
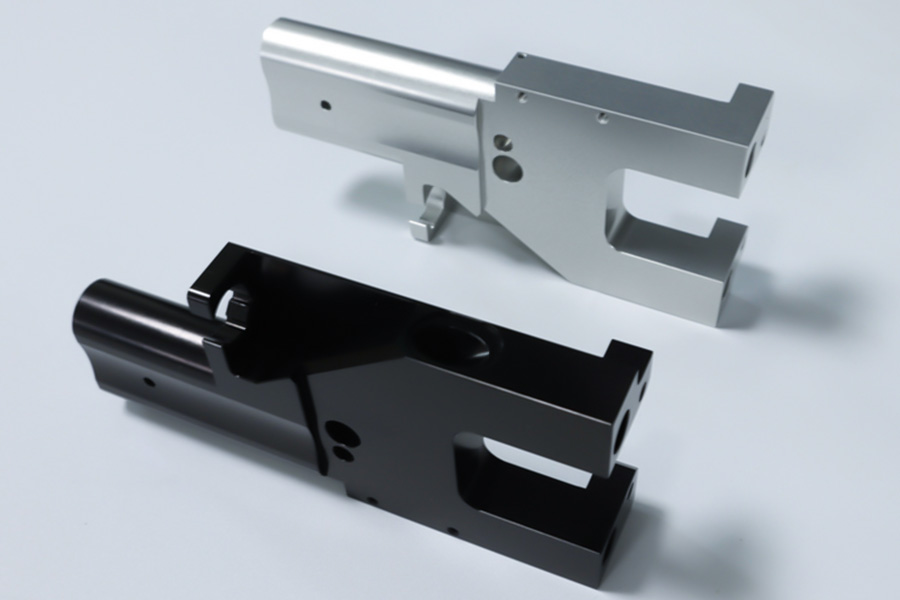
Zwei „Schwarze“, zwei völlig unterschiedliche Schicksale
Wenn Sie es geschafft haben Aluminiumteile , Sie haben es wahrscheinlich gesehen. Sie haben gerade ein glänzendes Neuteil erhalten und sich für die kostengünstige „Schwarz“-Behandlung entschieden, in der Erwartung eines perfekten Mattschwarz-Effekts. Auf den ersten Blick sieht es gut aus. Doch einige Monate später, während der Nutzung oder Reinigung, stellt man fest, dass die Oberfläche lästige Kratzer aufweist oder, noch schlimmer, der Lackfilm beginnt, sich von den Kanten oder Ecken abzulösen und abzulösen. Die Zeit friert augenblicklich ein, gefolgt von Frustration und Wertminderung des Produkts – entweder wird Energie für Nacharbeiten und Reparaturen aufgewendet, oder schlimmer noch, man sieht sich direkt mit Kundenbeschwerden oder der Verschrottung von Teilen konfrontiert.
Diese Szene des Qualitätsverfalls ist das, was jeder Hersteller oder Benutzer, der Professionalität und Langlebigkeit anstrebt, zu vermeiden versucht. Aber Tatsache ist, dass die meisten Oberflächenbehandlung Misserfolge sind nicht auf Pech zurückzuführen, sondern auf ein grundlegendes Missverständnis: die Verwechslung des wesentlichen Unterschieds zwischen „Beschichtung“ und „Konvertierung“, um „Schwarz“ zu erreichen – das heißt „ schwarz eloxierte Farbe“ und echte „schwarz eloxierte Farbe“. ".
Die gute Nachricht ist, dass dies vermieden werden kann. Das Verständnis der Grundprinzipien und Unterschiede zwischen den beiden Prozessen „Lackieren“ und „Eloxieren “ ist ein wichtiger Schritt, um sicherzustellen, dass Ihre Teile ein wirklich langlebiges, verschleißfestes und zuverlässiges Mattschwarz erhalten.
Um Ihnen Zeit zu sparen und künftige Verluste zu vermeiden, kommen wir gleich zum Kern der Sache.
Eine kurze Vergleichstabelle der Unterschiede zwischen schwarz eloxierter und schwarz eloxierter Farbe
Der Unterschied zwischen ihnen ist nicht so einfach im Preis, sondern geht tief in die Kernebene des Wesens, des Prozesses, der Haltbarkeit und der Anwendbarkeit ein:
| Merkmale | Schwarz eloxiert | Schwarz eloxierte Farbe |
|---|---|---|
| Wesen | Elektrochemischer Umwandlungsprozess, Bestandteil von Aluminium | Physikalischer Abdeckprozess, der auf der Oberfläche von Aluminium angebracht wird |
| Verfahren | In Elektrolyt getaucht und mit Strom versorgt, lässt sich eine Oxidschicht bilden und anschließend färben | Sprühen (Flüssigkeit oder Pulver), dann aushärten |
| Haltbarkeit | Sehr hoch, verschleißfest, in den Untergrund integriert | Im Allgemeinen leicht zu kratzen und abzulösen |
| Anwendbare Materialien | Nur bestimmte Nichteisenmetalle wie Aluminium und Titan | Nahezu jedes Material (Metall, Kunststoff, Holz usw.) |
Sehen Sie den Unterschied? Die kostengünstige Option (Farbe) ist lediglich eine physikalische Beschichtung, die darauf angebracht wird Aluminiumoberfläche , wie ein zerbrechlicher Mantel; Beim echten Eloxieren wird die Aluminiumoberfläche in ein hartes, integriertes Keramikoxid umgewandelt, das dann in den Farbstoff eindringt und Teil des Metalls selbst wird. Dies ist der wesentliche Grund für den Unterschied in der Haltbarkeit.
