
Sandguss ist ein vielseitiges Verfahren , mit dem Produkte unterschiedlichster Größen, Formen und Komplexitäten hergestellt werden können. Sandformen sind kostengünstig, extrem feuerbeständig und eignen sich sogar für Stahlguss. Daher entfallen 60 % aller Metallgussteile auf Sandguss. Für die kosteneffiziente Fertigung kleiner Serien gilt Sandguss als bevorzugtes Herstellungsverfahren. Doch was genau ist Sandguss? In diesem Artikel führt Sie das LS-Team in die Welt des Sandgusses ein und erklärt Ihnen Definition, Funktionsprinzipien, Vorteile, Nachteile und Anwendungsbeispiele.
Was ist Sandguss?
Sandguss ist ein äußerst vielseitiges Verfahren . Es eignet sich für alle Metalllegierungen, ob eisenhaltig oder nicht. In großen Industrieanlagen wird es zur Massenproduktion von Automobil-Metallgussteilen wie Motorblöcken und Zylinderköpfen eingesetzt.
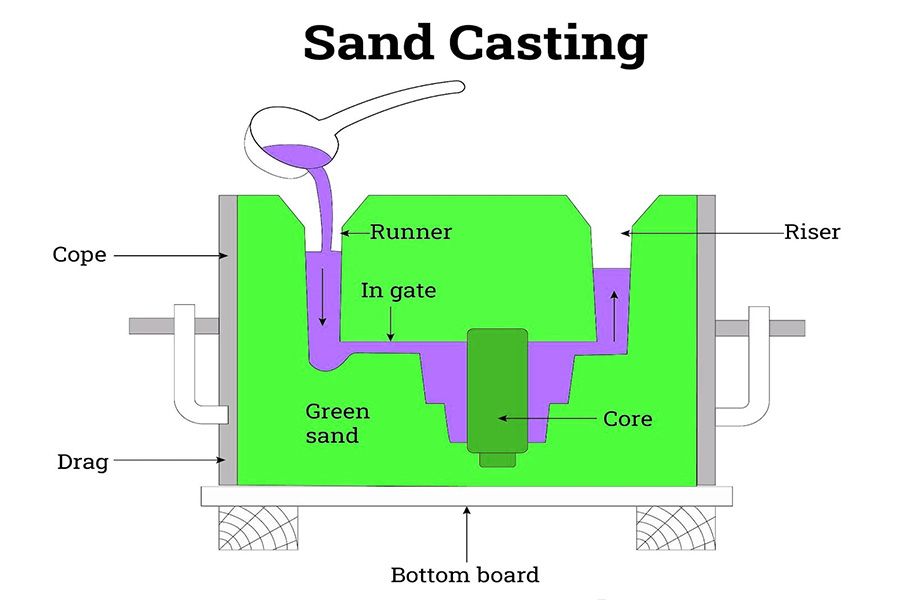
Eine Form aus silikatbasiertem Material, wie beispielsweise natürlich gebundenem oder synthetischem Sand, dient zur Herstellung der glatten Formoberfläche. Diese ist in zwei Hälften unterteilt: die obere Hälfte (Oberteil) und die untere Hälfte (Unterteil). Das Modell wird mithilfe eines Gießtopfs mit flüssigem Metall befüllt und erstarrt anschließend. Zum Schluss wird überschüssiges Metall für den Guss entfernt.
Was sind die Vor- und Nachteile des Sandgussverfahrens?
Sandguss ist ein Verfahren mit Vor- und Nachteilen.
| Vorteile | Nachteile |
| Die Produktionskosten sind relativ niedrig, insbesondere bei Kleinserienfertigung. | Geringe Genauigkeit im Vergleich zu alternativen Methoden |
| Fertigung großer Bauteile | Diese Methode ist schwierig anzuwenden für Produkte mit vorgegebenen Gewichts- und Größenangaben. |
| Gießen von Eisen- und Nichteisenlegierungen | Bei diesem Verfahren entstehen Produkte mit einer rauen Oberfläche. |
| Recyclingfähigkeit | |
| Metalle wie Stahl und Titan mit hoher Schmelztemperatur |
Wie funktioniert Sandguss?
