Der Automobil-Kunststoffspritzgussservice von LS Manufacturing ist eine zertifizierte, hochpräzise Fertigungslösung , die gravierende Produktionsfehler wie Blasenbildung, Verzug und Formverklemmung, die die Ausschussraten bei OEM-Außen- und Innenkomponenten auf über 15 % erhöhen, direkt behebt.
Hier finden Sie die proaktive Lösung von LS Manufacturing, die auf wissenschaftlicher Spritzguss- und DFM-Optimierung basiert. Simulationen mit Moldflow-Datenanalyse liefern Antworten auf diese entscheidenden Herausforderungen. Profitieren Sie von 22 % Kostenersparnis pro Stück, perfekter Prototypenfertigung mit einer Genauigkeit von ±0,005 mm und 45 % schnellerer Werkzeugfehlersuche für die Automobilindustrie in Erstausrüsterqualität.
Kunststoffspritzguss für die Automobilindustrie: Leitfaden für OEM-DFM-Kostenangebote
| Automobilanforderung | Gemeinsame Designherausforderung | DFM-Lösung für Kosten und Qualität |
| Oberflächenbeschaffenheit Klasse A | Äußerliche Mängel wie Einfallstellen, Fließlinien und Abflussreste an Außenflächen. | Gleichmäßige Wandkonstruktion ( ≤2,5 mm ), optimierte Torplatzierung an den Innenflächen und ausreichende Belüftung . |
| Strukturelle Integrität | Verformung oder Versagen von Kunststoffspritzgussteilen an Schnappverbindungen und Befestigungspunkten bei Temperaturwechseln von -40°C bis 85°C . | Verstärkung mittels Rippen ( ≤60% der Wandstärke) und Vorsprüngen, die mit angrenzenden Seitenwänden verbunden sind. |
| Chemikalien- und UV-Beständigkeit | Umweltschäden durch Einwirkung von Kraftstoffen, Reinigungsmitteln und ultravioletten Strahlen. | Die Wahl von UV-beständigen Polymeren wie ASA und PC/ABS sowie die sorgfältige Platzierung der Angüsse reduzieren die Spannung. |
| Dimensionsstabilität | Verformungen, die durch die Ausdehnung und Schrumpfung des Materials während des Aushärtungsprozesses entstehen. | Vorhersagbare Füllung durch Simulation, gleichmäßige Kühlung und Einhaltung der Wandstärke des Bauteils innerhalb einer Toleranz von ±10% . |
| Unser DFM- und Angebotsprozess | Ihr 3D-Modell wird analysiert, um die Kostentreiber anhand der IATF 16949 und der Richtlinien der Automobilhersteller zu ermitteln. | Durch gemeinsame Anstrengungen werden Empfehlungen erarbeitet, die den Werkzeugeinsatz und den Stückpreis maximieren. |
Wichtigste Erkenntnisse:
- Die Oberfläche ist nicht verhandelbar: Bei Bauteilen der Klasse A ist die Gewährleistung gleichmäßiger Wandstärken und verdeckter Angüsse mehr als nur eine Empfehlung – sie ist eine Voraussetzung, um sicherzustellen, dass keine zusätzlichen Arbeiten aufgrund kosmetischer Mängel anfallen.
- Die Materialwahl ist eine Systementscheidung: Bei der Auswahl der Polymere sollten Sie nicht nur die Temperatur, sondern auch Chemikalien und UV-Strahlung berücksichtigen, da diese letztendlich die Konstruktion und die Kosten Ihres Bauteils bestimmen.
- Verzugskontrolle ist vorhersehbar: Mithilfe von Formfüllsimulationen können wir den durch Schrumpfung entstehenden Verzug vorhersagen und diese Vorhersagen in unsere Werkzeuge einfließen lassen, sodass Ihr Produkt optimal passt.
- DFM ist Risikominderung: Die frühzeitige Implementierung eines DFM-Prozesses für das Kunststoffspritzgießen ist die einzige Möglichkeit, die Kosten wirklich zu kontrollieren, indem die Teile problemlos aus der Form entnommen werden.
Warum Sie diesem Leitfaden vertrauen sollten? Praktische Erfahrungen von LS Manufacturing-Experten
Es gibt zahlreiche theoretische Empfehlungen zum Thema „Design for Manufacturing“ (DFM) . Hier ist unser Leitfaden, erstellt von unseren eigenen Ingenieuren, die täglich eine Million Bauteile fertigen. Unsere Designphilosophie entspricht den Design- und Qualitätsanforderungen der Automotive Industry Action Group (AIAG) .
Wir fertigen Bauteile, die extremen Bedingungen standhalten müssen: Motorraumkomponenten, die Temperaturen von 150 Grad Celsius trotzen ; Interieurverkleidungen mit makelloser Oberfläche der Klasse A; und Strukturbauteile, die Crashtests bestehen. Bei all unseren Qualitätsprozessen orientieren wir uns an der internationalen Norm IATF 16949 (International Automotive Task Force ) .
