
Wie funktioniert selektives Lasersintern (SLS)?
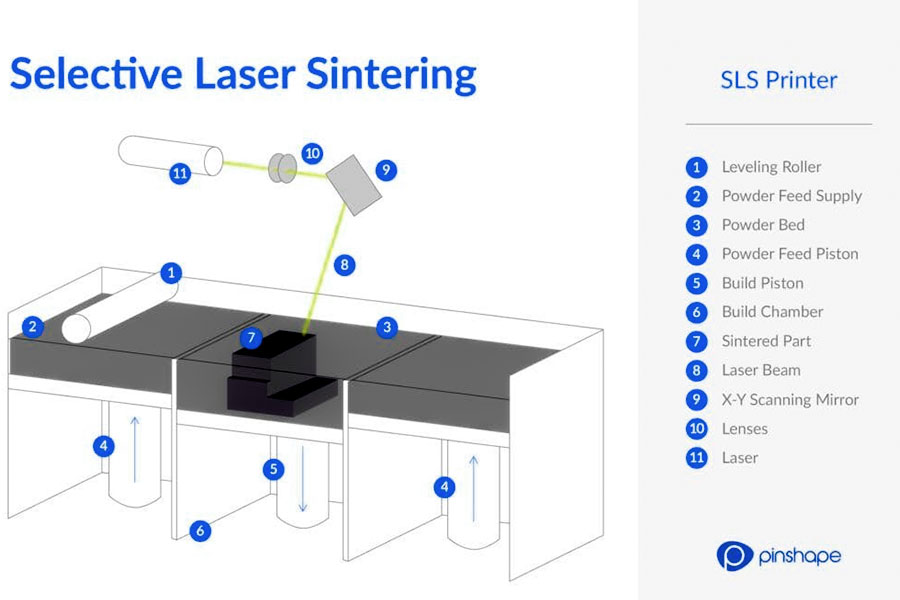
Das Funktionsprinzip der SLS-Technologie basiert auf dem Prinzip des diskreten Schichtaufbaus. Zunächst wird das Pulvermaterial auf eine Temperatur knapp unterhalb seines Schmelzpunktes vorgewärmt. Anschließend sintert der Laserstrahl unter Computersteuerung selektiv anhand der schichtweisen Querschnittsinformationen. Nach Abschluss des Sinterprozesses einer Schicht wird der Werkstückträger um eine Schicht abgesenkt, eine neue Pulverschicht aufgetragen und eine neue Querschnittsschicht gesintert. Dieser Vorgang wird wiederholt, bis die gesamte dreidimensionale Struktur fertiggestellt ist.
Was sind die wichtigsten Schritte beim selektiven Lasersintern?
1. Drucken
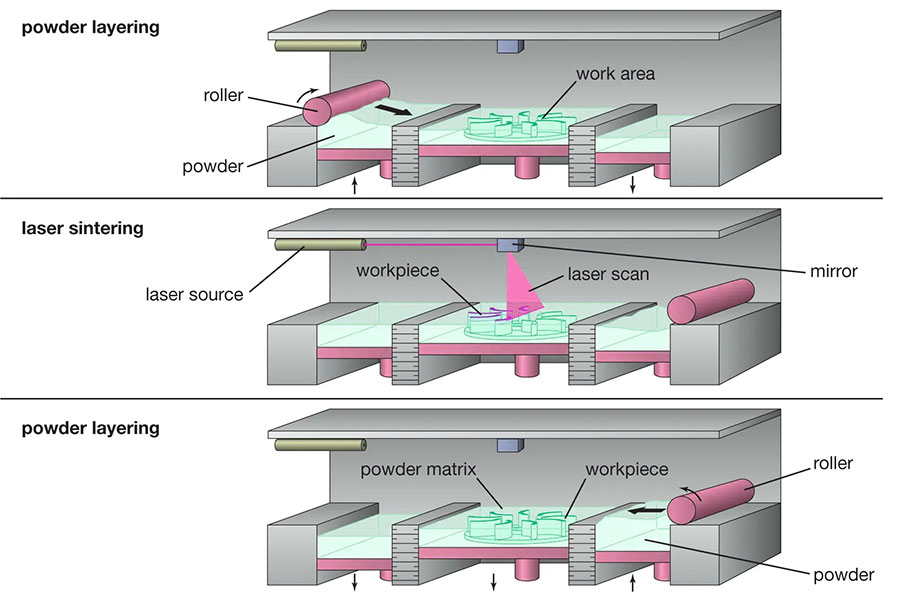
Das SLS-Druckverfahren unterscheidet sich von anderen additiven Fertigungsverfahren wie dem Schmelzschichtverfahren (FDM) . Zunächst wird das Rohpulver vorgewärmt (um den Energiebedarf des Lasers zu reduzieren) und in einer dünnen Schicht auf die Bauplattform aufgetragen. Der Laser scannt oder fotografiert dann Schichten des Pulvers, sodass deren Form dem Querschnittsmodell entspricht und das Material dabei gesintert wird. Das verbleibende, nicht geschmolzene Pulver dient als Stützschicht, während die Bauplattform abgesenkt und weiteres Material hinzugefügt wird. Dieser Vorgang wird wiederholt, bis der Aufbau abgeschlossen ist.
