
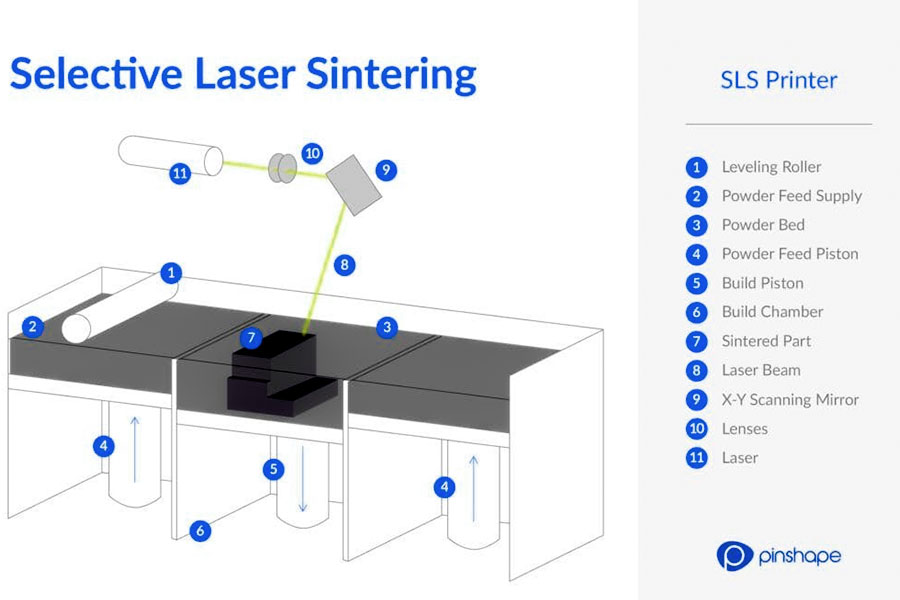
Как работает селективное лазерное спекание (SLS)?
Принцип работы технологии SLS основан на принципе дискретного послойного нанесения. Сначала порошковый материал предварительно нагревается до температуры немного ниже точки плавления, а затем под управлением компьютера лазерный луч выборочно спекает материал на основе информации о поперечном сечении слоев. После завершения спекания одного слоя рабочий стол опускается на один слой, наносится новый слой порошка, и спекается новый слой поперечного сечения. Этот процесс повторяется до тех пор, пока не будет сформирована вся трехмерная твердая структура.
Каковы ключевые этапы процесса селективного лазерного спекания?
1. Печать
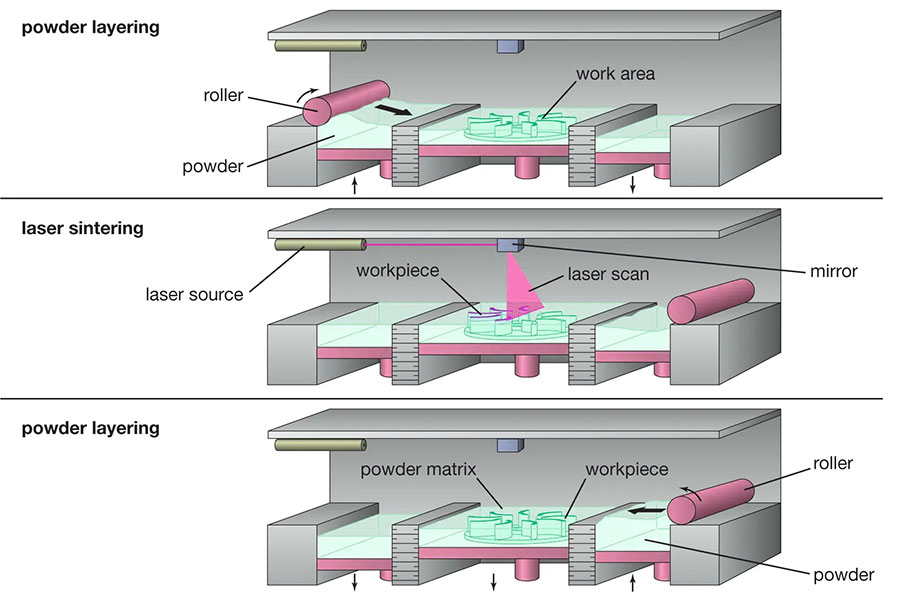
Процесс SLS-печати уникален по сравнению с другими процессами аддитивного производства, такими как послойное наплавление (FDM) . Сначала исходный порошок предварительно нагревается (чтобы лазеру требовалось меньше энергии) и наносится тонким слоем на платформу рабочей камеры. Затем лазер сканирует или фотографирует срезы порошка так, чтобы их форма соответствовала модели поперечного сечения, при этом материал спекается по мере печати. Оставшийся нерасплавленный порошок действует как поддерживающий слой, когда рабочая камера опускается на один уровень и добавляется больше материала. Этот процесс повторяется до завершения печати.