Die Vorteile der Kosteneinsparungen haben sich in Tausenden von Werkzeugzyklen bewährt. Wir kennen beispielsweise die Auswirkungen einer 1° -Änderung des Entformungswinkels auf die Zykluszeit, die optimale Angussplatzierung zur Vermeidung von Schweißnähten und die korrekte Wandstärke, die erforderlich ist, um Einsinken bei 30 % glasfaserverstärktem PP zu verhindern. Profitieren Sie von unserer langjährigen Fertigungserfahrung und konstruieren Sie Ihre Teile so, dass sie sich ohne Überdimensionierung und Nachbearbeitung der Werkzeuge fertigen lassen.

Abbildung 1: Ein Techniker überwacht unter transparenten Schutzvorrichtungen das Einspritzen von geschmolzenem Polypropylen in eine Stoßstangenform.
Warum ist wissenschaftliches Spritzgießen für die Herstellung hochpräziser OEM-Fahrzeugteile unerlässlich?
Wissenschaftliches Spritzgießen beseitigt effektiv Fehler bei der Erstausrüstung von Fahrzeugteilen, indem es intuitive Vorgehensweisen in wissenschaftlich fundierte Methoden umwandelt. So löst wissenschaftliches Spritzgießen grundlegende Probleme bei der Teilefertigung. Hierbei wird das Kunststoffspritzgießen durch präzise Steuerung während des Fertigungsprozesses zuverlässig durchgeführt.
Präzisions-VP-Schalter für stressfreies Arbeiten
Die Steuerung des Spritzgießprozesses basiert auf einem datengestützten Übergang von der Geschwindigkeit zum Druck bei 95–99 % Füllgrad. Die Einhaltung eines Einspritzdrucks von ±0,5 MPa anstelle der üblichen Schwankung von ±3,0 MPa gewährleistet eine gleichmäßige Füllung und verhindert Eigenspannungen. Dadurch erhalten Sie spannungsfreie, kundenspezifische Kunststoffbauteile mit Toleranzen von ±0,05 mm . Kurz gesagt: Diese präzise Druckübertragung bedeutet keine Verzögerungen bei der Montage und geringere Ausschusskosten in Ihrer Lieferkette.
Scherratenmanagement für Gleichmäßigkeit
Im Bereich des Kunststoffspritzgießens für die Automobilindustrie führt unkontrollierte Scherung zu lokaler Überhitzung und ungleichmäßiger Schrumpfung. Wir gewährleisten die gleichbleibende Qualität dünnwandiger Teile durch eine materialspezifische Scherrate für hochpräzises Kunststoffspritzgießen . Sie können sich auf eine gleichmäßige Dichte und Schrumpfung verlassen, die für eine dauerhafte Oberfläche der Klasse A ohne Einfallstellen bei komplexen Gehäuse- und Blendenbauteilen unerlässlich ist.
Ein robustes Zeitfenster für die Massenproduktion
Der optimierte Prozess wird mithilfe von Versuchsplanungsmethoden (DoE) innerhalb eines definierten Bereichs (z. B. ±5 °C für die Schmelztemperatur) festgelegt. Dies ermöglicht eine zuverlässige Produktion mit statistischer Prozesskontrolle für die Serienfertigung von Kunststoffspritzgussteilen . So wird ein stabiler Prozess ohne Schwankungen innerhalb Ihres Produktionsplans und bei einer Vielzahl von Spritzgussdienstleistungen für technische Kunststoffe gewährleistet.
Diese Methodik steuert das Materialverhalten durch grundlegende Erkenntnisse der Polymerphysik und macht den Prozess so zu einer reproduzierbaren Ingenieurdisziplin. Sie garantiert, dass jedes Bauteil die validierten Spezifikationen erfüllt und die für geschäftskritische Automobilanwendungen erforderliche Zuverlässigkeit bietet. Dadurch werden Zeitplan, Budget und die Leistung des Endprodukts Ihres Projekts geschützt.

Wie kann kosteneffizientes DFM für Autoteile Ihren PPAP-Genehmigungsprozess beschleunigen?
Strategisches und kosteneffizientes DFM für Automobilteile garantiert die risikofreie Herstellbarkeit des Designs und beugt so PPAP-Problemen (Produktionsfreigabeprozess) vor, die durch zeitaufwändige und kostspielige Nacharbeiten entstehen. Unsere Vorabanalyse wandelt potenzielle Herausforderungen in erfolgreiche Produktionsprozesse um und erleichtert so die PPAP- Prüfung Ihrer komplexen Spritzgussteile .
Vorhersage und Lokalisierung von Fehlern vor der Werkzeugherstellung
- Unsere proaktive Simulation: Wir nutzen die Moldflow-Analyse , um die Füllsimulation zu identifizieren und Lufteinschlüsse sowie Schweißnähte zu lokalisieren.
- Ihr Risikominimierungskonzept: Sie erhalten einen Bericht, der es Ihnen ermöglicht , vor der Freigabe der CAD-Daten ästhetische oder strukturelle Änderungen vorzunehmen. Dadurch werden etwaige Nachbesserungen nach der CAD-Bearbeitung minimiert, die in der Regel zusätzliche 4–6 Wochen in Anspruch nehmen. Dies hilft Ihnen, Ihren Zeitplan für die Konstruktion von Kunststoff-Spritzgussteilen für die Automobilindustrie zu sichern.
Optimierung des Wandmaterials für die Fertigungsstabilität
- Unsere Konstruktionsrichtlinie: Wir empfehlen für große Bauteile eine Wandstärke von 2,5-3,0 mm mit Übergangsgraden von ≤15 % .