2. Abkühlen
Das gedruckte Bauteil wird anschließend auf einem heißen Pulverbett fixiert. Um Defekte zu reduzieren und die Formstabilität zu verbessern, muss der Bauraum gleichmäßig gekühlt werden, was bis zu die Hälfte der gesamten Bauzeit ausmachen kann. Diese Kühlung sollte schrittweise erfolgen, da sie mechanische Defekte verringert und Verzug minimiert.
3. Nachbearbeitung
Nach dem Abkühlen wird überschüssiges Pulver entfernt und recycelt. Um die Teile aus dem Bauraum wiederzuverwerten, müssen sie manuell gesiebt werden, um überschüssiges Pulver zu entfernen, und anschließend mit Druckluft gereinigt werden, um sie für die Weiterverarbeitung vorzubereiten. SLS-Teile sind bekannt für ihre einzigartige Oberflächenbeschaffenheit, die durch das Sinterverfahren entsteht . Um hervorragende Materialeigenschaften und eine hohe Oberflächenqualität zu erzielen, können die Teile nachbearbeitet werden – beispielsweise durch Sandstrahlen und Gleitschleifen.
Was sind die Vor- und Nachteile des selektiven Lasersinterns?
Die Vor- und Nachteile der selektiven Lasersintertechnologie (SLS) sind folgende:
| Vorteile | Nachteile |
| Beim selektiven Lasersintern (SLS) benötigen die Bauteile keine zusätzlichen Stützmaterialien, da das Pulver selbst als Stütze dient. Solange der Pulveraustragsweg entsprechend gestaltet ist, lassen sich auch komplexe innere Strukturen problemlos drucken. | Im Vergleich zu anderen 3D-Drucktechnologien wie dem Schmelzschichtverfahren (FDM) ist die Materialauswahl für das selektive Lasersintern (SLS) relativ gering. Beim SLS können Materialien wie Nylon, Polystyrol und TPU verwendet werden, wobei Nylon aufgrund seiner hervorragenden Eigenschaften am häufigsten zum Einsatz kommt. |
| Obwohl bei der SLS-Technologie üblicherweise weißes, schwarzes oder graues Nylonpulver verwendet wird, können die Teile nach dem Drucken durch einen Färbeprozess in einer Vielzahl unterschiedlicher Farben erscheinen. | Da die Kunststoffpartikel beim SLS-Druckverfahren nicht vollständig zu einer homogenen Substanz aufgeschmolzen, sondern nur durch Sintern an den Enden der Partikel miteinander verbunden werden, bleiben winzige Lücken in den gedruckten Teilen zurück, wodurch diese porös erscheinen. |
| Die SLS-Technologie ermöglicht das Drucken von Bauteilen mit sehr feinen und hochdetaillierten Strukturen. Dies ist auf die extrem kleine Größe des Laserfokus zurückzuführen, wodurch kleinste Strukturgrößen von bis zu 0,75 mm gedruckt werden können. | Beim SLS-Druckverfahren lassen sich nur etwa 50 % des ungenutzten Pulvers recyceln. Das bedeutet, dass mit der Zeit ein beträchtlicher Teil des Materials nicht wiederverwendbar ist. Verglichen mit Technologien wie FDM oder Stereolithografie (SLA) weist SLS eine gewisse Materialverschwendung auf. |
|
Im Vergleich zu Technologien wie dem Schmelzschichtverfahren (FDM) oder auch der Stereolithographie (SLA) ist die Druckgeschwindigkeit beim SLS-Verfahren relativ hoch, da jede Pulverschicht nahezu sofort vom Laser gesintert werden kann. |
Im Vergleich zu SLA und FDM sind die Kosten der SLS-Drucktechnologie höher, hauptsächlich weil ihre Kerntechnologie – die Verwendung eines Lasers zum Sintern des Materials – relativ komplex und professionell ist. |
Welche Materialien werden beim selektiven Lasersintern verwendet?