Die gute Nachricht ist, dass diese falsche Wahl, die zu einem vorzeitigen Teileausfall führt, völlig vermeidbar ist. Ein wichtiger Schritt dahin ist es, die Kernunterschiede zwischen den beiden „Schwarzen“, die in der obigen Tabelle aufgedeckt werden, klar zu verstehen So stellen Sie sicher, dass Ihre Aluminiumteile wirklich langlebig sind , verschleißfest, zuverlässig mattschwarz, wodurch zukünftige teure Nacharbeiten oder Reputationsverluste vermieden werden.
Als nächstes werden wir uns mit den Details dieser beiden Prozesse befassen, damit Sie genau wissen, wie Sie die richtige „schwarze Uniform“ für Ihre Aluminiumteile auswählen.

Hier erfahren Sie, was Sie lernen werden
- Eine Kurzanleitung: So erkennen Sie das Unterschied zwischen schwarz eloxiertem und „eloxiertem Lack“ in 10 Sekunden und lassen Sie sich nicht durch irreführende Marketingbegriffe täuschen.
- Kernwissenschaftlicher Vergleich: Warum „wächst“ beim Eloxieren eine Schutzschicht auf Metall, während es sich beim Lackieren lediglich um eine Oberflächenbeschichtung handelt?
- 5 wichtige Leistungsvergleiche: Verschleißfestigkeit, Haftung, Korrosionsbeständigkeit, Wärmeableitung und Kostenanalyse, um Ihnen zu helfen, die beste Wahl zu treffen.
- Ausführliche Erklärung des drei Arten der Eloxierung (Typ I, Typ II, Typ III) und ihre Unterschiede in den Anwendungsszenarien im Vergleich zur Lackierung.
- Häufige Missverständnisse geklärt:
- Was ist der Unterschied zwischen Schwarzoxidation und Schwarzeloxierung?
- Verblasst eloxiertes Aluminium?
- Wie kann man Stahl schwarz eloxieren?
- Was ist „schwarzes Aluminium“?
6. Der ultimative Entscheidungsleitfaden: Wählen Sie die für Ihre Projektanforderungen am besten geeignete Lösung zur Oberflächenbehandlung (dekorativ, funktional, preisgünstig).
Werfen wir nun einen detaillierten Blick auf die wesentlichen Unterschiede zwischen diesen beiden Prozessen, um sicherzustellen, dass Sie für Ihr nächstes Projekt eine kluge Wahl treffen.
Warum sollten Sie diesem Leitfaden vertrauen? Praxiserfahrung von LS-Formen- und Materialexperten
Während unser Kerngeschäft ist Herstellung kundenspezifischer Kunststoffspritzgussformen Ein wesentlicher Teil unseres Erfolgs besteht darin, unseren Kunden schnelle und kostengünstige Aluminium-Prototypenformen zur Verfügung zu stellen. Wir stellen diese Formen nicht nur her, wir schützen sie auch. Hier kommt unsere Beziehung zum Eloxieren ins Spiel.
Wir verstehen Ihren Schmerz besser als jeder andere
Als Team, das sich intensiv engagiert hat kundenspezifische Kunststoffspritzgussform Seit 15 Jahren fertigen wir jedes Jahr mehr als 300 Sätze Aluminium-Rapid-Prototyping-Formen. Diese Formen sorgen dafür, dass die Produkte der Kunden rechtzeitig auf den Markt kommen und werden strengen Tests unterzogen:
- Wiederholtes Spülen von geschmolzenem Kunststoff bei über 200℃
- Hochfrequenzaufprall zum Öffnen und Schließen der Form 3-mal pro Minute
- Zehntausende Auswerferreibungen und Teileentformungen
Hartanodisieren: Unsere bewährte Lösung
Wenn ein Kunde eine Lackierung wünscht, um 500 $ zu sparen, zeigen wir ihm diese Informationen:
| Verarbeitungstechnologie | Schimmellebensteil | Fehlerrate | Gesamtkosten |
|---|---|---|---|
| Schwarze Malerei | ≤500 Formen | ≥8 % | 12.000 $ |
| Hartanodisieren | ≥50.000 Formen | ≤0,3 % | 3.200 $ |
Nach der bitteren Erfahrung im Jahr 2019 stellen wir eine eiserne Regel auf:
" Alle Aluminiumformen müssen einer Hartanodisierungsbehandlung vom Typ III unterzogen werden - Dies ist keine Frage der Wahl, sondern eine Frage des Schutzes von Leben und Tod der Kundeninvestitionen.
