
Литье в песчаные формы — это универсальный процесс , позволяющий производить изделия различных размеров, форм и сложности. Песчаные формы доступны по цене, обладают высокой огнестойкостью и могут использоваться даже для литья стали, поэтому на литье в песчаные формы приходится 60% всех металлических отливок. Для экономически эффективного производства небольших партий литье в песчаные формы считается предпочтительным методом производства. Так что же такое литье в песчаные формы? В этой статье команда LS погрузит вас в океан знаний о литье в песчаные формы и расскажет об определении, принципах работы, преимуществах, недостатках и примерах этого процесса.
Что такое литье в песчаные формы?
Литье в песчаные формы — чрезвычайно универсальный процесс . Он может использоваться для любых металлических сплавов, как черных, так и нечерных. Этот процесс применяется на крупных промышленных предприятиях для массового производства автомобильных металлических отливок, таких как блоки цилиндров и головки блока цилиндров.
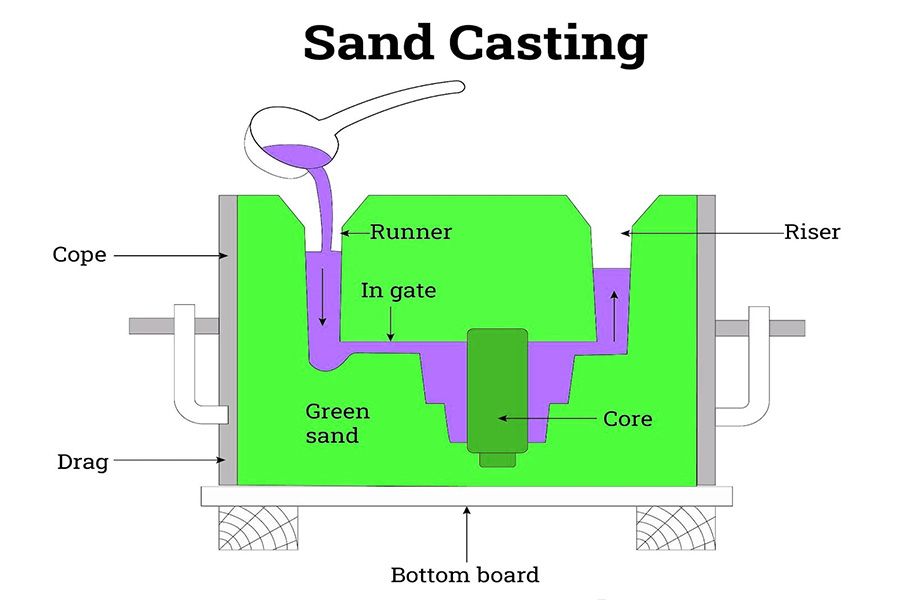
Для создания гладкой поверхности формы используется форма, изготовленная из кремнеземного материала, такого как природный или синтетический песок. Поверхность формы разделена на две части: верхнюю половину (верхняя часть) и нижнюю половину (нижняя часть). Модель заполняется расплавленным металлом с помощью разливочного котла и оставляется для затвердевания. Заключительный этап — обрезка излишков металла для последующей отливки .
Каковы преимущества и недостатки литья в песчаные формы?
Литье в песчаные формы — это процесс, имеющий как преимущества, так и недостатки.
| Преимущества | Недостатки |
| Затраты на производство относительно низкие, особенно при мелкосерийном производстве. | Низкая точность по сравнению с альтернативными методами. |
| Изготовление крупных компонентов | Этот метод сложно использовать для товаров с заранее заданными параметрами веса и размера. |
| Литье сплавов черных и цветных металлов | В результате этого процесса получаются изделия с шероховатой поверхностью. |
| Возможность переработки | |
| Металлы, такие как сталь и титан, с высокой температурой плавления. |
Как работает литье в песчаные формы?
Литье в песчаные формы основано на принципе гравитационного литья . Расплавленный металл заливается в форму, заполняя полость и придавая форму модели. По мере охлаждения и затвердевания металл принимает желаемую форму. Затем затвердевшая отливка извлекается из формы и подвергается дальнейшим операциям чистовой обработки, таким как шлифовка и пескоструйная обработка.
В процессе затвердевания металл сжимается, вызывая внутренние напряжения и изменение размеров. Для обеспечения целостности отливки необходимо учитывать соответствующие конструктивные факторы, такие как использование питателей или охладителей.