2. Охладитесь
Затем напечатанная деталь подвешивается на горячем порошковом слое. Для уменьшения дефектов и повышения стабильности размеров необходимо равномерно охлаждать рабочую камеру, что может занимать до половины общего времени печати. Это охлаждение должно быть постепенным, и охлаждение рабочей камеры может уменьшить механические дефекты и помочь предотвратить деформацию.
3. Постобработка
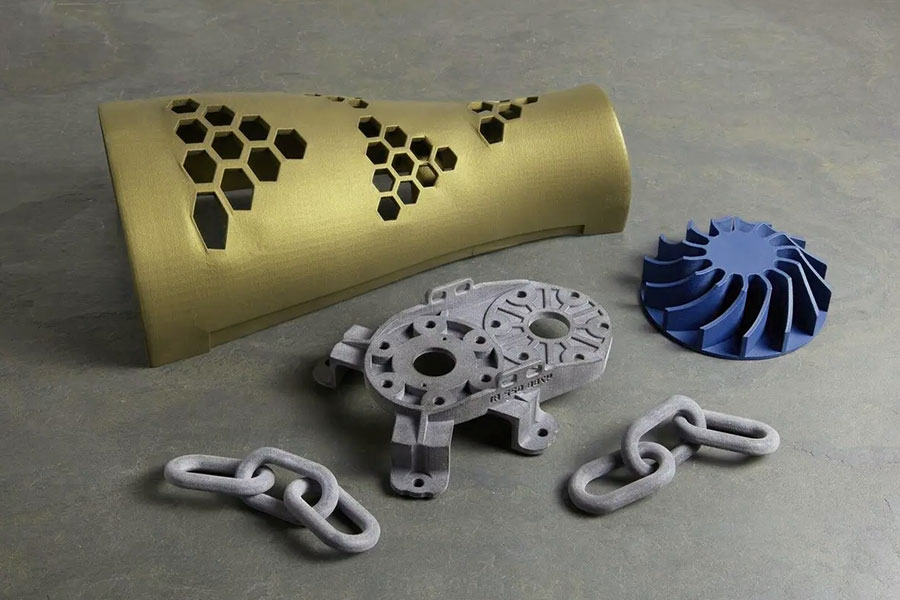
После охлаждения излишки порошка удаляются и перерабатываются. Для переработки деталей из рабочей камеры их необходимо вручную просеять для удаления излишков порошка, а затем очистить сжатым воздухом, чтобы подготовить их к окончательной обработке. Детали, изготовленные методом SLS, известны своей уникальной поверхностной обработкой, достигаемой в процессе спекания . Для достижения превосходных свойств материала и качества поверхности детали могут быть подвергнуты постобработке — пескоструйной обработке и обработке в барабанном барабане для улучшения качества поверхности.
Каковы преимущества и недостатки селективного лазерного спекания?
