Metallguss ist ein Prozess, bei dem Metall zu einer Flüssigkeit geschmolzen wird, die bestimmte Anforderungen erfüllt, in eine Form gegossen und dann abgekühlt, verfestigt und gereinigt wird, um ein Gussstück mit einer vorgegebenen Form, Größe und Leistung zu erhalten. Als einer der Grundprozesse im modernen Maschinenbau hat dieser Prozess eine lange Geschichte und breite Anwendungsmöglichkeiten. Mit der kontinuierlichen Weiterentwicklung von Wissenschaft und Technologie haben sich nach und nach verschiedene Arten von Metallgussverfahren entsprechend den unterschiedlichen Anforderungen entwickelt. Ziel dieses Artikels ist es, die verschiedenen Arten des Metallgusses eingehend zu untersuchen, die Prozessprinzipien, technischen Eigenschaften und anwendbaren Szenarien dahinter aufzuzeigen und den Lesern eine Tür zu den Geheimnissen der Metallumformung zu öffnen.
Was ist Metallguss?
Metallguss ist ein Herstellungsverfahren Dabei wird geschmolzenes Metall in Formen gegossen, um 3D-Metallteile herzustellen. Die Form enthält Hohlräume mit der gewünschten Geometrie und das geschmolzene Metall kühlt ab, um das erstarrte Teil zu bilden.
Das Wort „gegossen“ bezieht sich auch auf Teile, die in einem 6.000 Jahre alten Gussverfahren hergestellt wurden. In der Vergangenheit wurden Gussverfahren zur Herstellung komplexer und großer Teile eingesetzt, deren Herstellung mit anderen Herstellungsverfahren schwierig oder kostspielig wäre.
Bei komplexen Geometrien ist Guss die erste Wahl weil es kostengünstiger und der Prozess einfacher ist als beispielsweise CNC-Bearbeitung. Aber auch für die einfachsten Formen wird Guss wegen seiner kurzen Durchlaufzeit und großen Produktionsmöglichkeiten häufig eingesetzt. Heutzutage ist die Verwendung von Gussprodukten so weit verbreitet, dass Sie unabhängig von der Umgebung, in der Sie sich befinden, nicht umhin kommen, Gussprodukte zu verwenden. Einige Beispiele für Gussmetallprodukte sind Motorblöcke, Hydranten, Elektromotoren, Werkzeuge, Ampeln, Einstiegsschächte, Rohre, Ventile und verschiedene Armaturen.
Was sind die wichtigsten Arten des Metallgusses?
Zu den Hauptarten des Metallgusses zählen Sandguss, Druckguss, Feinguss, Strangguss, Schaumausschmelzguss, Schalenguss, Squeeze-Druckguss, Vakuum-Druckguss, Schwerkraftguss, Hochdruckguss, Niederdruckguss und Schleuderguss. Als nächstes erfahren wir mehr über diese Casting-Typen:
1.Sandguss
Beim Sandguss handelt es sich um ein universelles Gießverfahren, mit dem beliebige Metalllegierungen gegossen werden können , ob Eisen oder Nichteisen. Es wird häufig in der Massenproduktion in Industrieanlagen wie Automobil-Metallgussteilen wie Motorblöcken, Zylinderköpfen, Kurbelwellen usw. eingesetzt.
Bei dem Verfahren werden Formen aus silikonbasierten Materialien wie natürlich gebundenem Sand oder synthetischem Sand verwendet, um eine glatte Formoberfläche zu erzeugen. Die Formoberfläche besteht aus zwei Teilen, der oberen Form (oberer Teil) und der unteren Form (unterer Teil). Mit einem Gießbecher wird geschmolzenes Metall in die Form gegossen, wo es zur endgültigen Form erstarrt. Schließlich wird überschüssiges Metall abgeschnitten, um das endgültige Metallgussprodukt fertigzustellen.
