados pela atual abordagem de programação padrão:
Eliminando riscos de colisão por meio da verificação de gêmeos digitais
O porta-ferramenta, o fuso e a peça de trabalho são as áreas problemáticas críticas em colisões. O software VERICUT fornece um gêmeo digital da máquina, do acessório e da peça de trabalho. Ele executa uma simulação de todo o programa CNC e a detecção de interferências acontece automaticamente no software, permitindo que alterações sejam feitas off-line nos caminhos do programa e nos porta-ferramentas.
Habilitando o acesso com controle otimizado do eixo da ferramenta
Para a situação que envolve formas complexas, surge a necessidade da mudança dinâmica na orientação da ferramenta de corte. Para o presente caso, o surgimento e a discussão apresentam a ideia relacionada à utilização do controle vetorial de eixos para a ferramenta de corte no contexto do sistema CAM. Isto incluiria a mudança dinâmica de posicionamento da ferramenta de corte, com o ângulo de corte na posição ideal, sem a opção de uma possível colisão, com a ferramenta de corte evitando todas as características da peça.
Garantindo estabilidade com estratégias de ferramentas projetadas
Quando consideramos as ferramentas de corte de tamanhos grandes e finos, percebemos que os problemas de deflexão e marcas de trepidação podem representar desafios tanto em relação à qualidade quanto à precisão do corte. Entretanto, o uso de ferramentas de corte de longo alcance e trajetórias de usinagem adequadas é essencial nesse sentido. Para efeito de análise, proporcionamos a utilização de ferramentas de corte com altas relações L/D e usinagem trocoidal juntamente com usinagem eficiente.
Esta abordagem demonstra que a usinagem confiável de 5 eixos para peças complexas depende de um fluxo de trabalho preventivo e digital. A competência principal é integrar simulação cinemática para evitar colisões , programação precisa do eixo da ferramenta e estratégias de percurso de ferramenta específicas da aplicação para reduzir o risco da usinagem de componentes intrincados e de alto valor, transformando requisitos técnicos complexos em resultados previsíveis.
Como a fabricação automotiva avançada pode obter atualizações inteligentes?
A passagem para o fabricação automotiva avançada requer uma mudança do regime reativo para o regime preditivo. Como conceito, o uso de dados de máquina de forma preditiva para otimizar operações é realmente o ponto principal do desafio em questão. Envolve as seguintes etapas durante o processo de atualização inteligente baseado em dados :
Estabelecendo uma infraestrutura abrangente de aquisição de dados
A fundação está implementando uma malha de sensores IoT em torno de máquinas-ferramentas críticas. Os sensores são calibrados para medir parâmetros operacionais vinculados a máquinas-ferramentas. Os parâmetros operacionais das máquinas são canalizados para uma rede rápida para a plataforma industrial central IoT-IIoT, criando uma impressão digital ininterrupta.
Desenvolvimento de modelos preditivos para consumíveis críticos
A falha das ferramentas causa tempo de inatividade. Começamos a construir um histórico com base nos dados do sensor relacionados aos dados reais de desgaste da ferramenta. Ao fazer isso, formulamos um algoritmo baseado em técnicas de aprendizado de máquina baseadas em determinados padrões, como alguns níveis de vibração, o que nos dará a previsão da vida restante com precisão ≥85%, e a troca preventiva da ferramenta tornou-se uma tradição sem nenhum desligamento.
Otimizando a eficácia geral do equipamento por meio de análises
Para que o OEE tenha seu maior valor, implementamos as informações da máquina, o tempo de execução, o tempo de ciclo e as causas do tempo de inatividade no sistema de execução da fabricação. Isto permite que a parte analítica do sistema seja informada sobre os motivos da perda de eficiência, e os motivos típicos para a perda de eficiência são longos tempos de configuração e tempos de inatividade com pequenos valores de perda. Esta seção maximiza as atividades de manutenção preditiva e melhorias para o OEE com um nível de eficiência de 85% .
Esta visão delineia o futuro da tecnologia necessária para efetuar a atualização inteligente . Isso envolve a construção de camadas de dados utilizando sensores, análises preditivas para identificar os principais modos de falha, bem como aproveitar uma análise da eficácia geral do equipamento. Ele fornece um plano para alcançar um estado de fabricação preditivo e orientado por dados , indo além da conectividade básica para resolver desafios tangíveis de disponibilidade e desempenho na fabricação automotiva avançada .