Beim selektiven Lasersintern (SLS) werden hauptsächlich folgende Materialarten verwendet:
1. Kunststoffpulver:
- Nylon, einschließlich PA12, PA11 usw., ist eines der am häufigsten verwendeten Materialien in der SLS-Technologie. Nylon besitzt gute mechanische Eigenschaften und thermische Stabilität und eignet sich daher für die Herstellung einer Vielzahl von Funktionsteilen und Prototypen.
- Thermoplastisches Polyurethan (TPU): TPU besitzt eine ausgezeichnete Elastizität und Verschleißfestigkeit und eignet sich daher für Anwendungen, die ein gewisses Maß an Flexibilität und Haltbarkeit erfordern.
Darüber hinaus werden in der SLS-Technologie auch Materialien wie Polystyrol (PS), Polycarbonat (PC), ABS usw. verwendet, jedoch seltener als Nylon und TPU.
2. Metallpulver:
Obwohl Metallpulver in der SLS-Technologie kein Standardmaterial ist, findet es dennoch in einigen Spezialanwendungen Verwendung. Metallpulver wie Titan , Aluminium, Edelstahl usw. können unter geeigneten Prozessbedingungen mittels SLS-Technologie zur Herstellung von Bauteilen mit metallischen Eigenschaften eingesetzt werden. Es ist jedoch zu beachten, dass der SLS-Prozess für Metallpulver häufig auch als selektives Laserschmelzen (SLM) bezeichnet wird, was sich vom eigentlichen SLS-Verfahren unterscheidet.
3. Kompositpulver:
Kompositpulver entsteht durch das Mischen von zwei oder mehr Materialien . In der SLS-Technologie werden Kompositpulver eingesetzt, um die Festigkeit, Härte oder andere spezielle Eigenschaften von Bauteilen zu verbessern. Beispielsweise lassen sich durch die Mischung von Glas- oder Kohlenstofffasern mit Kunststoffpulver Bauteile mit höherer Festigkeit und Steifigkeit herstellen.
4. Keramikpulver:
Keramische Pulver werden zwar auch in der SLS-Technologie eingesetzt , sind aber weniger verbreitet als Kunststoff- und Metallpulver. Sie werden häufig mit einem Bindemittel kombiniert, das die Keramikpartikel während des Sinterprozesses aufschmilzt und verbindet, um ein dichtes Keramikbauteil zu erzeugen.
Wie schneidet SLS im Vergleich zu anderen 3D-Druckverfahren ab?
1. SLS vs. SLA (Stereolithographie):
- Bei der SLA-Technologie wird flüssiges Harz durch Laserbestrahlung verfestigt , wodurch eine sehr glatte Oberflächenqualität entsteht.
- Im Gegensatz dazu verwendet die SLS-Technologie pulverförmige Werkstoffe, die durch Lasersintern verfestigt werden. Die so hergestellten Bauteile weisen in der Regel eine festere innere Struktur und eine höhere mechanische Festigkeit auf, allerdings kann für eine glatte Oberfläche eine Nachbearbeitung erforderlich sein.