Преимущества и недостатки технологии селективного лазерного спекания (SLS) заключаются в следующем:
| Преимущества | Недостатки |
| В процессе селективного лазерного спекания (SLS) детали не требуют дополнительных опорных материалов, поскольку порошок сам выступает в качестве подложки. При условии правильного проектирования пути вывода порошка, можно легко печатать сложные внутренние структуры. | По сравнению с другими технологиями 3D-печати, такими как послойное наплавление (FDM), выбор материалов для селективного лазерного спекания (SLS) относительно невелик. В SLS можно использовать такие материалы, как нейлон, полистирол и ТПУ, но нейлон является наиболее распространенным материалом благодаря своим превосходным свойствам. |
| Хотя в технологии SLS обычно используется нейлоновый порошок белого, черного или серого цвета, после печати эти детали могут приобретать различные цвета в процессе окрашивания. | Поскольку в процессе SLS-печати пластиковые частицы не полностью расплавляются в однородное вещество, а соединяются между собой только путем спекания на концах, в напечатанных деталях остаются крошечные зазоры, из-за чего детали выглядят пористыми. |
| Технология SLS позволяет печатать детали с очень мелкими и высокодетализированными элементами. Это достигается благодаря чрезвычайно малому размеру лазерного фокуса, что позволяет печатать элементы размером до 0,75 мм. | В процессе SLS-печати перерабатывается лишь около 50% неиспользованного порошка. Это означает, что со временем значительная часть материала окажется непригодной для повторного использования. По сравнению с такими технологиями, как FDM или стереолитография (SLA), SLS имеет определенный уровень отходов при утилизации материала. |
|
По сравнению с такими технологиями, как послойное наплавление (FDM) или даже стереолитография (SLA), скорость печати SLS относительно высока, поскольку каждый слой порошка может быть спечен лазером практически мгновенно. |
По сравнению с технологиями SLA и FDM, стоимость технологии SLS выше, главным образом потому, что ее основная технология — использование лазера для спекания материала — относительно сложна и требует специальных навыков. |
Какие материалы используются при селективном лазерном спекании?
В технологии селективного лазерного спекания (SLS) в основном используются следующие типы материалов:
1. Пластиковый порошок:
- Нейлон, включая PA12, PA11 и др., является одним из наиболее часто используемых материалов в технологии SLS. Нейлон обладает хорошими механическими свойствами и термической стабильностью, что делает его пригодным для изготовления различных функциональных деталей и прототипов.
- Термопластичный полиуретан (ТПУ): ТПУ обладает превосходной эластичностью и износостойкостью, что делает его подходящим для применений, требующих определенной степени гибкости и долговечности.
Кроме того, в технологии SLS также используются такие материалы, как полистирол (PS), поликарбонат (PC), АБС-пластик и др., но их применение менее распространено, чем использование нейлона и ТПУ.
2. Металлический порошок:
Хотя металлический порошок не является основным материалом в технологии SLS, он также используется в некоторых специальных областях применения. Металлические порошки, такие как титан , алюминий, нержавеющая сталь и т. д., при соответствующих условиях обработки могут быть использованы для изготовления деталей с металлическими свойствами с помощью технологии SLS. Однако следует отметить, что процесс SLS с использованием металлического порошка часто называют селективным лазерным плавлением (SLM), что отличается от SLS по технологическим характеристикам.
3. Композитный порошок:
Композитный порошок — это порошок, полученный путем смешивания двух или более материалов . В технологии SLS композитные порошки могут использоваться для повышения прочности, твердости или других специальных свойств деталей. Например, смешивание стекловолокна или углеродного волокна с пластиковым порошком позволяет создавать детали с большей прочностью и жесткостью.
4. Керамический порошок:
Керамические порошки также используются в технологии SLS , но применяются реже, чем пластиковые и металлические порошки. Керамические порошки часто используются со связующим веществом, которое плавит и связывает керамические частицы в процессе спекания, образуя плотную керамическую деталь.
Чем технология SLS отличается от других методов 3D-печати?
1. SLS против SLA (стереолитография):
- Технология SLA (Slage Alternate Lab) затвердевает жидкую смолу под воздействием лазерного излучения , что обеспечивает очень гладкую поверхность.
- В отличие от других технологий, технология SLS использует порошкообразные материалы и консолидирует их посредством лазерного спекания. Полученные детали, как правило, обладают более прочной внутренней структурой и большей механической прочностью, хотя для достижения гладкости их поверхности может потребоваться дополнительная обработка.