Как шаг за шагом осуществляется литье в песчаные формы?
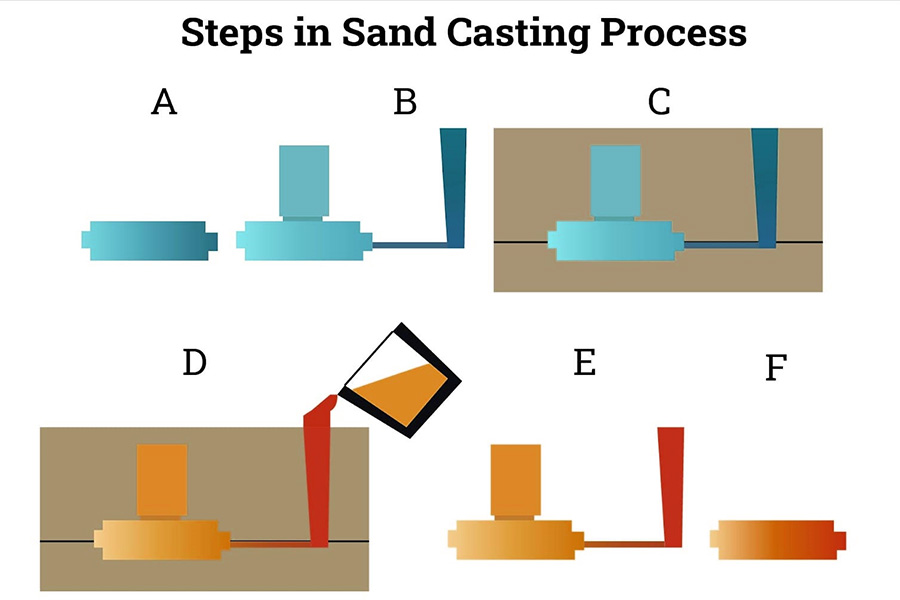
Процесс литья в песчаные формы — это сложный и упорядоченный процесс, включающий множество этапов и звеньев, обеспечивающих качество и эксплуатационные характеристики конечной отливки. Ниже представлена подробная схема процесса литья в песчаные формы:
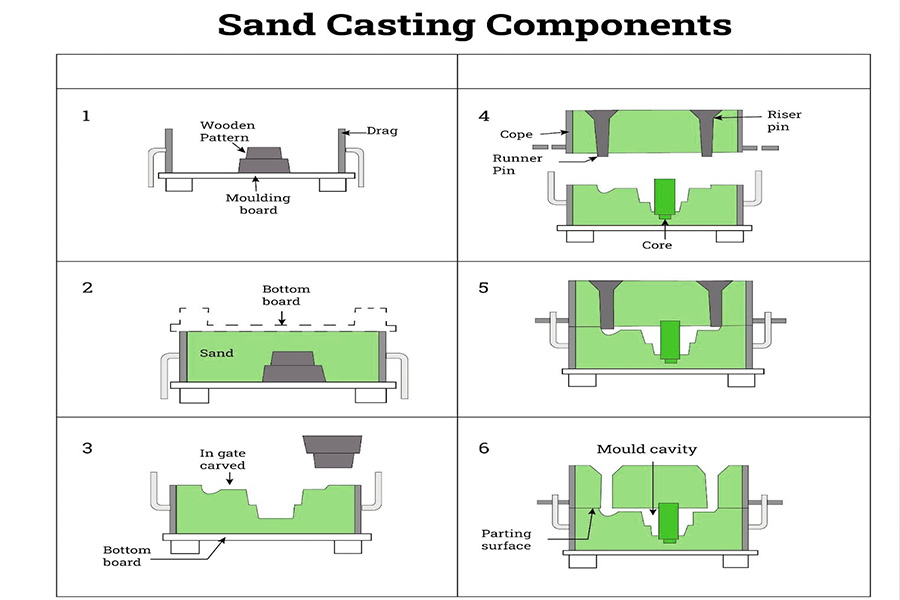
- Подготовка формы: Изготовление форм для моделирования в соответствии с чертежами литья или проектными требованиями . Формы могут быть изготовлены из дерева, металла или пластика, в зависимости от сложности литья и объема производства.
