
Services de fraisage CNC en cuivre rencontrent fréquemment des difficultés majeures telles que l'adhérence des outils en cuivre pur entraînant une réduction de la durée de vie de l'outil de 60 % , la rugosité de surface du laiton diminuant à Ra3,2 et le cuivre au béryllium se déformant de plus de 0,1 mm après traitement thermique. De tels obstacles entraînent des taux de rebut supérieurs à 12 % et des coûts 40 % plus élevés que ceux de l’usinage de l’acier. La principale raison est l’utilisation de paramètres basés sur l’acier sur les matériaux en cuivre.
Différentes stratégies peuvent complètement changer le visage des services de fraisage CNC du cuivre . Forts de 12 ans d'expérience et d'un record de 183 projets , nous proposons des outillages spécifiques aux matériaux, une optimisation des paramètres et un contrôle des coûts. Cette méthode complète augmente non seulement l'efficacité de 50 % , mais réduit également les coûts de 30 à 45 % , c'est donc une solution directe aux problèmes associés à l'usinage du cuivre.

Tableau de référence rapide des services de fraisage CNC en cuivre
| Section | Point clé en bref |
| Propriétés des matériaux | Les alliages de cuivre ( par exemple C11000, C10100 ) et le cuivre pur sont choisis pour leur conductivité électrique/thermique supérieure. |
| Capacité d'usinage | La gamme de services va du prototypage à la production en série de pièces complexes aux géométries très précises. |
| Précision et tolérance | Capacités de fraisage de haute précision permettent d'atteindre des tolérances extrêmement étroites, normalement de ±0,01 mm à ±0,05 mm . |
| Finition des surfaces | Différentes techniques de post-traitement pour l'amélioration de la surface (par exemple, polissage, placage, revêtement) sont proposées. |
| Assurance qualité | Un contrôle complet à l'aide d'unités de mesure de haute technologie ( MMT, comparateurs optiques ) garantit que le produit répond aux exigences. |
| Assistance à la conception | Réalisation d'études d'ingénierie et de DFM (Design for Manufacturing) pour faciliter la conception des pièces à usiner. |
| Applications courantes | Largement utilisé dans la fabrication de composants électriques, de dissipateurs thermiques, d'électrodes EDM et de pièces de blindage RFI/EMI. |
Nous nous concentrons sur la production pièces en cuivre de haute précision avec des géométries complexes qui jouent un rôle essentiel dans la gestion électrique et thermique. La gamme de nos offres accélère tout le processus de développement de produits, du prototype à la production, tout en garantissant la plus haute qualité et fiabilité. Nous proposons une solution clé en main qui réduit la complexité de votre chaîne d'approvisionnement et fournit des pièces conformes aux critères de performance les plus stricts.
Pourquoi faire confiance à ce guide ? Expérience pratique des experts de fabrication LS
Il y a tellement d’articles sur l’usinage du cuivre, alors pourquoi s’embêter à lire celui-ci ? Nous ne sommes pas des théoriciens mais des praticiens. Chaque conseil donné ici ne provenait pas d'une expérience de laboratoire soignée, mais plutôt d'une bataille réelle de notre atelier contre les alliages durs, les délais serrés et les conceptions complexes. Notre guide a été testé et éprouvé par l'expérience, il est donc conforme aux normes élevées d'organisations telles que ASTM International et le Institut national des normes et de la technologie (NIST) .
Nous avons usiné des pièces où une défaillance de la gestion thermique pourrait faire tomber toute une batterie de serveurs, et où une erreur de contact électrique pourrait arrêter une chaîne d'assemblage cruciale. À chaque fois, du prototypage à la production complète, nous avons beaucoup appris : comment obtenir les meilleurs parcours d'outils pour le cuivre pur collant, comment gérer la chaleur afin que les propriétés du matériau ne soient pas altérées et comment effectuer des contrôles de qualité au moins équivalents à ceux reconnus par le NIST.
Ce manuel est un résumé des connaissances accumulées sur ces tranchées. Nous fournissons des descriptions détaillées des techniques pratiques qui permettent de combiner des mesures de réduction des coûts avec la précision extrêmement exigeante requise pour les guides d'ondes RF ou les connecteurs aérospatiaux, en nous référant aux spécifications des matériaux certifiées par ASTM International . Nous l'avons compris grâce à la pratique, et nos conseils sont là pour vous aider à mener à bien le prochain projet sans aucun souci ni doute.