2. SLS vs. FDM (Fused Deposition Modeling):
- Die FDM-Technologie baut Objekte Schicht für Schicht durch Extrusion thermoplastischer Materialien auf. Sie ist vergleichsweise kostengünstig und einfach zu bedienen und zu warten.
- Die SLS-Technologie bietet jedoch im Allgemeinen eine höhere Präzision und eine bessere Verbindung zwischen den Schichten, was zu haltbareren und stabileren Bauteilen führt. Darüber hinaus verwendet SLS eine größere Auswahl an Pulvermaterialien, darunter Hochleistungsmaterialien wie Nylon und TPU.
3. SLS vs. SLM (Selektives Laserschmelzen):
- Die SLM-Technologie wurde speziell für den Metalldruck entwickelt. Sie nutzt hochenergetische Laserstrahlen, um Metallpulver vollständig zu schmelzen und zu verfestigen, wodurch es sich für die Herstellung hochpräziser Metallteile eignet.
- Im Gegensatz dazu konzentriert sich die SLS-Technologie hauptsächlich auf das Sintern von Polymerpulvern (Kunststoffen). Obwohl sie auch bestimmte Verbundwerkstoffe und Keramikmaterialien verarbeiten kann, bietet sie beim Metalldruck nicht die Vorteile der SLM-Technologie.
Welche Anwendungsgebiete hat das selektive Lasersintern?
Die Technologie des selektiven Lasersinterns (SLS) hat aufgrund ihrer einzigartigen Vorteile in vielen Bereichen breite Anwendung gefunden. Im Folgenden werden ihre Anwendungsgebiete detailliert beschrieben:
1. Luft- und Raumfahrtindustrie
Die selektive Lasersintertechnologie (SLS) hat ihren einzigartigen Anwendungswert in der Luft- und Raumfahrt unter Beweis gestellt . Die Branche setzt die SLS-Technologie ein, um die Fertigungszyklen zu verkürzen. Ingenieure nutzen additive Fertigungsverfahren zur Teileherstellung, wodurch nicht nur die Kosten gesenkt, sondern auch die Produktionszeit deutlich verkürzt wird. Fortschritte in der Luft- und Raumfahrtindustrie wurden zudem durch die Entwicklung neuer Hochtemperaturwerkstoffe ermöglicht. Additive Fertigung ist seit Langem ein wichtiger Bestandteil von Anwendungen in der Luft- und Raumfahrt. Jüngste technologische Entwicklungen haben gezeigt, dass die SLS-Technologie die operative Effizienz der Lieferkette in der Luft- und Raumfahrt weiter verbessern kann. In der Luft- und Raumfahrt hat die SLS-Technologie tiefgreifende Auswirkungen – von der Produktentwicklung und Teilefertigung bis hin zu Montage und Wartung. Als effizientes Verfahren für Rapid Prototyping spart sie der Branche wertvolle Zeit und Kosten im gesamten Produktentwicklungszyklus.
2. Medizinbranche
Die Medizinbranche setzt zunehmend auf die Technologie des selektiven Lasersinterns (SLS) . Obwohl die SLS-Technologie ursprünglich für die Fertigung entwickelt wurde, hat sie großes Potenzial bewiesen und breite Aufmerksamkeit im medizinischen Bereich erregt. Traditionelle Fertigungsmethoden für chirurgische Instrumente und Implantatmaterialien basieren hauptsächlich auf Gießen oder spanender Bearbeitung. Mit SLS-Druckern kann die Medizinbranche jedoch Modelle, Werkzeuge und Bauteile schnell herstellen. In Bereichen wie Orthopädie, Biomedizintechnik, Zahnmedizin und Neurochirurgie wird die SLS-Technologie zur Erstellung von Strukturmodellen eingesetzt. Diese Modelle spielen eine wichtige Rolle in der medizinischen Diagnostik, der Behandlungsplanung und der Implantatherstellung. Darüber hinaus wird die SLS-Technologie intensiv erforscht, um Implantate mit einzigartigen geometrischen Eigenschaften, wie beispielsweise Gerüste für die Gewebereparatur, herzustellen. Mit dem technologischen Fortschritt hat sich das SLS-Verfahren in einer Vielzahl chirurgischer Eingriffe bewährt und dürfte weitere Anwendungsgebiete in der Medizin eröffnen.