Vor- und Nachteile des Sandgusses:
| Vorteile | Nachteile |
| Kostengünstig für kleine Chargen : Es ist ideal für die Produktion kleiner bis mittlerer Stückzahlen, da es im Vergleich zu den anderen Gussarten relativ günstig ist. | Geringere Maßgenauigkeit : Teile haben eine geringere Maßgenauigkeit und eine rauere Oberflächenbeschaffenheit als andere Gussarten. Dies erfordert oft eine zusätzliche Bearbeitung. |
| Flexible Designoption: Kann eine Vielzahl von Formen und Größen herstellen, von sehr kleinen Teilen bis hin zu großen Komponenten. | Größere Materialverschwendung: Da Sandformen nicht wiederverwendet werden können, kommt es im Vergleich zu anderen Gussmethoden zu einer höheren Materialverschwendung. |
| Materialvielfalt : Gießt nahezu jede Metalllegierung. | Porositätsrisiken : Bei Gussteilen besteht ein höheres Risiko für Porosität, die sich auf die mechanischen Eigenschaften auswirken kann. |
| Einfache Einrichtung und Ausrüstung : Erfordert nicht so viel Ausrüstung und ist kostengünstiger als andere Gießtechniken, wodurch es für kleine Betriebe leichter zugänglich ist. | Anforderungen an die Nachbearbeitung : Möglicherweise ist eine umfangreiche Nachbearbeitung wie Schleifen und maschinelle Bearbeitung erforderlich, um das gewünschte Finish zu erzielen. |
| Ideale Gussteile für große Teile : Besonders geeignet für die Herstellung großer Teile, deren Herstellung mit anderen Gussverfahren schwierig oder kostspielig wäre. | Verlängerung der Zykluszeit: Der Produktionszyklus kann verlängert werden, wenn der Prozess langsamer ist, insbesondere bei der Vorbereitung und Trocknung von Formen. |
Anwendung: Weit verbreitet im Automobil-, Maschinen-, Schiffbau-, Bau- und anderen Industriebereich zur Herstellung verschiedener großformatiger und komplex geformter Gussteile.
2. Das Casting
Während durch Sandguss Legierungen mit höheren Schmelzpunkten geschmolzen werden können, können Sie mit Druckguss Metalle mit niedrigeren Schmelzpunkten formen. Nachdem Sie das Material von einem Feststoff in eine heiße, geschmolzene Flüssigkeit umgewandelt haben, können Sie es in eine langlebige Druckgussform aus gehärtetem Stahl einspritzen. Diese Werkzeuge bestehen aus einer Kavität, einem Kern und manchmal einem Einsatz. Im Gegensatz zum Kunststoffspritzguss ist die Bearbeitung von Seitenmerkmalen nach dem Gießen manchmal praktikabler als die Verwendung von Nebenaktionen. Der Ursprung des Druckgusses reicht bis ins 19. Jahrhundert zurück.
Seit seinem Aufkommen in der Fertigungswelt wurden zwei Arten von Programmen für Ihren Einsatz entwickelt. Die erste ist eine Heißkammer, die über einen in die Maschine eingebauten Ofen zum Schmelzen des Materials verfügt. Wenn Sie das Kaltkammerverfahren verwenden, das zweite Verfahren, schmelzen Sie das Material in einem separaten Ofen und bewegen das geschmolzene Material dann in die Einspritzkammer. Sie können Druckguss für die Massenproduktion von Luft- und Raumfahrt- und Automobilteilen sowie von Spielzeug, Möbeln und Elektronik einsetzen. Druckguss wird über die Kerndienstleistungen von Longsheng bereitgestellt und Angebote können über die Instant-Quote-Engine erstellt werden.
