Automotive plastic injection molding service by LS Manufacturing is a certified, high-precision manufacturing solution, which directly solves severe production defects like bubble formation, warping, and mold sticking that elevate scrap rates beyond 15% in OEM exterior and interior components.
Here is your guide to LS Manufacturing's proactive solution involving scientific molding and DFM optimization, with simulations using moldflow data analysis to provide answers to these critical challenges. Enjoy a 22% cost savings on each piece while enjoying perfect prototyping with accuracy of ±0.005mm and 45% faster tool troubleshooting for OEM quality automotive plastic production.
Automotive Plastic Injection Molding: OEM DFM Cost-Quote Guide
| Automotive Requirement | Common Design Challenge | DFM Solution for Cost & Quality |
| Class A Surface Finish | Appearance flaws such as sink marks, flow lines, and gate vestige on exterior surfaces. | Uniform wall construction (≤2.5mm), optimized gate placement on internal surfaces, and sufficient venting. |
| Structural Integrity | Warping or failure of plastic injection molding parts at snap fits and attachment points upon thermal cycling from -40°C to 85°C. | Reinforcement using ribs (≤60% of wall thickness) and bosses linked to adjacent side walls. |
| Chemical & UV Resistance | Environmental damage due to exposure to fuels, cleaning agents, and ultraviolet rays. | Material choice of UV-resistant polymers like ASA and PC/ABS as well as careful gate placement to reduce stress. |
| Dimensional Stability | Warpage caused by material expansion and shrinkage during the curing process. | Predictable filling through simulation, even cooling, and maintaining the part’s wall thickness to ±10% tolerance. |
| Our DFM & Quoting Process | Your 3D model is examined to determine cost drivers, based on IATF 16949 and automotive OEM guidelines. | A joint effort will result in recommendations that will maximize tooling and piece price. |
Key Takeaways:
- Surface is Non-Negotiable: For Class a components, having consistent wall thicknesses and hidden gates is more than a recommendation—it’s a requirement to ensure no additional work due to cosmetics.
- Material is a System Choice: Your choice of polymers should take into account not only temperature but also chemicals and UV exposure, which will ultimately define your part’s design and cost.
- Warpage Control is Predictable: Mold flow simulations enable us to predict warpage resulting from shrinkage and incorporate those predictions in our tooling so that your product fits properly.
- DFM is Risk Mitigation: Early implementation of a plastic injection molding DFM process is the only way to really manage costs by getting parts out of the mold without any problems.
Why Trust This Guide? Practical Experience From LS Manufacturing Experts
One can find a multitude of theoretical recommendations on Design for Manufacturing (DFM). Here is what we have. This is a guide made by our own engineers who make components for 1 million pieces a day. Our design philosophy is consistent with the design and quality requirements specified by the Automotive Industry Action Group (AIAG).
We create parts that have to perform under the toughest conditions: under-the-hood components that withstand 150 degrees centigrade; interior trimmings with absolutely perfect Class a surface; and structural components that comply with crash tests. We follow the international standard International Automotive Task Force 16949 (IATF) when managing all our quality processes.
The benefits that come with savings have been proven over thousands of mold cycles. For example, we know the effect of a 1° change in draft angle on cycle time, the perfect gate placement necessary to avoid weld lines, and the correct wall thickness required to prevent sinking in 30% glass-filled PP. We want you to benefit from our proven manufacturing experience and make sure that you design parts in a way that allows for manufacturability without overengineering and mold rework.

Figure 1: A technician monitors molten polypropylene injection into a car bumper mold under transparent safety guards.
Why Is Scientific Molding Essential For Manufacturing High Precision OEM Vehicle Parts Injection Molding
Scientific molding effectively removes failures of OEM vehicle parts injection molding by converting intuition to scientifically based methodologies. This is how scientific molding resolves fundamental issues associated with the production of your parts. Here, plastic injection molding can be reliably done through precise control during manufacturing.