Was Sie neben Wissen erhalten, ist die „Ausfallversicherung“ von LS-Formen
Dieses Handbuch vereint unsere:
7-Jahres-Datenbank zur Fehleranalyse bei der Oberflächenbehandlung von Aluminiumformen
142 Originalaufzeichnungen von Prozessvergleichsexperimenten
23 Qualitätsüberwachungsberichte kooperativer Spritzgussbetriebe
„Sobald Sie verstehen, warum die mikroporöse Struktur der harten Anodisierung den schwarzen Farbstoff zurückhält, wenn Sie verstehen, wie die Sprühlackschicht im thermischen Zyklus vom Substrat abblättert, beherrschen Sie nicht nur die Technologie, sondern auch die grundlegenden Entscheidungsbefugnisse, um Verluste im sechsstelligen Bereich zu vermeiden.“
Was ist True Black Eloxieren?
" Eloxieren bedeutet nicht, etwas „aufzutragen“, sondern Aluminium „wachsen zu lassen“. „Eine solide Schutzhülle.“ Dieser Satz beschreibt den Prozess des Eloxierens genau – es handelt sich um einen elektrochemischen Umwandlungsprozess und nicht nur um eine Beschichtung. Echtes schwarzes Eloxieren basiert auf diesem „Wachstums“-Prozess, und in diese „Schutzhülle“ wird durch einen speziellen Prozess eine tiefe, langanhaltende schwarze Farbe dauerhaft eingebaut.
Grundprinzipien und Prozessdetails:
1. Vorbereitung (Vorbereitung – Grundsteinlegung):
(1) Zweck: Reinigen Sie die Oberfläche des Aluminiumstücks absolut fettfrei, frei von Oxiden oder Verunreinigungen. Dies ist der Zustand, der für die Bildung einer homogenen Oxidschicht guter Qualität erforderlich ist.
(2) Prozess:
Chemische Entfettung/Entfettung: Verwenden Sie alkalische oder saure Lösungen, um organische Verunreinigungen wie Verarbeitungsfett, Fingerabdrücke usw. zu entfetten.
Beizen/alkalisches Ätzen: Entfernen Sie natürlich entstandene Oxidfilme und kleinere Oberflächendefekte, um eine gleichmäßige, aktivierte Oberfläche zu schaffen. Übliche Mittel waren Salpetersäure, Schwefelsäure oder Natronlauge.
Neutralisierung/Entaschung: Entfernen Sie alle verbleibenden Chemikalien (z. B. schwarze Asche) aus dem Beizen/alkalischen Beizen, normalerweise mit Salpetersäure oder einem handelsüblichen Neutralisator.
Waschen mit Wasser: Nach jedem Schritt gründlich mit entionisiertem Wasser waschen, um eine Kreuzkontamination zwischen Chemikalien zu verhindern.
2. Umwandlung/Wachstum (elektrochemischer Kernprozess):
(1) Ziel: Erzeugung eines dicken, starren, porösen anodischen Aluminiumoxidfilms vor Ort auf der Aluminiumsubstratoberfläche.
(2) Methode:
Eine gründliche Reinigung Aluminiumstück wird als Anode (positive Elektrode) verwendet und in einen sauren Elektrolyten mit niedriger Temperatur (normalerweise 15–22 °C) gegeben (wobei Schwefelsäure am beliebtesten ist, aber auch Oxalsäure oder gemischte Säuren können verwendet werden).
In die Elektrolysezelle wird eine Kathode (negative Elektrode, meist Bleiplatte oder Edelstahl) eingeführt.
Es wird Gleichstrom verwendet.
(3) Reaktion:
Der Strom veranlasst die Aluminiumatome auf der Oberfläche der Aluminiumanode (Werkstück) zu einer Oxidationsreaktion: 2Al + 3H₂O → Al₂O₃ + 6H⁺ + 6e⁻.
Gleichzeitig findet an der Kathode eine Wasserstoffentwicklungsreaktion statt: 2H⁺ + 2e⁻ → H₂.
(4) Ergebnis:
Auf der Aluminiumoberfläche entsteht ein Film aus amorphem Aluminiumoxid (Al₂O₃).
Das Aluminiumoxidschicht besitzt eine charakteristische poröse Wabenstruktur. Stellen Sie sich vor, Sie hätten einen winzigen, sehr gepflegten und organisierten Korallenriffwald auf der Metalloberfläche. Jeder „Korallenpolyp“ (Elementarzelle aus Aluminiumoxid) besitzt in der Mitte eine Mikropore, die senkrecht zur Oberfläche verläuft.
Die Dicke der Oxidschicht wird durch Oxidationszeit, Elektrolytkonzentration, Temperatur und Stromdichte präzise gesteuert. Um Farbtiefe und Härte zu erreichen, muss die schwarze Eloxierung normalerweise eine bestimmte Dicke (z. B. über 10 μm) erreichen.
3. Färben (Injizieren von Schwarz):
(1) Zweck: Injizieren Sie schwarze Farbstoffmoleküle in die offene mikroporöse Struktur der Oxidschicht.
(2) Prozess:
Spülen Sie die eloxierte Aluminiumkomponente (die jetzt viele offene Mikroporen enthält) gründlich aus.