Vor- und Nachteile von Druckguss:
| Vorteile | Nachteile |
|---|---|
| Hohe Produktivität: Ideal für Großserienproduktionen mit kurzen Zykluszeiten. | Hohe Anschaffungskosten: Druckgussmaschinen und -formen sind teuer und daher für kleine Produktionsläufe nicht wirtschaftlich. |
| Hohe Maßgenauigkeit Erzeugt hochpräzise und konsistente Teile, wodurch häufig eine zusätzliche Bearbeitung reduziert oder ganz überflüssig wird. | Begrenzte Materialoptionen: Hauptsächlich für Nichteisenmaterialien wie Aluminium, Magnesium und Zink. Aufgrund ihrer hohen Schmelzpunkte werden Eisenmetalle seltener verwendet. |
| Gute Oberflächenbeschaffenheit: Die meisten Teile haben eine glatte, abgerundete Oberfläche, die möglicherweise nur eine geringfügige Nachbearbeitung erfordert. | Lufteinschlüsse und strukturelle Integrität: Teile können kleine Lufteinschlüsse (Porosität) aufweisen, die sich auf die Oberflächenbeschaffenheit auswirken können. |
| Komplexes Teiledesign: Ermöglicht die Erstellung und Herstellung komplizierter Formen, komplexer Formen und komplexer Details. | Druckguss ist auf Teile mit dünneren Wänden beschränkt. Obwohl er in der Lage ist, Teile mit komplexen Formen herzustellen, ist er im Allgemeinen nicht für Teile mit sehr dicken Wänden geeignet. |
| Automatisierter Prozess: Kann die Arbeitskosten senken, die Konsistenz und Wiederholbarkeit erhöhen und kann hochgradig automatisiert werden. | Thermische Ermüdung der Matrizen: Das wiederholte Erhitzen und Abkühlen kann zu thermischer Ermüdung führen. Dies könnte die Lebensdauer der Matrizen verkürzen. |
| Minimaler Abfall: Effektiver Materialeinsatz mit der Möglichkeit, überschüssiges oder Ausschussmaterial zu recyceln. | Größenbeschränkungen: Eignet sich am besten für kleinere und mittelgroße Komponenten. Größere Teile sind schwieriger herzustellen und auch teurer. |
Anwendung: Wird hauptsächlich zur Herstellung von Nichteisenmetallgussteilen wie Aluminiumlegierungen, Zinklegierungen, Magnesiumlegierungen usw. verwendet, die in Automobilen, Elektronik, Kommunikation, medizinischen Geräten und anderen Bereichen weit verbreitet sind.
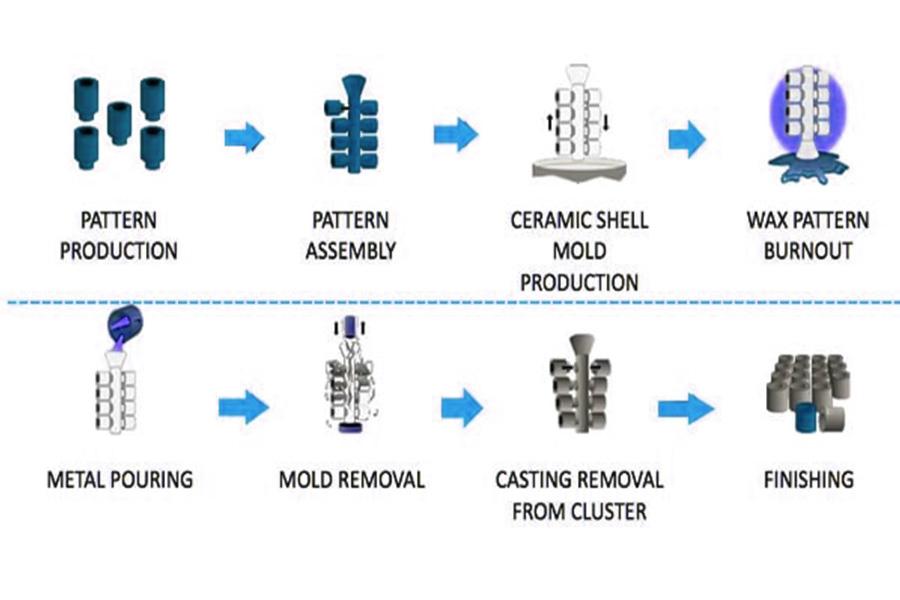
3.Feinguss
Feinguss, auch Wachsausschmelzguss genannt , verwendet ein Einweg-Wachsmodell, das mit Keramikmaterial beschichtet ist, das sich in der Form des Gussstücks verfestigt. Der erste Schritt bei diesem Gussverfahren ist die Erstellung eines Wachsmodells, meist aus Wachs oder Kunststoff. Da der Prozess genaue Messungen erfordert, machen zahlreiche Versuche und Irrtümer den Feinguss zu einem teuren Herstellungsprozess. Das Wachs wird in die Form gegossen, vorsichtig entnommen und dann mit Klebstoff oder feuerfestem Material beschichtet, um eine dicke Hülle zu bilden. Zusätzlich sind mehrere Modelle am Haupttor montiert. Sobald die Schale ausgehärtet ist, wird das Modell umgedreht und im Ofen erhitzt, um das Wachs zu entfernen. Das geschmolzene Metall wird in die verbleibende Schale gegossen und verfestigt sich in der Form der Wachsform. Zusätzlich wird die feuerfeste Hülle abgebrochen, um den fertigen Guss freizulegen. Dieses Gussverfahren wird üblicherweise zur Herstellung von Komponenten für die Energieerzeugung sowie für die Automobil- und Luft- und Raumfahrtindustrie verwendet.
