
Услуги по обработке зубчатых колес стали проблемой высокой важности для производителей, поскольку связаны с несоответствующими прикладными задачами, плохими техническими характеристиками и высокими затратами. Традиционные подходы, принятые для решения этой проблемы, показали отсутствие систематического подхода, поскольку они оценивались в более чем 30% задержек в проектах и качестве.
Однако проблема в том, что эти цены за единицу продукции, гонимые за счет других факторов совместимости, в конечном итоге подрывают обоснованную оценку возможностей поставщиков. Эта проблема решается в статье путем предложения обоснованной оценки поставщиков с использованием технических факторов, соответствующих приложению.

Краткая справочная таблица услуг по обработке зубчатых колес
|
Тип услуги |
Процесс |
Материалы |
Приложения |
Ключевые особенности |
|
Зубофрезерная обработка зубчатых колес |
Непрерывная резка |
Сталь, чугун, латунь |
Автомобильная, промышленная |
Высокая производительность, хорошая точность |
|
Формирование зубчатой передачи |
Возвратно-поступательный рез |
Легированная сталь, бронза |
Внутренние шестерни, шлицы |
Универсальные, сложные формы |
|
Зубошлифование |
Абразивное удаление |
Закаленная сталь |
Прецизионные шестерни , аэрокосмическая промышленность |
Высокая точность, идеальная обработка |
|
Бритье шестерен |
Процесс отделки |
Мягкие материалы |
Автомобильная трансмиссия |
Улучшает качество поверхности |
|
Зубофрезерование |
Многозубая фреза |
Различные металлы |
Прототипы, мелкие партии |
Гибкий, экономичный |
|
Протяжка шестерен |
Линейная резка |
Пластичные материалы |
Шлицы, шпоночные канавки |
Высокая производительность за один проход |
|
Хонингование шестерен |
Абразивная отделка |
Финальная отделка |
Исправляет ошибки, гладкая поверхность |
Мы поддерживаем производителей зубчатых колес в решении проблем, связанных с зубообработкой, путем выбора оборудования на основе принципов совместимости и других факторов. Эта практика обеспечивает сокращение задержек проекта как минимум на 30% в отношении оценки возможностей, связанных с поставщиками, материалами и другими факторами.
Почему стоит доверять этому руководству? Практический опыт экспертов LS Manufacturing
Это своего рода достоверная информация, поскольку она содержит контекст опыта, реализованного с нуля. В LS Manufacturing мы находимся в реальной среде и сталкиваемся с теми же проблемами, с которыми вы сталкиваетесь при обработке зубчатых колес : от микронной точности в аэрокосмической отрасли передачи до безупречной надежности в медицинских приводах. Эти предложения теперь стали результатом нашего успеха в поставке более 50 000 прецизионных деталей. Каждая деталь была спасательным кругом, поскольку преподала нам бесценный урок.
Согласование наших процессов со стандартами качества строго соответствует стандартам признанных учреждений. Мы внимательно следим за процедурами охраны окружающей среды и безопасности, используемыми Агентство по охране окружающей среды США (Агентство по охране окружающей среды США) . Более того, мы соблюдаем установленные правила АСМ Интернешнл связанные с нашим материаловедением и процессом термообработки, чтобы обеспечить высокую степень надежности наших зубчатых передач. Процесс обработки наших шестерен осуществляется в нашей мастерской.
Знания, которые мы распространяем в этой статье, аналогичны тем, которые мы проверяем каждый день в цехах нашего предприятия. Будь то оптимизация параметров процесса фрезерования закаленных сплавов или скорости в зависимости от точности, необходимой при крупносерийном производстве, реальность такова, что подобные процессы будут подвергаться жестким испытаниям в цехах нашего предприятия в Нортон-Ханнифине – если мы поставляем в отрасли высококачественные шестерни.
Рисунок 1: Технические характеристики и этапы отделки производства зубчатых колес с ЧПУ компанией LS Manufacturing.
Как отраслевые применения зубчатых передач диктуют производственные требования?