- Prozessstabilität: Dies garantiert gleichmäßige Kühlung/Verdichtung, niedrigeren Einspritzdruck und reduziert die Anzahl der branchenüblichen Formversuche von 8–12 auf ca. 35 % . Sie können direkt mit der Validierung beginnen und so einen effizienten und kostengünstigen Spritzgussservice für die Automobilindustrie realisieren.
Entwicklung des Zufuhrsystems für Qualität
- Unser datengetriebenes Design: Wir empfehlen die Position/den Typ des Einfüllstutzens basierend auf unserer Simulation, um eine gleichmäßige und sequentielle Befüllung zu gewährleisten .
- Ihr PPAP-Vertrauen: Dies führt dazu, dass die Teile bereits beim ersten Versuch die Spezifikationen erfüllen. So erhalten Sie gleichbleibende Teilequalität beim ersten Versuch und Produktionsläufe, die für einen schnellen und unstrittigen PPAP-Zulassungsprozess im Präzisions-Kunststoffspritzgussverfahren erforderlich sind.
Konstruktion für vereinfachte Werkzeugwirkung
- Unser Fokus auf Einfachheit: Wir konstruieren Ihr Teil so, dass es sich leicht auswerfen lässt, keine seitlichen Bewegungen erfordert und Standard-Formkomponenten verwendet werden .
- Ihr Kosten- und Zeitplanschutz: Es senkt die Werkzeugkosten im Vorfeld und verhindert Werkzeugausfallzeiten bei Reparaturen aufgrund von Genehmigungsproblemen. Ihr Programm erhält einen zuverlässigen Start mit der Serienfertigung von Kunststoffspritzgussteilen .
Dieser DFM-Prozess ist ein formales Risikominderungsprotokoll, das die Konstruktionsabsicht mithilfe von Predictive Engineering in eine fertigungsgerechte Geometrie übersetzt. Er stellt sicher, dass Ihr Bauteil von Anfang an korrekt konstruiert ist und ermöglicht so einen schnelleren, risikoärmeren und wirtschaftlicheren Weg zur erfolgreichen PPAP-Zulassung und zur Produktion von technischem Kunststoff im Spritzgussverfahren . Um Ihre PPAP-Zulassung zu beschleunigen und Änderungen in der Endphase zu vermeiden, reichen Sie Ihre Konstruktionszeichnung für eine kostenlose DFM-Analyse und ein formelles, produktionsfertiges Angebot ein.
Welche Kriterien definieren einen qualifizierten Zulieferer für kundenspezifische Kunststoffformteile im Automobilbereich (Strukturbauteile)?
Die Wahl eines Herstellers für kundenspezifische Kunststoffformteile im Automobilbereich erfordert die Beurteilung tatsächlicher technischer Kompetenzen und nicht allgemeiner Aussagen. Ein solcher Partner verfügt über nachweisliche Erfahrung in der Prozesssteuerung und der Entwicklung spezieller Verfahren für die erfolgreiche Durchführung des Projekts. Die folgenden Kriterien helfen Ihnen, echte Technologiepartner von einfachen Verarbeitern zu unterscheiden und den passenden Hersteller für Ihre Automobil-Kunststoffteile zu finden.
| Kriterien | Profil eines nicht qualifizierten Lieferanten | Qualifizierte Lieferantenlösung & Ihr Mehrwert |
| Qualitätssystem | Lediglich die Endkontrolle mit Rückmeldungen zur Qualitätskontrolle. | Ein Prozess, der ein nach IATF 16949 zertifiziertes System mit SPC ( Cpk > 1,33 ) in Echtzeit umfasst, gewährleistet konsistente Teile sowie ein bewährtes PPAP, das die Grundlage des zertifizierten Kunststoffspritzgießprozesses bildet. |
| Prozesssteuerung | Standardsteuerungen führen zu ungleichmäßiger Kühlung und Belastungen. | Die Infrarot-Mehrzonen-Formüberwachung gewährleistet die Dimensionsstabilität Ihrer Baugruppen , was für präzise Ergebnisse beim Kunststoffspritzguss unerlässlich ist. |
| Materialexpertise | Standardschrauben für abrasive Materialien führen zu Verschleiß. | Verschleißfeste Schrauben für Verbundwerkstoffe gewährleisten die Bauteilfestigkeit bei der Massenproduktion von Kunststoffspritzgussteilen und beim anspruchsvollen technischen Kunststoffspritzguss von anspruchsvollsten Materialien. |
| Ingenieurstiefe | „Auftragsfertigstellung“ mit minimaler Kommunikation. | Die DFM-Analyse garantiert die Sicherheit Ihrer Werkzeuge und beschleunigt die Realisierung von Hochleistungs-Kunststoffspritzgussprojekten vom Prototyp bis zur Serienproduktion. |
Bei diesem Ansatz steht die Risikominimierung im Vordergrund, nicht die anfänglichen Kosten. Durch die Wahl eines Lieferanten, der diese Kriterien erfüllt, können Sie sicher sein, dass der Hersteller von Kunststoffteilen für die Automobilindustrie ein Qualitätsprodukt liefert, das Ihren Spezifikationen entspricht. So sichern Sie die Realisierbarkeit, den Zeitplan und die Kosten Ihres Projekts.