Vor- und Nachteile von Feinguss:
| Vorteile | Nachteile |
| Hohe Präzision und Genauigkeit: Durch die Herstellung von Teilen mit hervorragender Oberflächengüte und Maßgenauigkeit wird der Bedarf an sekundären Bearbeitungsvorgängen reduziert | Höhere Kosten : Aufgrund der Material- und Arbeitskosten, die bei der Herstellung von Wachsmodellen und Keramikformen anfallen, ist Feinguss teurer als andere Gussarten. |
| Komplexe Geometrie : Ermöglicht die Herstellung von Teilen mit komplizierten Details und komplexen Geometrien, die mit anderen Gussmethoden ansonsten schwierig oder unmöglich wären. | Längere Vorlaufzeit : Da dieser Prozess mehrere Schritte umfasst, kann sich die Vorlaufzeit im Vergleich zu anderen Gießverfahren deutlich verlängern. |
| Vielseitige Materialoptionen : Ideal für die Herstellung verschiedener Metalle und Hochleistungslegierungen, z. B. Edelstahlguss, anderer Stahlguss und Guss aus Nickelbasislegierungen. | Größenbeschränkungen : Diese Technik eignet sich am besten für kleinere Teile. Größere Komponenten können sich bei der Herstellung mit dieser Methode als schwierig und kostspielig erweisen. |
| Glatte Oberflächenbeschaffenheit : Glatte Oberflächen erfordern nur minimale Oberflächenbearbeitung, was sowohl Zeit als auch Kosten bei der Nachbearbeitung spart. | Erstellung von Wachsmodellen : Für jeden Guss ist ein eigenes Wachsmodell erforderlich, was Zeit und Kosten erhöht. |
| Reduzierte Materialverschwendung : Aufgrund seiner Präzision sorgt dieser Prozess für minimale Materialverschwendung und macht ihn umweltfreundlicher. | Begrenzte Kapazität : Eher geeignet für kleine bis mittlere Produktionsläufe. |
Anwendung: Geeignet für die Herstellung kleiner Teile mit komplexen Formen, hohen Präzisionsanforderungen und schwer zu bearbeiten, wie z. B. Turbinentriebwerksschaufeln, Komponenten medizinischer Geräte usw.
4. Schleuderguss
Schleuderguss, auch Schleuderguss genannt, ist ein Verfahren, bei dem die Zentrifugalkraft zur industriellen Herstellung zylindrischer Teile genutzt wird. Bei dieser Art des Metallgusses wird eine vorgeheizte rotierende Form verwendet, in die geschmolzenes Metall gegossen wird. Die Zentrifugalkraft hilft dabei, das geschmolzene Metall unter hohem Druck in der Form zu verteilen.
Es gibt drei Arten des Schleudergusses: das echte Schleudergussverfahren, das Halbschleudergussverfahren und das vertikale Schleudergussverfahren. Halbschleuderguss unterscheidet sich vom echten Schleuderguss dadurch, dass ein Anschnitt verwendet wird, um die Form vollständig zu füllen. Beim echten Schleuderguss bleibt das geschmolzene Metall jedoch aufgrund der kontinuierlichen Rotation an den Seiten hängen. Im Gegensatz dazu wird beim vertikalen Schleuderguss, wie der Name schon sagt, ein gerichtetes Formen verwendet, das dem gleichen Verfahren wie beim echten Schleuderguss folgt.
Typischerweise entsteht beim Schleuderguss eine rotierende Form, die einem Zylinder ähnelt. Insbesondere Teile wie Lager, Kupplungsscheiben, Kolbenringe und Zylinderlaufbuchsen. Darüber hinaus trägt das Eingießen von Metall in die Mitte der Form dazu bei, Fehler wie Porosität, Schrumpfung und Lufteinschlüsse zu reduzieren. Es funktioniert jedoch nicht mit allen Arten von Metalllegierungen.