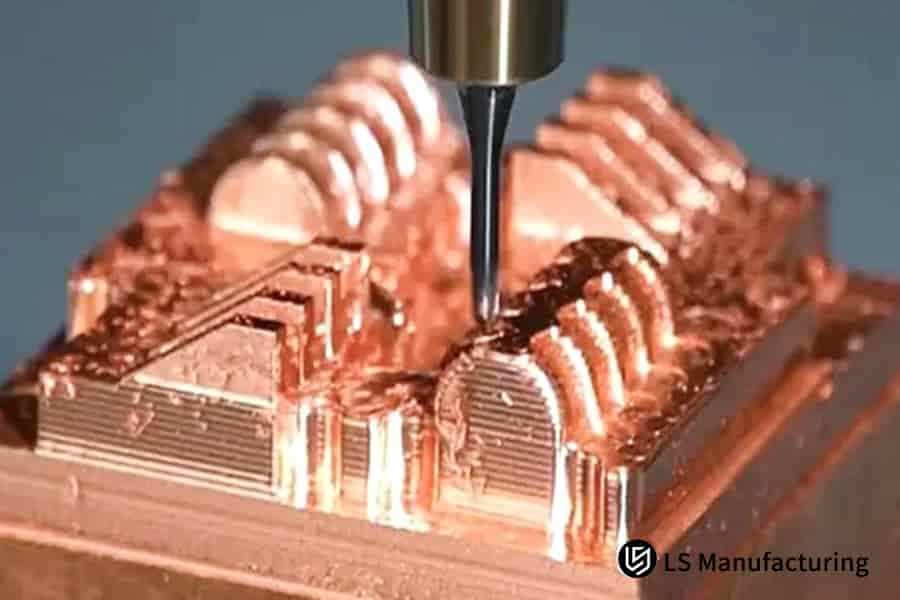
Figure 1 : Applications de fabrication de pièces en cuivre personnalisées et de développement de prototypes.
Quelles sont les différences fondamentales dans les caractéristiques de fraisage des différents matériaux en alliage de cuivre ?
Les services de fraisage CNC en cuivre qui donnent des résultats, en particulier lorsqu'ils sont réalisés à petite échelle, doivent être bien pensés, car une mauvaise approche entraînera l'usure des outils, une mauvaise finition de surface et le rejet des pièces. Cette discussion met en évidence les différences de comportement des deux alliages de cuivre lors du processus d'usinage : le cuivre pur (C110) et le cuivre-béryllium (C172) . L'objectif principal est de fournir aux ingénieurs et aux responsables des achats des recommandations pratiques et fondées sur des données pour l'optimisation des processus, la réduction des coûts et l'assurance qualité des pièces. Applications de fraisage CNC .
| Aspect | Cuivre pur (C110) | Cuivre-béryllium (C172) |
| Défi principal | Matériau très ductile et thermiquement conducteur ( ~400 W/(m·K) ) provoquant une adhérence du matériau et un grippage des arêtes de coupe. | Une dureté extrême (HRC 38-42) et une abrasivité entraînent une usure rapide des flancs et les forces de coupe sont très élevées. |
| Géométrie optimale des outils | Les outils doivent être conçus avec un angle de coupe positif élevé ( 2 0-25° ) et les cannelures en laiton doivent être polies pour une évacuation efficace des copeaux. | Les bords des outils doivent être solides, bien affûtés et équipés de revêtements spéciaux ( comme l'AlTiN ) pour résister à l'abrasion et garder les bords tranchants. |
| Paramètres de coupe clés | Des vitesses de broche élevées doivent être combinées avec des vitesses d'avance modérées sous lubrification en quantité minimale (MQL) pour contrôler la chaleur et l'adhérence. | Des cycles bas-moyens et élevés ( 80-120 m/min ) avec des vitesses d'avance continues et bien contrôlées peuvent être utilisés pour la gestion des forces de coupe et de la génération de chaleur. |
| Optimisation éprouvée | L'examen de la base de données de matériaux de LS Manufacturing montre qu'une géométrie de brise-copeaux appropriée peut améliorer la productivité de l'usinage du cuivre pur de plus de 60 % . | L'utilisation d'une stratégie de coupe segmentée pour le cuivre au béryllium a prolongé la durée de vie moyenne des outils de 15 à 45 pièces dans notre fraisage CNC en grand volume opérations. |
Dans ce rapport, nous présentons un cadre de sélection de stratégie qui exploite les propriétés intrinsèques du matériau pour guider le choix d'une stratégie : pour le cuivre pur, combattre l'adhérence, et pour le cuivre au béryllium, résister à l'usure. Nous proposons ici des solutions avec usinage du cuivre des composants de précision qui, en plus d'utiliser des stratégies d'outillage et de paramètres exactes, génèrent des économies directes et une amélioration de la fiabilité des pièces dans des scénarios de fraisage CNC de grande valeur et de haute précision .

Comment résoudre les problèmes de collage des outils et de formation d’arêtes accumulées lors de l’usinage de matériaux en cuivre ?