2. SLS против FDM (моделирование методом послойного наплавления):
- Технология FDM позволяет создавать объекты слой за слоем путем экструзии термопластичных материалов, что является относительно экономичным, простым в эксплуатации и обслуживании методом.
- Однако технология SLS, как правило, обеспечивает большую точность и лучшее сцепление между слоями, что приводит к созданию более прочных и долговечных деталей. Кроме того, в технологии SLS используется более широкий спектр порошковых материалов, включая высокоэффективные материалы, такие как нейлон и ТПУ.
3. SLS против SLM (селективное лазерное плавление):
- Технология SLM специально разработана для печати металлом. Она использует высокоэнергетические лазерные лучи для полного расплавления и затвердевания металлического порошка в твердое вещество, что подходит для изготовления высокоточных металлических деталей.
- В отличие от этого, технология SLS в основном ориентирована на спекание полимерных (пластиковых) порошков. Хотя она также может работать с некоторыми композитными и керамическими материалами, она не обладает преимуществами SLM в печати металлом .
Каковы области применения селективного лазерного спекания?
Технология селективного лазерного спекания (SLS) нашла широкое применение во многих областях благодаря своим уникальным преимуществам. Ниже приведено подробное описание областей ее применения:
1. Аэрокосмическая промышленность
Технология селективного лазерного спекания (SLS) продемонстрировала свою уникальную ценность в аэрокосмической отрасли . Промышленность внедрила технологию SLS с целью сокращения времени производственного цикла. Инженеры используют аддитивные технологии для изготовления деталей, что не только снижает затраты, но и значительно сокращает время производства. Развитие аэрокосмической отрасли также получило импульс благодаря разработке новых высокотемпературных материалов. Аддитивное производство уже давно является важной частью аэрокосмических применений. Последние технологические достижения показали, что технология SLS может еще больше повысить эффективность работы цепочки поставок в аэрокосмической отрасли. В аэрокосмической сфере технология SLS оказала глубокое влияние на все этапы — от проектирования изделий и производства деталей до сборки и технического обслуживания. Как эффективный способ быстрого прототипирования, она экономит отрасли ценное время и деньги на протяжении всего цикла разработки продукта.
2. Медицинская промышленность
В медицинской промышленности постепенно расширяется внедрение технологии селективного лазерного спекания (SLS) . Хотя технология SLS изначально была разработана для промышленного производства, она продемонстрировала большой потенциал и привлекла широкое внимание в медицинской сфере. Традиционные методы производства хирургических инструментов и имплантационных материалов в основном основаны на литье или механической обработке. Однако с применением SLS-принтеров медицинская промышленность может быстро производить модели, инструменты и детали. В таких областях, как ортопедия, биомедицинская инженерия, стоматология и нейрохирургия, технология SLS используется для создания структурных моделей. Эти модели играют важную роль в медицинской диагностике, планировании лечения и производстве имплантатов. Кроме того, технология SLS интенсивно изучается для создания имплантатов с уникальными геометрическими свойствами, такими как каркасы для восстановления тканей. С развитием технологий модель SLS доказала свою эффективность в различных хирургических процедурах и, как ожидается, откроет новые возможности применения в медицинской сфере.
3. Автомобильная промышленность
Применение технологии селективного лазерного спекания (SLS) в автомобильной промышленности неудивительно, особенно учитывая непрерывные технологические инновации в этой отрасли. Технология SLS используется не только в серийном производстве автомобилей, но и помогает гоночным командам разрабатывать инновационные конструкции и тестировать их с большей скоростью. Формула-1 — отличный пример гоночной организации, успешно использующей технологию 3D-печати SLS, позволяющую быстро производить, тестировать и оптимизировать детали для обеспечения превосходных характеристик. Помимо основных и сложных компонентов, технология SLS играет ключевую роль в проектировании аэродинамической конструкции гоночных автомобилей.
4. Приложения для быстрого прототипирования
По сравнению с другими процессами аддитивного производства, технология селективного лазерного спекания (SLS) позволяет получать материалы со свойствами, аналогичными свойствам деталей, изготовленных механическим способом. Это означает, что детали, изготовленные методом SLS, могут использоваться для функционального тестирования и маркетинговых демонстраций, ускоряя вывод на рынок новых или улучшенных продуктов. По мере того, как технология SLS получает все более широкое распространение в современном обществе, проблемы вывода продукции на более широкий рынок значительно снижаются.