Vor- und Nachteile des Schleudergusses:
| Vorteile | Nachteile |
|---|---|
| Hohe Materialreinheit: Zentrifugalkräfte treiben Verunreinigungen an die Innenoberfläche der Gussteile, was zu Gussteilen mit höherer Reinheit und weniger Fehlern führt. | Begrenzte Formkomplexität: Am besten für zylindrische Formen geeignet. Im Vergleich dazu können komplexe Geometrien mit anderen Gussverfahren schwierig zu erreichen sein. |
| Gute mechanische Eigenschaften: Gussteile mit hoher Dichte weisen hervorragende mechanische Eigenschaften auf. | Größenbeschränkungen: Effizienter für kleine und mittelgroße Teile. Große Gussteile sind schwieriger und teurer. |
| Reduzierte Sekundäroperationen: Erfordert weniger Bearbeitung und Endbearbeitung als andere Methoden, da die Oberflächenbeschaffenheit und Maßgenauigkeit im Allgemeinen gut sind. | Ausrüstungskosten: Der Bedarf an speziellen Schleudergussmaschinen kann zu höheren Anfangsinvestitionskosten führen. |
| Materialeffizienter Einsatz: Diese Methode ist materialeffizient, da sie eine präzise Steuerung der Gussstückdicke ermöglicht. | Erforderliche betriebliche Fähigkeiten: Dies erfordert erfahrene Bediener, die Geschwindigkeit und Temperatur präzise steuern können, was die betriebliche Komplexität erhöht. |
| Materialvielfalt: Kann mit einer Vielzahl von Metallen und Legierungen arbeiten. Dies ermöglicht eine größere Materialflexibilität. | Sicherheitsbedenken: Hochgeschwindigkeitsrotierende Formen stellen Sicherheitsrisiken dar und erfordern eine strenge Sicherheitsausrüstung. |
Anwendung: Wird hauptsächlich zur Herstellung zylindrischer Gussteile wie Gusseisenrohre, Zylinderlaufbuchsen usw. verwendet und wird häufig in der Metallurgie, im Bergbau, im Transportwesen, in Entwässerungs- und Bewässerungsmaschinen, in der Luftfahrt, in der Landesverteidigung und in der Automobilindustrie eingesetzt.
5.Kontinuierliches Gießen
Stranggießen ist ein fortschrittliches Gießverfahren. Sein Prinzip besteht darin, geschmolzenes Metall kontinuierlich in eine spezielle Metallform, einen sogenannten Kristallisator, zu gießen. Die erstarrten (verkrusteten) Gussteile werden kontinuierlich vom anderen Ende des Kristallisators ausgegossen. herausziehen und dann an einem Ende herausziehen, um einen Guss mit beliebiger Länge oder einer bestimmten Länge zu erhalten.
Vor- und Nachteile des Stranggießens:
| Vorteile | Nachteile |
| Extrem hohe Produktionseffizienz, hohe Metallausnutzung, gleichmäßige Gussstruktur und gute mechanische Eigenschaften. | Es können nur lange Gussteile mit unverändertem Querschnitt hergestellt werden und der Anwendungsbereich ist begrenzt. |
Anwendung: Wird hauptsächlich zur Herstellung langer Gussteile aus Stahl, Eisen, Kupferlegierungen, Aluminiumlegierungen, Magnesiumlegierungen usw. mit konstanter Querschnittsform verwendet, wie z. B. Barren, Brammen, Stangenrohlinge, Rohre usw.
6. Verlorener Schaumguss
Der Schaumausschmelzguss ähnelt dem Feinguss, mit der Ausnahme, dass als Modell Schaum anstelle von Wachs verwendet wird. Sobald das Modell geformt ist, wird es durch Tauchen, Beschichten, Sprühen oder Streichen mit feuerfester Keramik beschichtet. Anschließend wird das geschmolzene Metall in Formen gegossen, um das gewünschte Produkt zu formen.
| Vorteile | Nachteile |
| Gussteile sind von guter Qualität und kostengünstig; keine Materialbeschränkung, für alle Größen geeignet; hohe Maßhaltigkeit, glatte Oberfläche; Interne Defekte werden stark reduziert und die Struktur ist dicht. | Der Prozess ist relativ komplex und erfordert spezielle Geräte und Materialien. |
Anwendung: Weit verbreitet in der Automobil-, Maschinen-, Luft- und Raumfahrt-, Schiffbau- und anderen Industriebereichen zur Herstellung von Gussteilen verschiedener komplexer Formen.