Fraisage du cuivre de précision Ce qui est efficace et efficient exige que les problèmes persistants d’adhésion des matériaux et de création du bord supérieur bâti (BUE) soient correctement résolus. Lorsque cela se produit, la qualité de la surface en souffre, les outils s'usent plus rapidement et des erreurs se produisent dans les mesures des dimensions. Notre méthodologie utilise une approche intégrée combinant des solutions d'outillage avancées, une gestion thermique précise et une optimisation des paramètres pour fournir des résultats fiables et de haute qualité. Ce document détaille les contre-mesures techniques :
Sélection d'outillage avancée et technologie de revêtement
La mesure de protection la plus importante consiste à doter les outils de revêtements nano-composites ultra lisses et à très faible frottement ( coefficient de frottement ≤ 0,3 ). Ces revêtements ainsi que les faces de coupe polies réduisent principalement la tendance au collage des copeaux de cuivre vers l'arête de coupe. Ceci s'est concentré Fraisage CNC L'approche va directement à l'élimination de la toute première adhérence qui entraîne la formation de BUE , garantissant ainsi un flux ininterrompu de copeaux et protégeant ainsi la forme de l'outil.
Refroidissement stratégique et contrôle précis de la température
Nous utilisons des systèmes de refroidissement haute pression (≥7 MPa) qui se concentrent directement sur l'interface puce-outil. Ce jet puissant élimine efficacement les copeaux, interrompt l'effet de soudage et maintient la température de la zone de coupe en dessous de 150°C . Cette régulation thermique minutieuse est cruciale pour le fraisage de pièces en cuivre de précision , car elle empêche le matériau de devenir ductile, principale cause d'adhérence, ce qui permet au processus d'usinage de devenir stable.
Géométrie d'outil et paramètres d'usinage optimisés
Outre les revêtements, la géométrie de l'outil est modifiée avec précision. L'introduction d'outils avec des angles de coupe négatifs contrôlés ( -5° à -8° ) améliore la résistance du tranchant. Ceci, avec l'optimisation fraisage CNC complexe les vitesses et les avances des machines pour les opérations complexes, réduisent les forces de coupe et les contraintes de contact. Nos recherches révèlent que ce mélange peut réduire l'apparition de BUE de 80 % , ce qui signifie des processus stables et des pièces de meilleure qualité.
Cette approche intégrée de trois éléments : outillage revêtu, refroidissement puissant, changement de paramètres, cible les causes fondamentales de l'adhésion et du BUE. Nous produisons un fraisage du cuivre de précision constante avec une durée de vie d'outil prévisible et une excellente qualité de surface ( Ra <0,8 μm est systématiquement atteint ), ainsi un avantage technique fiable peut être donné aux applications critiques où la fiabilité est la valeur fondamentale.
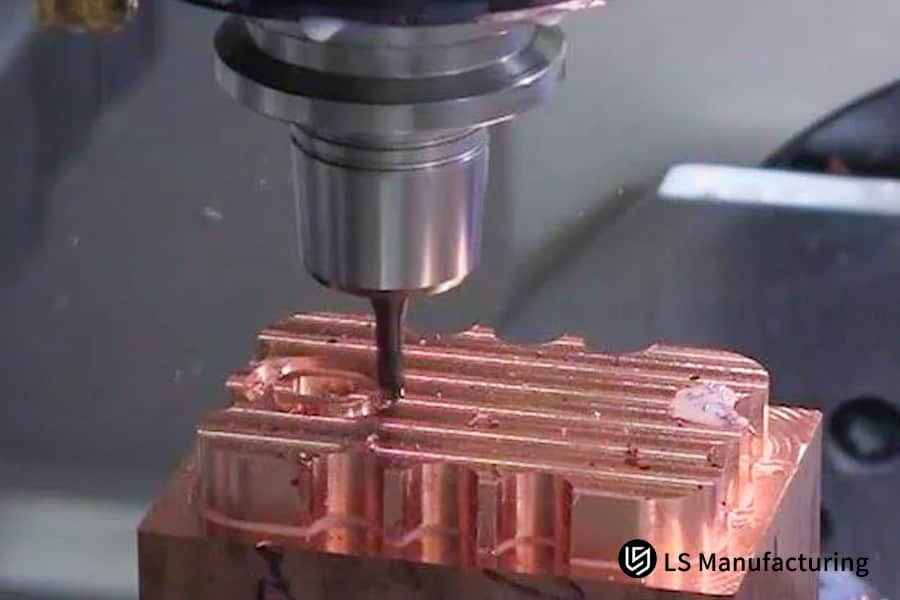
Figure 2 : Fraisage d'un composant en cuivre de haute précision pour l'usinage de prototypes et démonstration des capacités du fournisseur.