In einem Färbetank einweichen. Um echtes Schwarz zu erzielen, werden hauptsächlich zwei Farbstoffe verwendet:
Organische Farbstoffe: Die am weitesten verbreiteten Farbstoffe mit zahlreichen Arten erzeugen ein tiefes Schwarz. Die Farbstoffpartikel dringen durch physikalische Adsorption oder lose chemische Bindungen in die Porenwände ein und werden dort adsorbiert. Färbezeit, Temperatur, Konzentration und pH-Wert müssen streng kontrolliert werden, um die Gleichmäßigkeit und Intensität der Farbe zu gewährleisten.
Anorganische Salzfärbung (z. B. Zinn-/Nickelsalze): Die Anreicherung der Farbe erfolgt durch Ausfällung von Metallsalzen am Porenboden. Einige Verfahren (z. B. „Zwei-Schritt-Schwarz“) können ein sehr tiefes, hitzebeständiges und lichtbeständiges Schwarz liefern, das Verfahren ist jedoch komplizierter und die Farbauswahl ist begrenzt.
(3) Legende: Die Farbwirkung hängt stark von den Eigenschaften der zuvor erzeugten Oxidschicht (Gleichmäßigkeit, Porosität) ab. Echtes Schwarz erfordert, dass der Farbstoff gleichmäßig über die gesamte Porentiefe eindringt.
4. Versiegelung (Versiegelung – Farbe und Leistung des Verschlusses):
(1) Zweck: Mikroporen auf der Oberfläche der Oxidschicht versiegeln, den Farbstoff dauerhaft fixieren und die Korrosionsbeständigkeit, Verschleißfestigkeit und Lebensdauer der Oxidschicht erheblich erhöhen. Dies ist der kritischste Prozess, um eine „echte“ schwarze Eloxierung zu erreichen. Wenn die Farbe nicht versiegelt ist, löst sie sich leicht ab oder wird ausgewaschen.
(2) Prozess und Prinzip:
Heißwasserversiegelung: Die älteste Methode. Das geschwärzte Werkstück wird in entionisiertes Wasser mit Siedetemperatur (95–100 °C) oder heißes Wasser mit Zusatzstoffen (z. B. Nickelsalze, Fluoride) getaucht. Hydratationsquellung der Aluminiumoxidschicht und Verdickung bei erhöhter Temperatur (Al₂O₃ + H₂O → Al₂O₃·H₂O-Böhmit) erhöht ihr Volumen und verschließt physikalisch die Poren.
Kaltversiegelung: Verwenden Sie Lösungen von Nickelfluoriden und -salzen bei Raumtemperatur oder mittlerer Temperatur. Die Poren werden durch die Einlagerung von Nickel-/Fluorid-Ionen in den Poren oder durch die Induktion von Hydratationsreaktionen verschlossen. Es ist wenig energieintensiv und umweltfreundlich, aber langsamer.
Versiegelung bei mittlerer Temperatur: Es handelt sich um eine Mischung aus Heißversiegelung und Kaltversiegelung.
(3) Ergebnisse
Permanente Farbfixierung: Die Farbmoleküle sind fest in den Poren eingeschlossen und können nicht herauswandern oder leicht ausgewaschen werden.
Erhöhter Schutz: Die versiegelte Oxidschicht wird zu einer dichten Barriere und verbessert die Korrosionsbeständigkeit (z. B. Bestehen von Salzsprühnebeltests), die Verschleißfestigkeit und die Schadstoffschutzeigenschaften erheblich.
Stabilisieren Sie die Oberfläche: Reduzieren Sie die Oberflächenadsorption und sorgen Sie für Stabilität im Erscheinungsbild.
Beim echten Schwarzeloxieren handelt es sich nicht nur um Spritzen oder Galvanisieren . Es handelt sich um eine robuste integrierte Prozesssequenz aus Elektrochemie, physikalischer Chemie: ein in situ gewachsenes poröses Aluminiumoxid-„Skelett“ in der Aluminiummatrix, und der schwarze Farbstoff füllt sich dann tief in seine Poren und versiegelt Farbe und Leistung für immer, indem er die Poren schließt. Sein Kernwert ist die tiefe Integration von Farbe und Matrix und die daraus resultierende hohe Haltbarkeit, Schutz und Optik. Der Schlüssel zum Verständnis dieses Prozesses liegt darin, die Essenz von „Wachstum“ und nicht von „Zugabe“ zu verstehen.

Was ist schwarz eloxierter Lack?
1. Irreführende Terminologie
Der Name „schwarz eloxierte Farbe“ kann leicht zu der Annahme verleiten, dass dies durch Eloxieren erreicht wird, tatsächlich handelt es sich jedoch nur um eine Beschichtung, die das Aussehen des Eloxierens imitiert. Beim Eloxieren wird elektrochemisch ein Oxidfilm auf der Oberfläche von Metall (z. B. Aluminium) erzeugt, während bei „eloxierter Farbe“ lediglich Beschichtungen verwendet werden, um ähnliche visuelle und taktile Effekte zu simulieren. Der Markt verwendet diesen Begriff möglicherweise, um das hochwertige industrielle Image des Eloxierens zu übernehmen, aber die Verbraucher müssen sich darüber im Klaren sein: Es handelt sich im Wesentlichen um Farbe und unterscheidet sich grundlegend vom echten Eloxieren.