3. Automobilindustrie
Der Einsatz der selektiven Lasersintertechnologie (SLS) in der Automobilindustrie ist angesichts der kontinuierlichen technologischen Innovationen in diesem Bereich nicht überraschend. Die SLS-Technologie wird nicht nur in der Serienfertigung von Fahrzeugen eingesetzt, sondern unterstützt auch Rennteams bei der Entwicklung innovativer Designs und deren Erprobung bei höheren Geschwindigkeiten. Die Formel 1 ist ein hervorragendes Beispiel für eine Rennorganisation, die die SLS-3D-Drucktechnologie erfolgreich nutzt, um Bauteile schnell zu produzieren, zu testen und zu optimieren und so eine überragende Leistung zu gewährleisten. Neben Kern- und komplexen Bauteilen spielt die SLS-Technologie eine Schlüsselrolle bei der Entwicklung der aerodynamischen Struktur von Rennwagen.
4. Anwendungen für schnelles Prototyping
Im Vergleich zu anderen additiven Fertigungsverfahren erzeugt das selektive Lasersintern (SLS) Werkstoffe mit ähnlichen Eigenschaften wie maschinell bearbeitete Teile. Dadurch eignen sich SLS-Bauteile für Funktionstests und Produktvorführungen und beschleunigen die Markteinführung neuer oder verbesserter Produkte. Mit der zunehmenden Verbreitung der SLS-Technologie in der heutigen Gesellschaft haben sich die Herausforderungen bei der Markteinführung deutlich verringert.
Welche Nachbearbeitungsmethoden werden üblicherweise für SLS-Bauteile angewendet?
SLS-Bauteile (Selektives Lasersintern) können auf vielfältige Weise nachbearbeitet werden, um die Oberflächenqualität, die Leistungsfähigkeit und die spezifischen Anwendungsanforderungen des Bauteils zu verbessern. Hier sind einige gängige Nachbearbeitungsmethoden für SLS-Bauteile :
- Pulverentfernung: Nach dem Formgebungsprozess haftet überschüssiges Pulver an der Oberfläche und muss entfernt werden. In der Regel wird das umgebende Pulver größtenteils mit einem Pinsel abgewischt. Restliches Pulver kann durch mechanische Vibration, Mikrowellenvibration, Luftzirkulation aus verschiedenen Richtungen oder Druckluft entfernt werden. Alternativ können die Formteile auch in ein spezielles Lösungsmittel getaucht werden. Dieses Lösungsmittel löst das verstreute Pulver, ohne die ausgehärteten Formteile anzugreifen, wodurch die Pulverentfernung gewährleistet wird.
- Oberflächenschleifen: Ziel des Schleifens ist es, Grate und Bearbeitungsspuren am Rohling zu entfernen und Details auszubessern, die während der Bearbeitung übersehen wurden oder nicht bearbeitet werden konnten. Das Schleifen wird üblicherweise in Primär- und Sekundärschleifen unterteilt und erfolgt manuell. Gängige Werkzeuge sind Feilen und Schleifpapier. Für das Primärschleifen werden zwei oder mehr Sorten Schleifpapier mit Körnungen von 180 bis 360 in aufsteigender Reihenfolge verwendet, bis sich die Werkstückoberfläche glatt anfühlt. Das Sekundärschleifen erfolgt nach dem Trocknen der aufgesprühten Harzmischung. Mit Schleifpapier der Körnung 360 bis 600 wird die Werkstückoberfläche auf eine Dicke von 35 bis 50 µm poliert, um eine gute Haftung zwischen Werkstückoberfläche und Decklack zu gewährleisten.
