
歯車加工サービス矛盾したアプリケーションタスク、貧弱な技術的性能特性、および高額な費用が関係するため、製造業者にとって非常に重要な課題となっています。この課題に対処するために採用された従来のアプローチでは、プロジェクトと品質に 30% 以上の遅延が見られるため、体系的な方法が存在しないことが示されています。
しかし、問題は、これらの単価が他の適合性要因を犠牲にして追求され、最終的にサプライヤーの能力の正当な見積もりの作成を損なうことになるということです。この問題は、アプリケーションに適合する技術的要素を使用してサプライヤーの正当な見積もりを提供することによって、この記事で解決されています。

歯車加工サービス早見表
|
サービスの種類 |
プロセス |
材料 |
アプリケーション |
主な特長 |
|
歯車ホブ加工 |
連続切断 |
鋼、鋳鉄、真鍮 |
自動車、産業用 |
高い生産率、優れた精度 |
|
ギアの成形 |
レシプロカット |
合金鋼、青銅 |
内歯車、スプライン |
汎用性の高い複雑な形状 |
|
歯車研削 |
研磨剤の除去 |
焼入鋼 |
精密歯車、航空宇宙 |
高精度、美しい仕上がり |
|
ギアシェービング |
仕上げ工程 |
柔らかい素材 |
自動車用トランスミッション |
表面仕上げの向上 |
|
歯車フライス加工 |
多刃カッター |
各種金属 |
試作品、小ロット |
柔軟でコスト効率が高い |
|
ギアブローチ加工 |
直線切断 |
延性のある材料 |
スプライン、キー溝 |
ワンパスで高生産性 |
|
ギアホーニング |
研磨仕上げ |
最終仕上げ |
エラーを修正し、表面を滑らかにします |
当社は、互換性の原則やその他の要素に基づいた装置の選択を採用することで、歯車加工によってもたらされる課題に対処する歯車メーカーをサポートします。この実践により、サプライヤー、材料、その他の要素に関連する能力評価に関して、プロジェクトの遅延が少なくとも30%削減されることが保証されます。
このガイドが信頼できる理由LS 製造の専門家による実践的な経験
これは、ゼロから実装されたエクスペリエンスのコンテキストが含まれているため、信頼できる情報の一種です。 LS Manufacturingでは、航空宇宙トランスミッション業界でのミクロン単位の精度から医療技術アクチュエータ アプリケーションでの完璧な信頼性まで、歯車加工で経験するのと同じ課題に対処する現実の環境に身を置いています。これらの提案は、50,000 個を超える精密部品を供給してきた当社の成功から発展しました。一つ一つの部品が私たちに貴重な教訓を教えてくれた生命線でした。
当社のプロセスと品質基準との整合性は、認定機関の基準と厳密に一致しています。当社は、企業が採用する環境および安全手順に厳密に従います。米国環境保護庁(米国EPA) 。また、当社は定められたルールを遵守します。 ASMインターナショナル材料科学と熱処理プロセスに関わる技術を駆使し、信頼性の高い歯車の提供を可能にします。当社の歯車の機械加工プロセスは当社の工房で行われます。
この記事で私たちが広めている知識は、私たちが施設の作業現場で毎日検証しているものと同じです。硬化合金のホブ加工プロセスに関するパラメーターの最適化や、大量生産に必要な速度と精度の最適化など、現実には、このようなプロセスは、業界で高品質の歯車を提供している場合、ノートン ハニフィンの施設の製造現場で厳しいテストを受けることになります。
図 1: LS Manufacturing による CNC 歯車製造の技術仕様と仕上げ手順
業界特有の歯車の用途は製造要件をどのように決定するのでしょうか?