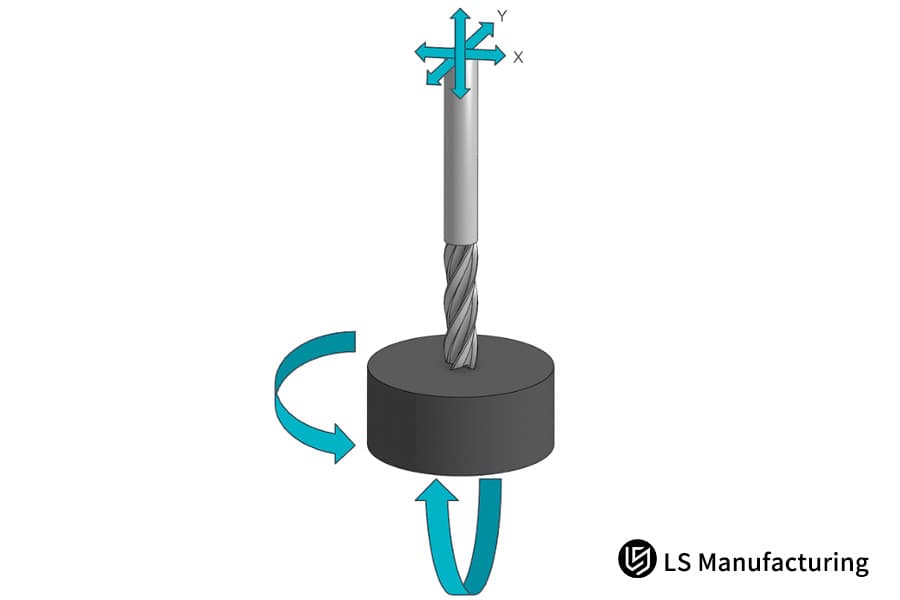
Figura 4: Produção rápida de componentes de veículos usando usinagem computadorizada de 5 eixos pela LS Manufacturing
Quais capacidades básicas são necessárias para fabricantes de peças automotivas de precisão?
UM fabricante de componentes automotivos de precisão exigiria a capacidade de obter medições de precisão em nível micrométrico. Isso por si só envolve a integração do planejamento e da rastreabilidade no chão de fábrica. A seguir descrevemos os principais recursos essenciais e sua implementação:
Qualidade antecipada e desenvolvimento de processos
Para reduzir o risco das atividades downstream, adotamos o princípio do Planejamento Avançado da Qualidade do Produto (APQP) , visando o lançamento antecipado de 30% no projeto. Isto é conseguido através do princípio de workshops de engenharia simultâneos, características críticas das peças, análise de falhas e desenvolvimento de planos de controle.
Implementando verificação em processo em tempo real
Uma breve verificação dos produtos acabados não é suficiente. Fechamos o ciclo tecnológico quando verificamos o trabalho em andamento na própria linha de usinagem usando sensores touch-probe em conjunto com sistemas laser. Isto forma um processo de circuito fechado onde qualquer variação além dos limites de controle especificados necessita de um ajuste/desligamento da máquina porque a produção de itens não conformes não é permitida.
Habilitando rastreabilidade de lote completo para análise de causa raiz
O isolamento rápido significa que há uma detecção de não conformidade. O rápido isolamento ou contenção foi conseguido através da utilização de um sistema de rastreabilidade eletrônica que atribui um ID a cada componente, fazendo com que todo o conjunto de informações relacionadas à fabricação, por exemplo, lote de material, parâmetro da máquina, inspeção, operador, entre outros, seja vinculado a esse ID específico para um rápido isolamento do lote, bem como para realizar uma análise de causa raiz.
Essas atividades se entrelaçam para formar o moderno conjunto de ferramentas de qualidade que o fabricante de componentes automotivos de precisão deve seguir. A habilidade é demonstrada não pelo equipamento da oficina mecânica, mas pela utilização garantia de qualidade no APQP, por controles em tempo real no SPC e pela rastreabilidade digital.
LS Manufacturing Setor de Veículos de Nova Energia: Projeto de Processamento Integrado para Bandejas de Bateria
Uma das maiores dificuldades na usinagem no setor de veículos de nova energia, onde os métodos de usinagem em vários estágios permaneceram a convenção, é o objetivo de garantir a integridade estanque com precisão dos invólucros de bateria de alumínio de grande porte . A seguir está a descrição de como o construtor de máquinas LS Fabricação superou o gargalo de produção criando uma solução de usinagem de eixo:
Desafio do cliente
A superfície de vedação da bandeja da bateria do cliente, construída em alumínio da série 6000 , deveria ter: planicidade ≤0,1mm . Além disso, conforme indicado acima, houve um erro total acumulado de 0,3 mm nas seis etapas anteriores da configuração do processo, e isso indicou que o sistema vazou em 5% . Além disso, o tempo de ciclo de 8 horas indicava que o processo de produção estava em fase de gargalo e, como tal, a produção de 50.000 unidades anuais estava comprometida.
Solução de Fabricação LS
No nosso caso, o sistema de produção global foi criado com base num princípio de produção integrada que empregou um Centro de usinagem pórtico de 5 eixos e um acessório de configuração única desenvolvido individualmente para facilitar a usinagem de todas as superfícies de vedação, furos roscados e canais de resfriamento em uma única operação de fixação. Métodos de usinagem de alta velocidade com sp foram adotadas velocidades de indle de 12.000 rpm e avanços de 15 m/min .
Resultados e valor
Assim, garantiu-se que a planicidade da superfície de vedação fosse de 0,08 mm , reduzindo assim a taxa de vazamentos em 0,1% . O tempo do ciclo de produção foi reduzido para 4,5 horas ; assim, permitiu a meta de produção de 50 mil unidades por ano . Assim, garantiu que a remoção de testes de vazamento e retrabalho 100% off-line fosse feita, garantindo assim que o aumento da produção para o cliente fosse feito de forma satisfatória com o resultado da fabricação de precisão.