- Oberflächensandstrahlen: Verwenden Sie ein Sprühmaterial mit einer Korngröße von 75–115 µm (z. B. Glasgarn, Aluminiumoxidsand, Keramiksand usw.), um die Oberfläche des Werkstücks zu sandstrahlen. Durch das Sandstrahlen wird nicht nur überschüssiges Pulver von der Werkstückoberfläche entfernt, sondern diese auch durch Aufprall und Schleifen bearbeitet. Dies führt zu einer leichten Oberflächenverformung, wodurch ein Teil der nach der Bearbeitung verbleibenden Eigenspannungen abgebaut, die mechanischen Eigenschaften der Werkstückoberfläche verbessert, die Dauerfestigkeit erhöht und die Haftung der Beschichtung optimiert wird.
- Sprühen und Tauchen: Beim Sprühen wird eine spezielle Harzmischung (z. B. Epoxidharz, EP-Härter, absoluter Alkohol usw.) oder eine Polyesterlackmischung auf die Oberfläche des Bauteils aufgesprüht , um eine Schutz- oder Dekorschicht zu bilden. Die aufgesprühte Harzschicht füllt Unebenheiten der Oberflächenpartikel und erhöht die Oberflächenhärte. Beim Imprägnieren werden flüssige, nichtmetallische Substanzen in die Poren des porösen SLS-Körpers eingebracht. Die Größe der imprägnierten Teile ändert sich dabei kaum. Der Trocknungsprozess erfordert die Kontrolle von Parametern wie Temperatur, Luftfeuchtigkeit und Luftstrom.
- Wärmebehandlung: Bei lasergesinterten Teilen aus Metall- oder Keramikpulver ist eine Wärmebehandlung erforderlich, um die mechanischen und thermischen Eigenschaften weiter zu verbessern . Diese umfasst Schritte wie Erhitzen, Halten und Abkühlen. Durch Atomdiffusion und andere Verfahren bleibt die Form des Sinterteils erhalten, und Dichte und Festigkeit werden erhöht.
- Polieren: Durch Polieren wird die Oberfläche des Werkstücks weiter geglättet, um eine höhere Oberflächengüte und einen besseren Glanz zu erzielen. Zum Polieren werden üblicherweise Werkzeuge wie Polierpaste und Poliertuch verwendet.
- Beschichtung: Eine Beschichtung besteht aus einer wasserdichten, korrosionsbeständigen, robusten und optisch ansprechenden Schutzschicht, die auf die Oberfläche von Bauteilen aufgebracht wird, um deren Lebensdauer und Aussehen zu verbessern. Gängige Beschichtungsmaterialien sind verschiedene Lacke, Farben usw.
Warum sollten Sie sich für den Online-3D-Druckservice von LS entscheiden?
- Mehrkomponenten-Verarbeitung: Wir sind in der Lage, eine Vielzahl von Materialien zu verarbeiten. Egal aus welchem Material die Teile bestehen, die Sie bearbeiten müssen, wir können Ihnen professionelle Lösungen anbieten .
- Wettbewerbsfähige Preise: Wir bieten wettbewerbsfähige Preise und kosteneffiziente Lösungen, um sicherzustellen, dass unsere Kunden den größtmöglichen Vorteil bei der Kostenkontrolle erzielen.
- Kundenspezifische Dienstleistungen: Wir bieten maßgeschneiderte Lösungen auf Basis der Designanforderungen und Spezifikationen unserer Kunden, um sicherzustellen, dass die Teile ihren individuellen Bedürfnissen entsprechen.
- Schnelle Lieferung: Dank effizienter Produktionsprozesse und flexibler Produktionspläne können wir Kundenaufträge termingerecht ausliefern und dringende Projektanforderungen erfüllen.
Zusammenfassung
Selektives Lasersintern (SLS) nutzt einen Hochenergie-Laserstrahl, um pulverförmige Materialien Schicht für Schicht abzutasten und zu sintern und so ein dreidimensionales Modell zu erzeugen. Diese Technologie vereint die Vorteile von computergestütztem Design (CAD) und Lasertechnologie und revolutioniert damit die Fertigungsindustrie. Als fortschrittliches Rapid-Prototyping-Verfahren bietet SLS breite Anwendungsmöglichkeiten und ein enormes Entwicklungspotenzial in der Fertigung. Durch kontinuierliche technologische Innovation und Anwendungserweiterung wird die SLS-Technologie die Fertigungsindustrie künftig noch stärker verändern.