業界別のギアの用途特殊な製造アプローチを必要とする明確な技術要件を提示します。この文書では、自動車、風力発電、ロボティクス分野にわたる主要な精度基準と性能基準の概要を説明し、価値の高い技術的意思決定のための実用的な洞察を提供します。
| 業界 | 主要な技術要件 | 精度基準 |
| 自動車用トランスミッション | 騒音制御≤65dB、高耐久性 | DIN6グレード |
| 風力 | 20 年の設計寿命、極めて高い信頼性 | GL認証 |
| ロボティクス減速機 | 高い位置決め精度、コンパクト設計 | 歯形誤差 ≤0.005mm |
このレポートの目的は、次の計算の構造を概説することです。 歯車の用途技術要件と精度基準を使用して、それぞれの業界内での調整を行います。競争が激しく価値の高い環境では、パフォーマンス要件に合わせてプロセス ソリューションを調整するために、業界を超えたデータベースを活用する必要があります。

歯車製造サービスプロバイダーの中核的な技術能力を評価するにはどうすればよいですか?
歯車加工における適切なパートナーの選択手順には非常に技術的な側面が含まれており、技術能力の完全性と品質システムに関する体系的な評価が行われます。サービス提供パートナーを以下の観点から評価するためのガイドラインを示したものです。正確な使用の要求を満たすことを保証できるパラメータ:
- 機器の精度検証:機械のパラメータはテスト可能です。の精度歯車研削CNC機械ドイツの KAPP 社の製品はDIN 5 グレードを持っています。歯形測定誤差は0.003mmです。トータルピッチ誤差は0.005mm以下です。計測サービスを依頼する際には、検査対象の標本を固定する必要があります。
- プロセス管理方法論:サプライヤーの活動に関する文書化の範囲とサプライヤーの統計的管理のレベルを調査します。 VN の騒音テストには、表面仕上げにばらつきがないこと、Ra が0.4μmを超えないこと、騒音レベルが65 dB を超えないことが含まれる必要があります。主要なプロセスの寸法がプロセス間で等しいことを確認するには、Cpk 値が1.33以上であることを検証する必要があります。
- 品質システム認証:歯車製造を含む有効な範囲でISO 9001:2015認証を確実に取得します。サプライヤーのサイトでの不適合の管理と是正措置をレビューします。初回パスの歩留まりが99.5% 以上であることを確認します。
- テクニカル サポート能力: エンジニアリング スキル、能力、問題解決方法を評価します。見積プロセスで収集された製造容易性設計 (DFM) フィードバックを確認します。ラピッド プロトタイピングのサイクル時間を特定します。特定のケーススタディで、困難な技術的課題の解決に成功した事例を調査します。
このようなフレームワークにより、 歯車加工を選択するマーケティングベースの主張だけではなく、実証済みの能力を通じて、測定可能かつ証拠に基づいた方法でパートナーを支援します。もっと簡単に言うと、 歯車加工パートナーの選定この枠組みは、歯車メーカーが品質システムの測定可能な側面と完全性を目標にすることを奨励するでしょう。
高精度の歯車製造のために満たす必要がある主要な技術指標は何ですか?
精密歯車の製造には、いくつかの技術指標の厳格な管理が必要です。これらのパラメータは、価値の高い環境に適用されます。このレポートでは、サブミクロンの精度管理を達成するための必須パラメータと実装手順を明らかにします。 歯車製造:
歯形とピッチ精度
リアルタイム補正を備えた多軸CNC研削を提供し、歯形誤差を≤0.003mm以内、累積ピッチ誤差を≤0.005mm以内に抑えます。歯車測定センターを利用して、 0.001mmの分解能で重要な寸法を100%検査します。すべての許容範囲で CpK 値≥1.67を監視するために SPC チャートを使用します。
表面品質と微細形状
表面粗さは、研削およびドレッシングサイクルに最適な砥石の選択によってRa ≤0.4μmの範囲内に維持する必要があります。一方、NV ノイズ試験は主に、用途の負荷条件に応じたリードとプロファイルの変化を含む歯面の微細形状の検査に焦点を当てるべきであり、機械プロセス中の寸法安定性のための温度安定化によって促進されます。これは20±1°Cに設定された機械温度で行われます。
バッチの一貫性とトレーサビリティ
ロットばらつきは±0.005mm以内に抑えております。 ISO 9001:2015認定プロセスにより、ロットにばらつきが存在することが保証されます。コンポーネントには、材料トレーサビリティ レベル、プロセス トレーサビリティ レベル、およびテスト結果トレーサビリティのトレースがあります。初回パスの歩留まりは99.5%を超えます。
したがって、それは、 精密歯車製造定量化可能なテクニカル指標を使用して継続的に改善します。クローズド精度制御とプロセス最適化のためのこれらの設計により、メーカーは航空宇宙、ロボット技術、医療技術などの非常に特殊で要求の厳しい技術要件に適用することが可能になります。
カスタマイズされたギア ソリューションは特定の動作条件の要件をどのように満たすのでしょうか?