Abbildung 2: Ein Roboterarm spritzt geschmolzenes ABS-Harz in eine silberne Türverkleidungsform für die Montage von Fahrzeuginnenausstattungen.
Wie verhindern optimierte Entlüftungssysteme die Bildung von Blasen und nicht ausgehärteten Defekten in Formen mit komplexer Geometrie?
Durch die Vermeidung von Brandflecken und ungefüllten Bereichen an komplexen , spritzgegossenen Kunststoffteilen für die Automobilindustrie ermöglicht ein optimiertes Entlüftungssystem das Entweichen von Luft vor dem Verschließen der Form mit der Polymerschmelze. Unzureichende Entlüftungsöffnungen führen zur Kompression von Gasen, wodurch sich Hohlräume mit Temperaturen über 400 °C bilden, die den Kunststoff schädigen. Eine wissenschaftliche Methode zur Lösung des Kernproblems beim Spritzgießen komplexer Kunststoffe :
Präzisions-Entlüftungsdesign zur Vermeidung von Defekten
Herkömmliche Entlüftungsdesigns sind für tiefe Rippen oder komplexe Kerne ungeeignet. Die Lösung liegt in der präzisen Bearbeitung von Kanälen mit einer Tiefe von 0,015 mm bis 0,025 mm und einer Breite von 5,0 mm an der Trennlinie. Dadurch kann die Luft gratfrei entweichen. Dies beseitigt die Hauptursache für Oberflächenverbrennungen und unvollständige Füllungen und verbessert die kosmetische Ausbeute sowie die strukturelle Integrität – ein Schlüsselprinzip in jedem Leitfaden für den Automobil-Spritzguss .
Langlebige Materialien für Prozessstabilität
Die Entlüftungsöffnungen müssen bei Kontakt mit abrasiven Polymeren eine Geometrie im Submillimeterbereich aufweisen. Die Verwendung von Hartstählen wie H13-Stählen mit einer Härte von HRC 52 beugt Verschleiß und Weichmacherablagerungen auch nach Tausenden von Anwendungen vor. Dadurch wird ein Verstopfen der Entlüftungsöffnungen verhindert. Sie profitieren von einer gleichbleibenden Teilequalität über die gesamte Produktionsserie hinweg ohne schleichende Defektentwicklung. Dies ist entscheidend für die Verarbeitung gefüllter technischer Kunststoffe und sichert den Erfolg beim Spritzgießen von Kunststoffen mit hoher Kavitätenzahl .
Simulation zur proaktiven Validierung
Eine optimale Entlüftung erfolgt hingegen proaktiv. Wir führen eine Formfüllsimulation durch, um den Luftstrom im Formhohlraum und mögliche Gaseinschlüsse vor der Bearbeitung zu ermitteln und so die ideale Position für die Entlüftungsöffnungen zu bestimmen. Dieses wissenschaftliche Verfahren im Kunststoffspritzguss erleichtert Ihnen die Arbeit erheblich, da es Ihnen ein fehlerfreies Erstmusterteil ohne Gaseinschlüsse garantiert.
Das hier vorgestellte Verfahren betrachtet die Entlüftung als einen kritischen Konstruktionsprozess, der sich durch exakte Abmessungen und hochwertiges Material auszeichnet und dessen Erfolg durch Vorhersagbarkeit bestätigt wird. Dies gewährleistet, dass Sie bei jeder Form, die aus Ihrer Investition in den Formenbau für Ihre Präzisions-Kunststoffspritzgussanlage entsteht, stets hohe ästhetische Qualität und Festigkeit erzielen.
Wie verhindert präzise Entformungswinkelgestaltung das Festkleben in Harzformen für Tiefzieh-Fahrzeugbauteile?
Die präzise Auslegung des Formschrägenwinkels löst das Problem des Festklebens von Harzformen beim Tiefziehen in der Fahrzeugindustrie, indem sie die Reibungs- und Vakuumkräfte, die den Prozess unterbrechen können, effektiv reduziert . Festklebende Teile führen zu Produktschäden, ästhetischen Beeinträchtigungen und unnötigen Maschinenstillstandszeiten, insbesondere bei der Verwendung von stark schrumpfenden Kunststoffen wie PC/ABS . Die Lösung dieses Problems liegt in einem fundierten und kalkulierten Werkzeugdesign für Ihre Spritzgussfertigung im Automobilbereich .
Dynamische Tiefgangswinkelberechnung
- Unsere Konstruktionsregel: Wir verwenden 1° Entformungsschräge pro 25 mm Hohlraumtiefe sowie 1° pro 0,025 mm Texturtiefe.
- Ihr Vorteil: Es verhindert das Abriebspuren an den Seitenwänden tieferer Teile, sodass Sie Teile ohne jegliche Markierungen erhalten und Geld sparen, das sonst während des automatisierten Kunststoffspritzgussverfahrens verschwendet wird.
Erweiterte Release-Optimierung
- Unsere Oberflächenlösung: Wir verwenden spezielle, silikonfreie Trennbeschichtungen, die speziell auf den jeweiligen Harztyp abgestimmt sind.
- Ihr Vorteil: Es reduziert den Auswurfdruck um über 40 % und gewährleistet so die Herstellung gleichbleibender Produktionschargen. Außerdem ist es entscheidend für eine Strategie zur Optimierung der Formtrennung , die auch bei schwierigen Geometrien funktioniert.