2. Grundprinzipien und Formelmerkmale
Die Besonderheit dieser Beschichtung liegt in ihrer Rezepturgestaltung, die in der Regel folgende Eigenschaften aufweist:
Matte/satinierte Textur: Durch Zugabe von Mattierungsmitteln oder Spezialharzen wird die reflexionsarme Oberfläche des Eloxierens nachgeahmt.
Schwarztonstabilität: Um ein Ausbleichen zu vermeiden, können witterungsbeständige Pigmente (z. B. Ruß) verwendet werden.
Haftungsverbesserung: Fügen Sie Haftvermittler oder Grundierungskomponenten hinzu, um die Haftung der Beschichtung auf dem Metallsubstrat (z. B. Aluminium und Stahl) sicherzustellen.
3. Prozessablauf (im Vergleich zum echten Eloxieren)
| Schritte | Schwarzer Eloxallack (Sprühverfahren) | Echtes Eloxieren (elektrochemischer Prozess) |
|---|---|---|
| Oberflächenbehandlung | Reinigen, Schleifen, eventuell Sandstrahlen | Entfetten, Beizen, elektrolytisches Polieren |
| Filmbildung | Sprühen (Flüssigkeit oder Pulver) | Elektrolytische Oxidation zur Erzeugung einer porösen Oxidschicht |
| Aushärten | Trocknen oder Backen bei Zimmertemperatur | Versiegelungsbehandlung (z. B. kochendes Wasser oder Nickelsalz) |
| Klebemethode | Physikalische/chemische Haftung | Wachstum eines Oxidfilms auf dem Metallkörper |
4. Wie unterscheidet man „eloxierte Farbe“ von echter Eloxierung?
Visuelle Prüfung/taktiles Gefühl: Der Matteffekt von eloxiertem Lack mag gleichmäßiger sein, ihm fehlt jedoch die metallische Textur des Oxidfilms.
Leitfähigkeitstest: Der eloxierte Film ist isolierend, aber das Substrat ist immer noch leitfähig; Der Lackfilm ist vollständig isolierend.
Kratztest: Der Lackfilm hinterlässt bei leichtem Kratzen mit einem harten Gegenstand leicht Spuren, der Oxidfilm lässt sich jedoch nur schwer zerkratzen.
„Schwarz eloxierter Lack“ ist im Grunde eine geschickte Vermarktung des Lackierverfahrens. Obwohl es das Aussehen simulieren kann, kann es die Leistung des Eloxierens nicht reproduzieren. Bei der Auswahl müssen Sie nach Ihren tatsächlichen Bedürfnissen abwägen: Wenn Sie Wert auf Wirtschaftlichkeit und schnelle Verarbeitung legen, ist eine Beschichtung machbar; Wenn Sie Haltbarkeit und Funktionalität benötigen, ist echtes Eloxieren immer noch eine unersetzliche Lösung.

Schwarz eloxiert vs. lackiert: Ein detaillierter Vergleichsleitfaden
Schwarz eloxieren vs. Lackieren: detaillierte Vergleichstabelle
| Vergleichsmaße | Schwarz eloxiert | Schwarz eloxierte Farbe |
|---|---|---|
| Abriebfestigkeit | Hervorragend (die Härte der Aluminiumoxidschicht kann HV800-1200 erreichen, nahe an Saphir), die Oberfläche kann durch Hartanodisieren weiter verbessert werden | Schlecht (die Härte eines gewöhnlichen Lackfilms beträgt nur HV0,2–0,5), zur Verbesserung müssen Füllstoffe wie Keramikpartikel hinzugefügt werden |
| Haftung | Die metallurgische Verbindung mit dem Substrat (die Oxidschicht ist eine Erweiterung des Aluminiummaterials) hat den Hundert-Gitter-Test nach ISO 4520-1 bestanden | Mechanische Verklebung, hochwertige Epoxidfarbe kann eine Haftung der Klasse 4B erreichen (ASTM D3359). |
| Auswirkungen auf die Größe | Bei einer Verdickung von 10–25 μm (konventionelles Eloxieren vom Typ II) muss bei Präzisionsteilen eine Größenkompensation berechnet werden | Einzelschichtdicke 30–50 μm, mehrschichtiges Sprühen kann 100 μm überschreiten |
| Wärmeleitfähigkeit | Die Wärmeleitfähigkeit von Aluminiumoxid beträgt etwa 15 W/m·K und die Auswirkung auf den Kühler beträgt <5 %. | Die typische Wärmeleitfähigkeit eines Lackfilms beträgt 0,1–0,5 W/m·K, was die Wärmeableitungseffizienz um 15–30 % verringern kann. |
| Materialverträglichkeit | Gilt nur für Ventilmetalle wie Aluminium/Titan/Magnesium, 6061-Aluminium ist am besten und Stahlteile müssen zuerst mit Aluminium beschichtet werden | Alle Materialien sind kompatibel und es werden unterschiedliche Grundierungen benötigt: Phosphatiergrundierung für Metalle, PP-Behandlungsmittel für Kunststoffe |