カスタムギアソリューション標準コンポーネントでは満たせない独自の運用上の要求を満たすために不可欠です。この文書では、カスタマイズされた設計アプローチが精密エンジニアリングと特殊なプロセスを通じて特定の技術的課題にどのように対処し、要求の厳しいアプリケーションで最適なパフォーマンスを確保するかを詳しく説明します。
- 高速用途:高速ギアセットの騒音と振動を除去するために、特定のプロファイルバリエーションを採用しています。負荷の動的分散に関しては、最適化されたギアプロファイルでギアセットをノイズフリーにするには、効率の損失を最小限に抑えながら3 ~ 5 dBの改善が達成されるはずです。
- ヘビーデューティ操作:重負荷用途では、高度な熱処理プロセスによりギアの耐久性を向上させます。浸炭深さと焼き戻しパラメータを制御することで、中心部の靭性を維持しながら表面硬度を高め、その結果、耐用年数が 2 倍向上します。
- 特別な材料要件:動作環境に関する極端な場合、材料仕様は特別な動作仕様に従います。例えば、化学工業の場合には耐食性材料、熱環境の場合には高温材料が使用されます。
Giben のカスタム ギア ソリューションは、綿密な分析と製造を通じて、特定の要求に対する特別な要件を実現します。実際、Giben のカスタム ギア サービスの技術的ノウハウは、従来のギアが故障するような厳しい条件下でもコンポーネントの有効性を保証します。

図 2: LS Manufacturing が運用上の要求に合わせて設計した工業用グレードの精密ギア
歯車加工の正確な価格モデルを構築するにはどうすればよいですか?
アン正確な歯車加工の見積もりそれには、関連する価格に関連する多くの要素が関与する体系的なプロセスが必要です。次の文書では、収益性の高い見積を生成する際に、材料、プロセス、諸経費に関連する価格を考慮したコスト モデルを正確に開発するための体系的なプロセスの概要を説明します。
材料費分析
材料コストは、材料の種類、ブランクサイズ、および廃棄係数に関連する歯車の仕様に従って計算されます。実際の材料コストとサプライヤーからのリアルタイムの在庫情報に基づいて、特定の量の一般的な市場レートを念頭に置き、非常に正確な方法で材料コストを見積もることができます。
処理時間の計算
処理時間は、ギアの複雑さとその許容レベルによって異なる場合があります。処理時間の計算はシステム内で行われます。当社が過去に生産した既存の歯車製品と機械の効率係数から、セットアップ時間、加工時間、二次時間を計算し、全体の人件費を見積もることができます。
熱処理と仕上げ
歯車用途の要件に基づいて、浸炭、焼入れ、研削などの特殊なプロセスを組み込みます。これらの操作は、硬度または表面仕上げすべての技術要件のコストが正確に計算されていることを確認するため。
諸経費と利益率
原価計算制度では、工場諸経費、工具諸経費、品質管理費を各業務に均等に配分することを定めています。したがって、製品の実際の諸経費のデータバンクを設定/確立するために、コンピューターシステム内のレートを変更することで請求し、それによって利益を得ることができます。
私たちの正確な歯車加工見積、当社の見積もりの精度レベルは95%です。コストモデルを作成する当社のプロセスは、専門知識だけでなくデータ分析にも依存しており、技術的であれ財務的であれ、見積りに関連する要素が最終的な見積り価格に密接に関係していることを確認するのに役立ちます。どのようなお問い合わせにもすぐに対応させていただきます。
歯車製造サービスプロバイダーを評価する際に考慮すべき重要な要素は何ですか?