Precision V-P Switch for Zero Stress
Injection process control depends on data-driven transition from velocity to pressure at 95-99% fill. Maintaining injection pressure ±0.5 MPa rather than the usual variation of ±3.0 MPa ensures consistent pack and eliminates molded-in stresses. The result is that we provide you with stress-free, custom plastic components that have ±0.05mm tolerances. In short, this precise pressure transfer means no assembly fitment delays and lower scrap costs for your supply chain.
Shear Rate Management for Uniformity
Within automotive plastic injection molding service, uncontrolled shear leads to local overheating and variation in shrinkage. We ensure no degradation of thin walls with a shear rate specific to the material for high-precision plastic injection molding. You can count on uniform density and shrinkage which is necessary for durable class A surface without sink marks in complex housing and bezel parts.
A Robust Window for Volume Production
The optimized process is established within a defined window (for example, ±5°C for melt temperature) using DoE techniques. This allows reliable production with statistical process control for high-volume plastic injection molding. This ensures the stable process with no variation for your production schedule within a wide variety of engineered plastic injection molding services.
This methodology commands material behavior through fundamental polymer physics, transforming the process into a repeatable engineering discipline. It guarantees that every part meets the validated specification, delivering the reliability required for mission-critical automotive applications and protecting your program's timeline, budget, and end-product performance.

How Can Cost Effective DFM For Auto Parts Accelerate Your PPAP Approval Timeline
Strategic cost effective DFM for auto parts guarantees manufacturability of design without any risk and thus prevents the PPAP (Production Part Approval Process) problems caused by time-consuming and costly rework. Our upfront analysis will turn potential challenges into successful production processes, which will facilitate your PPAP complex plastic injection molding parts:
Predicting and Relocating Defects Before Tooling
- Our Proactive Simulation: We use moldflow analysis to identify filling simulation and locate air traps and weld lines.
- Your Risk Mitigation: You get a report enabling you to make aesthetic or structural changes prior to releasing CAD to minimize any post-CAD tool findings, which generally take an additional 4-6 weeks. This helps you secure your schedule for automotive plastic injection molding design.
Optimizing Wall Stock for Manufacturing Stability
- Our Engineering Guideline: We recommend a wall stock of 2.5-3.0mm with transition grades ≤15% for large parts.
- Your Process Stability: This guarantees consistent cooling/packing, lower injection pressure and reduces the number of typical molding trials in the industry from 8-12 to roughly 35%. You move straight into validation for an efficient low cost automotive molding service.
Engineering the Feed System for Quality
- Our Data-Driven Design: We recommend the gate location/type based on our simulation to ensure balanced and sequential filling.
- Your PPAP Confidence: This results in parts meeting specification on first shot, giving you consistent first-shot parts and production runs needed for a quick and uncontested PPAP approval process in the precision plastic injection molding process.
Designing for Simplified Tooling Action
- Our Focus on Simplicity: We design your part for easy ejection, no side actions and standard mold components.
- Your Cost & Timeline Protection: It lowers upfront tooling costs and eliminates tool down time when fixing tools due to approval issues. Your program receives a reliable launch with high-volume plastic injection molding.
This DFM process is a formal risk mitigation protocol, translating design intent into manufacturable geometry through predictive engineering. It ensures your part is designed correctly from the outset, securing a faster, lower-risk, and more economical path to successful PPAP approval and engineering-grade plastic injection molding production. To accelerate your PPAP approval and eliminate late-stage changes, submit your auto part design for a complimentary DFM analysis and a formal, production-ready quotation.
