Le service de moulage par injection de plastique automobile de LS Manufacturing est une solution de fabrication certifiée et de haute précision qui résout directement les défauts de production graves tels que la formation de bulles, le gauchissement et l'adhérence au moule qui font grimper les taux de rebut à plus de 15 % dans les composants extérieurs et intérieurs des équipementiers.
Voici votre guide de la solution proactive de LS Manufacturing, qui repose sur le moulage scientifique et l'optimisation DFM, avec des simulations utilisant l'analyse des données Moldflow pour répondre à ces défis cruciaux. Bénéficiez d'une réduction de 22 % sur chaque pièce, d'un prototypage parfait avec une précision de ±0,005 mm et d'un dépannage des outils 45 % plus rapide pour une production de pièces automobiles en plastique de qualité OEM.
Moulage par injection plastique pour l'automobile : Guide des coûts et des devis OEM DFM
| Exigences automobiles | Défi de conception commun | Solution DFM pour le coût et la qualité |
| Finition de surface de classe A | Défauts d'aspect tels que marques d'affaissement, lignes d'écoulement et traces de portail sur les surfaces extérieures. | Construction de paroi uniforme ( ≤2,5 mm ), placement optimisé des portes sur les surfaces internes et ventilation suffisante . |
| Intégrité structurelle | Déformation ou défaillance des pièces moulées par injection plastique au niveau des enclenchements et des points de fixation lors de cycles thermiques de -40°C à 85°C . | Renforcement à l'aide de nervures ( ≤60% de l'épaisseur de la paroi) et de bossages reliés aux parois latérales adjacentes. |
| Résistance chimique et UV | Dommages environnementaux dus à l'exposition aux carburants, aux produits de nettoyage et aux rayons ultraviolets. | Le choix de matériaux comme des polymères résistants aux UV tels que l'ASA et le PC/ABS ainsi qu'un placement soigné de la grille permettent de réduire les contraintes. |
| Stabilité dimensionnelle | Déformation causée par la dilatation et le retrait du matériau pendant le processus de durcissement. | Remplissage prévisible grâce à la simulation, refroidissement uniforme et maintien de l'épaisseur de paroi de la pièce à une tolérance de ±10 % . |
| Notre processus de conception pour la fabrication et de devis | Votre modèle 3D est examiné pour déterminer les facteurs de coûts, sur la base de la norme IATF 16949 et des directives des constructeurs automobiles . | Un effort conjoint permettra de formuler des recommandations qui optimiseront l'outillage et le prix unitaire. |
Points clés à retenir :
- L'aspect de la surface est non négociable : pour les composants de classe A , avoir des épaisseurs de paroi constantes et des portes cachées est plus qu'une recommandation, c'est une exigence pour éviter tout travail supplémentaire dû à des considérations esthétiques.
- Le choix du matériau est un choix systémique : le choix des polymères doit tenir compte non seulement de la température, mais aussi des produits chimiques et de l’exposition aux UV , ce qui déterminera en fin de compte la conception et le coût de votre pièce.
- Le contrôle du gauchissement est prévisible : les simulations d’écoulement de moule nous permettent de prédire le gauchissement résultant du retrait et d’intégrer ces prédictions dans notre outillage afin que votre produit s’ajuste correctement.
- Le DFM (Design for Manufacturing) est une méthode de réduction des risques : la mise en œuvre précoce d’un processus DFM pour le moulage par injection plastique est le seul moyen de maîtriser les coûts en obtenant des pièces sans problème après le démoulage.
Pourquoi faire confiance à ce guide ? L’expérience pratique des experts de LS Manufacturing
On trouve une multitude de recommandations théoriques sur la conception pour la fabrication (DFM) . Voici notre approche. Ce guide a été élaboré par nos ingénieurs, qui produisent un million de composants par jour. Notre philosophie de conception est conforme aux exigences de conception et de qualité définies par l' Automotive Industry Action Group (AIAG) .
Nous fabriquons des pièces conçues pour résister aux conditions les plus extrêmes : des composants sous le capot supportant jusqu’à 150 °C ; des garnitures intérieures à la finition de classe A irréprochable ; et des éléments structurels conformes aux tests de collision. Nous appliquons la norme internationale IATF 16949 (International Automotive Task Force 16949 ) pour la gestion de l’ensemble de nos processus qualité.
Les avantages liés aux économies réalisées ont été démontrés au fil de milliers de cycles de moulage. Par exemple, nous connaissons l'impact d'une variation de 1° de l'angle de dépouille sur le temps de cycle, le positionnement optimal du point d'injection pour éviter les lignes de soudure, et l'épaisseur de paroi adéquate pour prévenir le retrait du polypropylène chargé à 30 % de fibres de verre. Nous souhaitons vous faire bénéficier de notre expérience éprouvée en matière de fabrication et vous aider à concevoir des pièces facilement fabricables, sans surdimensionnement ni retouches de moule.