Какие существуют распространенные методы постобработки деталей, изготовленных методом SLS?
Детали, изготовленные методом селективного лазерного спекания (SLS), могут подвергаться различным видам постобработки для улучшения качества поверхности, эксплуатационных характеристик и соответствия конкретным требованиям применения. Вот некоторые распространенные методы постобработки деталей, изготовленных методом SLS :
- Удаление порошка: После формовки детали излишки порошка прилипают к поверхности и требуют удаления. Обычно большая часть окружающего порошка удаляется щеткой. Оставшийся порошок можно удалить механической вибрацией, микроволновой вибрацией, потоком воздуха с разных сторон или сжатым воздухом. Кроме того, сформированные детали можно погрузить в специальный растворитель. Растворитель растворяет рассеянный порошок, но не растворяет затвердевшие и сформированные детали, тем самым обеспечивая удаление порошка.
- Шлифовка поверхности: Цель шлифовки — удаление различных заусенцев и следов обработки на заготовке , а также исправление деталей, которые были пропущены или не могут быть обработаны в процессе производства. Шлифовка обычно делится на первичную и вторичную полировку, которая выполняется вручную. Обычно используются напильники и наждачная бумага. Для однократной полировки используются два или более типа наждачной бумаги с зернистостью от 180 до 360 в порядке от крупной к мелкой, пока поверхность заготовки не станет гладкой. Вторичная полировка проводится после высыхания распыленной смоляной смеси. Используйте наждачную бумагу с зернистостью 360–600 для полировки поверхности заготовки до толщины 35–50 мкм, чтобы обеспечить хорошее сцепление между поверхностью заготовки и верхним покрытием.
- Пескоструйная обработка поверхности: для пескоструйной обработки поверхности детали используется распыляемый материал с размером частиц 75–115 мкм (например, стекловолокно, глиноземный песок, керамический песок и т. д.). Пескоструйная обработка позволяет не только сдуть излишки порошка с поверхности заготовки, но и воздействовать на нее ударным воздействием и шлифованием, вызывая незначительную деформацию поверхности, тем самым устраняя часть остаточных напряжений после обработки, улучшая механические свойства поверхности заготовки, повышая усталостную прочность и улучшая ее адгезию к покрытию.
- Напыление и погружение: Напыление — это распыление на поверхность детали специальной смоляной смеси (например, эпоксидной смолы, отвердителя EP, абсолютного спирта и т. д.) или полиэфирной краски для образования защитного или декоративного слоя. Напыленный слой смолы заполняет неровности поверхности детали и повышает её твердость. Пропитка — это погружение жидких неметаллических веществ в поры пористого SLS-материала. Размер пропитанных деталей изменяется незначительно. Процесс сушки требует контроля таких параметров, как температура, влажность и поток воздуха.
- Термическая обработка: Для деталей, изготовленных методом лазерного спекания из металла или керамического порошка, необходима термическая обработка для дальнейшего улучшения их механических и термических свойств. Термическая обработка включает такие этапы, как нагрев, выдержка и охлаждение. Благодаря атомной диффузии и другим методам сохраняется форма спеченной детали, а также повышаются ее плотность и прочность.
- Полировка: Полировка — это дополнительная обработка поверхности детали для достижения более высокого качества поверхности и блеска. Полировка обычно выполняется с использованием таких инструментов, как полировальная паста и полировальная ткань.
- Покрытие: Покрытие — это нанесение на поверхность деталей слоя водонепроницаемого, антикоррозионного, прочного и эстетичного защитного материала для увеличения срока службы и улучшения внешнего вида деталей. К распространенным материалам для покрытия относятся различные покрытия, краски и т. д.
Почему стоит выбрать онлайн-сервис 3D-печати от LS?
- Обработка различных материалов: Мы можем обрабатывать самые разнообразные материалы, поэтому, независимо от того, какие детали вам необходимо обработать, мы можем предложить профессиональные решения .