| Korrosionsbeständigkeit | 1000 Stunden Salzsprühtest (Hartanodisierung Typ III), kann Mikroporen versiegeln, um den Schutz zu verbessern | 500 Stunden Salzsprühtest (hochwertige Fluorkohlenstofffarbe), Ecken sind anfällig für Korrosionsausbreitung |
| Leitfähigkeit | Oxidschichtisolierung (spezifischer Widerstand 10^12 Ω·cm), Laserätzen ist erforderlich, wenn lokale Leitfähigkeit erforderlich ist | Leitfähige Füllstoffe können hinzugefügt werden, um 10^3-10^6 Ω·cm zu erreichen |
| Prozesskomplexität | 12–15 Schritte (Entfetten → Ätzen → Eloxieren → Färben → Versiegeln), Abwasserbehandlung erforderlich | 3–5 Schritte (Vorbehandlung → Sprühen → Aushärten), VOC-Emissionskontrolle |
| Kostenfaktoren | Stückpreis 3-8 $/dm² (kann nach Massenproduktion auf 1,5 $/dm² gesenkt werden), hohe Mindestbestellmenge | Stückpreis 0,5-2 $/dm², keine Mindestmengenbegrenzung |
| Erscheinungsoptionen | Matte Metallstruktur, die Farbe ist auf das eloxierte Farbspektrum beschränkt (Schwarz/Gold/Rot usw.) | Anpassbar an jede Pantone-Farbnummer, optionaler Hochglanz-/Matt-/Metallic-Flash-Effekt |
| Umweltschutz | Verwenden Sie Chemikalien wie Schwefelsäure/Oxalsäure, schwermetallhaltiges Abwasser muss behandelt werden | Farbe auf Wasserbasis ist umweltfreundlicher, durch Pulversprühen können 97 % der überschüssigen Farbe recycelt werden |
| Typische Anwendungen | Verbindungselemente für die Luft- und Raumfahrt, Präzisionsinstrumentengehäuse, militärische Ausrüstung | Unterhaltungselektronik, Automobil-Dekorteile, Gartenmöbel |
Wichtige Auswahlkriterien:
Wählen Sie Eloxierung: dauerhafte Schutzanwendungen, Kontaktverschleiß, Wärmeableitung oder spezielle Anpassung
Wählen Sie Lackierung: Mehrkomponentenbaugruppen, komplizierte Geometrien, Kleinserienfertigung oder spezielle Farbanforderungen

Eloxieren ist nicht gleich Eloxieren: Die drei Hauptarten des Eloxierens
Es gibt drei typische Arten von Eloxierungsprozessen : Chromsäure-Anodisierung Typ I, Schwefelsäure-Anodisierung Typ II und Hartanodisierung Typ III. Die drei Methoden unterscheiden sich erheblich in der Dicke der Oxidschicht, den Eigenschaften und den Anwendungen.
1. Eloxieren Typ I (Chromsäure-Anodisieren)
Elektrolyt: Chromsäure (CrO₃)
Dicke der Oxidschicht: 1,8–5,1 μm (am dünnsten)
Farbe: hellgrau bis dunkelgrau (normalerweise nicht gefärbt)
Eigenschaften:
- Es ist dünn, aber dichter und korrosionsbeständiger (als Typ II).
- Es hat nur minimale Auswirkungen auf die Ermüdungsfestigkeit des Aluminiumsubstrats und kann für hochbeanspruchte Teile (z. B. Strukturteile für die Luftfahrt) verwendet werden.
- Es kann nicht gefärbt werden und wird typischerweise als Grundanstrich für Farbe oder Haftung (zur Verbesserung der Haftung) verwendet.
- Es mangelt an Umweltschutz (sechswertiges Chrom Cr⁶⁺, was eine strenge Abwasserbehandlung erfordert).
Typische Anwendungen:
- Luft- und Raumfahrtkomponenten (Flugzeugrümpfe und Flügelträger)
- Militärausrüstung (bei der Korrosionsbeständigkeit eine höchste Anforderung ist und die mechanischen Eigenschaften des Materials nicht beeinträchtigt werden dürfen)
- Präzisionsgeräte (bei denen ein dünner Oxidfilm erforderlich ist und die Maßgenauigkeit nicht beeinträchtigt werden darf)
2. Eloxieren vom Typ II (Schwefelsäure-Anodisieren)
Elektrolyt: Schwefelsäure (H₂SO₄)
Dicke des Oxidfilms: 5–25 μm (variabel)
Farbe: hellgrau oder transparent (kann in vielen verschiedenen Farben eingefärbt werden, Schwarz, Gold, Blau usw.)
Hauptmerkmale:
- Der Oxidfilm ist dick und mäßig hart (HV 300–500) mit guter Korrosionsbeständigkeit.
- Es eignet sich besonders zum Färben und lebendige Farben können durch die Verwendung organischer Farbstoffe oder elektrolytischer Färbung (z. B. das Schwarz der iPhone-Hülle aus Aluminiumlegierung) erzielt werden.