Este exemplo prova a capacidade e competência da LS Manufacturing que pode entregar o Solução de usinagem de 5 eixos enfrentar desafios específicos de produção de alto valor . O padrão inovador para a produção de componentes de veículos elétricos de grande formato foi definido pela transformação do processo ineficiente para a solução de usinagem de configuração única .
Se você deseja obter usinagem de alta precisão de componentes automotivos em uma única configuração, entre em contato conosco hoje mesmo para uma avaliação profissional de suas necessidades.

Perguntas frequentes
1. Quais são as vantagens da usinagem de 5 eixos em relação à usinagem de três eixos na produção de automóveis?
O processo de usinagem do Máquina de 5 eixos pode facilitar o processamento da superfície curva complexa ao mesmo tempo, e os efeitos de encurtar o tempo de fixação e melhorar a precisão podem ser alcançados. Isso pode ser usado para o processo de usinagem de peças leves de carros de nova energia.
2. Como garantir a consistência na produção em massa de peças automotivas?
Pela aplicação da tecnologia SPC, com parâmetros críticos acima de CPK = 1,67 , a qualidade dos lotes é garantida através da calibração dos equipamentos.
3. O que é processamento de componentes de veículos com novas energias?
Eles devem ser capazes de vedar bem e devem ser projetados para serem leves e ideais para remoção de calor, a fim de atender aos requisitos de alta precisão para usinagem .
4. Quanto tempo dura o retorno do investimento para máquinas de 5 eixos?
Na produção em massa, o tempo total de produção de peças automotivas seria geralmente de 12 a 18 meses . Isso pode variar dependendo das peças automotivas produzidas.
5. Como controlar a deformação durante a usinagem de peças de paredes finas?
Ao aplicar procedimentos de usinagem simétricos, otimizar os parâmetros de corte e controlar a força de corte e a deformação térmica, mantém o valor da deformação em 0,1 mm constantemente.
6. O que devo fazer para obter a certificação na indústria automotiva?
A certificação do sistema, de acordo com a IATF 16949 , e os testes de desempenho dos produtos em questão são obrigatórios.
7. Que técnicas especiais devem ser utilizadas na programação de 5 eixos?
Requer otimização dos vetores do eixo da ferramenta, detecção de colisão e otimização da estratégia de usinagem, além de software CAM especializado.
8. Como avaliar as capacidades de usinagem de 5 eixos de um fornecedor?
Além disso, qualquer nova fonte deve considerar a precisão dos equipamentos, a experiência do processo e os sistemas de qualidade; o único método capaz de testar as capacidades seria a usinagem experimental.
Resumo
Tudo isso porque o Tecnologia de usinagem de 5 eixos de facto, inaugurou uma inovação radical na indústria automóvel, especificamente naquelas relacionadas com automóveis ligeiros e eléctricos. Tudo isso foi alcançado por meio de inovações tecnológicas.
Entre em contato com nosso especialista em engenharia técnica para o desenvolvimento ou nossa análise de pré-processamento gratuita necessária para Usinagem de peças automotivas em 5 eixos na LS Fabricação. Em troca, os nossos especialistas analisarão os seus desafios com a peça específica do automóvel e fornecerão as suas próprias soluções.
A tecnologia de 5 eixos ajuda você a obter fabricação de alta precisão de componentes automotivos. Contate nossos especialistas para uma solução personalizada!
📞Tel: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Site: https://lsrpf.com/
Isenção de responsabilidade
O conteúdo desta página é apenas para fins informativos. Serviços de fabricação LS Não há representações ou garantias, expressas ou implícitas, quanto à exatidão, integridade ou validade das informações. Não se deve inferir que um fornecedor ou fabricante terceiro fornecerá parâmetros de desempenho, tolerâncias geométricas, características específicas de projeto, qualidade e tipo de material ou mão de obra através da rede LS Manufacturing. É responsabilidade do comprador. Exigir peças cotação Identifique os requisitos específicos para essas seções. Entre em contato conosco para mais informações .
Equipe de Fabricação LS
LS Manufacturing é uma empresa líder do setor . Concentre-se em soluções de fabricação personalizadas. Temos mais de 20 anos de experiência com mais de 5.000 clientes e nos concentramos em usinagem CNC de alta precisão, Fabricação de chapas metálicas , Impressão 3D , Moldagem por injeção . Estamparia metálica e outros serviços de fabricação completos.
Nossa fábrica está equipada com mais de 100 centros de usinagem de 5 eixos de última geração, certificados pela ISO 9001:2015. Fornecemos soluções de fabricação rápidas, eficientes e de alta qualidade para clientes em mais de 150 países ao redor do mundo. Quer se trate de produção em pequeno volume ou personalização em grande escala, podemos atender às suas necessidades com a entrega mais rápida em 24 horas. escolha LS Fabricação. Isso significa eficiência de seleção, qualidade e profissionalismo.
Para saber mais, acesse nosso site: www.lsrpf.com .