- Конкурентоспособные цены: Мы предлагаем конкурентоспособные цены и экономически эффективные решения, чтобы клиенты могли получить максимальную выгоду в контроле затрат.
- Индивидуальные услуги: Предоставление индивидуальных решений, основанных на проектных требованиях и спецификациях заказчиков, для обеспечения соответствия деталей их уникальным потребностям.
- Быстрая доставка: Благодаря эффективным производственным процессам и гибким производственным планам мы можем своевременно доставлять заказы клиентов и удовлетворять срочные потребности проектов.
Краткое содержание
Селективное лазерное спекание (SLS) использует высокоэнергетический лазерный луч для послойного сканирования и спекания порошковых материалов с целью создания трехмерной твердотельной модели. Эта технология сочетает в себе преимущества автоматизированного проектирования (CAD) и лазерных технологий, что приводит к революционным изменениям в обрабатывающей промышленности. Технология селективного лазерного спекания (SLS), как передовая технология быстрого прототипирования, имеет широкие перспективы применения и огромный потенциал развития в производстве. Благодаря непрерывным технологическим инновациям и расширению области применения, технология SLS принесет еще больше инноваций и изменений в обрабатывающую промышленность.

Отказ от ответственности
Информация на этой странице представлена исключительно в ознакомительных целях. Компания LS не предоставляет никаких явных или подразумеваемых заверений или гарантий относительно точности, полноты или достоверности представленной информации. Не следует делать выводов о параметрах производительности, геометрических допусках, конкретных конструктивных особенностях, качестве и типе материалов или качестве изготовления относительно того, что будет поставлено сторонним поставщиком или производителем через сеть Longsheng. Ответственность за определение конкретных требований к деталям лежит на покупателе , запрашивающем ценовое предложение . Для получения дополнительной информации , пожалуйста, свяжитесь с нами .
Команда LS
LS — ведущая компания в отрасли, специализирующаяся на решениях для индивидуального производства. Имея более чем 20-летний опыт работы с более чем 5000 клиентами, мы специализируемся на высокоточной обработке на станках с ЧПУ , изготовлении изделий из листового металла , 3D-печати , литье под давлением , штамповке металла и других комплексных производственных услугах.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами и сертифицирован по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с доставкой в течение 24 часов. Выбирая LS Technology , вы выбираете эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com
Часто задаваемые вопросы
1. Как работает селективное лазерное спекание?
Принцип работы селективного лазерного спекания основан на принципе дискретного послойного нанесения. Сначала порошковый материал предварительно нагревается до температуры немного ниже точки плавления, а затем под управлением компьютера лазерный луч селективно спекает материал на основе информации о поперечном сечении слоев. После завершения спекания одного слоя рабочий стол опускается на один слой, наносится новый слой порошка, и спекается новый слой поперечного сечения. Этот процесс повторяется до тех пор, пока не будет сформирована вся трехмерная твердая структура.
2. Какова роль лазерного луча в процессе селективного лазерного спекания (SLS)?
В процессе SLS основная роль лазерного луча заключается в обеспечении энергии для быстрого расплавления и соединения частиц порошка. Траектория сканирования и мощность лазерного луча точно контролируются на основе данных среза, что обеспечивает точность и прецизионность спекания.
3. Какова роль лазерного луча в процессе селективного лазерного спекания (SLS)?
В процессе SLS основная роль лазерного луча заключается в обеспечении энергии для быстрого расплавления и соединения частиц порошка. Траектория сканирования и мощность лазерного луча точно контролируются на основе данных среза, что обеспечивает точность и прецизионность спекания.
4. Каковы перспективы развития технологии селективного лазерного спекания?
Благодаря постоянному развитию и инновациям в технологиях, ожидается дальнейшее совершенствование технологии SLS с точки зрения скорости, точности, диапазона выбора материалов и возможностей постобработки. Это будет способствовать применению и развитию технологии SLS в большем количестве областей и внедрению более эффективных, гибких и персонализированных методов производства в обрабатывающей промышленности.
Ресурс
1. Селективное лазерное спекание

📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением , штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com .