- Kostengünstiger, ausgereifter Prozess, der bei mehr als 80 % der verwendeten dekorativen Eloxalbehandlungen angewendet wird.
- Die Oxidschicht ist porös und erfordert im Allgemeinen eine Versiegelungsbehandlung (Heißwasser, Kaltversiegelung oder Nickelsalzversiegelung), um die Korrosionsbeständigkeit zu verbessern.
Typische Anwendungen:
- Unterhaltungselektronik (Handys, Laptop-Computertaschen)
- Architekturprofile aus Aluminium (Türen, Fenster, Vorhangfassaden)
- Automobil-Dekorteile (Kühlergrill, Innenzierleisten)
- Alltagsgegenstände (Tassen, Lampen, Küchenutensilien)
3. Eloxieren vom Typ III (Hardcoat-Anodisieren)
- Elektrolyt: Schwefelsäure (H₂SO₄) oder Mischsäure (z. B. Oxalsäure, Schwefelsäuregemisch)
- Dicke der Oxidschicht: 25–150 μm (am dicksten)
- Farbe: dunkelgrau bis schwarz (schwer zu färben, behält normalerweise die ursprüngliche Farbe bei)
Hauptmerkmale:
- Die Oxidschicht ist extrem hart (HV 500~900, nahe an gehärtetem Stahl) und weist die beste Verschleißfestigkeit auf.
- Erfordert niedrige Temperatur (0–10 °C) und hohe Stromdichte sowie eine strenge Prozesskontrolle.
- Verbesserte Korrosionsbeständigkeit gegenüber Typ II, aber spröder und weniger geeignet für den Einsatz bei hohen Stößen.
- Sehr gute Isolierung (Durchbruchspannung bis über 500V).
Typische Anwendungen:
- Industrielle Verschleißteile (Hydraulikkolben, Zylinderbohrungen)
- Teile für Militär/Luft- und Raumfahrt (Waffenteile, Drohnenstrukturteile)
- Formenbau (Ersatz von Stahl für Kunststoffspritzgussteile)
- Teile, die eine hohe Isolierung erfordern (Heizkörper für elektronische Geräte)
Zusammenfassung der drei Arten des Eloxalvergleichs
| Eigenschaften | Typ I (Chromsäure) | Typ II (Schwefelsäure) | Typ III (hart) |
|---|---|---|---|
| Dicke der Oxidschicht (μm) | 1,8 ~ 5,1 | 5~25 | 25~150 |
| Härte (HV) | 200~400 | 300~500 | 500~900 |
| Korrosionsbeständigkeit | ★★★★★ | ★★★★ | ★★★★☆ |
| Färbbarkeit | Nicht möglich | Exzellent | Sehr schwierig |
| Hauptverwendungszwecke | Luftfahrt, Militärindustrie | Dekoration, Dinge des täglichen Bedarfs | Industrielle verschleißfeste Teile |
Auswahlvorschläge
- Erfordert hohe Korrosionsbeständigkeit + dünne Beschichtung → Typ I (Chromsäure)
- Brauchen schönes Aussehen + Färben → Typ II (Schwefelsäure)
- Erfordert eine extrem hohe Härte + Verschleißfestigkeit → Typ III (hart)
Jeder Eloxalprozess hat seine einzigartigen Vorteile Die richtige Wahl hängt vom jeweiligen Anwendungsszenario und den Leistungsanforderungen ab.
FAQ – Antworten auf alle Ihre Fragen zur Oberflächenbehandlung
Was ist der Unterschied zwischen Schwarzoxidation und Schwarzeloxierung?
Schwarzoxidation (Schwärzungsbehandlung) und Schwarzeloxierung sind zwei völlig unterschiedliche Oberflächenbehandlungsverfahren . Schwarzoxidation ist ein Prozess, bei dem durch chemische Methoden (z. B. alkalische Oxidation oder saure Oxidation) ein schwarzer Oxidfilm auf der Metalloberfläche erzeugt wird. Es wird hauptsächlich für Stahl verwendet. Die Filmschicht ist dünn (ca. 0,5–1,5 μm) und spielt hauptsächlich eine Rolle beim Rostschutz und der Ästhetik. Schwarzanodisieren ist ein elektrochemischer Prozess. Es erzeugt durch Elektrolyse eine poröse Aluminiumoxidschicht auf der Aluminiumoberfläche und färbt diese anschließend ein, um sie zu versiegeln. Die Filmschicht ist dick (5–25 μm) und weist eine ausgezeichnete Verschleißfestigkeit und Korrosionsbeständigkeit auf. Die Farbe entsteht dadurch, dass der Farbstoff in die Poren der Oxidschicht eindringt.
Verblasst eloxiertes Aluminium?
Durch formelle Verfahren behandeltes eloxiertes Aluminium verblasst nicht leicht, es besteht jedoch die Möglichkeit des Ausbleichens. Mit Schwefelsäure eloxierte Teile vom Typ II können bei längerer Sonneneinstrahlung leicht ausbleichen (insbesondere helle Farben wie Rot und Blau), während das Schwarz bei elektrolytischer Färbung und Harteloxierung stabiler ist. Das Ausbleichen hängt hauptsächlich von der Qualität des Farbstoffs, der Integrität des Versiegelungsprozesses und der Verwendungsumgebung ab. Hochwertige eloxierte Produkte kann 10–15 Jahre lang im Freien verwendet werden, ohne dass es zu einem nennenswerten Ausbleichen kommt. Es wird empfohlen, ein elektrolytisches Färbeverfahren oder Farbstoffe mit UV-Stabilisatoren zu wählen, um die Anti-Fading-Leistung zu verbessern.