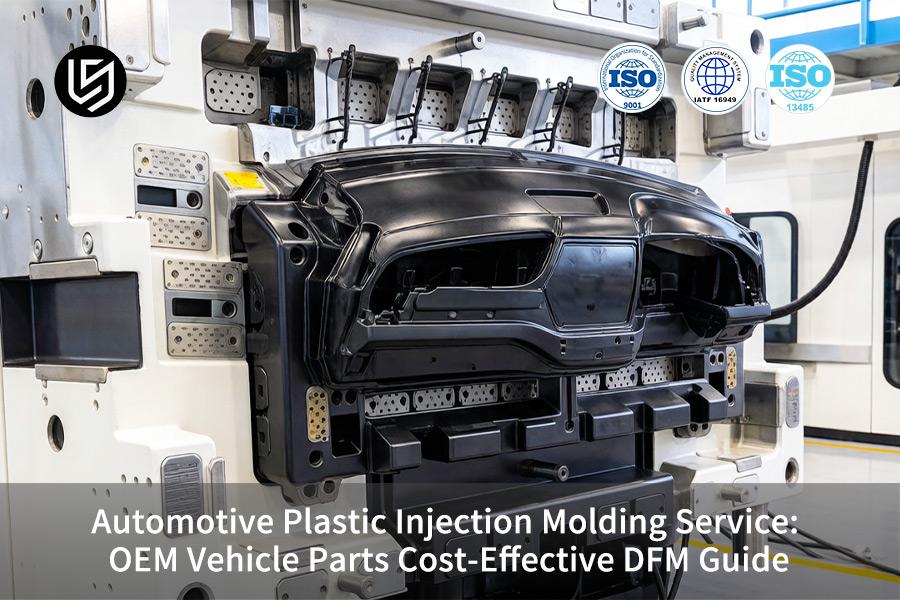
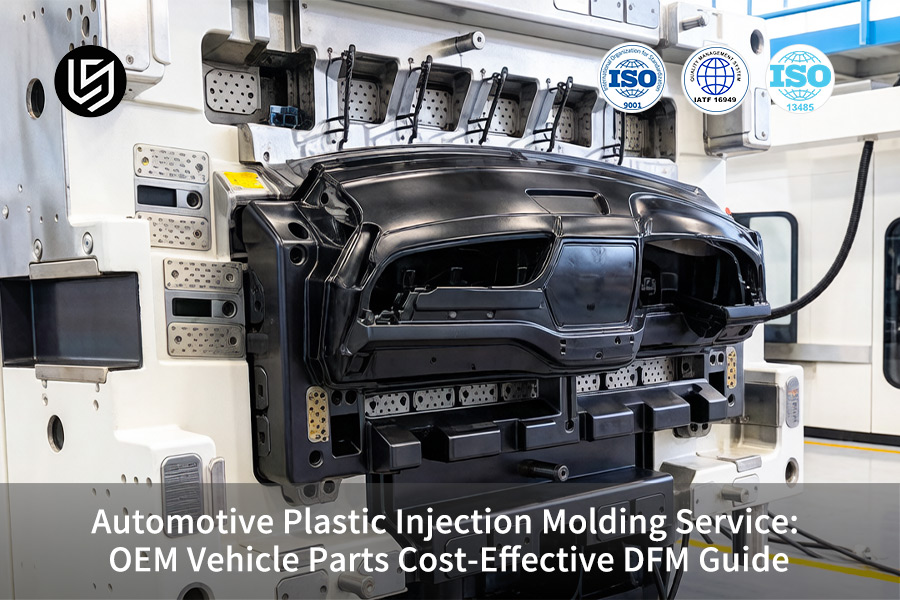
Figure 1 : Un technicien surveille l'injection de polypropylène fondu dans un moule de pare-chocs de voiture sous des protections de sécurité transparentes.
Pourquoi le moulage scientifique est-il essentiel à la fabrication de pièces automobiles OEM de haute précision par moulage par injection ?
Le moulage scientifique élimine efficacement les défauts du moulage par injection de pièces automobiles d'origine en remplaçant l'intuition par des méthodologies scientifiques. C'est ainsi que le moulage scientifique résout les problèmes fondamentaux liés à la production de vos pièces. Grâce à un contrôle précis tout au long du processus de fabrication, le moulage par injection plastique devient fiable.
Interrupteur VP de précision pour une tension nulle
Le contrôle du processus d'injection repose sur une transition, pilotée par les données, de la vitesse à la pression à un taux de remplissage de 95 à 99 % . Le maintien d'une pression d'injection de ±0,5 MPa, au lieu de la variation habituelle de ±3,0 MPa, garantit un remplissage homogène et élimine les contraintes internes. Nous vous fournissons ainsi des composants plastiques sur mesure, sans contraintes et avec une tolérance de ±0,05 mm . En bref, ce transfert de pression précis élimine les retards d'assemblage et réduit les coûts de rebut pour votre chaîne d'approvisionnement.