ギアサービスのサプライヤーを選択することは、実際の基本的な機能を確保するために仕様を超えて検討するという困難な作業です。深いギアサービスサプライヤーの評価コストとデリバリーのリスクを管理するために特別に設計された評価基準に基づく、慎重な機能監査プロセスが含まれます。以下のプロセスでは、主張と判決に基づく可能性を確実な証拠にまとめることで、この問題を解決します。
技術的熟練度の検証
現場監査は、 CNCギアホバーそしてグラインダー。メーカーの技術的能力に関連して、当社は厳しい公差(例:AGMA クラス 10 などのより厳しい規格で指定されている厳しい公差レベル)で製造された代表的なロットを実施し、三次元測定機の歯形とリード誤差に関連する基本パラメータを評価します。
システム的な品質管理の監査
私たちが ISO 認証ステータスを評価するだけではありません。実施の強度も評価されます。以前の生産高におけるサイズと振れ性能の観点から、統計的プロセス管理図をレビューします。不適合報告、または実施されたそれぞれの是正措置の分析は、先天的な欠陥に適切に対処する際の品質システムの強度を判断するのに役立ちます。
プロジェクト遂行能力の評価
与えられた期限内に作業を遂行するというコミットメントに基づいてプロジェクトを遂行する効率性が考慮されます。同様の複雑な機器で構成された以前のプロジェクトの実施に関する、設計のフィードバックから最終検査に至る問題解決の文書化されたプロセスに関する有効性。
このギアサービスサプライヤーの評価は、測定可能な基準に基づいてサプライヤーの能力を決定するための包括的なアプローチを保証します。ただし、この方法では、能力基準の評価が現場監査を通じて確実に実行されるため、製造業者は、主張ではなく、サプライヤーが実証した能力に基づいて正しい決定を下す自由が与えられます。サプライヤーによる。評価基準を実装することにより、メーカーは技術要件を満たし、パートナーシップを成功させるサプライヤーを選択することができます。

図 3: LS Manufacturing による特殊な製造ニーズに合わせてカスタム設計された精密ギア
異なる材料で作られた歯車の製造プロセスにおける主な違いは何ですか?
各製品の材質の違いに応じて、必要な加工手順が異なります。このレポートでは、鋼材に存在する加工技術の違いに関連したパラメータの最適化に焦点を当てています。 歯車加工、銅合金歯車加工、エンプラ歯車加工。
| 材質の種類 | コアプロセスの焦点 | 主要パラメータの最適化 | 検証メトリクス |
| 合金鋼 | 熱処理プロセスにおける自由応力と残留応力は厳密に制御する必要があります。 | CBN カッターを使用して比較的低速で作業します (加工速度 - 80 ~ 150 m/分)。 | 端部硬度 - HRC 58-62、最小。 |
| 銅合金 | バリ、加工硬化、変形の発生を避けるため。 | 高度に研磨された鋭利な超硬工具を使用して、 200 ~ 300 m/minの非常に高い切削速度で切削します。 | 寸法安定性、表面仕上げ ( Ra < 0.8 μm )。 |
| エンジニアリングプラスチック | 加熱による変形を防ぎます。 | 切削速度範囲3000 ~ 5000 rpmの高速切削、低い材料除去率、空冷。 | 正確な歯形、加工後の公差の維持。 |
この分析は、画一的なアプローチでは精度の向上に効果がないことを示しています。 歯車加工。成功は、基本的な材料の違いを理解し、それぞれに専用の加工技術戦略を導入するかどうかにかかっています。提供されるフレームワークにより、ターゲットを絞ったパラメータの最適化が可能になり、要求の厳しい用途において歯車が硬度、精度、寿命に関する厳しい仕様を確実に満たすことができます。
大規模な歯車製造で一貫した品質を確保するにはどうすればよいですか?