Comment contrôler la déformation à moins de 0,02 mm lors de l'usinage de pièces en cuivre à paroi mince ?
Usinage pièces en cuivre à paroi mince sans distorsion due aux forces de coupe et aux contraintes thermiques est un sujet de grande préoccupation lorsqu'on essaie d'obtenir des tolérances inférieures à 0,02 mm . Nous avons développé un protocole global d'usinage de précision qui combine l'innovation des processus, la simulation analytique et les environnements contrôlés. C'est notre solution à ce problème. Ci-dessous une brève description des principaux points techniques de notre stratégie :
Stratégie et séquence de processus innovants
Notre approche repose sur la rupture de la gestion du stress interne à travers une stratégie en plusieurs étapes .
- Usinage symétrique : Pour enlever la matière, nous programmons l'outil pour qu'il travaille simultanément des deux côtés de la pièce afin que les contraintes résiduelles soient équilibrées lors de l'usinage. fraisage CNC à grande vitesse .
- Intermédiaires de soulagement des contraintes : Nous intégrons stratégiquement des intervalles de soulagement des contraintes au milieu du processus, empêchant ainsi les étapes finales de fraisage de précision du cuivre de se déformer en raison des contraintes accumulées.
Conception avancée de fixations et de serrage analytique
La conception des luminaires doit être la priorité absolue pour le contrôle des déformations .
- Support flexible multipoint : nous mettons en œuvre des luminaires personnalisés équipés d' un support réglable et conforme qui aide à répartir uniformément la pression de serrage, éliminant ainsi le risque de distorsion localisée.
- Solutions optimisées FEA : L'analyse par éléments finis est utilisée pour simuler les forces de serrage et de coupe avant la production, nous permettant ainsi de perfectionner l'emplacement et la pression du support, garantissant ainsi que même les composants à paroi ultra fine sont stables.
Gestion thermique et refroidissement proactifs
Le contrôle de la chaleur est une condition préalable à la prévention de la dilatation thermique.
- Refroidissement à basse température : nous utilisons une température contrôlée du liquide de refroidissement et un flux dirigé pour maintenir un état thermique stable et faible dans la pièce pendant fraisage complexe du cuivre .
- Usinage isotherme : Cette technique réduit les gradients thermiques à presque zéro. En conséquence, le matériau se comporte de manière prévisible et les dimensions des pièces fabriquées en lot restent cohérentes .
En combinant contraintes, parcours d'outils équilibrés, montages vérifiés FEA et contrôle de processus isotherme, nous sommes en mesure de produire des pièces en cuivre à paroi mince avec des déformations inférieures à 0,015 mm et des rendements par lots supérieurs à 98 % . Un tel niveau de sophistication technique offre un avantage concurrentiel totalement convaincant pour les applications où une stabilité géométrique à un niveau extrême est requise.
Quels sont les facteurs clés affectant le coût du fraisage CNC de pièces en cuivre ?
Une prévision précise des coûts pour Facteurs de coût de fraisage CNC est crucial pour la budgétisation du projet et l’approvisionnement stratégique. Cette analyse identifie et mesure les trois facteurs de coûts les plus importants dans l'usinage du cuivre : les matériaux, l'outillage et la main d'œuvre. Comprendre leur poids permet une optimisation ciblée des coûts et permet aux décisions d'ingénierie de valeur d'atteindre une efficacité financière maximale sans compromettre la qualité.
| Catégorie de coût | Impact quantitatif et focus sur l'optimisation |
| Coûts des matériaux | Il est courant que les coûts des matériaux représentent 45 à 60 % du coût global ; en grand volume Projets de fraisage CNC , l'objectif principal de l'optimisation est le dimensionnement stratégique des flans et l'efficacité de l'imbrication afin de réduire les déchets. |
| Outillage et consommables | Ceux-ci représentent 15 à 25 % du coût ; l'objectif principal est d'augmenter considérablement la durée de vie de l'outil en utilisant des géométries/revêtements spécialement conçus et en optimisant les processus, réduisant ainsi directement le coût par pièce. |
| Temps d'usinage (main-d'œuvre/frais généraux) | C'est 20 à 30 % du coût que représente cette partie ; la principale raison pour atteindre l'efficacité est de réduire le temps de cycle en utilisant des paramètres optimisés et une vitesse élevée avancée Techniques de fraisage CNC . |
| Impact de l'optimisation intégrée | La simulation de LS Manufacturing révèle qu'en combinant les effets de l'extension de la durée de vie des outils (de 50 à 80 % ) et de l'optimisation des paramètres d'usinage , le coût total du projet peut être réduit de 30 à 45 % . |
Cet article présente les inducteurs de coûts avec des données quantifiables, présentant ainsi une feuille de route pour des actions ciblées. Optimisation des coûts de fraisage CNC . Nous répondons aux problèmes des clients en proposant une approche d'ingénierie de valeur ciblée, qui comprend l'optimisation de l'utilisation des matériaux, la prolongation de la durée de vie des outils et la réduction du temps d'usinage afin de réduire efficacement le coût total de possession des composants de précision en cuivre . L’utilisation d’une telle approche basée sur les données est indispensable pour un approvisionnement compétitif dans des projets hautement techniques et sensibles aux coûts.