- Подготовка и смешивание песка: Выберите подходящий песок (например, кварцевый песок, кремнеземный песок и т. д.) и связующее вещество (например, глину, смолу и т. д.) и равномерно смешайте их в определенной пропорции для получения формовочного песка с определенной прочностью и текучестью.
- Формование: Заполните форму смешанным формовочным песком и с помощью уплотнения, вибрации и т. д. сформируйте необходимую песчаную форму . Песчаная форма делится на верхнюю и нижнюю части, которые после соединения образуют цельную литейную полость.
- Изготовление стержней: Для отливок, требующих внутренних полостей, изготовьте соответствующие песчаные стержни. Процесс изготовления стержней аналогичен формовке, но обычно требует использования специальной стержневой коробки и стержневого песка.
- Соединение: Соединение верхней и нижней песчаных форм (и песчаного стержня) для образования цельной литейной полости. В процессе закрытия коробки необходимо обеспечить точное позиционирование песчаной формы и песчаного стержня, а также использование соответствующих крепежных элементов для их фиксации.
- Плавка металла: В соответствии с требованиями к материалу для литья , необходимо выбрать соответствующее плавильное оборудование и методы для плавки металлического сырья до жидкого состояния. Состав и температура расплавленного металла должны контролироваться в процессе плавки.
- Заливка: Расплавленный металл следует быстро и равномерно заливать в полость формы. В процессе заливки необходимо контролировать скорость и текучесть расплавленного металла, чтобы избежать дефектов, таких как поры и включения.
- Охлаждение: Расплавленный металл охлаждается и затвердевает в форме . Скорость охлаждения и температурный градиент необходимо контролировать в процессе охлаждения, чтобы уменьшить напряжения и деформации внутри отливки.
- Удаление песка и очистка: После полного охлаждения отливки необходимо разрушить песчаную форму и извлечь отливку. Затем с поверхности отливки удаляют песок, окалину и другие примеси, обычно с помощью пескоструйной обработки, шлифовки и других методов.
- Контроль и ремонт: Контроль качества отливок, включая проверку размеров, внешнего вида, неразрушающий контроль (например, рентгеновский контроль, ультразвуковой контроль и т. д.) и проверку механических свойств. Некачественные отливки подлежат ремонту или доработке.
Какие существуют виды литья в песчаные формы?
Литье в песчаные формы можно разделить на различные типы в зависимости от метода подготовки и свойств материала песчаной формы. Вот некоторые из основных типов литья в песчаные формы:
1. Влажный песок
Литье в песчаные формы — это метод литья, при котором в качестве модельных материалов для изготовления формы используется формовочный и стержневой песок, а жидкий металл заполняет форму под действием силы тяжести для получения отливок. В качестве основного связующего вещества в формовочном песке используется глина и соответствующее количество воды. После изготовления песчаной формы она непосредственно формуется и заливается во влажном состоянии. Мокрое литье имеет долгую историю и широко используется . С помощью этого метода можно получать отливки из стали, железа и большинства цветных сплавов. Его основные преимущества включают обилие глинистых ресурсов, низкую стоимость, короткий цикл изготовления формы и высокую эффективность работы. Большая часть используемого глиняного формовочного песка может быть переработана и использована повторно после соответствующей обработки. Однако существуют и некоторые недостатки, такие как низкая жесткость литейной формы, низкая точность размеров отливок, а также склонность отливок к дефектам, таким как вымывание песка, включения песка и поры.
2. Сухой песок
По сравнению с литьем в песчаные формы, литье в сухие песчаные формы имеет более низкое содержание влаги в песчаной форме . При изготовлении сухих песчаных форм содержание влаги во влажном песке немного выше, чем в песке, используемом для мокрых форм. Однако после изготовления песчаной формы поверхность полости формы необходимо покрыть огнеупорной краской, а затем поместить в печь для сушки. После охлаждения форму можно закрыть и начать заливку. Этот метод обычно используется для изготовления стальных отливок и крупных чугунных отливок. Однако, поскольку сушка глиняных песчаных форм занимает много времени и потребляет много топлива, а песчаные формы склонны к деформации в процессе сушки, что влияет на точность отливок, сухие песчаные формы стали постепенно вытесняться с момента широкого распространения химически упрочненного песка. Тем не менее, в современном литье в песчаные формы сухой песок по-прежнему используется в качестве материала для стержней, особенно для стержней сложной формы, с более тонким поперечным сечением, высокой прочностью в сухом состоянии и хорошими деформационными свойствами.