Beim Sandguss wird das Prinzip des Schwerkraftgusses angewendet . Geschmolzenes Metall wird in die Form gegossen, füllt den Hohlraum und nimmt die Form des Modells an. Beim Abkühlen und Erstarren des Metalls nimmt es die gewünschte Form an. Das erstarrte Gussteil wird anschließend aus der Form entnommen und weiteren Bearbeitungsschritten wie Schleifen und Sandstrahlen unterzogen.
Beim Erstarren schrumpft das Metall, was zu inneren Spannungen und Maßänderungen führt. Um die Unversehrtheit des Gussteils zu gewährleisten, müssen geeignete Konstruktionsfaktoren berücksichtigt werden, wie beispielsweise der Einsatz von Speisern oder Kühlkörpern.
Wie funktioniert Sandguss Schritt für Schritt?
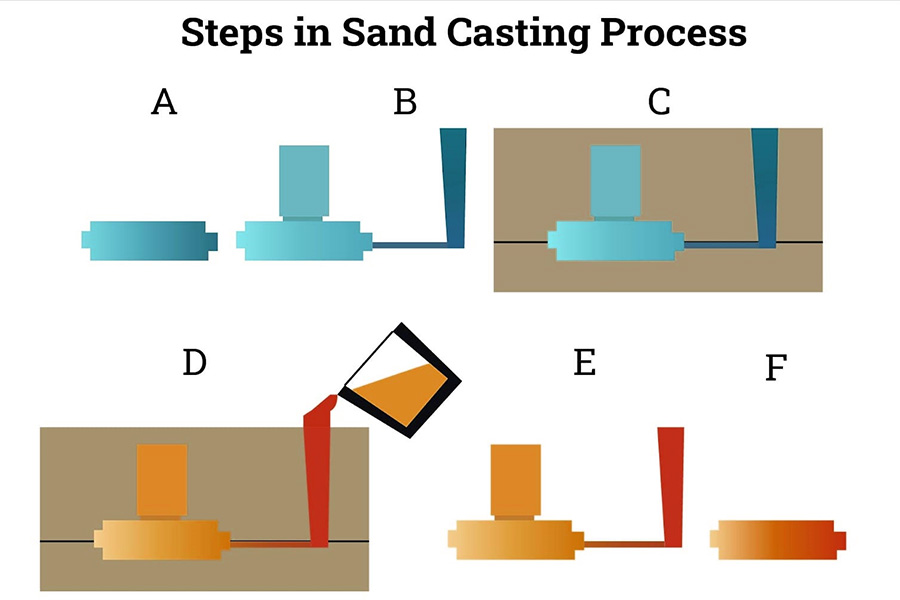
Das Sandgussverfahren ist ein komplexer und systematischer Prozess, der zahlreiche Schritte und Verbindungen umfasst, um die Qualität und Leistungsfähigkeit des fertigen Gussteils sicherzustellen. Im Folgenden wird der detaillierte Prozessablauf des Sandgusses beschrieben:
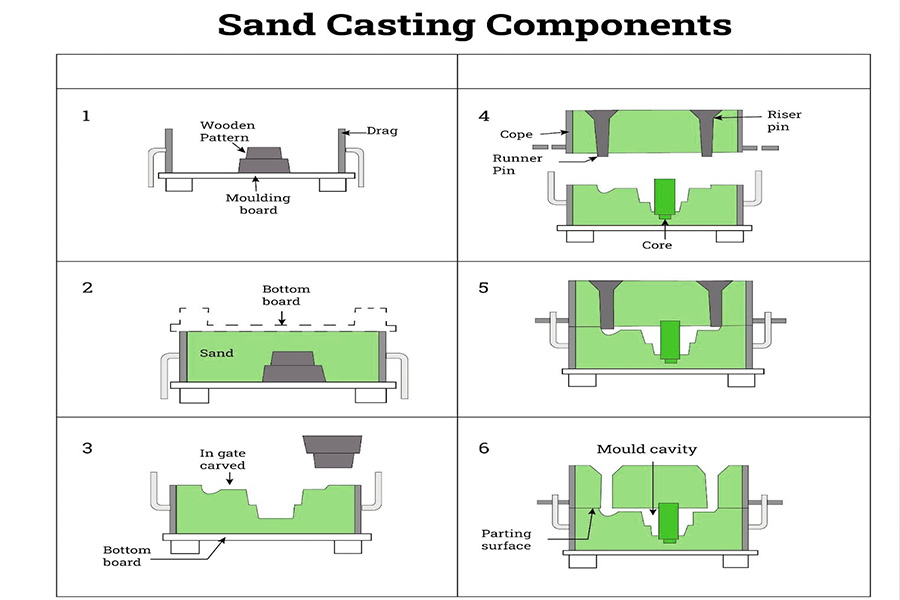
- Formenherstellung: Formen für die Modellierung werden gemäß den Gusszeichnungen oder Konstruktionsvorgaben hergestellt. Die Formen können je nach Komplexität des Gussteils und Produktionsmenge aus Holz, Metall oder Kunststoff bestehen.