Применение зубчатых передач по отраслям предъявляют особые технические требования , которые требуют специализированных производственных подходов. В этом документе излагаются ключевые стандарты точности и критерии производительности в автомобильной, ветроэнергетической и робототехнической отраслях, а также предоставляется полезная информация для принятия важных технических решений.
| Промышленность | Ключевые технические требования | Стандарты точности |
| Автомобильная трансмиссия | Шумоподавление ≤65 дБ, высокая долговечность | DIN 6 класс |
| Энергия ветра | 20-летний расчетный срок службы, исключительная надежность | сертификация GL |
| Робототехнический Редуктор | Высокая точность позиционирования, компактный дизайн | Погрешность профиля зуба ≤0,005 мм |
Целью настоящего отчета является изложение структуры расчета приложения для передач в соответствующих отраслях за счет использования технических требований и стандартов точности . В высококонкурентных и высокоценных средах следует использовать межотраслевые базы данных, чтобы адаптировать технологические решения к требованиям производительности.

Как оценить основные технические возможности поставщика услуг по производству зубчатых колес?
Процедуры выбора подходящего партнера по обработке зубчатых колес включают в себя очень технические аспекты, где проводится систематическая оценка целостности технических возможностей , а также системы качества . Документ предлагает руководство по оценке партнеров по предоставлению услуг с точки зрения параметры, которые могут обеспечить выполнение требований точного использования:
- Проверка точности оборудования: параметры машины можно проверить. Точность зубошлифовальные станки с ЧПУ немецкой фирмы КАПП имеет класс DIN 5 . Погрешность измерения профиля зуба составляет 0,003 мм. Общая погрешность шага не более 0,005 мм . Образцы, подлежащие проверке, должны быть зафиксированы при обращении в метрологические службы.
- Методика контроля процессов: Изучите степень документирования деятельности поставщика и уровень статистического контроля поставщика. Шумовые испытания ВН должны включать отсутствие отклонений в шероховатости поверхности, Ra не более 0,4 мкм и уровень шума не более 65 дБ . Значение Cpk 1,33 или выше должно быть проверено, чтобы гарантировать, что ключевые измерения процесса одинаковы от процесса к процессу.
- Сертификация системы качества: обеспечьте сертификацию ISO 9001:2015 с действительной областью применения, включая производство зубчатых колес. Рассмотрите управление несоответствиями и корректирующими действиями на площадке поставщика. Проверьте урожайность первого прохода ≥ 99,5% .
- Возможности технической поддержки: оценка инженерных навыков, компетенций и методов решения проблем. Просмотрите отзывы о дизайне на предмет технологичности (DFM), собранные в процессе предложения. Определите время цикла быстрого прототипирования . Изучите успешное решение сложных технологических задач на конкретных примерах.
Такая основа позволила бы выбрать обработку зубчатых колес партнеров измеримым и обоснованным образом, посредством проверенных возможностей, а не только маркетинговых утверждений. Проще говоря, выбор партнера по обработке зубчатых колес Такая структура будет стимулировать производителей зубчатого оборудования уделять внимание измеримым аспектам и целостности своей системы качества .
Каковы ключевые технические показатели, которым необходимо соответствовать для производства высокоточных зубчатых передач?
Производство прецизионных зубчатых колес требует строгого контроля ряда технических показателей . Эти параметры применяются в очень ценных средах. В этом отчете мы поясним основные параметры вместе с процедурой внедрения, которая приведет к достижению контроля субмикронной точности в производство зубчатых колес :
Профиль зуба и точность шага
Обеспечьте многоосевое шлифование с ЧПУ с компенсацией в реальном времени, чтобы сохранить погрешность профиля зуба в пределах ≤0,003 мм , совокупную погрешность шага в пределах ≤0,005 мм . Используйте центры измерения зубчатых колес для проверки 100% критических размеров с разрешением 0,001 мм ; используйте диаграммы SPC для мониторинга значений CpK ≥1,67 для всех диапазонов допуска.
Качество поверхности и микрогеометрия
Шероховатость поверхности должна поддерживаться в пределах Ra ≤0,4 мкм за счет оптимального выбора круга для циклов шлифования и правки, тогда как испытание на шум NV должно в первую очередь фокусироваться на проверке микрогеометрии боковой поверхности зуба, включая изменения в шагах и профилях в соответствии с условиями нагрузки, чему способствует стабилизация температуры для стабильности размеров во время машинного процесса, который происходит при температуре машины, установленной в пределах 20 ± 1 ° C.