Gestion du taux de cisaillement pour l'uniformité
Dans le secteur du moulage par injection plastique pour l'automobile , un cisaillement incontrôlé entraîne une surchauffe locale et des variations de retrait. Nous garantissons l'absence de dégradation des parois fines grâce à un taux de cisaillement adapté au matériau pour un moulage par injection plastique de haute précision . Vous bénéficiez ainsi d'une densité et d'un retrait uniformes, indispensables à l'obtention d'une surface de classe A durable, sans retassures, même sur les boîtiers et les enjoliveurs complexes.
Une fenêtre de tir robuste pour la production en volume
Le procédé optimisé est établi dans une plage de tolérance définie (par exemple, ±5 °C pour la température de fusion) grâce à des techniques de planification d'expériences (DoE). Ceci permet une production fiable avec un contrôle statistique du procédé pour le moulage par injection de plastique en grande série . Vous bénéficiez ainsi d'un procédé stable et sans variation pour votre planning de production, et ce, pour une large gamme de services de moulage par injection de plastique technique .
Cette méthodologie maîtrise le comportement des matériaux grâce aux principes fondamentaux de la physique des polymères, transformant ainsi le processus en une discipline d'ingénierie reproductible. Elle garantit la conformité de chaque pièce aux spécifications validées, assurant la fiabilité requise pour les applications automobiles critiques et préservant les délais, le budget et les performances du produit final de votre programme.

Comment une conception pour la fabrication (DFM) rentable pour les pièces automobiles peut-elle accélérer votre processus d'approbation PPAP ?
Une conception pour la fabrication (DFM) stratégique et rentable pour les pièces automobiles garantit la fabricabilité de la conception sans aucun risque et prévient ainsi les problèmes liés au processus d'approbation des pièces de production (PPAP) causés par des retouches longues et coûteuses. Notre analyse préliminaire transformera les défis potentiels en processus de production réussis, facilitant ainsi le processus PPAP pour vos pièces complexes moulées par injection plastique .
Prédiction et relocalisation des défauts avant l'outillage
- Notre simulation proactive : nous utilisons l’analyse Moldflow pour identifier la simulation de remplissage et localiser les bulles d’air et les lignes de soudure.
- Atténuation des risques : Vous recevez un rapport vous permettant d’ apporter des modifications esthétiques ou structurelles avant la diffusion du fichier CAO afin de minimiser les problèmes liés aux outils de CAO, dont l’analyse prend généralement 4 à 6 semaines supplémentaires. Cela vous aide à sécuriser votre calendrier de conception pour le moulage par injection de pièces automobiles .
Optimisation des matériaux de paroi pour une stabilité de fabrication
- Notre guide d'ingénierie : Nous recommandons une épaisseur de paroi de 2,5 à 3,0 mm avec des nuances de transition ≤ 15 % pour les grandes pièces.
- Stabilité de votre procédé : Ceci garantit un refroidissement et un compactage homogènes, une pression d’injection réduite et diminue le nombre d’essais de moulage habituellement nécessaires dans l’industrie, passant de 8 à 12 à environ 35 % . Vous passez directement à la validation pour un service de moulage automobile efficace et économique .
Conception du système d'alimentation pour une qualité optimale
- Notre conception basée sur les données : nous recommandons l’emplacement et le type de porte en fonction de notre simulation afin de garantir un remplissage équilibré et séquentiel .
- Votre confiance PPAP : Cela permet d’obtenir des pièces conformes aux spécifications dès le premier tirage, vous assurant ainsi des pièces de premier tirage et des séries de production cohérentes, nécessaires à un processus d’approbation PPAP rapide et incontestable dans le processus de moulage par injection plastique de précision .
Conception pour une action d'outillage simplifiée
- Notre priorité : la simplicité. Nous concevons votre pièce pour une éjection facile, sans actions latérales et avec des composants de moule standard .
- Protection de vos coûts et délais : réduction des coûts initiaux d’outillage et élimination des temps d’arrêt liés à la réparation des outils pour des problèmes d’homologation. Votre programme bénéficie d’un lancement fiable grâce au moulage par injection plastique à grand volume .
Ce processus de conception pour la fabrication (DFM) est un protocole formel de gestion des risques qui, grâce à l'ingénierie prédictive, traduit l'intention de conception en une géométrie fabricable. Il garantit une conception optimale de votre pièce dès le départ, assurant ainsi une approbation PPAP plus rapide, moins risquée et plus économique, ainsi qu'une production par injection plastique de qualité industrielle . Pour accélérer votre approbation PPAP et éviter les modifications de dernière minute, soumettez la conception de votre pièce automobile pour une analyse DFM gratuite et un devis prêt pour la production.