Integration von präventivem Design
- Unser proaktiver Prozess: Formgebung und Auswerfen werden in die Konstruktionsphase unseres Entwicklungsprozesses für kundenspezifische Kunststoffspritzgussteile für die Automobilindustrie integriert.
- Ihr Vorteil: Dadurch wird sichergestellt, dass es während der Produktion keine Überraschungen in Bezug auf Verklebungen gibt, da dies bedeutet, dass Ihre Form von Anfang an funktioniert und Sie über einen funktionierenden Prozess für zuverlässiges Kunststoffspritzgießen Ihrer Komponenten verfügen.
Mit dieser Methodik wird die Entformungsschräge zu einer dynamischen Größe, die sich aus Geometrie, Material und Oberflächenbeschaffenheit ergibt. Dadurch wandelt sie sich von einer reinen Zahlengröße zu einer essenziellen Variable und somit zu einem entscheidenden Faktor. In Kombination mit Oberflächentechnik ermöglicht diese Methodik ein gleichmäßiges und zuverlässiges Auswerfen, die Sicherstellung der Teilequalität und die Fertigung produktionsreifer Spritzgussteile – allesamt Faktoren, die Ihrem Spritzgussprojekt Sicherheit bieten.

Abbildung 3: Das Bild zeigt ein komplexes Autotürsubstrat mit ABS-, EVA-Schaum- und PVC-Oberflächenschichten.
Welche Werkzeugstahlsorten bieten das beste Gleichgewicht zwischen Langlebigkeit und Budget bei kostengünstigen Projekten im Bereich der Automobil-Formteile?
Die Wahl des richtigen Werkzeugstahls ist eine entscheidende finanzielle und technische Entscheidung für ein erfolgreiches und kostengünstiges Projekt im Bereich der Automobil-Formteile . Sie entscheidet darüber, ob die Werkzeuge langlebig und kostenintensiv sind oder nicht. Die folgende Tabelle hilft Ihnen bei dieser wichtigen Entscheidung.
| Stahlgüte | Vergleich der wichtigsten Immobilien und Kosten | Leistung im Vergleich zu abrasiven Harzen | Empfohlene Menge und Anwendung |
| P20 (1,2311) | Niedrigste Anschaffungskosten. Weich ( HRC 28–32 ), gut bearbeitbar. Nicht kompatibel mit gefüllten Kunststoffen. | Hervorragend geeignet für einfaches PP und ABS. | Weniger als 100.000 Aufnahmen . Der Ausgangspunkt für eine kostengünstige Prototypenproduktion. |
| 718H (1,2738) | Äußerst wertvoll. Gute Härte ( HRC 33-38 ) und Polierbarkeit. | Ausreichend für schwache Schleifmittel (z. B. 10–20 % Glasfaser). 200.000–500.000 Schüsse. | Der Maßstab für langlebige Massenproduktion von spritzgegossenen Kunststoff-Autoteilen . |
| NAK80 | Hervorragende Polierbarkeit, Wärmebehandlung nicht erforderlich. | Vorgehärtet ( HRC 37–43 ). Nur für kosmetische Anwendungen geeignet. Mehr als 300.000 Schüsse. | Für Teile, die höchste Polierbarkeit erfordern. |
| H13 (1,2344) | Maximale Verschleißfestigkeit. Durchgehärtet (HRC 48-52). | Unverzichtbar für die Bearbeitung von abrasiven Kunststoffen (z. B. PA66+GF30% ). | >1 Million Schüsse . Es ist die einzige Option, wenn Ihre Komponenten maximale Verschleißfestigkeit benötigen. |
Diese umfassende Vergleichsmatrix ermöglicht die strategische Auswahl des Werkzeugstahls und stellt sicher, dass der passende Werkzeugstahl den Anforderungen Ihres Projekts entspricht. So vermeiden Sie den Kauf überdimensionierter Werkzeuge oder ineffiziente Produktionsprozesse und gewährleisten die Langlebigkeit und Wirtschaftlichkeit des gesamten Projekts. Dieser Ansatz ist für die Planung jedes Kunststoffspritzgussprojekts unerlässlich.
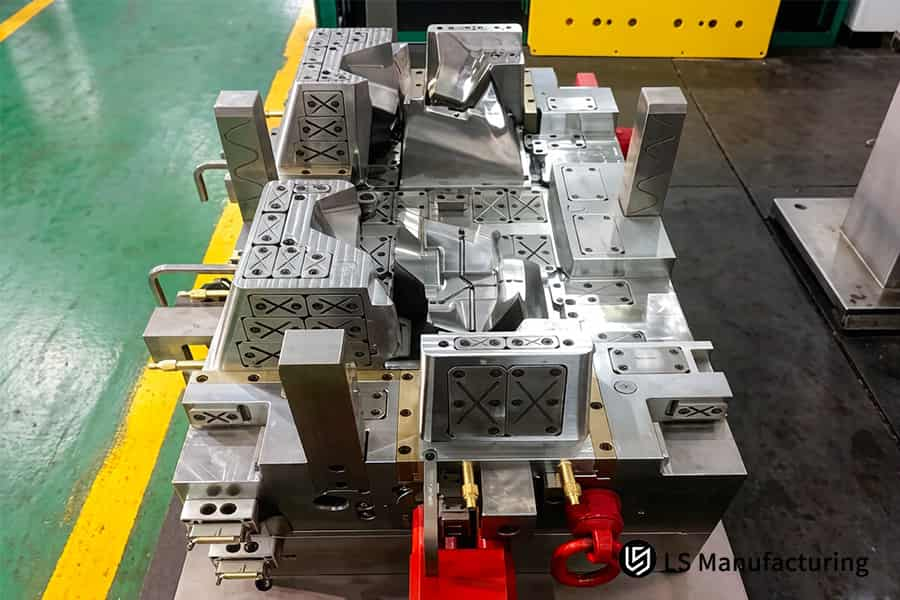
Abbildung 4: Diese große Stahlspritzgussform für die Spritzgussfertigung von OEM-Fahrzeugteilen ist zur Montage auf dem Fabrikboden positioniert.