- Sandaufbereitung und Sandmischung: Geeigneten Sand (z. B. Quarzsand, Kieselsand usw.) und Bindemittel (z. B. Ton, Harz usw.) auswählen und in einem bestimmten Verhältnis gleichmäßig mischen, um Formsand mit einer bestimmten Festigkeit und Fließfähigkeit herzustellen.
- Formgebung: Der gemischte Formsand wird in die Form gefüllt und durch Verdichtung, Vibration usw. zur gewünschten Sandform geformt. Die Sandform wird in eine Ober- und eine Unterform unterteilt, die nach dem Zusammenfügen einen kompletten Gusshohlraum bilden.
- Kernherstellung: Für Gussteile mit Hohlräumen werden entsprechende Sandkerne hergestellt. Die Kernherstellung ähnelt dem Formen, erfordert aber in der Regel einen speziellen Kernkasten und Kernsand.
- Zusammenfügen: Die obere und die untere Sandform (sowie der Sandkern) werden zu einem vollständigen Gusshohlraum zusammengefügt. Beim Schließen des Kastens ist darauf zu achten, dass Sandform und Sandkern präzise positioniert sind und mit geeigneten Befestigungsmitteln fixiert werden.
- Metallschmelzen: Entsprechend den Materialanforderungen des Gussteils werden geeignete Schmelzanlagen und -verfahren ausgewählt, um die metallischen Rohstoffe zu verflüssigen. Zusammensetzung und Temperatur der Metallschmelze müssen während des Schmelzprozesses kontrolliert werden.
- Gießen: Gießen Sie das flüssige Metall schnell und gleichmäßig in den Formhohlraum. Während des Gießvorgangs müssen die Gießgeschwindigkeit und die Fließrate des flüssigen Metalls kontrolliert werden, um Fehler wie Poren und Einschlüsse zu vermeiden.
- Abkühlung: Das geschmolzene Metall kühlt in der Form ab und erstarrt . Abkühlgeschwindigkeit und Temperaturgradient müssen während des Abkühlprozesses kontrolliert werden, um Spannungen und Verformungen im Gussteil zu minimieren.
- Auswaschen und Reinigen: Nach dem vollständigen Abkühlen des Gussteils wird die Sandform entfernt und das Gussteil entnommen. Anschließend werden Sand, Zunder und andere Verunreinigungen von der Oberfläche des Gussteils entfernt, üblicherweise durch Sandstrahlen, Schleifen oder andere Verfahren.
- Prüfung und Instandsetzung: Qualitätsprüfung der Gussteile, einschließlich Maßprüfung, Sichtprüfung, zerstörungsfreier Prüfverfahren (z. B. Röntgenprüfung, Ultraschallprüfung) und Prüfung der mechanischen Eigenschaften. Nicht normgerechte Gussteile müssen instandgesetzt oder nachbearbeitet werden.
Welche Arten von Sandguss gibt es?