7. Muschelguss
Der Name Schalenguss bezieht sich auf einen Prozess, bei dem eine Schale aus Quarzsand und Harz um ein erhitztes Metallmodell gegossen wird. Anschließend können Sie die Hülle entfernen und das geschmolzene Metall in den Hohlraum gießen. Sie fragen sich vielleicht, warum Schalenguss dem Sandguss vorgezogen wird, insbesondere wenn man bedenkt, dass Schalenguss in manchen Fällen teurer ist. Mit dem Schalenguss können Sie präzisere Produktabmessungen, besser aussehende Oberflächen und größere Mengen erzielen und gleichzeitig den Arbeitsaufwand reduzieren.
| Vorteile | Nachteile |
| Hohe Gusspräzision, hohe Oberflächengüte, dichte Innenstruktur und hohe Produktionseffizienz. | Die Produktionskosten des Schalentyps sind hoch und die Formgröße ist begrenzt. |
Anwendung: Wird hauptsächlich zur Herstellung hochpräziser und anspruchsvoller Metallteile wie Flugzeugturbinenschaufeln, Automotorblöcke und Zylinderköpfe usw. verwendet.
8. Quetschdruckguss
Dabei handelt es sich um ein Verfahren zur Erstarrung und Fließformung von flüssigem oder halbfestem Metall unter hohem Druck, um direkt Werkstücke oder Rohlinge zu erhalten. Es bietet die Vorteile einer hohen Ausnutzungsrate des flüssigen Metalls, eines vereinfachten Prozesses und einer stabilen Qualität. Es handelt sich um eine energiesparende Metallumformtechnologie mit potenziellen Anwendungsperspektiven.
| Vorteile | Nachteile |
| Die Gussstruktur ist dicht und die mechanischen Eigenschaften sind hoch; die Oberflächenrauheit ist gering und die Maßgenauigkeit hoch; Die Ausnutzungsrate des flüssigen Metalls ist hoch und der Prozess wird vereinfacht. | Große Investitionen in die Ausrüstung und komplexer Prozess. |
Anwendung: Hauptsächlich zur Herstellung von Aluminiumlegierungen, Zinklegierungen, Kupferlegierungen und anderen Metallteilen verwendet, weit verbreitet in Automobilen, Luft- und Raumfahrt, Elektronik und anderen Bereichen.
9. Vakuumdruckguss
Vakuumdruckguss ist ein fortschrittliches Druckgussverfahren, das die mechanischen Eigenschaften und die Oberflächenqualität von Druckgussteilen verbessert, indem es die Poren und gelösten Gase in den Druckgussteilen beseitigt oder deutlich reduziert, indem das Gas im Druckgussformhohlraum während des Druckgussvorgangs abgepumpt wird.
| Vorteile | Nachteile |
| Beseitigen oder reduzieren Sie die Poren im Druckgussteil, verbessern Sie die mechanischen Eigenschaften und die Oberflächenqualität des Druckgussteils. Verbessern Sie die Füllbedingungen und können Sie dünnere Gussteile im Druckgussverfahren herstellen. | Die Formdichtungsstruktur ist komplex, Herstellung und Installation sind schwierig und die Kosten sind hoch. |
Anwendung: Hauptsächlich zur Herstellung von Gussteilen mit hohen Anforderungen an Oberflächenqualität und mechanische Eigenschaften, wie z. B. Teile im Luft- und Raumfahrtbereich, feinmechanische Komponenten usw.