量産によって生産される歯車の品質をテストするには、検査するだけでは十分ではありません。むしろ、欠陥を回避するためにプロセス制御が必要です。例えば、数千個の部品の寸法、仕上げ、強度の精度をチェックすることはできません。データ駆動型の工程管理において、品質の安定化を図るために工程を組織化することについて説明しました。
- 統計的プロセス管理 (SPC) の実装:プロファイル、ピッチ直径、振れなどの重要な特性に関する管理図が実装されています。これは、サンプリングが25 個ごとに実行されるためです。管理限界に近い寸法が観察されるとすぐに、実際に欠陥を発生させることなく工具交換またはプロセス変更を開始します。最後に、限界寸法では、CPK の値を少なくとも 1.67 と指定しました。
- 工具寿命とプロセスドリフトの管理:工具の使用状況は、RFID タグを利用して追跡されます。さらに、除去された材料に基づいて、予測メンテナンス スケジュールが設計されます。歯車のホブ加工プロセスでは、歯車の表面仕上げやその他の要素に影響を与える前に、切削力と音響放射を使用して工具の摩耗を検出します。
- 堅牢な治具とセットアップ手順の確立:クイックチェンジパレットを備えた専用治具を使用して、再現性を維持しながらセットアップ時間を最小限に抑えます。各セットアップは、生産を開始する前にマスターギアとCMM 測定を使用して検証されます。初回検査には、大量生産にリリースする前にプロセスが可能であることを確認するための完全な幾何学的検証が含まれます。
- 100% 最終検査とフィードバック ループの統合: SPC に加えて、リアルタイムのプロセス制御の提供に加えて、重要寸法の 100% 最終検査プロセスもビジョン/CMMを介して統合されており、これにより、SPC にプロセス制御パフォーマンスを提供するデータの提供を通じてプロセス制御の持続的な改善を実現します。
このようにして、大量生産は問題のあるプロセスではなく、管理されたプロセスになります。 SPC、予知保全、および閉ループプロセスとともにプロセス制御を利用することで、当社はすべてのギアの仕様を保証するだけでなく、自動車分野、航空産業、産業の用途に必要な品質の一貫性も提供します。
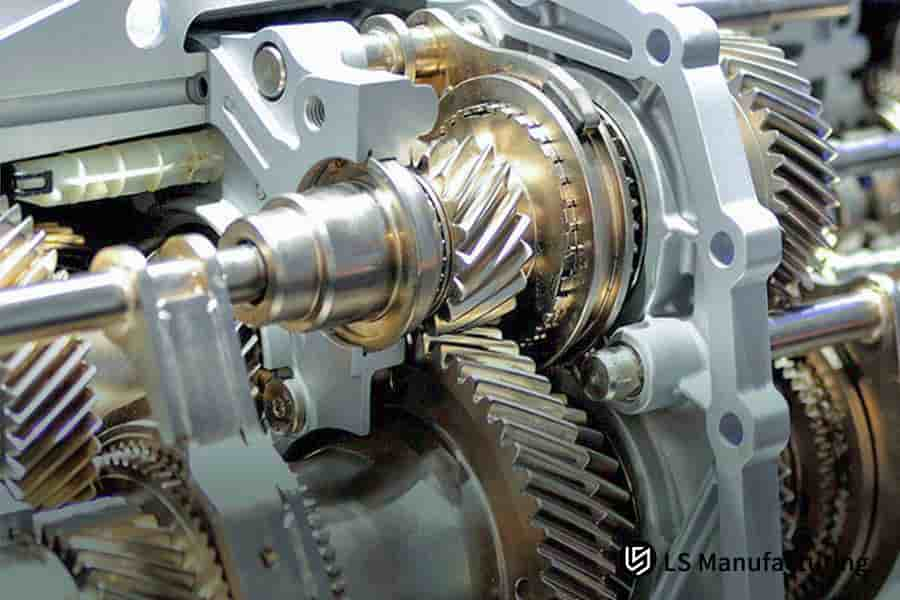
図 4: LS Manufacturing によるカスタム ギアの製造と関連サービスを評価するためのガイド
LS Manufacturing Robotics Industry: 精密減速機カスタマイズ プロジェクト
のLSマニュファクチャリングの事例RV 減速機用の精密なギアを必要とするロボット会社にとって、これは非常に重要でした。このケースが LS 製造でどのように解決されたかを説明する際、これは歯車の技術的要件に対する LS 製造における当社の専門知識を表しています。
クライアントの課題
この場合、ロボット供給会社の問題は、 減速機サプライヤーRV の場合は、材料20CrMnTi 合金鋼で作られた減速機を提供する必要があります。また、減速機メーカーからの要求仕様は、位置誤差が±0.001mm以下、騒音レベルが以下となります。 60dB以上。ただし、これらの技術仕様は、通常の歯車ホブ加工プロセスでは満たすことができません。したがって、現在は35%の除去レベルに直面していますが、これは非常に高いノイズ レベルと位置誤差によるものです。そのため、顧客の新しいロボットの供給が3 か月遅れ、さらに25% の追加コストが発生します。
LS製造ソリューション