Wie kann man Stahl schwarz eloxieren?
Stahl kann nicht wirklich eloxiert werden, aber die folgenden Methoden können verwendet werden, um einen ähnlichen Effekt wie beim Schwarzeloxieren zu erzielen: 1) Zuerst eine Schicht Aluminium oder Zink auftragen und dann eloxieren (das Verfahren ist kompliziert und die Kosten sind hoch); 2) Verwenden Sie eine schwarze Phosphatierungsbehandlung (Phosphatumwandlungsfilm); 3) QPQ-Behandlung (Nitrierung + Oxidations-Verbundbehandlung); 4) Schwärzungsbehandlung bei hoher Temperatur. Unter diesen hat die QPQ-Behandlung die beste Wirkung, die ein schwarzes Aussehen erzielen und gleichzeitig die Oberflächenhärte (HV500-1000) und die Verschleißfestigkeit verbessern kann, und wird häufig in Automobilteilen und Werkzeugen verwendet.
Was ist „schwarzes Aluminium“?
„Schwarzes Aluminium“ bezieht sich normalerweise auf schwarz eloxierte Aluminiumlegierungsmaterialien, die häufig in Gebäudefassaden (z. B. 6063-T5-Profilen), elektronischen Produkten (z. B. 6061-T6-Gehäusen) und Industrieanlagen verwendet werden. Je nach Verfahren kann es unterteilt werden in: 1) gefärbtes schwarzes Aluminium (gefärbt mit organischen Farbstoffen nach dem Eloxieren vom Typ II); 2) elektrolytisches schwarzes Aluminium (elektrolytische Färbung mit Zinnsalz, haltbarer); 3) hartes schwarzes Aluminium (natürliches Schwarz durch Eloxierung Typ III). Echtes „schwarzes Aluminium“ sollte durch Eloxieren erreicht werden, das sich wesentlich von Oberflächenschwarzbehandlungen wie Sprühen und Plattieren unterscheidet und die Eigenschaften einer starken metallischen Textur, keinem Abblättern und Kratzfestigkeit aufweist.
Zusammenfassung
Das Schwarzeloxieren ist eine Transformation, die tief in die Metallstruktur eindringt , während die sogenannte „eloxierte Farbe“ nur eine auf der Oberfläche angebrachte Tarnung ist. Ersteres sorgt für langfristige Haltbarkeit und Funktionalität, während letzteres für niedrige Kosten und kurzfristige Schönheit sorgt. Ihre Wahl sollte durch die Endverwendung und die Qualitätsanforderungen Ihres Produkts bestimmt werden.
Wenn Sie Oberflächenbehandlungsmöglichkeiten für Ihr Projekt in Betracht ziehen, insbesondere beim Entwurf von Aluminium-Prototypenformen für die Produktion, ist die Wahl des richtigen Verfahrens von entscheidender Bedeutung. LS-Ingenieure können Ihnen nicht nur dabei helfen, das Design von Kunststoffteilen zu optimieren , sondern bieten auch professionelle Beratung zu Formmaterialien und deren Oberflächenbehandlung. Kontaktieren Sie uns jetzt, um eine umfassende Fertigungslösung zu erhalten für Ihr Projekt, inklusive unserer professionellen Beratung zu Formmaterialien und Bearbeitungsverfahren, sowie einem transparenten Spritzgusspreis!

📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. LS-Serie Es werden keinerlei ausdrückliche oder stillschweigende Zusicherungen oder Gewährleistungen hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen abgegeben. Daraus sollte nicht geschlossen werden, dass die Leistungsparameter, geometrischen Toleranzen, spezifischen Designmerkmale, Materialqualität und -art oder Verarbeitung, die der Drittanbieter oder Hersteller über das LS-Netzwerk bereitstellt, nicht berücksichtigt werden. Dies liegt in der Verantwortung des Käufers Fordern Sie ein Angebot für Teile an um die spezifischen Anforderungen für diese Teile zu ermitteln. Bitte kontaktieren Sie uns, um weitere Informationen zu erhalten .
LS-Team
LS ist ein branchenführendes Unternehmen Konzentrieren Sie sich auf maßgeschneiderte Fertigungslösungen. Mit über 20 Jahren Erfahrung in der Betreuung von mehr als 5.000 Kunden legen wir Wert auf höchste Präzision CNC-Bearbeitung , Blechbearbeitung , 3D-Druck , Spritzguss , Metallstanzen, und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit mehr als 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um Kleinserienproduktion oder Massenanpassung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. wählen LS-Technologie Es bedeutet, sich für Effizienz, Qualität und Professionalität zu entscheiden.
Um mehr zu erfahren, besuchen Sie bitte unsere Website: www.lsrpf.com