Figure 3 : Fraisage CNC d'une pièce en cuivre de haute précision pour le développement de prototypes et l'analyse des coûts de fabrication.
Comment optimiser la stratégie de production de composants en cuivre, du prototypage à la production de masse ?
Il y a un diable dans les détails lorsqu'il s'agit de usinage de prototypes en cuivre être transformé en une production par lots efficace, c'est-à-dire obtenir un équilibre idéal entre vitesse, coût et qualité. Une stratégie de production mal optimisée entraîne des cycles de développement plus longs et des coûts par pièce plus élevés. Grâce à un processus étape par étape, nous combinons différents aspects du processus, maximisant ainsi la valeur et permettant une mise à l'échelle en douceur. L’approche sous-jacente se décompose en trois phases avancées et évolutives :
Prototypage rapide : réaliser la validation fonctionnelle
Avant tout, cette étape est conçue pour aller le plus vite possible afin de permettre une itération de conception rapide. Nous utilisons des outils génériques et des paramètres relativement agressifs mais toujours stables pour le fraisage CNC à grande vitesse . L'objectif est de produire des pièces fonctionnelles en 3 à 5 jours pour la vérification physique de la forme, de l'ajustement et de la fonction. Les détails sur les temps de cycle et les performances des outils sont conservés pour la phase suivante de la stratégie de production en fonction des données obtenues.
Lot pilote : perfectionnement des processus et analyse comparative des coûts
La validation de la conception est terminée ; par conséquent, l'accent est mis sur l'optimisation du processus grâce à une production en petit volume. Sur la base des données du prototype, nous retravaillons les paramètres de coupe, choisissons les meilleurs outils et mettons en place la première base de contrôle qualité. Le processus complexe de broyage du cuivre est stabilisé à ce stade, des goulots d'étranglement sont séparés et le coût par pièce réel et reproductible qui peut être utilisé pour la projection de production à grande échelle est établi.
Production à grande échelle : optimisation des coûts en volume
Pour les commandes matures et à volume élevé, nous passons à des luminaires dédiés, à des outils spécialisés et à des flux de travail rationalisés. La mise en œuvre de stratégies telles que le dimensionnement optimal des lots ( 30 à 100 pièces ) maximise l'utilisation de l'équipement et minimise les frais de configuration. Cette approche dédiée, soutenue par nos analyses de production, permet d'atteindre de manière fiable la réduction des coûts ciblée de 25 à 35 % par rapport à une mise à l'échelle non optimisée.
En travaillant sur les priorités des processus dans les phases de production telles que la vitesse, le raffinement puis l'efficacité, nous sommes en mesure de faire évoluer l'usinage de prototypes en cuivre vers la production par lots en utilisant le premier concept de manière économique. Nous allons apporter des délais de développement raccourcis, des coûts prévisibles et une augmentation transparente des volumes. Nous offrons ainsi un avantage décisif dans le domaine de composant en cuivre de précision fabrication sur le marché de manière compétitive.
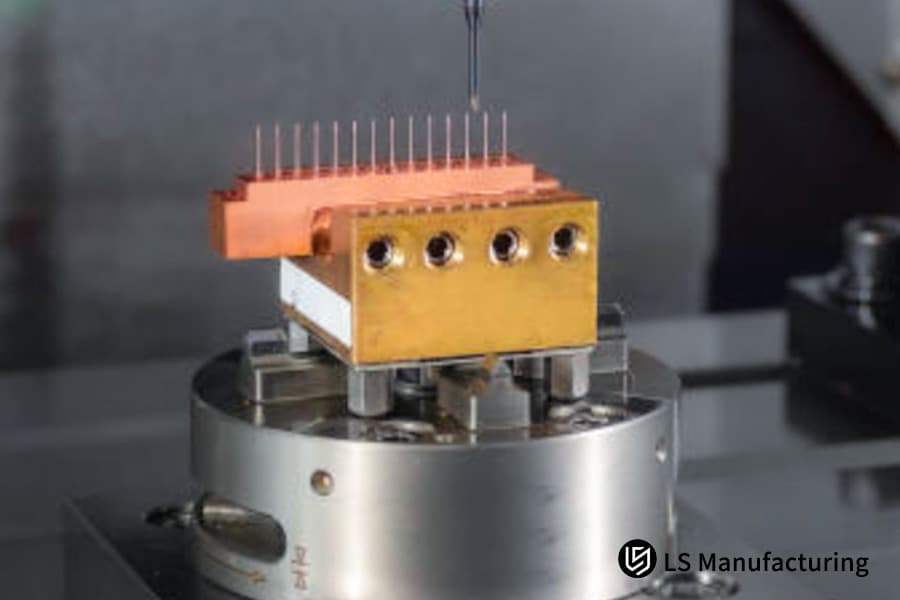
Figure 4 : Fraisage CNC d'un composant en cuivre de précision pour l'usinage de prototypes et la fabrication de pièces personnalisées.