10. Schwerkraft-Druckguss
Dieser Prozess macht sich das physikalische Gesetz zunutze, das wir jeden Tag erleben. Beim Schwerkraft-Druckguss beschichten Sie den Hohlraum einer Form, gießen heißes Metall hinein und warten darauf, dass die Schwerkraft ihre Aufgabe erfüllt, indem sie das Material nach innen und nach unten lenkt und es abkühlen und verfestigen lässt. Ob manuell oder automatisch durchgeführt, dieser Vorgang dauert etwas länger als andere, ist aber relativ kostengünstig und ideal für die Erzielung glatter Oberflächen. Es ist eine gute Wahl, wenn Sie kleine Teile herstellen möchten, die sich gut für Küchengeräte, Beleuchtung und Autos eignen.
| Vorteile | Nachteile |
| Gussteile haben eine dichte Struktur und hohe mechanische Eigenschaften; hohe Maßgenauigkeit und geringe Oberflächenrauheit; Das Produktionsumfeld ist relativ gut und die Arbeitsintensität ist verringert. | Der Herstellungszyklus für Metallformen ist lang und die Kosten hoch; Die Form ist nicht atmungsaktiv und es müssen Maßnahmen ergriffen werden, um das Gas im Hohlraum abzuleiten. |
Anwendung: Es eignet sich für die Massenproduktion von Gussteilen aus Nichteisenlegierungen wie Aluminiumlegierungen und Magnesiumlegierungen mit komplexen Formen. Es eignet sich auch für die Herstellung von Gussteilen und Barren aus Eisen und Stahl.
11. Hochdruckguss
Diese Methode nutzt den hohen Druck, die Geschwindigkeit und die Hitze voll aus und eignet sich daher für jede Branche, in der Sie arbeiten. Hochdruckguss gießt geschmolzenes Metall schnell mit bestimmten Druck- und Volumeneinstellungen in eine Form, wodurch ein einwandfreies, effizient hergestelltes und leicht reproduzierbares Produkt entsteht. Sie müssen genau auf die richtigen Einstellungen Ihrer Maschine achten, um sicherzustellen, dass die Formen richtig gefüllt und abgekühlt werden und so gerendert werden, wie Sie es benötigen. Hochdruckguss kann in einer Vielzahl von Anwendungen eingesetzt werden , von der Herstellung von Spielzeug bis hin zur Herstellung von Teilen für Autos oder Haushaltsgeräte.
| Vorteile | Nachteile |
| Hohe Produktionseffizienz, genaue Gussmaße und gute Oberflächengüte. | Große Investitionen in die Ausrüstung, hohe Formkosten; Geringe Formlebensdauer beim Druckguss von Legierungen mit hohem Schmelzpunkt. |
Anwendung: Wird hauptsächlich zur Herstellung von Gussteilen aus Nichteisenmetallen verwendet, insbesondere von Gussteilen aus Aluminiumlegierungen, die in der Automobil-, Elektronik-, Kommunikations- und anderen Bereichen weit verbreitet sind.
12. Niederdruckguss
Im Vergleich zur Hochdruckgusstechnik Beim Niederdruckgießen wird ein relativ geringer Druck verwendet, um den Gussvorgang abzuschließen und Abkühlprozess von geschmolzenem Metall. Dieses Verfahren eignet sich besonders für die Herstellung von Teilen, die eine höhere Festigkeit und Haltbarkeit erfordern. Beim Niederdruckguss sorgt der kontinuierliche Metallfluss für eine präzise Teileform und eine gleichmäßige Füllung. Wenn zu den Bauteileigenschaften, nach denen Sie suchen, strukturelle Komplexität, Oberflächenglätte sowie scharfe Kanten und Konturen gehören, dann ist Niederdruckguss sicherlich eine erwägenswerte Option. Wenn Sie jedoch strenge Anforderungen an dünnwandige Designs und schnelle Produktionszyklen stellen, ist Niederdruckguss möglicherweise nicht die geeignetste Methode. Trotzdem, Niederdruckguss wird in einer Vielzahl von Anwendungen eingesetzt Das Unternehmen produziert Teile, die von Druckausstechern für Küchen über Fahrzeugräder bis hin zu Maschinenzylinderköpfen reichen.
| Vorteile | Nachteile |
| Der Druck und die Geschwindigkeit beim Gießen können angepasst werden, geeignet für verschiedene Legierungen und Gussteile unterschiedlicher Größe; die Metallschmelze füllt sich gleichmäßig und ohne Spritzer, was die Erfolgsquote der Gussteile verbessert; Die Arbeitsintensität ist gering und die Arbeitsbedingungen sind gut. | Die Ausrüstung ist relativ komplex und die Investition groß. |
Anwendung: Hauptsächlich zur Herstellung von Gussteilen aus Aluminiumlegierungen, Magnesiumlegierungen und anderen Nichteisenmetallen, weit verbreitet in Automobilen, Luft- und Raumfahrt, Schiffen und anderen Bereichen.