What Criteria Define A Qualified Custom Automotive Plastic Molding Supplier For Structural Components
Choosing a custom automotive plastic molding manufacturer for structural components requires assessment of actual technical abilities, rather than general statements. Such a partner will have proven ability to control the process and design special processes for performance and success of the project. The criteria below distinguish true technical partners from basic processors for your automotive plastic parts manufacturer selection.
| Criteria | Unqualified Supplier Profile | Qualified Supplier Solution & Your Value |
| Quality System | Only final inspection with quality control responses. | A process that includes IATF 16949 certified system, with SPC (Cpk > 1.33) in real time will guarantee consistent parts as well as a proven PPAP, which is the basis of the certified plastic injection molding process. |
| Process Control | Standard controls resulting in inconsistent cooling and stresses. | Multi-zone infrared mold monitoring ensures dimensional stability for your assemblies, which is vital for precision plastic injection molding outcomes. |
| Material Expertise | Standard screws for abrasive materials lead to wear. | Wear resistant screws for composite material ensure part strength during high-volume plastic injection molding and advanced technical plastic injection molding of the most demanding material. |
| Engineering Depth | "Build to Print" with minimal communication. | DFM analysis guarantees your tooling is safe and fast tracks high-performance plastic injection molding projects from prototype to production. |
With this approach, reducing risk will be the priority rather than upfront costs. By using a supplier meeting these criteria, you can be assured that the automotive plastic parts manufacturer is supplying a quality product that will meet your specifications. Thus, you protect your project's viability, timing, and cost.

Figure 2: A robotic arm injects molten ABS resin into a silver door panel mold for automotive interior assembly.
How Do Optimized Venting Systems Prevent Fixing Bubbles And Uncured Defects In Complex Geometry Molds
By avoiding burn marks and unfilled regions on complex plastic injection molded auto parts, an optimized venting system allows air to escape before sealing the mold with the polymer melt front. Failure to have sufficient vents results in compression of gases causing pockets with temperatures exceeding 400°C damaging the plastic. A scientific method of addressing the core problem with complex plastic injection molding:
Precision Vent Design to Eliminate Defects
General vent design does not work well for deep ribs or complex cores. The way forward is by designing channels through precise machining from 0.015mm to 0.025mm in depth but 5.0mm wide at the parting line allowing air to vent into the atmosphere without flash. For you, this eradicates the root cause of surface burns and short shots, directly improving cosmetic yield and structural integrity, a key principle in any automotive injection molding guide.
Durable Materials for Process Stability
The vents need to have sub-millimeter geometry when exposed to abrasive polymers. Using hard steels such as the H13 steels having a hardness level of HRC 52 helps prevent any wear or plasticizer accumulation after thousands of uses. This prevents vent clogging. You benefit from consistent part quality throughout a full production run without gradual defect onset, which is critical for processing filled engineering grade resins and ensures success in high-cavitation plastic injection molding.
Simulation for Proactive Validation
Proper venting, on the other hand, is done proactively. We perform mold filling simulation, determining the flow of air in the mold cavity and possible gas trap areas prior to machining, thus determining the ideal location for vents. This scientific plastic injection molding makes your job much easier by guaranteeing you have a first article part without any defect due to trapped gases.
The method presented here views venting as a critical engineering process characterized by exact dimensions and high-quality material, thus validated for success in its predictability. This ensures that you will always enjoy great aesthetic value and strength in every mold produced from your mold-making investment in your precision plastic injection molding.
How Does Precise Draft Angle Engineering Eliminate Sticking In Resin Molds For Deep Draw Vehicle Components
Exact draft angle engineering solves the sticking problem in resin molds during deep drawing processes in vehicles by effectively addressing the friction and vacuum force factors responsible for halting the process. Part sticking leads to product damage, poor aesthetics, and unnecessary press downtime, especially when using high-shrink plastics such as PC/ABS. The answer to this problem is an informed and calculative process of mold design in your automotive plastic injection molding service.
Dynamic Draft Angle Calculation
- Our Engineering Rule: We use 1° of draft per 25mm of depth of cavities, as well as 1° per 0.025mm of texture depth.
- Your Gain: It eliminates side wall scuffing on deeper pieces, providing you with parts free of any marks and saving you money that otherwise goes to waste during automated plastic injection molding manufacturing process.
Advanced Release Optimization
- Our Surface Solution: We utilize special non-silicone release coatings adjusted specifically for the resin type.
- Your Gain: It decreases ejection pressure by over 40%, ensuring your capability to get consistent production batches, and it is critical for a mold release optimization strategy that will work in difficult geometries.