LS Manufacturing New Energy Vehicle Industry : projet personnalisé pour les embouts d'enroulement de moteur en cuivre
Ce étude de cas sur les véhicules à énergie nouvelle détaille un défi de fabrication critique impliquant le fraisage CNC de haute précision d'un embout en cuivre de moteur. Le client avait des problèmes avec les délais et les coûts de production, car la distorsion thermique, problème rencontré par son fournisseur lors de l'usinage des embouts en cuivre , en était la principale raison. La solution consistait en une légère amélioration de la stratégie de refroidissement :
Défi client
Le client, un important fabricant de NEV, souhaitait un moteur usinage d'embouts en cuivre avec un diamètre de 200 mm et une tolérance critique de planéité de 0,02 mm . Cependant, leur précédent fournisseur usinait donc une déformation thermique provoquée uniquement par une planéité de 0,08 mm et un taux de grattage de 30 % . Cela mettait directement en danger le calendrier de leur projet et de leur chaîne d'assemblage de moteurs en raison d'un approvisionnement peu fiable en pièces détachées et de l'augmentation des coûts.
Solution de fabrication LS
Nous avons introduit un solution de fraisage CNC personnalisée basé principalement sur l'usinage cryogénique avec utilisation d'un jet de refroidissement à l'azote liquide directement au point d'application. Cette méthode de refroidissement innovante maintenait la pièce à très basse température de manière très contrôlée, rendant ainsi la dilatation thermique négligeable. Parallèlement, nous avons utilisé un nouveau dispositif de localisation à 12 points et modifié les paramètres de la broche pour obtenir un fraisage stable et sans vibrations, ce qui était la solution directe au problème de distorsion.
Résultats et valeur
En fin de compte, la planéité de la pièce a été maintenue à plusieurs reprises à 0,015 mm, ce qui dépassait les spécifications. Le taux de qualification des pièces est passé à 99,2% , aucun déchet n'a donc été produit. Le processus de production fiable a grandement aidé le client à réduire son cycle de livraison de 40 % tout en garantissant des économies de coûts de 1,2 million de RMB par an en garantissant un assemblage à temps et en éliminant le coût des rebuts.
Ce projet est une parfaite illustration de la façon dont nous opérons face aux défis thermiques complexes liés au fraisage de précision du cuivre . Grâce au développement ciblé et à la mise en œuvre d'un processus de production cryogénique, nous avons pu offrir une fiabilité mesurable et des économies de coûts. Cela reflète également notre compétence technique pour répondre aux exigences des composants critiques dans le secteur hautement compétitif des véhicules électriques.
Vous êtes aux prises avec une distorsion thermique lors du broyage du cuivre qui affecte vos rendements ? Laissez notre processus d’usinage cryogénique éprouvé reproduire cette précision pour votre projet.

Comment évaluer les capacités techniques d’un fournisseur de composants en cuivre ?
Embaucher un Fournisseur d'usinage du cuivre CNC pour votre projet ne consiste pas seulement à comparer des devis, mais également à effectuer une évaluation technique médico-légale détaillée de leurs capacités à résoudre des problèmes. Les vrais pros montrent leurs capacités en fournissant des résultats quantifiables dans la résolution de problèmes difficiles plutôt qu'en partageant une large liste d'équipements. Un processus approfondi de sélection des fournisseurs doit au moins inclure :
Vérification des processus sur site et audit des capacités
Nous vous suggérons d'inspecter personnellement l'usine du fournisseur pour ces tâches de précision critiques.
- Démonstration en direct d'usinage à paroi mince : vous devez leur demander d'usiner une éprouvette en cuivre avec une paroi mince de 0,8 mm afin de vérifier immédiatement leur fraisage du cuivre à faible distorsion compétences.
- Métrique clé : La planéité du composant final doit être ≤0,025 mm , ce qui sera une mesure directe de leur compétence dans la gestion des forces de serrage, la stratégie de parcours d'outil et la gestion thermique.
Évaluation de la base de données d'outillage et de matériaux spécialisés
Un indicateur de la profondeur technique est leur investissement supplémentaire dans des ressources spécifiques aux processus.