Стабильность и отслеживаемость партий
Разброс партий поддерживался в пределах ±0,005 мм. Процессы, сертифицированные по стандарту ISO 9001:2015, гарантировали наличие отклонений в партиях. Компоненты имеют следы на уровне прослеживаемости материала, прослеживаемости процесса и прослеживаемости результатов испытаний. Выход с первого прохода превышает 99,5% .
Таким образом, он обеспечивает четкий путь для изготовление точных зубчатых колес с измеримыми техническими показателями, которые можно постоянно улучшать. Эти конструкции для замкнутого контроля точности и оптимизации процессов позволяют производителю удовлетворить очень специфические и требовательные технические требования аэрокосмической, робототехнической, а также медицинской техники.
Как индивидуальные решения в области зубчатых передач отвечают требованиям конкретных условий эксплуатации?
Индивидуальные решения для зубчатых передач имеют важное значение для удовлетворения уникальных эксплуатационных требований, которые стандартные компоненты не могут удовлетворить. В этом документе подробно описано, как индивидуальные подходы к проектированию решают конкретные технические задачи с помощью точного проектирования и специализированных процессов, обеспечивая оптимальную производительность в требовательных приложениях:
- Высокоскоростные применения: Для устранения шума и вибрации в высокоскоростных зубчатых передачах мы применяем определенные варианты профиля. Что касается нашего динамического распределения нагрузки, чтобы сделать зубчатые передачи бесшумными и с оптимизированным профилем шестерен, было бы достигнуто улучшение на 3–5 дБ с наименьшей потерей эффективности.
- Работа в тяжелых условиях. При работе с тяжелыми нагрузками мы повышаем долговечность зубчатых передач за счет передовых процессов термообработки. Контролируя глубину цементации и параметры отпуска, мы увеличиваем твердость поверхности, сохраняя при этом прочность сердцевины, что приводит к увеличению срока службы в 2 раза.
- Особые требования к материалам: В крайнем случае, связанном с рабочей средой, спецификация материала соответствует спецификациям специальной эксплуатации. Например, будет использоваться устойчивый к коррозии материал в случае химической промышленности или высокотемпературный материал в случае термической среды.
Наши индивидуальные решения в области зубчатых передач Giben позволяют удовлетворить особые требования благодаря тщательному анализу и производству. Фактически, технические ноу-хау службы по изготовлению нестандартных зубчатых передач Giben обеспечивают эффективность компонентов в таких тяжелых условиях, когда обычные шестерни выходят из строя .

Рисунок 2. Прецизионные зубчатые передачи промышленного класса, разработанные LS Manufacturing для эксплуатационных нужд.
Как построить точную модель ценообразования для зубообработки?
Ан точное предложение на обработку зубчатых колес должен повлечь за собой системный процесс, который включает в себя ряд факторов, связанных с соответствующей ценой. В следующей статье будет описан системный процесс точной разработки модели затрат , которая учитывает цены, связанные с материалами, процессами и накладными расходами, при формировании выгодных предложений:
Анализ затрат на материалы
Затраты на материалы рассчитываются в соответствии со спецификациями оборудования, связанными с типом материала, размером заготовки и коэффициентом отходов. Затраты на материалы можно оценить очень точно, учитывая преобладающие рыночные цены на определенный объем, на основе реальных затрат на материалы и информации о доступности от поставщиков в режиме реального времени.
Расчет времени обработки
Время обработки может варьироваться в зависимости от сложности шестерни и уровня ее допуска. Расчет времени обработки производится в нашей системе. На основании существующих зубчатых передач, которые наша компания производила в прошлом, а также коэффициентов эффективности машины, можно рассчитать время настройки, время обработки и вторичное время для оценки общих затрат на рабочую силу.
Термическая обработка и отделка
Мы включаем специализированные процессы, такие как цементация, закалка и шлифование, в зависимости от требований применения зубчатых передач. Эти операции также будут автоматически включены в интеллектуальную систему ценообразования путем указания жесткости или обработка поверхности , чтобы гарантировать, что стоимость всех технических требований была точно рассчитана.
Накладные расходы и прибыль
Система учета затрат предусматривает, что наши накладные расходы на заводе, накладные расходы на оснастку и затраты на контроль качества должны распределяться на каждую работу на равной основе. Следовательно, мы можем взимать плату и тем самым получать прибыль, изменяя ставки в нашей компьютерной системе, чтобы создать банк данных о наших фактических накладных расходах на нашу продукцию.