3. Скважина
Песок для стержней — это материал, используемый для изготовления стержня песчаной формы . В зависимости от используемых связующих веществ, песок для стержней можно разделить на множество типов, таких как глиняный песок, песок из жидкого стекла, масляный песок, песок со смазкой, смоляной песок и т. д. Главная функция песка для стержней — поддерживать полость в литейной форме и предотвращать вытекание расплавленного металла за пределы полости формы во время процесса заливки. Различные типы песка для стержней имеют разные характеристики и области применения и могут быть выбраны в соответствии с конкретными требованиями литья.
Какие виды песка используются при литье в песчаные формы?
В качестве формовочного материала для литья в песчаные формы из смолы используется смесь кварцевого и смоляного песка. При смешивании и нагревании смоляной песок затвердевает, образуя твердую, гладкую форму. Твердая форма позволяет получать меньше бракованных отливок, но она обходится дороже и требует меньшей скорости производства. Изготовление форм из смоляного песка занимает больше времени, поскольку каждую из них необходимо смешивать и обжигать индивидуально.
В каких областях наиболее распространено литье в песчаные формы?
Литье в песчаные формы, являясь распространенным и широко используемым методом литья, подходит для производства различных металлов и сплавов и имеет широкий спектр применения. Вот некоторые из основных областей применения:
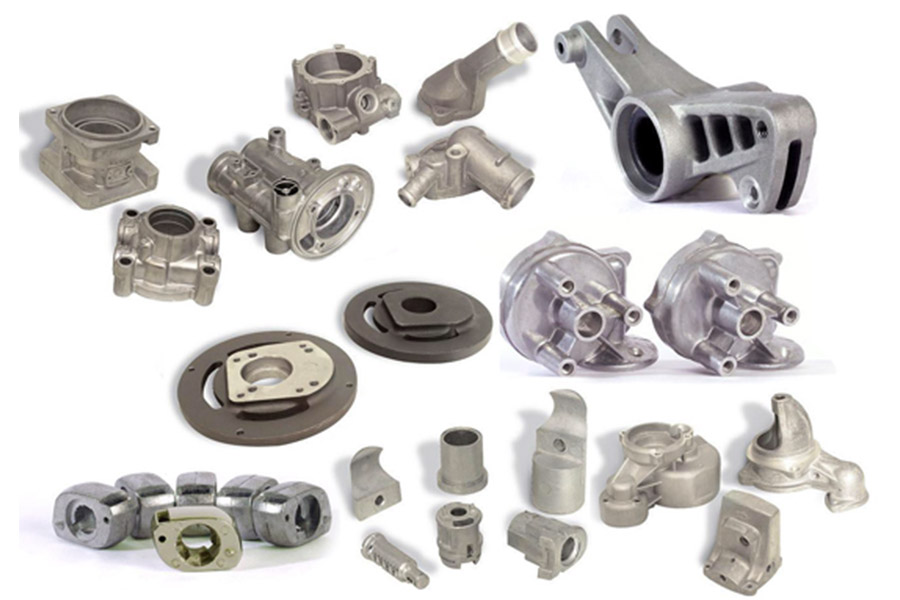
- Машиностроение: Литье в песчаные формы — широко используемый метод литья в машиностроении , применяемый для производства различных механических деталей, таких как шестерни, подшипниковые опоры, корпуса и т. д. Эти детали часто подвергаются высоким механическим нагрузкам и износу, и литье в песчаные формы может удовлетворить эти требования.
- Автомобильная промышленность: В автомобилестроении литье в песчаные формы используется для производства ключевых компонентов, таких как блоки цилиндров, картеры и корпуса трансмиссий. Эти компоненты требуют не только высокой прочности и износостойкости, но и хорошей герметизации и термостойкости.
- Аэрокосмическая промышленность: В аэрокосмической отрасли литье в песчаные формы используется для изготовления деталей авиационных двигателей, корпусов ракетных двигателей и т. д. Эти компоненты должны работать в экстремально высоких температурах, высоком давлении и скоростях, что требует чрезвычайно высоких эксплуатационных характеристик материалов.
- Судостроение: В судостроении литье в песчаные формы используется для производства конструктивных элементов корпуса, деталей двигателя и т. д. Эти детали должны выдерживать коррозию морской воды и вибрацию корпуса, поэтому материалы должны обладать хорошей коррозионной стойкостью и усталостной прочностью.