Sandguss lässt sich anhand des Herstellungsverfahrens und der Materialeigenschaften der Sandform in verschiedene Arten unterteilen . Hier einige der wichtigsten Arten des Sandgusses:
1. Nasssand
Grünsandguss ist ein Gießverfahren, bei dem Form- und Kernsand als Modellmaterialien für die Herstellung einer Gussform verwendet werden. Flüssiges Metall fließt unter Schwerkraft in die Form und erzeugt so das Gussteil. Hauptsächlich wird Ton und eine angemessene Menge Wasser als Bindemittel für den Formsand eingesetzt. Nach der Herstellung der Sandform wird diese direkt im nassen Zustand befüllt und gegossen. Das Nassgießen hat eine lange Tradition und ist weit verbreitet . Mit diesem Verfahren lassen sich Gussteile aus Stahl, Eisen und den meisten Nichteisenmetallen herstellen. Zu den Hauptvorteilen zählen die reichlich vorhandenen Tonvorkommen, der niedrige Preis, die kurze Herstellungszeit der Formen und die hohe Arbeitseffizienz. Der verwendete Tongrünsand kann nach entsprechender Aufbereitung größtenteils recycelt und wiederverwendet werden. Es gibt jedoch auch Nachteile, wie die geringe Steifigkeit der Gussform, die ungenaue Maßhaltigkeit der Gussteile und die Anfälligkeit der Gussteile für Fehler wie Sandauswaschungen, Sandeinschlüsse und Poren.
2. Trockener Sand
Im Vergleich zum Grünsandguss weist der Trockensandformguss einen geringeren Feuchtigkeitsgehalt im Formsand auf . Bei der Herstellung von Trockensandformen ist der Feuchtigkeitsgehalt des Formsandes etwas höher als bei Nassformen. Nach der Formherstellung muss die Oberfläche des Formhohlraums mit feuerfester Farbe beschichtet und anschließend im Ofen getrocknet werden. Nach dem Abkühlen kann die Form verschlossen und der Guss befüllt werden. Dieses Verfahren wird üblicherweise zur Herstellung von Stahlgussteilen und größeren Eisengussteilen eingesetzt. Da das Trocknen von Tonsandformen jedoch zeitaufwändig und energieintensiv ist und die Formen während des Trocknungsprozesses zu Verformungen neigen, was die Gussgenauigkeit beeinträchtigt, werden Trockensandformen seit der weitverbreiteten Verwendung von chemisch gehärtetem Sand zunehmend verdrängt. Im modernen Sandguss wird Trockensand jedoch weiterhin als Kernmaterial verwendet, insbesondere für Kerne mit komplexen Formen, dünnen Querschnitten, hoher Trockenfestigkeit und guten Fallfestigkeitseigenschaften.
3. Kernsand
Kernsand ist das Material, aus dem der Kern einer Sandform hergestellt wird . Je nach verwendetem Bindemittel lässt sich Kernsand in verschiedene Typen unterteilen, beispielsweise Ton-, Wasserglas-, Öl-, Fett- oder Harzkernsand. Seine Hauptfunktion besteht darin, den Formhohlraum zu stützen und zu verhindern, dass flüssiges Metall während des Gießvorgangs austritt. Unterschiedliche Kernsandtypen weisen unterschiedliche Eigenschaften und Anwendungsbereiche auf und werden entsprechend den spezifischen Anforderungen des Gussstücks ausgewählt.
Welche Sandarten werden beim Sandguss verwendet?
Das Formmaterial für den Harzsandguss besteht aus einer Mischung aus Quarzsand und Harzsand. Beim Mischen und Erhitzen härtet der Harzsand zu einer festen, glatten Form aus. Eine solche Form führt zu weniger fehlerhaften Gussteilen, ist aber mit höheren Kosten und einer geringeren Produktionsrate verbunden. Die Herstellung von Harzsandformen ist aufwendiger, da jede Form einzeln gemischt und gebrannt werden muss.
Was sind gängige Anwendungsgebiete des Sandgusses?