Preventive Design Integration
- Our Proactive Process: Draft and ejection are integrated into the design phase during our development process for custom automotive plastic injection molding.
- Your Gain: This ensures that there are no surprises in terms of sticking during production since this means that your mold will work from the get-go, and you have a working process of reliable plastic injection molding for your components.
Under this methodology, draft now becomes a dynamic figure that emerges from geometry, material, and finish. This means that draft moves from being merely a number to becoming an essential variable and, therefore, a crucial component. This methodology, coupled with surface engineering, allows for consistent and reliable ejection, safety for part quality, and production-ready plastic injection molding, all of which provide security for your molding project.

Figure 3: The image details a complex automotive door substrate with ABS, EVA foam, and PVC surface layers.
Which Tool Steel Grades Balance Longevity And Budget In Low Cost Automotive Molding Service Projects
Choosing the right type of tool steel is a critical financial and technical decision necessary to have a successful low cost automotive molding service project. This choice is what makes the difference between a tooling asset with longevity and high cost or one that does not. The table below helps us to make such an important decision.
| Steel Grade | Key Property & Cost Comparison | Performance vs. Abrasive Resins |
Recommended Volume & Application |
| P20 (1.2311) | Lowest initial cost. Soft (HRC 28-32), easy to machine. Not compatible with filled plastics. | Excellent for plain PP, ABS. |
<100k shots. The starting point for affordable prototype production. |
| 718H (1.2738) | Most valuable. Good hardness (HRC 33-38) and polishability. | Sufficient for mild abrasives (for example, 10-20% glass fiber). 200k - 500k shots. | The benchmark for durable mass plastic injection molding of plastic injection molded auto parts. |
| NAK80 | Exquisite polishability, heat treatment unnecessary. | Pre-hardened (HRC 37-43). Compatible with cosmetic grade only. More than 300k shots. | For parts requiring the highest polishability. |
| H13 (1.2344) | Maximum resistance to wear. Through-hardened (HRC 48-52). | Essential for working with abrasive plastics (PA66+GF30%, for example). | >1M shots. It’s the only option if your components need maximum wear resistance. |
This comprehensive, comparative matrix allows for the strategic tool steel selection, pairing the right tool steel to the requirements of your particular project. This will save you from either purchasing over-specified tooling or inefficient production processes, guaranteeing both the durability and the cost-effectiveness of the entire project. This approach is vital when planning any plastic injection molding project.
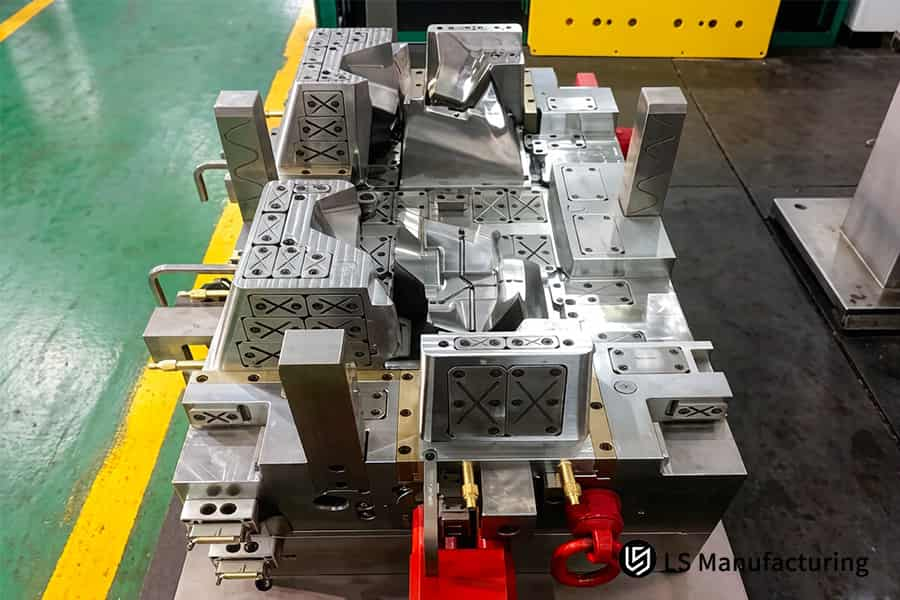
Figure 4: This large steel injection mold for OEM vehicle parts injection molding is positioned on the factory floor for assembly.