Haftungsausschluss
Die Inhalte dieser Seite dienen lediglich als Referenz. LS übernimmt weder ausdrücklich noch stillschweigend Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Aus den Angaben lassen sich keine Rückschlüsse auf Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung ziehen, die von Drittanbietern oder Herstellern über das Longsheng-Netzwerk erwartet werden. Es obliegt dem Käufer , der ein Angebot für Teile anfordert , die spezifischen Anforderungen an diese Teile zu ermitteln. Für weitere Informationen kontaktieren Sie uns bitte .
LS-Team
LS ist ein branchenführendes Unternehmen, das sich auf kundenspezifische Fertigungslösungen spezialisiert hat. Mit über 20 Jahren Erfahrung und mehr als 5.000 Kunden konzentrieren wir uns auf hochpräzise CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss , Metallstanzen und weitere Komplettlösungen im Bereich der Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder umfangreiche Sonderanfertigungen – wir erfüllen Ihre Anforderungen mit einer Lieferzeit von nur 24 Stunden. Mit LS Technology entscheiden Sie sich für Effizienz, Qualität und Professionalität.
Weitere Informationen finden Sie auf unserer Website: www.lsrpf.com
Häufig gestellte Fragen
1. Wie funktioniert selektives Lasersintern?
Das Funktionsprinzip des selektiven Lasersinterns basiert auf dem Prinzip des diskreten Schichtaufbaus. Zunächst wird das Pulvermaterial auf eine Temperatur knapp unterhalb seines Schmelzpunktes vorgewärmt. Anschließend sintert der Laserstrahl computergesteuert die einzelnen Schichten selektiv anhand der Querschnittsinformationen. Nach Abschluss des Sinterprozesses einer Schicht wird der Werkstückträger um eine Schicht abgesenkt, eine neue Pulverschicht aufgetragen und eine neue Querschnittsschicht gesintert. Dieser Vorgang wird wiederholt, bis die gesamte dreidimensionale Struktur fertiggestellt ist.
2. Welche Rolle spielt der Laserstrahl beim SLS-Prozess?
Beim SLS-Verfahren besteht die Hauptaufgabe des Laserstrahls darin, die Pulverpartikel schnell aufzuschmelzen und miteinander zu verbinden. Der Scanpfad und die Leistung des Laserstrahls werden anhand der Schnittdaten präzise gesteuert, um die Genauigkeit und Präzision des Sinterprozesses zu gewährleisten.
3. Welche Rolle spielt der Laserstrahl während des SLS-Prozesses?
Beim SLS-Verfahren besteht die Hauptaufgabe des Laserstrahls darin, die Pulverpartikel schnell aufzuschmelzen und miteinander zu verbinden. Der Scanpfad und die Leistung des Laserstrahls werden anhand der Schnittdaten präzise gesteuert, um die Genauigkeit und Präzision des Sinterprozesses zu gewährleisten.
4. Wie sehen die Zukunftsaussichten für die Technologie des selektiven Lasersinterns aus?
Durch den kontinuierlichen technologischen Fortschritt und die Innovation wird erwartet, dass sich die SLS-Technologie hinsichtlich Geschwindigkeit, Genauigkeit, Materialauswahl und Nachbearbeitungsmöglichkeiten weiter verbessert. Dies wird die Anwendung und Weiterentwicklung der SLS-Technologie in weiteren Bereichen fördern und der Fertigungsindustrie effizientere, flexiblere und personalisierte Produktionsmethoden ermöglichen.
Ressource

📞Tel.: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. LS Manufacturing übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das LS Manufacturing-Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung bereitstellt. Dies liegt in der Verantwortung des Käufers. Fordern Sie ein Teileangebot an. Geben Sie bitte Ihre spezifischen Anforderungen für diese Abschnitte an. Kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und haben über 5.000 Kunden betreut. Unsere Schwerpunkte liegen auf hochpräziser CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss, Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Entscheiden Sie sich für LS Manufacturing. Das steht für Effizienz, Qualität und Professionalität.
Mehr erfahren Sie auf unserer Website: www.lsrpf.com .