С нашей точной расценки на обработку зубчатых колес , уровень точности наших котировок составляет 95% . Наш процесс создания модели затрат основан не только на экспертных знаниях, но и на анализе данных, помогая гарантировать, что факторы, связанные с предложением, будь то технические или финансовые, имеют отношение к окончательной цене предложения. Мы можем немедленно ответить на любой запрос.
Какие ключевые факторы следует учитывать при оценке поставщиков услуг по производству зубчатых колес?
Выбор поставщика услуг по ремонту зубчатых передач — это непростая задача, требующая выйти за рамки спецификаций и обеспечить базовые возможности в реальных условиях. Глубокий оценка поставщика услуг по передаче снаряжения включает в себя тщательный процесс проверки возможностей на основе критериев оценки , специально разработанных для управления затратами и рисками доставки. Описанный ниже процесс решает эту проблему, превращая утверждения и возможности, основанные на суждениях, в веские доказательства:
Проверка технической квалификации
Выездные проверки проводятся на Зубофрезерный станок с ЧПУ и мясорубка. В зависимости от технических возможностей производителя мы производим репрезентативную партию с жесткими допусками ( например, более жесткие уровни допуска, указанные в более жестком стандарте, таком как AGMA Class 10 ), и оцениваем основные параметры, связанные с профилем зуба и погрешностью шага на КИМ.
Аудит системного контроля качества
Мы не только оцениваем их статус сертификации ISO; также оценивается интенсивность внедрения. Мы проверяем их статистические диаграммы управления процессами с точки зрения размера и производительности по биению при предыдущем выпуске продукции. Отчеты о несоответствиях или анализ соответствующих корректирующих действий помогут нам определить эффективность их системы качества в надлежащем устранении врожденных недостатков.
Оценка возможностей реализации проекта
Будет рассмотрена их эффективность в выполнении проектов, основанная на их обязательствах по выполнению работы в установленные сроки. Их эффективность в отношении поставки более раннего проекта, состоящего из аналогичного сложного оборудования, в отношении документированного процесса решения их проблем, от обратной связи по проекту до окончательной проверки.
Такая оценка поставщиков услуг по передаче оборудования обеспечила комплексный подход к определению возможностей поставщиков на основе измеримых критериев. Тем не менее, этот метод гарантирует, что оценка критериев возможностей выполняется посредством аудита на месте, что дает производителям свободу принимать правильные решения на основе возможностей, продемонстрированных поставщиками, а не на основе заявлений. поставщиками. Внедряя критерии оценки , производитель имеет возможность выбирать поставщиков, соответствующих его техническим требованиям, и добиваться успеха от партнерства.

Рисунок 3. Прецизионные шестерни, разработанные по индивидуальному заказу для специализированных производственных нужд компанией LS Manufacturing.
Каковы ключевые различия в процессах производства шестерен из разных материалов?
Существуют разные требования к процедурам обработки, основанные на различиях в материалах каждого продукта. В этом отчете освещается оптимизация параметров с учетом различий в технологиях обработки стали. обработка шестерен , обработка шестерен из медного сплава и обработка шестерен из инженерного пластика.
| Тип материала | Фокус основного процесса | Оптимизация ключевых параметров | Метрика проверки |
| Легированная сталь | Свободные и остаточные напряжения в процессе термообработки должны строго контролироваться. | Работа фрезами из КНБ на относительно небольших скоростях ( Скорость обработки - 80-150 м/мин ). | Торцевая твердость -HRC 58-62, не менее . |
| Медный сплав | Избегать образования заусенцев, наклепа и деформаций. | При очень высоких скоростях резания 200-300 м/мин острыми твердосплавными инструментами с тщательной полировкой. | Стабильность размеров, чистота поверхности ( Ra < 0,8 мкм ). |
| Инженерный пластик | Предотвращает деформацию из-за нагрева. | Высокоскоростная резка с диапазоном скоростей резания от 3000 до 5000 об/мин , низкой скоростью съема материала и воздушным охлаждением. | Точный профиль зуба, соблюдение допусков после обработки. |
Этот анализ показывает, что универсальный подход неэффективен для обеспечения точности. обработка зубчатых колес . Успех зависит от понимания фундаментальных различий в материалах и реализации специальной стратегии технологии обработки для каждого из них. Предоставленная система позволяет целенаправленно оптимизировать параметры , гарантируя, что шестерни соответствуют строгим требованиям по твердости, точности и долговечности в сложных условиях эксплуатации.