Case Study: How LS Manufacturing Saved A Tier-1 Supplier 22% In Production Costs For Custom Automotive Plastic Molding Of An EV Battery Cooling Housing
LS Manufacturing fixed warpage and seal-related issues on a Tier-1 automotive supplier's EV battery cooling housing, achieving direct savings of 22% on the total production costs of the component. This case study shows the exact technical input and resulting savings on a high-stake custom automotive plastic molding process that otherwise would have resulted in a complete failure.
Client Challenge
The Tier-1 customer had issues with serious warping (±0.45mm) and continuous gas trapping within a highly complex glass-filled nylon housing, leading to a 100% defect rate during a stringent leakage test. The prior manufacturer was unable to solve the problem of excessive sticking with the densely designed internal ribs, which posed the risk of a multimillion-dollar fine due to the delayed launch of the EV platform. Clearly, a completely new design with a proven automotive plastic parts manufacturer was required for the components under high pressure.
LS Manufacturing Solution
For our design, we had a detailed secondary design-for-manufacturing (DFM) study where we changed the gate from a point gate to a fan gate for balancing fill, and made changes to the critical wall transitions by 12% for balancing flows. We incorporated four in-cavity pressure sensors at a microsecond-level packing compensation to achieve precision, which is a hallmark of scientific plastic injection molding. By adopting this data-driven approach, we were able to control the root thermal defects that were causing the problems with EV automotive injection molding.
Results and Value
There was no waiting required for results as we achieved warpage of ≤0.08mm, perfect leak tests, and a cycle time reduced from 45 to 32 seconds. For our client, the savings amounted to a 22% reduction in unit costs, on-time PPAP approval without incurring any penalties, and awarding of a 5-year sole source production contract. Our success resulted in a trusted partnership in plastic injection molding of key structural automotive components.
The above case study shows that the solution for advanced manufacturing failure cases lies in predictive engineering and closed loop control. This closed-loop plastic injection molding process guarantees high-performance standards, considerable financial savings, and absolute safety of the supply chain for the most challenging automotive requirements; thus, taking a problematic situation to one of long-term strategic cooperation.
Stop warpage and leakage in your automotive plastic molding. To secure 22% cost savings and a production contract, submit your EV housing design for a scientific molding analysis and quote.

Why Choosing An Integrated Automotive Plastic Parts Manufacturer Guarantees Long Term Quality Stability
Selecting an integrated automotive plastic parts manufacturer is a smart strategy, which guarantees long-term quality stability due to the fact that the supply chain of processes is a single entity responsible and capable of ensuring instant reaction on account of process control capability. This is precisely what an efficient automotive plastic injection molding service should be.
Unified Engineering from DFM to Production Tool
With design and manufacturing occurring at one company, there are no misunderstandings. In-house tooling engineers implement DFM that they have contributed to, turning recommendations into CNC programming. For you, this guarantees manufacturability even before metal gets cut, avoiding the 4-8 week turnaround time needed to fix an external mold and ensuring that we have everything in place for a high-stability plastic injection molding.
Real-Time Process Correction and Quality Assurance
Since we control all aspects, from mold making to manufacturing, and 100% automated CMM and leak testing, our feedback from the press goes into tooling in real time. This gives us the ability to make quick modifications—our design can be adjusted by 0.01mm in under 12 hours. What this means for you is a zero-defect plastic injection molding process, with statistically controlled results (CpK ≥ 1.33).
Single-Point Accountability for Program Security
This integrated turn-key injection molding approach guarantees us ownership of the entire process from CAD to delivery. There will be no finger pointing between suppliers. This integration results in guaranteed execution for you, including reliable project timelines, consistent deliveries, and stable multi-year manufacturing without any quality problems, thus ensuring that your supply chain stays intact when it comes to plastic injection molding.