2 段階の精密研削/ホーニングは次の方法で行われました。まず、CBN ホイールを使用して、 AGMA クラス 9の精度、歯形誤差が0.005 mm を超えない精密歯車研削を行います。次に、特殊な研磨剤を使用したギアホーニングにより、最終的な表面粗さがRa 0.2 ~ 0.4 ミクロンになるようにしました。上記に加えて、負荷がかかった歯車の熱歪みの影響に対抗するために、最適な歯形修正も保証されました。これは、歯車の技術的要件に完全に準拠していました。
結果と価値
設計された歯車は、DIN クラス 4仕様の精度基準に従って製造され、顧客の要求を上回る0.0008 mmの繰り返し精度を備えています。現在騒音は4dB低減して56dBとなり、寿命は10,000時間に向上しました。 35%程度の不良率に関する問題は完全に解消され、現在、顧客の TCO は18%削減され、顧客のロボット プラットフォームは100%の満足度を獲得して立ち上げを実行することが可能になりました。
上記の事例は、LS Manufacturing が歯車製造における複雑な問題を解決する典型的な例です。ギアの技術要件に至るまでのプロセス エンジニアリングの革新により、ロボット工学やオートメーションの高性能アプリケーションにおけるパフォーマンスの観点からの選択肢が確立されました。
高精度ギアの制限によりロボットの関節がパフォーマンスのボトルネックに直面している場合、当社のカスタマイズされた精密ギアソリューションそれがあなたが探している答えかもしれません。

歯車製造において長期的なパートナーシップを確立するにはどうすればよいですか?
メーカーの連携も、パートナーシップの取引上の性質を超えて、技術的パートナーシップを通じた付加価値を含めるべきです。顧客とのインタラクションは継続的に改善され、顧客とサプライヤーの関係の育成を技術パートナーシップに組み込んで、イノベーションの共有を確保する必要があります。この文書では、相互の成長と継続的な改善に基づいて長期的な協力を構築するためのフレームワークの概要を説明します。
構造化されたコミュニケーションとレビューサイクルの実施
当社では、品質面、トレーニング技術、方法論だけでなく、コストや技術的な複雑さの削減にも重点を置いた技術レビュー会議を四半期ベースで開催しています。当社の技術レビュー ミーティングには、製造または最適化プロセスにおける技術的な複雑さについて、当社の技術スタッフがクライアントの技術スタッフと協力して取り組む問題解決セッションも含まれています。
プロアクティブな付加価値サービスの開発
適切に機能しなくなったコンポーネントを交換するために適切なコンポーネントを導入することに加えて、製造のプロトタイプ段階での製造可能性に関連するいくつかの追加のコメントがあり、ツールを作成する直前にこれらのコンポーネント内の問題点を指摘しています。自動車分野の顧客は、ギアの性能特性以外の製造性に関連する非経常エンジニアリング費用を15%最小限に抑え、全体のリードタイムの 30%削減を達成しました。
透明性のあるパフォーマンス指標と共有目標の確立
納期、歩留まりの向上、コスト削減の取り組みなどの基本的なパフォーマンス要素に関連するパフォーマンス指標の導入について説明します。したがって、関係者の双方にとって、効率の向上が必要な特定の分野に取り組むことが容易になります。たとえば、ロボット製造ユニットでは、総所有コストが 3 年間で 18% 削減されました。
市場の変化に対する柔軟な対応メカニズムの構築
当社は、市場需要の突然の変化や市場の設計変更に対応するために、緊急時対応計画と機敏なキャパシティ ソリューションを適用します。これには、主要コンポーネントの保護インベントリが含まれます。ラピッドプロトタイピング即時対応のソリューション 主要なエンジニアリング変更のソリューションを 48 時間以内に対応します。