Fallstudie: Wie LS Manufacturing einem Tier-1-Zulieferer 22 % der Produktionskosten für die kundenspezifische Kunststoffformung eines Kühlgehäuses für eine Elektrofahrzeugbatterie einsparte.
LS Manufacturing behob Verformungs- und Dichtungsprobleme am Kühlgehäuse für Elektrofahrzeugbatterien eines Tier-1-Automobilzulieferers und erzielte dadurch direkte Einsparungen von 22 % der gesamten Produktionskosten des Bauteils. Diese Fallstudie zeigt den genauen technischen Aufwand und die daraus resultierenden Einsparungen bei einem risikoreichen , kundenspezifischen Kunststoffformprozess für die Automobilindustrie , der andernfalls vollständig gescheitert wäre.
Herausforderung für den Kunden
Der Tier-1-Kunde hatte Probleme mit starkem Verzug ( ±0,45 mm ) und ständiger Gaseinschließung in einem hochkomplexen, glasfaserverstärkten Nylongehäuse , was bei einem strengen Dichtheitstest zu einer Fehlerquote von 100 % führte. Der vorherige Hersteller konnte das Problem des starken Verklebens der dicht angeordneten Innenrippen nicht lösen, was aufgrund der verzögerten Markteinführung der Elektrofahrzeugplattform das Risiko einer Millionenstrafe barg. Offensichtlich war eine komplett neue Konstruktion mit einem erfahrenen Hersteller von Kunststoffteilen für die Automobilindustrie erforderlich. Bauteile unter hohem Druck.
LS Fertigungslösung
Für unsere Konstruktion führten wir eine detaillierte sekundäre Design-for-Manufacturing-Studie (DFM) durch, in der wir den Anguss von einem Punktanguss auf einen Fächeranguss umstellten, um die Füllmenge auszugleichen, und die kritischen Wandübergänge um 12 % veränderten, um den Materialfluss zu optimieren. Wir integrierten vier Drucksensoren im Formhohlraum mit einer Füllstandskompensation im Mikrosekundenbereich, um die für das wissenschaftliche Spritzgießen von Kunststoffen charakteristische Präzision zu erreichen. Durch diesen datenbasierten Ansatz konnten wir die grundlegenden thermischen Defekte beheben, die die Probleme beim Spritzgießen von Teilen für Elektrofahrzeuge verursachten.
Ergebnisse und Wert
Da wir einen Verzug von ≤ 0,08 mm , einwandfreie Dichtheitsprüfungen und eine Reduzierung der Zykluszeit von 45 auf 32 Sekunden erreichten, waren keine Wartezeiten auf die Ergebnisse erforderlich. Für unseren Kunden bedeutete dies eine Senkung der Stückkosten um 22 % , die termingerechte PPAP-Freigabe ohne Strafgebühren und die Vergabe eines 5-jährigen Alleinliefervertrags. Unser Erfolg führte zu einer vertrauensvollen Partnerschaft im Bereich des Kunststoffspritzgusses wichtiger Strukturbauteile für die Automobilindustrie .
Die obige Fallstudie zeigt, dass die Lösung für Fehler in der modernen Fertigung in vorausschauender Entwicklung und Regelungstechnik liegt. Dieser geschlossene Regelkreis im Kunststoffspritzgussverfahren gewährleistet höchste Leistungsstandards, erhebliche Kosteneinsparungen und absolute Sicherheit der Lieferkette für anspruchsvollste Anforderungen der Automobilindustrie; so wird aus einer problematischen Situation eine langfristige strategische Zusammenarbeit.
Verhindern Sie Verzug und Undichtigkeiten in Ihren Kunststoffformteilen für die Automobilindustrie. Sichern Sie sich 22 % Kostenersparnis und einen Produktionsvertrag: Reichen Sie Ihre Konstruktionspläne für Elektrofahrzeuggehäuse zur wissenschaftlichen Formanalyse und Angebotserstellung ein.

Warum die Wahl eines integrierten Herstellers von Kunststoffteilen für die Automobilindustrie langfristige Qualitätsstabilität garantiert
Die Wahl eines integrierten Herstellers von Kunststoffteilen für die Automobilindustrie ist eine kluge Strategie, die langfristige Qualitätsstabilität gewährleistet. Dies liegt daran, dass die gesamte Lieferkette von einem einzigen Unternehmen gesteuert wird, das dank umfassender Prozesskontrolle sofortige Reaktionen ermöglicht. Genau das zeichnet einen effizienten Spritzgussservice für die Automobilindustrie aus.