Quels sont les critères qui définissent un fournisseur qualifié de pièces moulées en plastique sur mesure pour l'automobile, destinées aux composants structurels ?
Choisir un fabricant de pièces plastiques sur mesure pour l'automobile, notamment pour les composants structurels, exige d'évaluer ses compétences techniques réelles, et non de se fier à des affirmations générales. Un tel partenaire aura démontré sa capacité à maîtriser le processus et à concevoir des procédés spécifiques pour garantir la performance et la réussite du projet. Les critères ci-dessous permettent de distinguer les véritables partenaires techniques des simples sous-traitants lors de votre sélection de fabricants de pièces plastiques pour l'automobile .
| Critères | Profil de fournisseur non qualifié | Solution de fournisseur qualifié et votre valeur |
| Système de qualité | Inspection finale uniquement, avec réponses de contrôle qualité. | Un processus incluant un système certifié IATF 16949 , avec SPC ( Cpk > 1,33 ) en temps réel, garantira des pièces cohérentes ainsi qu'un PPAP éprouvé, qui est la base du processus de moulage par injection plastique certifié . |
| Contrôle des processus | Des commandes standard entraînant un refroidissement et des contraintes incohérents. | La surveillance infrarouge multizone des moules garantit la stabilité dimensionnelle de vos assemblages , ce qui est essentiel pour des résultats de moulage par injection plastique de précision . |
| Expertise en matériaux | Les vis standard pour matériaux abrasifs entraînent une usure. | Les vis résistantes à l'usure pour matériaux composites garantissent la solidité des pièces lors du moulage par injection plastique en grande série et du moulage par injection plastique technique avancé des matériaux les plus exigeants. |
| Profondeur d'ingénierie | «Construction sur plan» avec une communication minimale. | L'analyse DFM garantit la sécurité de votre outillage et accélère les projets de moulage par injection plastique haute performance, du prototype à la production. |
Avec cette approche, la réduction des risques prime sur les coûts initiaux. En choisissant un fournisseur répondant à ces critères, vous avez l'assurance que le fabricant de pièces automobiles en plastique vous fournira un produit de qualité conforme à vos spécifications. Vous préservez ainsi la viabilité, le respect des délais et la maîtrise des coûts de votre projet.

Figure 2 : Un bras robotisé injecte de la résine ABS fondue dans un moule de panneau de porte argenté pour l'assemblage intérieur automobile.
Comment les systèmes de ventilation optimisés préviennent-ils la formation de bulles et de défauts non polymérisés dans les moules à géométrie complexe ?
En évitant les marques de brûlure et les zones non remplies sur les pièces automobiles complexes moulées par injection plastique , un système de ventilation optimisé permet à l'air de s'échapper avant la fermeture du moule par le front de fusion du polymère. Un système de ventilation insuffisant entraîne la compression des gaz, créant des poches de température supérieures à 400 °C et endommageant le plastique. Une méthode scientifique pour résoudre le problème fondamental du moulage par injection plastique complexe :
Conception de ventilation de précision pour éliminer les défauts
La conception classique des évents ne convient pas aux nervures profondes ni aux noyaux complexes. La solution consiste à concevoir des canaux par usinage de précision, d'une profondeur de 0,015 mm à 0,025 mm et d'une largeur de 5,0 mm au niveau de la ligne de joint, permettant ainsi à l'air de s'évacuer sans bavures. Pour vous, cela élimine la cause première des brûlures de surface et des injections incomplètes, améliorant directement le rendement esthétique et l'intégrité structurelle, un principe fondamental de tout guide de moulage par injection automobile .
Matériaux durables pour la stabilité des procédés
Les évents doivent présenter une géométrie submillimétrique lorsqu'ils sont exposés à des polymères abrasifs. L'utilisation d'aciers durs tels que les aciers H13 d'une dureté de 52 HRC contribue à prévenir toute usure ou accumulation de plastifiant après des milliers d'utilisations. Ceci évite l'obstruction des évents. Vous bénéficiez ainsi d'une qualité de pièces constante tout au long d'une production complète, sans apparition progressive de défauts, ce qui est essentiel pour la transformation de résines techniques chargées et garantit le succès du moulage par injection de plastique à haute cavitation .
Simulation pour une validation proactive
En revanche, une ventilation adéquate est réalisée de manière proactive. Nous effectuons une simulation de remplissage du moule, déterminant le flux d'air dans la cavité et les zones potentielles de piégeage de gaz avant l'usinage , ce qui nous permet de définir l'emplacement idéal des évents. Ce moulage par injection plastique scientifique vous simplifie grandement la tâche en vous garantissant une première pièce exempte de tout défaut dû aux gaz emprisonnés.