This vertically integrated model is an operational architecture built for automotive's zero-defect mandate. It replaces a fragile chain of subcontractors with a cohesive engineering unit, delivering not just parts, but supply chain certainty, quality stability, and long-term program security for the most demanding plastic injection molding applications.
FAQs
1. What is the typical lead time at LS Manufacturing for custom automotive plastic molding tooling and first article samples?
In average conditions, it takes us about 25 to 35 business days to manufacture precision steel molds for standard automotive plastic structural parts and the first batch of samples that meet PPAP requirements. Of course, this time depends on the part geometry and DFM finalization.
2. How does your automotive plastic injection molding service ensure the dimensional tolerance of thin-walled interior parts?
This is made possible through the application of sophisticated, high-precision, full electric plastic injection molding machines from Germany, along with a live system of 100% cavity pressure measurement, which ensures that all parts have consistent tolerance levels within a ±0.05mm range, thus avoiding any interference with assembly processes in large-scale mass production.
3. Can LS Manufacturing provide standard PPAP documentation for OEM vehicle parts injection molding orders?
Certainly. As a certified IATF 16949 manufacturer, we can fully prepare a complete set of Level 3 PPAP quality documents according to customers' unique demands. This will include Control Plans, PFMEA, Gage R&R reports, and third-party material test results.
4. How do you achieve low-cost automotive molding service options without sacrificing tool life and component quality?
This is accomplished through the implementation of lean DFM analyses to optimize the mold's runner system (such as valve gated hot runner molds), which can lower wasteful material consumption by up to 30%. Moreover, we utilize highly automated "lights out" manufacturing to offset our costs incurred per part manufactured.
5. What is the Minimum Order Quantity (MOQ) for custom automotive component manufacturing at your facility?
In regard to MOQs for steel molds with hardness grade for mass production, we use standard production MOQ at 1,000 pieces per order. However, for R&D and experimental purposes, for example, we can deliver flexible small batches (as little as 100 pieces per batch) via rapid aluminum tooling services.
6. Which engineering plastics does your automotive plastic parts manufacturer recommend for under-hood high-temperature applications?
In regard to those components used under the hood that experience long-term exposure to high temperature and high mechanical stress, we would recommend the use of glass fiber reinforced or mineral filled polyamides (for example PA66+30%GF that will withstand up to 180°C), or high performance engineering plastics such as PPA and PPS.
7. How does LS Manufacturing safeguard client intellectual property and custom auto part design files?
Protecting our clients' intellectual property is our primary concern and our bottom line. We have all customers sign Non-Disclosure Agreement prior to conducting any discussions. Moreover, we have an internal classified classification for engineering documents. Proceed with zero IP risk. To obtain a confidential quote, submit your project specifications under NDA to initiate a secure feasibility and costing review.
8. What specific measures do you take to prevent surface defects—such as sink marks—on plastic injection-molded auto parts?
The engineering team in LS Manufacturing strictly follows DFM guidelines where we ensure that the thickness of reinforcing ribs never exceeds 60% of the thickness of the adjacent main wall. In addition, the engineering team uses the technique of mold flow analysis to scientifically set up high-pressure packing parameters and specific cooling channel layout to completely get rid of surface shrinkage defects right from the root of the issue.
Summary
Quality is not always contradictory to the economical manufacturing of automotive parts and assemblies. It only depends on whether you can incorporate scientific DFM at the stage of manufacture right away. The scientific injection-molding techniques of LS Manufacturing and vertical integration ensure defect-free manufacturing, IATF 16949 certification, reduce costs, and speed up your product development cycle.
Do not let the defects of mold prevent your car model from going into mass production. Looking for a trusted plastic injection molding partner for your automotive project? Save yourself valuable time and avoid expensive fixes. Click [Send Inquiry / Get Free DFM Assessment] and upload your 3D files (STEP/IGS). In just 24 hours, our automotive engineers will perform mold-flow analysis and offer DFM recommendations.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