Wie vergleichen sich die verschiedenen Metallgussarten?
Jede Gussmethode hat ihre Vor- und Nachteile und diese Gussmethoden unterscheiden sich in Genauigkeit, Geschwindigkeit, Kosten, Anwendung usw.
| Gießmethode | Genauigkeit | Geschwindigkeit | Kosten | Anwendung |
| Sandguss | Medium | Medium | niedrig | Geeignet für Gussteile verschiedener Größen, Formen und Materialien, insbesondere für große und komplexe Strukturen |
| Das Casting | hoch | hoch | mittel bis hoch | Automobilindustrie, Instrumentenindustrie, Elektronik, medizinische Geräte usw., geeignet für die Massenproduktion |
| Feinguss | sehr hoch | mittel bis niedrig | höher | Rotorblätter für Flugtriebwerke, Präzisionsteile usw., geeignet für hochpräzise, komplex geformte Gussteile |
| Strangguss | mittel bis hoch | hoch | niedrig bis mittel | Herstellung von Stahl, Gusseisen, Aluminiumlegierungen und anderen Metallmaterialien, besonders geeignet für große Gussteile |
| Verlorener Schaumguss | hoch | Medium | Medium | Geeignet für die Herstellung von Gussteilen mit komplexer Struktur und relativ präzisen Größen, wobei die Art der Legierung nicht eingeschränkt ist |
| Muschelguss | hoch | hoch | mittel bis hoch | Herstellung hochpräziser Teile wie Laufräder für Flugzeugmotoren, Zylinderlaufbuchsen für Automobilmotoren usw. |
| Pressdruckguss | hoch | mittel bis hoch | mittel bis hoch | Geeignet für Aluminiumlegierungen, Zinklegierungen, Kupferlegierungen usw. und kann Teile mit komplexen Formen herstellen |
| Vakuum-Druckguss | hoch | hoch | höher | Verbessern Sie die mechanischen Eigenschaften und die Oberflächenqualität von Druckgussteilen, geeignet für Gussteile mit hohen Anforderungen an Oberflächenqualität und Leistung |
| Kokillenguss | Medium | mittel bis niedrig | niedrig bis mittel | Geeignet für kleine und mittelgroße Gussteile, insbesondere für den Guss von Aluminiumlegierungen und Magnesiumlegierungen |
| Hochdruckguss | hoch | hoch | höher | Geeignet für die Herstellung hochwertiger und hochpräziser Gussteile wie beispielsweise Automobilmotorenteile |
| Niederdruckguss | hoch | mittel bis hoch | mittel bis hoch | Geeignet für herkömmliche Produkte wie Zylinderköpfe, Radnaben und Zylinderrahmen |
| Schleuderguss | mittel bis hoch | Medium | niedrig bis mittel | Produziert lange rohrförmige Gussteile und Hohlgussteile, beispielsweise für Rohrguss, Metallurgie, Bergbau und andere Bereiche |
Zusammenfassung
Zu den Hauptarten des Metallgusses zählen Sandguss, Druckguss, Feinguss, Strangguss, Schaumausschmelzguss, Schalenguss, Squeeze-Druckguss, Vakuum-Druckguss, Schwerkraftguss, Hochdruckguss, Niederdruckguss und Schleuderguss. Jeder Typ hat seine einzigartigen Vorteile und Anwendungsbereiche. In praktischen Anwendungen sollte das geeignete Gießverfahren auf der Grundlage der spezifischen Anforderungen des Gussteils, der Produktionsbedingungen, der Wirtschaftlichkeit und anderer Faktoren ausgewählt werden, um qualitativ hochwertige Gussteile zu erhalten.
📞Tel: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. LS-Fertigungsdienstleistungen Es gibt keinerlei Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das LS Manufacturing-Netzwerk bereitstellt. Es liegt in der Verantwortung des Käufers. Erforderliche Teile Angebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen . Konzentrieren Sie sich auf maßgeschneiderte Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss . Metallprägung und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen Sie LS Manufacturing. Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.lsrpf.com .