La méthode présentée ici considère l'évacuation des gaz comme un processus d'ingénierie critique, caractérisé par des dimensions précises et des matériaux de haute qualité , garantissant ainsi sa fiabilité et sa prévisibilité. Vous bénéficierez ainsi d'une esthétique et d'une résistance optimales pour chaque moule issu de votre investissement dans le moulage par injection plastique de précision .
Comment l'ingénierie précise de l'angle de dépouille élimine-t-elle le collage dans les moules en résine pour les composants automobiles emboutis ?
L'ingénierie précise de l'angle de dépouille résout le problème d'adhérence des pièces dans les moules en résine lors des opérations d'emboutissage profond pour véhicules, en agissant efficacement sur les facteurs de friction et de vide responsables de l'arrêt du processus . L'adhérence des pièces entraîne des dommages, une qualité esthétique médiocre et des temps d'arrêt inutiles, notamment avec les plastiques à fort retrait comme le PC/ABS . La solution réside dans une conception de moules rigoureuse et adaptée à vos besoins en moulage par injection plastique pour l'automobile .
Calcul dynamique de l'angle de tirant d'eau
- Notre règle d'ingénierie : nous utilisons 1° de dépouille par 25 mm de profondeur de cavités, ainsi que 1° par 0,025 mm de profondeur de texture.
- Votre avantage : Il élimine les éraflures sur les parois latérales des pièces plus profondes, vous fournissant des pièces exemptes de toute marque et vous permettant d’économiser de l’argent qui serait autrement gaspillé lors du processus de fabrication automatisé par moulage par injection de plastique .
Optimisation avancée des versions
- Notre solution de surface : Nous utilisons des revêtements antiadhésifs spéciaux sans silicone, adaptés spécifiquement au type de résine.
- Votre avantage : Il diminue la pression d’éjection de plus de 40 % , vous assurant ainsi la constance de vos lots de production, et il est essentiel pour une stratégie d’optimisation du démoulage efficace même dans des géométries complexes.
Intégration de la conception préventive
- Notre processus proactif : L'ébauche et l'éjection sont intégrées à la phase de conception lors de notre processus de développement pour le moulage par injection plastique automobile sur mesure .
- Votre avantage : Cela garantit l’absence de mauvaises surprises en matière d’adhérence lors de la production, car cela signifie que votre moule fonctionnera dès le départ et que vous disposez d’un processus de moulage par injection plastique fiable pour vos composants.
Selon cette méthodologie, le décapage devient une valeur dynamique qui dépend de la géométrie, du matériau et de la finition. Il passe ainsi d'une simple valeur numérique à une variable essentielle, et donc à un élément crucial. Associée à l'ingénierie de surface, cette méthodologie garantit une éjection homogène et fiable, la qualité des pièces et un moulage par injection plastique prêt pour la production , assurant ainsi la sécurité de votre projet de moulage.

Figure 3 : L'image détaille un substrat complexe de porte automobile avec des couches de surface en ABS, en mousse EVA et en PVC.
Quelles nuances d'acier à outils offrent le meilleur compromis entre longévité et budget pour les projets de moulage automobile à bas coût ?
Choisir le bon type d' acier à outils est une décision financière et technique cruciale pour la réussite d'un projet de moulage automobile à faible coût . Ce choix détermine la durabilité et le coût de l'outillage. Le tableau ci-dessous nous aide à prendre cette décision importante.
| Acier de qualité | Comparaison des principaux biens et coûts | Performance par rapport aux résines abrasives | Volume et application recommandés |
| P20 (1,2311) | Coût initial minimal. Souple ( dureté Rockwell C 28-32 ), facile à usiner. Non compatible avec les plastiques chargés. | Idéal pour le PP et l'ABS simples. | Moins de 100 000 prises de vue . Le point de départ pour une production de prototypes abordable. |
| 718H (1,2738) | Très précieux. Bonne dureté ( HRC 33-38 ) et bonne aptitude au polissage. | Convient aux abrasifs doux (par exemple, 10 à 20 % de fibres de verre). 200 000 à 500 000 impacts. | La référence en matière de moulage par injection de plastique de masse durable pour les pièces automobiles moulées par injection plastique . |
| NAK80 | Polissage exceptionnel, traitement thermique inutile. | Pré-durci ( HRC 37-43 ). Compatible uniquement avec un usage cosmétique. Plus de 300 000 impacts. | Pour les pièces nécessitant une polissabilité maximale. |
| H13 (1,2344) | Résistance maximale à l'usure. Trempé à cœur (HRC 48-52). | Indispensable pour travailler avec des plastiques abrasifs ( PA66+GF30% , par exemple). | Plus d'un million de tirs . C'est la seule option si vos composants nécessitent une résistance à l'usure maximale. |
Cette matrice comparative exhaustive permet une sélection stratégique de l'acier à outils , en l'associant aux exigences spécifiques de votre projet. Vous éviterez ainsi l'achat d'outillage surdimensionné ou de processus de production inefficaces, garantissant la durabilité et la rentabilité de l'ensemble du projet. Cette approche est essentielle pour la planification de tout projet de moulage par injection plastique .