Einheitliches Engineering von DFM bis zum Produktionswerkzeug
Da Konstruktion und Fertigung in einem Unternehmen erfolgen, gibt es keine Missverständnisse. Unsere hauseigenen Werkzeugingenieure setzen das von ihnen mitgestaltete DFM-Verfahren um und programmieren Empfehlungen in CNC-Steuerungen. Für Sie ist dies die Herstellbarkeit bereits vor dem eigentlichen Metallschnitt garantiert. So vermeiden wir die 4- bis 8-wöchige Bearbeitungszeit für die Anpassung einer externen Form und stellen sicher, dass alle Voraussetzungen für einen hochstabilen Kunststoffspritzguss gegeben sind.
Prozesskorrektur und Qualitätssicherung in Echtzeit
Da wir alle Aspekte – von der Formenherstellung über die Fertigung bis hin zur vollautomatisierten Koordinatenmesstechnik und Dichtheitsprüfung – kontrollieren, fließen die Rückmeldungen aus der Presse in Echtzeit in die Werkzeugkonstruktion ein. Dadurch können wir schnell Anpassungen vornehmen – unser Design lässt sich innerhalb von weniger als 12 Stunden um 0,01 mm verändern. Für Sie bedeutet das einen fehlerfreien Spritzgießprozess mit statistisch kontrollierten Ergebnissen ( CpK ≥ 1,33 ).
Zentrale Verantwortlichkeit für die Programmsicherheit
Dieser integrierte , schlüsselfertige Spritzgussansatz garantiert uns die Kontrolle über den gesamten Prozess – von der CAD-Planung bis zur Auslieferung. Es gibt keine Schuldzuweisungen zwischen Lieferanten. Diese Integration gewährleistet Ihnen eine zuverlässige Projektabwicklung mit verlässlichen Zeitplänen, pünktlichen Lieferungen und einer stabilen, mehrjährigen Fertigung ohne Qualitätsprobleme . So stellen wir sicher, dass Ihre Lieferkette im Bereich Kunststoffspritzguss intakt bleibt.
Dieses vertikal integrierte Modell ist eine Betriebsarchitektur, die speziell für das Null-Fehler-Prinzip der Automobilindustrie entwickelt wurde. Es ersetzt eine anfällige Kette von Zulieferern durch eine geschlossene Entwicklungsabteilung, die nicht nur Teile liefert, sondern auch Lieferkettensicherheit, Qualitätsstabilität und langfristige Programmsicherheit für die anspruchsvollsten Anwendungen im Bereich des Kunststoffspritzgusses gewährleistet .
Häufig gestellte Fragen
1. Wie lange ist die typische Lieferzeit bei LS Manufacturing für kundenspezifische Werkzeuge für den Kunststoffspritzguss im Automobilbereich und für Erstmuster?
Unter durchschnittlichen Bedingungen benötigen wir etwa 25 bis 35 Werktage, um Präzisionsstahlformen für Standard-Kunststoffstrukturbauteile im Automobilbereich und die erste Mustercharge, die den PPAP-Anforderungen entspricht, herzustellen. Diese Zeit hängt selbstverständlich von der Teilegeometrie und dem Abschluss des DFM-Verfahrens ab.
2. Wie gewährleistet Ihr Service für Kunststoffspritzguss im Automobilbereich die Maßtoleranzen dünnwandiger Innenausstattungsteile?
Dies wird durch den Einsatz hochentwickelter, hochpräziser, vollelektrischer Kunststoffspritzgießmaschinen aus Deutschland sowie eines Live-Systems zur 100% igen Kavitätsdruckmessung ermöglicht, wodurch sichergestellt wird, dass alle Teile gleichbleibende Toleranzwerte im Bereich von ±0,05 mm aufweisen und somit jegliche Beeinträchtigung der Montageprozesse in der Massenproduktion vermieden wird.
3. Kann LS Manufacturing eine standardmäßige PPAP-Dokumentation für OEM-Aufträge im Bereich Spritzguss von Fahrzeugteilen bereitstellen?
Selbstverständlich. Als zertifizierter IATF 16949-Hersteller können wir gemäß den individuellen Anforderungen unserer Kunden vollständige PPAP-Qualitätsdokumente der Stufe 3 erstellen. Diese umfassen Kontrollpläne, PFMEA, Messsystemanalysen (MSA) und Materialprüfberichte von Drittanbietern.
4. Wie lassen sich kostengünstige Optionen für die Automobilformung realisieren, ohne Kompromisse bei der Werkzeugstandzeit und der Bauteilqualität einzugehen?
Dies wird durch die Implementierung von Lean-DFM-Analysen zur Optimierung des Angusskanalsystems der Form (z. B. Ventilanguss-Heißkanalformen ) erreicht, wodurch der Materialverbrauch um bis zu 30 % gesenkt werden kann. Darüber hinaus nutzen wir hochautomatisierte Fertigungsprozesse, um die Kosten pro gefertigtem Teil zu reduzieren.
5. Wie hoch ist die Mindestbestellmenge (MOQ) für die kundenspezifische Fertigung von Automobilkomponenten in Ihrem Werk?