- Bibliothèque d'outils en cuivre dédiée : Vérifiez si le fournisseur dispose d'une bibliothèque d'outils en cuivre bien entretenue avec des outils dont les géométries et les revêtements sont spécifiquement optimisés pour les différents alliages de cuivre , un facteur très important pour obtenir une cohérence. fraisage du cuivre de haute qualité .
- Base de données de paramètres : Un fournisseur expérimenté utilisera les données d'usinage historiques pour prédire et optimiser avec précision les performances des nouveaux projets , minimisant ainsi les essais et les erreurs.
Examen des études de cas documentées et résolution de problèmes
Les performances passées sont le meilleur guide. Regardez l’historique de leur projet à travers le prisme de cas documentés.
- Études de cas complexes : Demandez des rapports détaillés sur des projets antérieurs impliquant un contrôle de la distorsion thermique, un fraisage à cavité profonde ou un besoin d'ultra finition de surface.
- Présentation de la solution : Comprenez comment ils ont identifié la situation, travaillé sur la solution et abouti à des améliorations mesurables en termes de rendement, de précision ou de coût.
Nous abordons la question majeure de la sélection des fournisseurs en publiant ici un cadre d'audit basé sur des preuves. Cela distingue non seulement le fournisseur d'usinage du cuivre la capacité de contrôle de la distorsion, la manipulation d'outils spéciaux et un fraisage de cuivre de précision complexe, mais confirme également la compétence technique du fabricant pour la production de composants de grande valeur.
Comment le système de devis en ligne calcule-t-il avec précision le coût d’usinage des pièces en cuivre ?
L’estimation conventionnelle des coûts des pièces en cuivre personnalisées a généralement tendance à être lente et imprécise car elle dépend fortement de calculs manuels qui négligent souvent des facteurs essentiels. Nous fournissons une base de données devis en ligne moteur qui interprète une spécification technique complexe en une tarification précise et à jour. La valeur fondamentale du système réside dans sa capacité à simuler les coûts de production réels avec une précision de plus de 96 % , révolutionnant ainsi les processus RFQ (Request for Quotation) :
Algorithme de coûts multivariable et basé sur les données
Le système ne se limite pas à de simples calculs de volume mais applique des coefficients dynamiques aux principaux inducteurs de coûts. Par exemple, il attribue automatiquement des facteurs de matériau spécifiques ( par exemple, 2,2x pour le cuivre-béryllium, 1,5x pour le C110 pur ) et des facteurs de précision ( par exemple, 1,8x pour IT6, caractéristiques de qualité ). Il effectue également une analyse d'un modèle 3D pour attacher un facteur de complexité aux fonctionnalités qui nécessitent des fraisage CNC de haute précision stratégies, ainsi la proposition reflétera véritablement l’effort d’usinage.
Intégration en temps réel des paramètres de processus
Dès réception d'un fichier de pièce et d'un ensemble d'exigences d'un utilisateur, le système effectue d'abord une analyse de fabricabilité. Il consulte une base de données stockée de paramètres de processus très précis qui ont fait leurs preuves pour divers alliages de cuivre afin d'effectuer une simulation du temps de cycle. Cette méthode approfondie de Coût d'usinage CNC L'estimation prend en compte des aspects tels que les taux d'usure des outils, les caractéristiques nécessaires de la machine ainsi que les opérations de finition, et fournit ainsi une ventilation détaillée des coûts en trois minutes.
Validation et amélioration continue de la précision
Les données de chaque projet de production terminé sont renvoyées à l'algorithme de cotation. Ce système en boucle fermée compare constamment les valeurs initiales devis pièces en cuivre prédiction avec les coûts et les délais de production réels. Ce mécanisme d'apprentissage automatique ajuste les coefficients de coût et la logique, préservant ainsi le niveau de précision de la plateforme ≥96 % et garantissant que les devis sont à la fois compétitifs et fiables à des fins de planification.
Nous abordons le problème de la budgétisation imprévisible en fournissant une estimation immédiate et transparente des coûts , solidement basée sur des données de production réelles. Notre système fournit un devis en ligne précis pour pièces en cuivre sur mesure , permettant aux clients de prendre des décisions d'approvisionnement rapides et sûres, d'éviter les dépassements de budget et d'optimiser leur processus d'approvisionnement pour les composants complexes.
Pourquoi choisir LS Manufacturing comme partenaire de traitement de composants en cuivre ?
Choisir un fabricant de fraisage du cuivre nécessite un partenaire capable de transformer les défis matériels en résultats fiables. La valeur de notre partenariat repose sur une exécution démontrée, des ressources spécialisées et une optimisation basée sur les données qui atteint continuellement les indicateurs critiques. Les principaux différenciateurs sont :
Expertise approfondie en matériaux et stabilité des processus
- Expérience prouvée : 12 années et 183 projets dédiés au cuivre nous ont permis de bien comprendre l'adhésion, la gestion thermique et fraisage CNC de précision pour les demandes de fraisage CNC à grand volume .