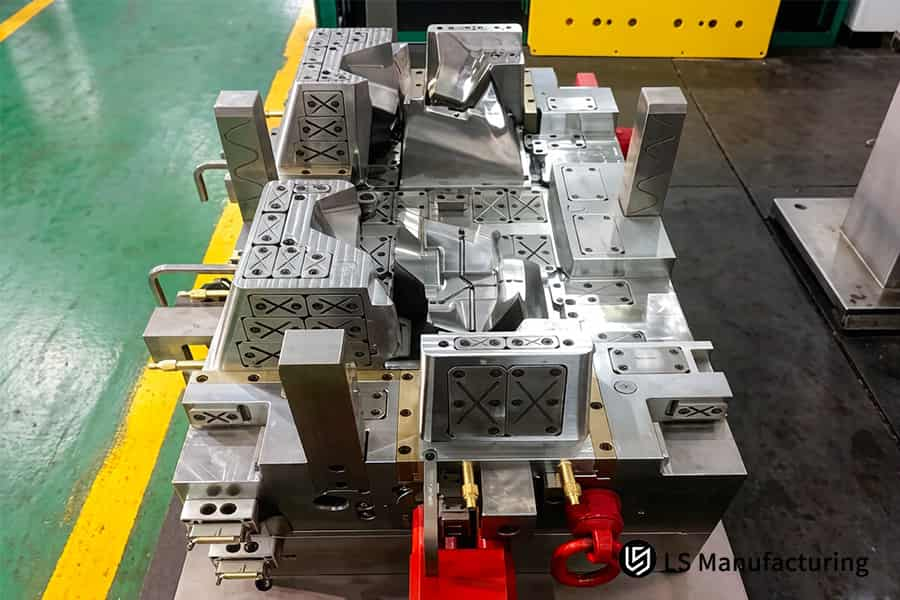
Figure 4 : Ce grand moule d'injection en acier pour le moulage par injection de pièces automobiles OEM est positionné sur le sol de l'usine pour l'assemblage.
Étude de cas : Comment LS Manufacturing a permis à un fournisseur de premier rang d’économiser 22 % sur ses coûts de production pour le moulage plastique sur mesure d’un boîtier de refroidissement de batterie de véhicule électrique.
LS Manufacturing a résolu des problèmes de déformation et d'étanchéité sur le boîtier de refroidissement de batterie de véhicule électrique d'un équipementier automobile de premier rang , générant ainsi des économies directes de 22 % sur le coût total de production de ce composant. Cette étude de cas illustre précisément les interventions techniques réalisées et les économies qui en ont résulté sur un processus de moulage plastique automobile sur mesure à haut risque, qui aurait autrement abouti à un échec total.
Défi du client
Le client de premier rang a rencontré des problèmes de déformation importante ( ±0,45 mm ) et de piégeage continu de gaz à l'intérieur d'un boîtier en nylon renforcé de fibres de verre très complexe , ce qui a entraîné un taux de défauts de 100 % lors d'un test d'étanchéité rigoureux. Le fabricant précédent n'a pas été en mesure de résoudre le problème d'adhérence excessive au niveau des nervures internes de conception dense, ce qui risquait d'entraîner une amende de plusieurs millions de dollars en raison du retard de lancement de la plateforme pour véhicule électrique. De toute évidence, une conception entièrement nouvelle, avec un fabricant de pièces automobiles en plastique reconnu, était nécessaire. composants sous haute pression.
Solution de fabrication LS
Pour notre conception, nous avons réalisé une étude de conception en vue de la fabrication (DFM) secondaire détaillée. Nous avons notamment modifié le système d'injection, passant d'une injection ponctuelle à une injection en éventail pour équilibrer le remplissage, et ajusté les transitions critiques des parois de 12 % pour équilibrer les flux. Nous avons intégré quatre capteurs de pression dans la cavité, avec une compensation de remplissage à la microseconde près, afin d'obtenir une précision optimale, caractéristique du moulage par injection plastique scientifique . Grâce à cette approche basée sur les données, nous avons pu maîtriser les défauts thermiques à l'origine des problèmes rencontrés lors du moulage par injection de pièces pour véhicules électriques .
Résultats et valeur
Aucun délai n'a été nécessaire pour obtenir des résultats : nous avons atteint un gauchissement inférieur ou égal à 0,08 mm , des tests d'étanchéité parfaits et un temps de cycle réduit de 45 à 32 secondes . Pour notre client, les économies réalisées se sont traduites par une réduction de 22 % des coûts unitaires, une approbation PPAP dans les délais et sans pénalités, ainsi que l'obtention d'un contrat de production exclusif de 5 ans . Ce succès a permis d'établir un partenariat de confiance dans le moulage par injection plastique de composants structurels automobiles essentiels.