Как обеспечить стабильное качество при крупносерийном производстве зубчатых передач?
Чтобы проверить качество шестерен, выпускаемых в массовом производстве , недостаточно проверить; скорее, необходимо осуществлять контроль процесса , чтобы избежать дефекта. Например, невозможно проверить точность размеров, отделки и прочности тысяч деталей. Это объяснение относится к тому, что процесс является систематическим, чтобы обеспечить согласованность качества при управлении процессом на основе данных.
- Внедрение статистического управления процессом (SPC). Были реализованы контрольные карты для важнейших характеристик, таких как профиль, диаметр делительного отверстия и биение. Это связано с тем, что отбор проб производится на каждом 25-м произведении . Как только мы наблюдаем, что размер приближается к контрольному пределу, мы начинаем смену инструмента или изменение процесса, фактически не создавая никаких дефектов. Наконец, при критических размерах мы указали значение КФК не ниже 1,67.
- Управление сроком службы инструмента и отклонением процесса: использование инструментов отслеживается с помощью RFID-меток. Кроме того, график профилактического технического обслуживания составляется на основе удаленного материала. Процесс зубофрезерования включает в себя использование силы резания и акустической эмиссии для обнаружения износа инструмента, прежде чем влиять на качество поверхности и другие факторы зубчатого колеса.
- Создание надежных процедур крепления и настройки: мы используем специальные приспособления с быстросменными поддонами, чтобы минимизировать время установки при сохранении повторяемости. Перед началом производства каждая установка проверяется с использованием эталонной передачи и измерений на КИМ . Первоначальная проверка включает полную геометрическую проверку, чтобы убедиться в работоспособности процесса, прежде чем запустить его в массовое производство.
- Интеграция 100% окончательного контроля с контурами обратной связи. В дополнение к SPC, помимо обеспечения контроля процесса в реальном времени, процесс 100% окончательного контроля критических размеров также был интегрирован с помощью машинного зрения/КИМ , тем самым достигаясь устойчивое улучшение управления процессом за счет предоставления данных, которые обеспечивают SPC эффективность управления процессом.
Таким образом, массовое производство становится контролируемым процессом, а не проблематичным. Используя управление процессом вместе с SPC, профилактическим обслуживанием и процессом с обратной связью, мы не только обеспечиваем технические характеристики всех наших передач, но также обеспечиваем постоянство качества, необходимое для приложений в автомобильном секторе, авиационной промышленности и промышленности.
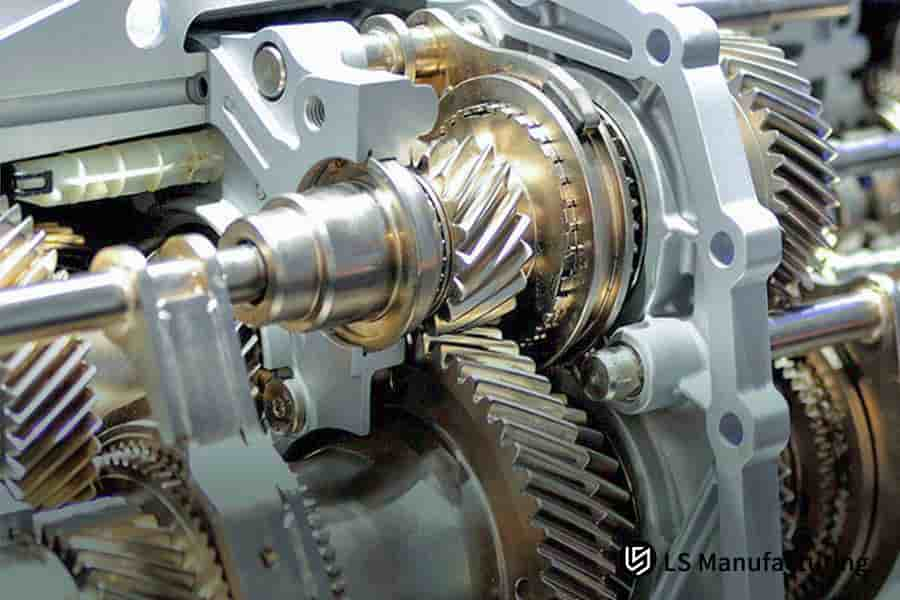
Рисунок 4. Руководство по оценке производства нестандартного оборудования и сопутствующих услуг компанией LS Manufacturing.