- Электроэнергетика: В электроэнергетике литье в песчаные формы используется для изготовления ключевых компонентов, таких как статоры и роторы генераторов. Эти компоненты должны выдерживать огромные электромагнитные нагрузки и высокие температуры, а также предъявлять высокие требования к проводимости, термической стабильности и механической прочности материалов.
- Строительная и сельскохозяйственная техника: Литье в песчаные формы также широко используется в производстве строительной и сельскохозяйственной техники, например, при изготовлении труб и фитингов для строительства, а также шестерен и подшипников для сельскохозяйственной техники.
Компания LS может помочь вам с вашими потребностями в литье.
Для вашего изделия необходимо выбрать оптимальный процесс литья. Компания LS предоставляет вам доступ к профессиональной команде инженеров , обладающих обширным опытом в различных областях литья, таких как литье под давлением и вакуумное литье. Экспертиза нашей команды позволяет нам лучше консультировать вас и отвечать на любые ваши вопросы.
Вы можете быстро получить онлайн-расчет стоимости ваших деталей, загрузив файл проекта в нашу онлайн-платформу для расчета стоимости. Мы предлагаем лучшие товары по конкурентоспособным ценам.
Часто задаваемые вопросы
1. В чём заключается основная концепция литья в песчаные формы?
Литье в песчаные формы — это давно существующий процесс литья, при котором в качестве моделирующего материала используется формовочный песок (в основном состоящий из песка, глины и воды) для создания песчаной формы, которая вручную или механически соответствует форме отливки. Затем расплавленный металл заливается в песчаную форму. После охлаждения и затвердевания расплавленного металла отливка извлекается для завершения процесса литья.
2. Каков технологический процесс литья в песчаные формы?
Технологический процесс литья в песчаные формы включает в себя следующие этапы: ① Подготовка формовочного песка: смешивание песка, глины и воды в определенной пропорции для получения формовочного песка с хорошей текучестью. ② Изготовление песчаной формы: в соответствии с чертежом отливки, с помощью шаблонов, инструментов или механического оборудования, заполнение песчаной формы формовочным песком и его уплотнение в требуемую форму. ③ Открытие литников и питателей: открытие литников и питателей на песчаной форме для беспрепятственного заполнения формы расплавленным металлом и удаления газов и примесей. ④ Подгонка формы: закрытие верхней и нижней песчаных форм для обеспечения плотного прилегания разъемных поверхностей и предотвращения утечки расплавленного металла. ⑤ Заливка: впрыскивание расплавленного металла в песчаную форму через литники и ожидание его охлаждения и затвердевания. ⑥ Удаление песка и очистка: после полного охлаждения отливки, разборка песчаной формы, извлечение отливки и проведение необходимой очистки и обрезки.
3. Каковы преимущества литья в песчаные формы?
Основные преимущества литья в песчаные формы : литье в песчаные формы позволяет получать разнообразные отливки сложной формы и различных размеров, а также подходит для литья различных металлических материалов. По сравнению с другими методами литья, стоимость оборудования и материалов, необходимых для литья в песчаные формы, относительно низка, что делает его подходящим для массового производства. Литье в песчаные формы позволяет гибко регулировать технологический процесс и параметры в соответствии с производственными потребностями для удовлетворения требований к качеству различных отливок.
4. Каковы ограничения литья в песчаные формы?
Несмотря на множество преимуществ, литье в песчаные формы имеет и некоторые ограничения: поскольку песчаная форма расширяется и сжимается из-за нагрева в процессе заливки, точность размеров и качество поверхности отливки трудно контролировать. Процесс литья в песчаные формы трудоемок и требует множества ручных операций и вмешательств, что влияет на эффективность производства. В процессе литья в песчаные формы образуется большое количество отходов песка и сточных вод, что приводит к определенному загрязнению окружающей среды.
Краткое содержание
Как традиционный и важный процесс литья, литье в песчаные формы имеет широкие перспективы применения и незаменимые преимущества . Благодаря непрерывному развитию современных технологий литья, литье в песчаные формы постоянно совершенствуется и адаптируется к более сложным и разнообразным производственным потребностям. Будь то выбор материалов, проектирование процесса или применение в производстве, литье в песчаные формы демонстрирует свою уникальную привлекательность и ценность.


📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ , производство изделий из листового металла , 3D-печать , литье под давлением , штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com .