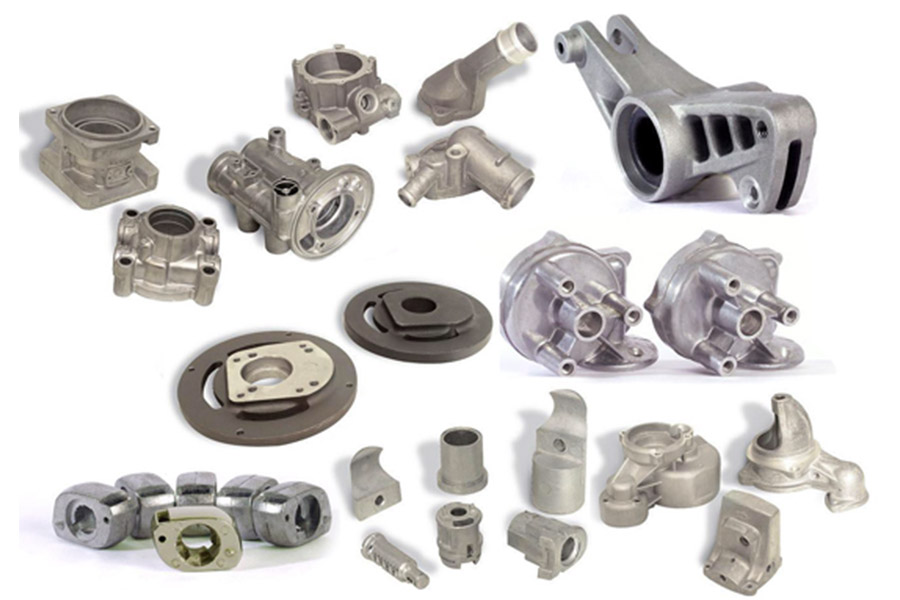
Als gängiges und weit verbreitetes Gießverfahren eignet sich Sandguss für die Herstellung verschiedenster Metalle und Legierungen und findet vielfältige Anwendung. Hier einige der wichtigsten Anwendungsgebiete:
- Maschinenbauindustrie: Sandguss ist ein gängiges Gießverfahren im Maschinenbau und wird zur Herstellung verschiedener mechanischer Teile wie Zahnräder, Lagersitze, Gehäuse usw. eingesetzt. Diese Teile sind oft hohen mechanischen Belastungen und Verschleiß ausgesetzt, und Sandguss kann diese Anforderungen erfüllen.
- Automobilindustrie: In der Automobilfertigung wird Sandguss zur Herstellung wichtiger Bauteile wie Motorblöcke, Kurbelgehäuse und Getriebegehäuse eingesetzt. Diese Bauteile erfordern neben hoher Festigkeit und Verschleißfestigkeit auch gute Dichtigkeit und thermische Stabilität.
- Luft- und Raumfahrtindustrie: In der Luft- und Raumfahrt wird Sandguss zur Herstellung von Flugzeugtriebwerksteilen, Raketentriebwerksgehäusen usw. eingesetzt. Diese Bauteile müssen extremen Bedingungen wie hohen Temperaturen, hohem Druck und hohen Geschwindigkeiten standhalten und erfordern daher eine extrem hohe Materialleistung.
- Schiffbauindustrie: Im Schiffbau wird Sandguss zur Herstellung von Rumpfstrukturteilen, Motorteilen usw. eingesetzt. Diese Teile müssen der Korrosion durch Meerwasser und den Vibrationen des Rumpfes standhalten, daher müssen die Werkstoffe eine gute Korrosionsbeständigkeit und Ermüdungsbeständigkeit aufweisen.
- Elektrizitätswirtschaft: In der Elektrizitätswirtschaft werden wichtige Bauteile wie Generatorstatoren und -rotoren im Sandgussverfahren hergestellt. Diese Bauteile müssen enormen elektromagnetischen Kräften und hohen Temperaturen standhalten und stellen hohe Anforderungen an die Leitfähigkeit, thermische Stabilität und mechanische Festigkeit der verwendeten Materialien.
- Bau- und Landwirtschaftsmaschinen: Sandguss wird auch in der Herstellung von Bau- und Landwirtschaftsmaschinen häufig eingesetzt, beispielsweise bei der Produktion von Rohren und Rohrverbindungsstücken für den Baubereich sowie von Zahnrädern und Lagern für Landwirtschaftsmaschinen.
LS kann Ihnen bei Ihren Gussanforderungen helfen.
Sie müssen das optimale Gießverfahren für Ihr Produkt auswählen. LS bietet Ihnen Zugang zu einem professionellen Ingenieurteam mit umfassender Erfahrung in verschiedenen Gießverfahren wie Druckguss und Vakuumgießen. Dank der Expertise unseres Teams können wir Sie optimal beraten und Ihre Fragen beantworten.
Sie können online ein schnelles Angebot für Ihre Teile erhalten, indem Sie die Konstruktionsdatei auf unsere Online-Angebotsplattform hochladen. Wir bieten Ihnen beste Produkte zu wettbewerbsfähigen Preisen.