L'étude de cas présentée ci-dessus démontre que la solution aux défaillances en production de pointe réside dans l'ingénierie prédictive et le contrôle en boucle fermée. Ce procédé de moulage par injection plastique en boucle fermée garantit des performances élevées, des économies substantielles et une sécurité absolue de la chaîne d'approvisionnement, même pour les exigences automobiles les plus strictes ; transformant ainsi une situation problématique en une collaboration stratégique à long terme.
Évitez les déformations et les fuites lors du moulage de vos pièces automobiles en plastique. Bénéficiez de 22 % d'économies et d'un contrat de production : soumettez la conception de votre boîtier de véhicule électrique pour une analyse de moulage scientifique et un devis.

Pourquoi choisir un fabricant intégré de pièces automobiles en plastique garantit une stabilité de qualité à long terme
Choisir un fabricant intégré de pièces automobiles en plastique est une stratégie judicieuse qui garantit une qualité stable à long terme. En effet, la chaîne d'approvisionnement est entièrement maîtrisée par une seule entité, capable d'assurer une réactivité immédiate grâce à une parfaite maîtrise des processus. C'est précisément ce que devrait être un service performant de moulage par injection de pièces automobiles en plastique .
Ingénierie unifiée, de la conception pour la fabrication à l'outil de production
La conception et la fabrication étant réalisées au sein d'une seule et même entreprise, tout risque de malentendu est écarté. Nos ingénieurs en outillage internes mettent en œuvre les principes de fabrication (DFM) auxquels ils ont contribué, transformant ainsi les recommandations en programmation CNC. Pour vous, cela garantit la fabricabilité avant même l'usinage du métal, évitant ainsi le délai de 4 à 8 semaines nécessaire à la modification d'un moule externe et assurant la mise en place de tous les éléments nécessaires à un moulage par injection plastique de haute stabilité .
Correction des processus en temps réel et assurance qualité
Puisque nous maîtrisons l'ensemble du processus, de la fabrication des moules à la production, en passant par le contrôle CMM et les tests d'étanchéité entièrement automatisés, les données issues de la presse sont intégrées en temps réel à l'outillage. Cela nous permet d'apporter des modifications rapides : notre conception peut être ajustée de 0,01 mm en moins de 12 heures . Pour vous, cela se traduit par un processus de moulage par injection plastique sans défaut , avec des résultats statistiquement contrôlés ( CpK ≥ 1,33 ).
Responsabilité unique en matière de sécurité des programmes
Cette approche intégrée de moulage par injection clé en main nous garantit la maîtrise de l'intégralité du processus, de la conception assistée par ordinateur à la livraison. Aucun renvoi de responsabilité ne sera possible entre les fournisseurs. Cette intégration vous assure une exécution optimale, avec des délais de projet respectés, des livraisons régulières et une production stable sur plusieurs années, sans aucun problème de qualité . Ainsi, votre chaîne d'approvisionnement en moulage par injection plastique reste intacte.
Ce modèle verticalement intégré est une architecture opérationnelle conçue pour répondre aux exigences zéro défaut du secteur automobile . Il remplace une chaîne fragile de sous-traitants par une unité d'ingénierie cohérente, fournissant non seulement des pièces, mais aussi la certitude de la chaîne d'approvisionnement, la stabilité de la qualité et la sécurité à long terme des programmes pour les applications de moulage par injection plastique les plus exigeantes.
FAQ
1. Quel est le délai de livraison habituel chez LS Manufacturing pour les outillages de moulage plastique automobile sur mesure et les premiers échantillons ?
En conditions normales, la fabrication de moules en acier de précision pour les pièces structurelles automobiles standard en plastique et le premier lot d'échantillons conformes aux exigences PPAP prend environ 25 à 35 jours ouvrables . Ce délai dépend bien sûr de la géométrie de la pièce et de la finalisation de l'étude de fabricabilité (DFM).
2. Comment votre service de moulage par injection de plastique pour l'automobile garantit-il la tolérance dimensionnelle des pièces intérieures à parois minces ?
Ceci est rendu possible grâce à l'utilisation de machines de moulage par injection plastique entièrement électriques, sophistiquées et de haute précision, provenant d'Allemagne, ainsi que d'un système en direct de mesure de la pression de la cavité à 100 % , ce qui garantit que toutes les pièces ont des niveaux de tolérance constants dans une plage de ±0,05 mm , évitant ainsi toute interférence avec les processus d'assemblage dans la production de masse à grande échelle.
3. LS Manufacturing peut-elle fournir une documentation PPAP standard pour les commandes de moulage par injection de pièces automobiles OEM ?