このパラダイムシフトを通じて、 歯車の製造これはコモディティ化された業務ではなく、双方が協力して成長を共有するコラボレーションです。当社は、構造化された協力、価値の創造、およびパフォーマンスにおけるオープンな管理アプローチを適用することにより、長期的な協力関係を浸透させます。
よくある質問
1. 歯車の加工精度レベルはどうやって選ぶのですか?
アプリケーションの要求に応じて。一般的な伝送の場合、 DIN 7-8 。正確な伝送用、 DIN 5-6 。超高精度伝送の場合はDIN 3-4 。
2. 小ロット歯車加工のコストを最適化するにはどうすればよいですか?
プロセス変更SPCを採用し、効率を向上材料の密度を考慮すると、LS Manufacturing が小ロット価格を大ロット価格の1.3以下に維持できるはずであることは明らかです。
3. 歯車の熱処理プロセスはどのように選択すればよいですか?
材料に応じて浸炭/高周波焼入れのバリエーションプロセスを選択し、目的の硬度勾配の達成を容易にします。
4. 歯車加工の品質を確認する方法は何ですか?
歯形検査、歯方向検査、騒音検査、寿命検査など多面的な検証を行います。
5. 急ぎの注文の納期はどのように保証できますか?
ファストトラック機能を提供しており、緊急配達の場合は配達時間を60%短縮できます。
6. ギアの改造が必要なのはなぜですか?
メッシュ速度が向上し、騒音レベルが3 ~ 5 dB低減され、寿命が30%以上最適化されています。
7. 歯車の材質はどうやって選ぶのですか?
負荷、速度、環境などを総合的に考慮して選択してください。一般的に使用される材料には、20CrMnTi や 42CrMo などがあります。
8. 歯車加工価格にはどのような費用が含まれますか?
機械に使用する材料費、加工費、熱処理費、試験費などが含まれます。すべての技術仕様も含める必要があります。
まとめ
これにより、企業は最適な企業を正確に特定できるようになります。 歯車加工サービスプロバイダー正確な技術的マッチングを備えた科学的評価システムを通じて、最適なプロジェクトの品質、コスト、スケジュールを実現します。
歯車加工に関する専門的なソリューションや見積もりについては、次の技術スタッフにお問い合わせください。 LSマニュファクチャリング。スペシャリストは、お客様の個別のニーズを調査し、最大限のパフォーマンスを実現するために業界の最先端の技術と知識を使用して、完全にカスタマイズされた高精度のソリューションを提供する準備ができています。プロジェクトの個別要件に基づいたご相談と見積もりについては、今すぐお電話ください。
高精度のギアをすぐに入手して、機器の精度を高めます。
📞電話: +86 185 6675 9667
📧メール: info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。 LSマニュファクチャリングサービス情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です。部品が必要です引用 これらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturing は業界をリードする企業です。カスタム製造ソリューションに焦点を当てます。当社は5,000社を超える顧客と20年以上の経験があり、高精度CNC機械加工に重点を置いており、板金製造、3D プリント、射出成形。金属プレス加工、その他のワンストップ製造サービス。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。 LSマニュファクチャリングを選択します。これは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.lsrpf.com 。