Häufig gestellte Fragen
1. Was ist das Grundprinzip des Sandgusses?
Sandguss ist ein traditionelles Gießverfahren , bei dem Formsand (hauptsächlich bestehend aus Sand, Ton und Wasser) als Modelliermaterial verwendet wird, um eine Sandform herzustellen, die der Form des Gussteils entspricht. Dies kann von Hand oder maschinell erfolgen. Anschließend wird das flüssige Metall in die Sandform gegossen. Nach dem Abkühlen und Erstarren des Metalls wird das Gussteil entnommen und der Gießvorgang abgeschlossen.
2. Wie ist der Prozessablauf beim Sandguss?
Der Prozessablauf beim Sandguss umfasst im Wesentlichen folgende Schritte: ① Herstellung des Formsandes: Sand, Ton und Wasser werden in einem bestimmten Verhältnis gemischt, um einen gut fließfähigen Formsand herzustellen. ② Formherstellung: Gemäß der Gusszeichnung wird der Formkasten mithilfe von Schablonen, Werkzeugen oder Maschinen mit Formsand befüllt und verdichtet. ③ Öffnen von Angüssen und Steigern: Angüsse und Steiger werden an der Form geöffnet, damit das flüssige Metall gleichmäßig in die Form fließen und Gase sowie Verunreinigungen entweichen können. ④ Formanpassung: Ober- und Unterteil der Form werden so geschlossen, dass die Trennflächen dicht aneinanderliegen und kein flüssiges Metall austreten kann. ⑤ Gießen: Das flüssige Metall wird durch die Angüsse in die Form gegossen und abgekühlt und erstarrt. ⑥ Entformen und Reinigen: Nach dem vollständigen Abkühlen des Gussteils wird die Form entfernt, das Gussteil entnommen und gegebenenfalls gereinigt und nachbearbeitet.
3. Was sind die Vorteile des Sandgussverfahrens?
Die Hauptvorteile des Sandgussverfahrens sind: Es ermöglicht die Herstellung vielfältiger Gussteile mit komplexen Formen und unterschiedlichen Größen und eignet sich für die Verarbeitung verschiedenster Metalle. Im Vergleich zu anderen Gießverfahren sind die Kosten für Ausrüstung und Material relativ gering, wodurch sich das Sandgussverfahren für die Massenproduktion eignet. Prozessablauf und Parameter lassen sich flexibel an die Produktionsanforderungen anpassen, um die Qualitätsanforderungen unterschiedlicher Gussteile zu erfüllen.
4. Welche Einschränkungen gibt es beim Sandguss?
Obwohl Sandguss viele Vorteile bietet, weist er auch einige Einschränkungen auf: Da sich die Sandform während des Gießvorgangs durch die Hitze ausdehnt und zusammenzieht, lassen sich Maßgenauigkeit und Oberflächenqualität des Gussteils nur schwer präzise kontrollieren. Der Sandguss ist ein aufwendiges Verfahren mit vielen manuellen Arbeitsschritten und Eingriffen, was die Produktionseffizienz beeinträchtigt. Zudem entstehen beim Sandguss große Mengen an Abfallsand und Abwasser, was die Umwelt belastet.
Zusammenfassung
Als traditionelles und wichtiges Gießverfahren bietet der Sandguss vielfältige Anwendungsmöglichkeiten und unersetzliche Vorteile . Dank der kontinuierlichen Weiterentwicklung moderner Gießtechnologien wird der Sandguss stetig verbessert und perfektioniert, um den immer komplexeren und vielfältigeren Produktionsanforderungen gerecht zu werden. Ob bei der Materialauswahl, der Prozessgestaltung oder der Produktionsanwendung – der Sandguss hat seinen einzigartigen Reiz und Wert stets unter Beweis gestellt.


📞Tel.: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. LS Manufacturing übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das LS Manufacturing-Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung bereitstellt. Dies liegt in der Verantwortung des Käufers. Fordern Sie ein Teileangebot an. Geben Sie bitte Ihre spezifischen Anforderungen für diese Abschnitte an. Kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und haben über 5.000 Kunden betreut. Unsere Schwerpunkte liegen auf hochpräziser CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss, Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Entscheiden Sie sich für LS Manufacturing. Das steht für Effizienz, Qualität und Professionalität.
Mehr erfahren Sie auf unserer Website: www.lsrpf.com .