Bezüglich der Mindestbestellmenge (MOQ) für Stahlformen mit Härtegrad für die Serienfertigung gilt eine Standard-MOQ von 1.000 Stück pro Bestellung. Für Forschungs- und Entwicklungszwecke sowie experimentelle Projekte können wir jedoch flexible Kleinserien (ab 100 Stück pro Charge) über unseren schnellen Werkzeugbauservice für Aluminium fertigen.
6. Welchen technischen Kunststoff empfiehlt Ihr Hersteller von Kunststoffteilen für die Automobilindustrie für Hochtemperaturanwendungen im Motorraum?
Für die im Motorraum verwendeten Bauteile, die über längere Zeit hohen Temperaturen und hohen mechanischen Belastungen ausgesetzt sind, empfehlen wir die Verwendung von glasfaserverstärkten oder mineralgefüllten Polyamiden (z. B. PA66+30%GF, das Temperaturen bis zu 180 °C standhält ) oder von Hochleistungskunststoffen wie PPA und PPS .
7. Wie schützt LS Manufacturing das geistige Eigentum seiner Kunden und die Konstruktionsdateien für kundenspezifische Autoteile?
Der Schutz des geistigen Eigentums unserer Kunden hat für uns oberste Priorität und ist unser wichtigstes Geschäftsziel. Alle unsere Kunden unterzeichnen vor Beginn jeglicher Gespräche eine Geheimhaltungsvereinbarung . Darüber hinaus unterliegen unsere technischen Dokumente einer internen Geheimhaltungsklassifizierung. So gehen Sie kein Risiko für Ihr geistiges Eigentum ein. Um ein vertrauliches Angebot zu erhalten, reichen Sie Ihre Projektspezifikationen unter Geheimhaltungsvereinbarung ein, damit wir eine sichere Machbarkeits- und Kostenprüfung durchführen können.
8. Welche konkreten Maßnahmen ergreifen Sie, um Oberflächenfehler – wie zum Beispiel Einfallstellen – an spritzgegossenen Kunststoff-Autoteilen zu vermeiden?
Das Ingenieurteam von LS Manufacturing befolgt strikt die DFM-Richtlinien und stellt sicher, dass die Dicke der Verstärkungsrippen niemals 60 % der Dicke der angrenzenden Hauptwand überschreitet. Darüber hinaus nutzt das Team die Formfüllanalyse , um die Hochdruck-Füllungsparameter und die spezifische Kühlkanalanordnung wissenschaftlich zu optimieren und so Oberflächenschrumpfungsfehler von vornherein zu beseitigen.
Zusammenfassung
Qualität und wirtschaftliche Fertigung von Automobilteilen und -baugruppen schließen sich nicht zwangsläufig aus. Entscheidend ist lediglich, ob wissenschaftliches DFM (Design for Manufacturing) von Anfang an in die Produktion integriert wird. Die wissenschaftlichen Spritzgusstechniken von LS Manufacturing und die vertikale Integration gewährleisten eine fehlerfreie Fertigung, die IATF 16949-Zertifizierung, Kostensenkung und einen beschleunigten Produktentwicklungszyklus.
Lassen Sie sich durch Formfehler nicht von der Serienproduktion Ihres Automodells abhalten. Suchen Sie einen zuverlässigen Partner für Kunststoffspritzguss in Ihrem Automobilprojekt? Sparen Sie wertvolle Zeit und vermeiden Sie teure Nachbesserungen. Klicken Sie auf [Anfrage senden / Kostenlose DFM-Analyse anfordern] und laden Sie Ihre 3D-Dateien (STEP/IGS) hoch. Innerhalb von nur 24 Stunden führen unsere Automobilingenieure eine Formfüllanalyse durch und geben Ihnen DFM-Empfehlungen.
📞Tel.: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Die Inhalte dieser Seite dienen ausschließlich Informationszwecken. LS Manufacturing übernimmt keine Gewähr für die Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es kann nicht davon ausgegangen werden, dass ein Drittanbieter oder Hersteller über das LS Manufacturing-Netzwerk Leistungsparameter, geometrische Toleranzen, spezifische Konstruktionsmerkmale, Materialqualität und -art oder Verarbeitung bereitstellt. Dies liegt in der Verantwortung des Käufers. Fordern Sie ein Teileangebot an. Geben Sie bitte Ihre spezifischen Anforderungen für diese Abschnitte an. Kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen mit Fokus auf kundenspezifische Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung und betreuen über 5.000 Kunden. Unsere Schwerpunkte liegen in der hochpräzisen CNC-Bearbeitung , Blechbearbeitung , dem 3D-Druck , dem Spritzguss, dem Metallstanzen und weiteren Komplettlösungen für die Fertigung.
Unser Werk ist mit über 100 hochmodernen 5-Achs-Bearbeitungszentren ausgestattet und nach ISO 9001:2015 zertifiziert. Wir bieten unseren Kunden in über 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ob Kleinserien oder kundenspezifische Großprojekte – wir erfüllen Ihre Anforderungen mit schnellster Lieferzeit innerhalb von 24 Stunden. Entscheiden Sie sich für LS Manufacturing. Das steht für Effizienz, Qualität und Professionalität.
Mehr erfahren Sie auf unserer Website: www.lsrpf.com .