Bien entendu. En tant que fabricant certifié IATF 16949, nous pouvons établir un dossier PPAP de niveau 3 complet, conforme aux exigences spécifiques de nos clients. Ce dossier comprendra les plans de contrôle, l'AMDEC processus, les rapports de répétabilité et de reproductibilité des instruments de mesure , ainsi que les résultats d'essais de matériaux réalisés par des organismes tiers.
4. Comment obtenir des options de service de moulage automobile à faible coût sans sacrifier la durée de vie des outils et la qualité des composants ?
Ceci est réalisé grâce à la mise en œuvre d'analyses de conception pour la fabrication (DFM) allégées afin d'optimiser le système d'alimentation du moule (comme les moules à canaux chauds à vanne ), ce qui peut réduire la consommation de matériaux superflus jusqu'à 30 % . De plus, nous utilisons une production entièrement automatisée (« sans intervention humaine ») pour compenser nos coûts par pièce fabriquée.
5. Quelle est la quantité minimale de commande (MOQ) pour la fabrication de composants automobiles sur mesure dans votre usine ?
Concernant les quantités minimales de commande (MOQ) pour les moules en acier avec différents degrés de dureté destinés à la production en série, nous appliquons une MOQ standard de 1 000 pièces par commande. Cependant, pour la R&D et les projets expérimentaux, par exemple, nous pouvons fournir de petits lots flexibles (à partir de 100 pièces par lot) grâce à nos services de fabrication rapide d'outillage en aluminium.
6. Quels plastiques techniques votre fabricant de pièces automobiles en plastique recommande-t-il pour les applications à haute température sous le capot ?
En ce qui concerne les composants utilisés sous le capot qui subissent une exposition à long terme à des températures élevées et à des contraintes mécaniques importantes, nous recommandons l'utilisation de polyamides renforcés de fibres de verre ou chargés de minéraux (par exemple PA66+30%GF qui résistera jusqu'à 180°C ), ou de plastiques techniques haute performance tels que le PPA et le PPS .
7. Comment LS Manufacturing protège-t-elle la propriété intellectuelle de ses clients et les fichiers de conception de pièces automobiles personnalisées ?
La protection de la propriété intellectuelle de nos clients est notre priorité absolue. Tous nos clients signent un accord de confidentialité avant toute discussion. De plus, nos documents d'ingénierie sont classés confidentiels en interne. Travaillez en toute sérénité, sans aucun risque pour votre propriété intellectuelle. Pour obtenir un devis confidentiel, soumettez les spécifications de votre projet sous accord de confidentialité afin de lancer une étude de faisabilité et d'estimation sécurisée.
8. Quelles mesures spécifiques prenez-vous pour prévenir les défauts de surface, tels que les retassures, sur les pièces automobiles moulées par injection plastique ?
L'équipe d'ingénierie de LS Manufacturing respecte scrupuleusement les directives de conception pour la fabrication (DFM), veillant à ce que l'épaisseur des nervures de renfort ne dépasse jamais 60 % de celle de la paroi principale adjacente. De plus, elle utilise l' analyse des flux de moulage pour optimiser les paramètres de garnissage haute pression et la configuration des canaux de refroidissement, éliminant ainsi les défauts de retrait de surface à la source.
Résumé
Qualité et rentabilité ne sont pas incompatibles dans la fabrication de pièces et d'assemblages automobiles. Tout dépend de la capacité à intégrer dès le départ une approche DFM (Design for Manufacturing) scientifique. Les techniques de moulage par injection scientifiques de LS Manufacturing et son intégration verticale garantissent une production sans défaut, la certification IATF 16949, une réduction des coûts et une accélération du cycle de développement produit.
Ne laissez pas les défauts de moule empêcher la production en série de votre modèle de voiture. Vous recherchez un partenaire de confiance pour le moulage par injection plastique de votre projet automobile ? Gagnez un temps précieux et évitez des réparations coûteuses. Cliquez sur [Envoyer une demande / Obtenir une évaluation DFM gratuite] et téléchargez vos fichiers 3D (STEP/IGS). En seulement 24 heures, nos ingénieurs automobiles réaliseront une analyse d'écoulement du matériau et vous proposeront des recommandations DFM.
📞Tél. : +86 185 6675 9667
📧 Courriel : info@lsrpf.com
🌐Site web : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. Services de LS Manufacturing. Aucune déclaration ni garantie, expresse ou implicite, n'est donnée quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau LS Manufacturing, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la main-d'œuvre. Ces informations relèvent de la responsabilité de l'acheteur. Demande de devis pour des pièces . Veuillez préciser vos exigences concernant ces sections. Contactez-nous pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle se concentre sur l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection , l'emboutissage et d'autres services de fabrication intégrés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir LS Manufacturing, c'est choisir l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, visitez notre site web : www.lsrpf.com .