LS Manufacturing Robotics Industry: Проект настройки прецизионного редуктора
LS Производственный корпус имело большое значение для робототехнической компании, которой требовались точные шестерни для редукторов RV. Чтобы проиллюстрировать, как этот случай был решен при производстве LS, можно привести наш опыт в производстве LS в отношении таких технических требований к шестерням :
Клиентский вызов
В данном случае проблема компании-поставщика роботов заключается в том, что ей нужен поставщик редуктора для РВ, где должны быть предусмотрены зубчатые редукторы из легированной стали 20CrMnTi . При этом требуемыми требованиями поставщика редуктора являются погрешность положения не более ±0,001 мм , а также уровень шума не более. более 60 дБ . Однако эти технологические характеристики не могут быть достигнуты с помощью обычного процесса зубофрезерования. Таким образом, в настоящее время наблюдается уровень браковки 35% , что связано с чрезвычайно высокими уровнями шума, а также ошибками позиционирования. Таким образом, это приводит к задержке поставок новых роботов клиенту на 3 месяца , а также к дополнительным затратам на 25% .
Производственное решение LS
Двухэтапное прецизионное шлифование/хонингование осуществлялось следующим образом: сначала прецизионное зубошлифование кругами из КНБ до точности класса AGMA 9 , погрешность профиля зуба не превышала 0,005 мм ; во-вторых, хонингование шестерен специальными абразивами, что обеспечивало конечную шероховатость поверхности Ra 0,2-0,4 мкм . В дополнение к вышесказанному, это также обеспечило наилучшую модификацию профиля зуба для противодействия эффекту термической деформации шестерни под нагрузкой. Это полностью соответствовало техническим требованиям, предъявляемым к зубчатым передачам.
Результаты и ценность
Разработанные шестерни были изготовлены в соответствии со стандартами точности класса 4 DIN , точность повторяемости на 0,0008 мм превышает требования заказчика. В настоящее время шум снижен на 4 дБ до 56 дБ , а срок службы увеличен до 10 000 часов . Проблема, связанная с процентом отказов в размере 35% , была полностью устранена, и в настоящее время совокупная стоимость владения клиента снижена на 18% , что позволяет роботизированной платформе клиента выполнить запуск с учетом полученного удовлетворения на 100% .
Приведенный выше случай — типичный пример сложных задач, которые решает LS Manufacturing при производстве зубчатых колес . Инновации в области технологического проектирования, вплоть до технических требований к зубчатым передачам , определили соотношение выбора в высокопроизводительных приложениях в робототехнике и автоматизации с точки зрения производительности.
Если ваши соединения робота сталкиваются с узкими местами в производительности из-за ограничений высокоточных зубчатых передач, наши индивидуальные решения прецизионные зубчатые решения может быть ответ, который вы ищете.

Как установить долгосрочное партнерство в производстве зубчатых передач?
Заинтересованность производителей также должна выходить за рамки транзакционного характера партнерства и включать добавленную стоимость за счет технологического партнерства . Взаимодействие с клиентами должно продолжать улучшаться, включая развитие отношений между клиентами и поставщиками в технологическое партнерство для обеспечения общих инноваций. В этом документе изложены рамки построения долгосрочного сотрудничества , основанного на взаимном росте и постоянном совершенствовании:
Внедрение структурированных циклов коммуникации и анализа
Мы организуем совещания по техническому обзору на ежеквартальной основе, которые не только затрагивают аспекты качества, методы обучения и методологию, но также фокусируются на снижении затрат и технических сложностей. Наши технические обзорные совещания также включают сессии по решению проблем, на которых наш технический персонал работает в сотрудничестве с техническим персоналом наших клиентов над техническими сложностями в процессах производства или оптимизации.
Разработка проактивных дополнительных услуг
Помимо подбора правильных компонентов для замены тех, которые больше не функционируют должным образом, есть некоторые дополнительные комментарии, касающиеся технологичности на этапе производства прототипа, которые указывают на проблемные места в этих компонентах непосредственно перед изготовлением инструмента. Клиент из автомобильного сектора минимизировал на 15 % свои единовременные инженерные расходы, связанные с технологичностью, а не рабочими характеристиками зубчатых передач, что позволило сократить общее время выполнения заказа на 30 % .
Установление прозрачных показателей эффективности и общих целей
Мы обсуждаем введение показателей производительности, связанных с основными факторами производительности, такими как доставка, повышение доходности и инициативы по снижению затрат. Таким образом, обеим заинтересованным сторонам становится легче работать над одной конкретной областью, где необходимо повышение эффективности. Например, в роботизированном производстве общая стоимость владения снизилась на 18% за три года.
Создание гибких механизмов реагирования на изменения рынка
Мы применяем наше планирование на случай непредвиденных обстоятельств и гибкие решения по мощности для реагирования на внезапные изменения рыночного спроса и изменения в конструкции на рынке. Сюда входит наш перечень защитных ключевых компонентов и быстрое прототипирование решения для немедленного реагирования решения для ключевых инженерных изменений за 48 часов для наших партнерских отношений .
Благодаря этому изменению парадигмы, производство шестерен Это не коммерческая операция, а сотрудничество, в котором обе стороны работают вместе для общего роста. Мы обеспечиваем долгосрочное сотрудничество , применяя структурированное сотрудничество, создание ценности и открытый подход к управлению производительностью.
Часто задаваемые вопросы
1. Как выбрать уровень точности обработки зубчатых колес?
Как требуется в заявке. Для общей передачи DIN 7-8 ; для точной передачи DIN 5-6 ; и для сверхточной передачи DIN 3-4 .
2. Как оптимизировать затраты на мелкосерийную обработку зубчатых колес?
Благодаря внедрению SPC в процесс изменения и повышению эффективности Поскольку качество материалов не зависит от качества материалов, очевидно, что LS Manufacturing должна быть в состоянии поддерживать цены для мелких партий на уровне не более 1,3 от цен для крупных партий.
3. Как выбрать процесс термообработки зубчатых колес?
Выбор различных процессов цементации/индукционной закалки в зависимости от материала для облегчения достижения желаемого градиента твердости.
4. Какие существуют способы проверки качества зубообработки?
Посредством многомерной проверки, такой как проверка профиля зуба, проверка направления зуба, испытание на шум, испытание на срок службы и т. д.
5. Как можно гарантировать время доставки срочных заказов?
Он предлагает услугу Fast Track, а в случае срочной доставки время доставки может быть сокращено на 60% .
6. Почему вам нужна модификация механизма?
Он имеет увеличенную скорость зацепления, пониженный уровень шума на 3–5 дБ и оптимизированный срок службы более 30 % .
7. Как выбрать материалы для зубчатых колес?
Выбирайте на основе всестороннего учета нагрузки, скорости, окружающей среды и других факторов. Обычно используемые материалы включают 20CrMnTi и 42CrMo.
8. Какие затраты включены в стоимость обработки зубчатых колес?
Он должен включать стоимость материала, используемого в машине, стоимость обработки, стоимость термообработки, стоимость испытаний и так далее. Также должны быть включены все технические характеристики.
Краткое содержание
Это позволит предприятиям определить наиболее подходящие поставщик услуг по обработке зубчатых колес для оптимального качества, стоимости и сроков проекта с помощью системы научной оценки с точным техническим соответствием.
Для получения профессионального решения по обработке зубчатых колес или получения ценового предложения свяжитесь с техническим персоналом по адресу: ЛС Производство . Специалисты готовы изучить ваши индивидуальные потребности и предложить вам полностью индивидуальные и высокоточные решения, используя самые передовые технологии и знания в отрасли для достижения максимальной производительности. Позвоните нам сегодня, чтобы получить консультацию и расчет стоимости с учетом индивидуальных требований вашего проекта.
Мгновенно получайте высокоточные шестерни, чтобы повысить точность вашего оборудования.
📞Тел: +86 185 6675 9667.
📧Электронная почта: info@lsrpf.com
🌐Сайт: https://lsrpf.com/
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. LS Производственные услуги Нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. Это ответственность покупателя. Требуются детали цитата Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Производственная группа LS
LS Manufacturing — ведущая компания отрасли. . Сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокоточной обработке с ЧПУ. Производство листового металла , 3D-печать, Литье под давлением . Штамповка металла и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. Это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.lsrpf.com .