- Résultat quantifiable : Les connaissances accumulées au fil du temps sont un facteur direct dans l'obtention d'un taux de qualification de premier passage de 98,8 % , ce qui correspond aux délais de projet des partenaires et entraîne moins de cycles de validation .
Arsenal technique spécialisé pour la précision
- Bibliothèque d'outils dédiée : Une collection exclusive de 56 géométries et revêtements d'outils spécialisés est l'un des atouts que nous avons spécialement développés pour les caractéristiques d'usinage uniques de divers alliages de cuivre .
- Application ciblée : Cela nous permet de sélectionner immédiatement et de manière optimale les outils pour chaque fonctionnalité, qu'il s'agisse des moindres détails dans fraisage de composants électriques ou une ébauche lourde, préservant ainsi l'efficacité et la qualité de surface .
Optimisation systématique des coûts et création de valeur
- Affinement des processus basé sur les données : Notre vaste base de données de projets historiques est régulièrement examinée pour trouver les meilleurs moyens possibles d' améliorer les paramètres, la durée de vie des outils et l'efficacité du flux de travail .
- Avantage direct pour le client : L'approche méthodique de l'analyse des coûts de production permet à l'équipe de réaliser systématiquement des économies de coûts de plus de 30 % par rapport aux pratiques standard de l'industrie, ce qui en soi se traduit par une valeur financière réelle pour 86 clients servis.
Nous relevons le défi principal du partenariat en offrant une production à haut rendement et une réduction systématique des coûts qui sont prévisibles. Grâce à notre méthode, soutenue par des outils spécialisés et des données de processus empiriques, nous établissons une base d'approvisionnement incontestablement fiable. composants complexes en cuivre . Ce niveau d'excellence technique fait de nous un fabricant stratégique de fraisage du cuivre pour les applications critiques, critiques, sensibles aux coûts.
FAQ
1. Quelle est l’épaisseur de paroi minimale pour l’usinage de pièces en cuivre ?
L'épaisseur la plus faible d'une paroi pour un usinage normal est de 0,3 mm , tandis qu'avec des traitements spéciaux, elle peut atteindre 0,2 mm . LS Manufacturing vous propose une étude de faisabilité d’usinage.
2. Dans quelle mesure est-il difficile d’usiner du cuivre de divers matériaux ?
Cuivre pur > Cuivre béryllium > Laiton. LS Manufacturing propose des solutions personnalisées d’usinage en fonction des caractéristiques du matériau.
3. Quelle est la rugosité minimale des pièces en cuivre ?
Avec un fraisage CNC de précision , Ra0,4 μm peut être obtenu, et après polissage, il peut être Ra0,1 μm .
4. Comment la stabilité dimensionnelle est-elle assurée lors de l’usinage des pièces en cuivre ?
Nous avons développé plusieurs méthodes de production en série où la variation dimensionnelle est ≤0,015 mm . Il s'agit notamment de relâcher les contraintes internes, de maintenir la température constante pendant l'usinage et d'utiliser des solutions de serrage spéciales.
5. Fournissez-vous des services de post-traitement pour les pièces en cuivre ?
Nous proposons une large gamme de services de post-traitement tels que la galvanoplastie, la passivation et le polissage pour répondre aux différentes exigences d'application de nos clients.
6. Quel est le délai de livraison typique pour l’usinage de pièces en cuivre en petits lots ?
Un premier lot d'échantillons prend entre 5 et 7 jours tandis qu'un petit lot prend entre 10 et 15 jours . De plus, notre service accéléré est toujours à votre disposition pour les commandes urgentes.
7. Comment réduire les coûts d’usinage des pièces en cuivre ?
Cela peut être réalisé grâce à une combinaison d'approches multidimensionnelles telles que la sélection des matériaux, les modifications des processus et l'optimisation de la taille des lots, ce qui peut conduire à des économies de coûts de 30 à 45 % .
8. Quelles sont les normes de contrôle qualité pour l’usinage de pièces en cuivre ?
Cela signifie l'ensemble complet de tests pour la précision dimensionnelle, les tolérances géométriques, la rugosité de surface et la conductivité.
Résumé
Le fraisage CNC de matériaux en cuivre nécessite un système de technologie de processus professionnel complet et des méthodes scientifiques de contrôle des coûts. En comprenant parfaitement les propriétés des matériaux, en ajustant les paramètres de traitement et en gérant avec précision les coûts, la combinaison parfaite de qualité et de coût peut être réalisée. Professionnel de la fabrication LS solutions d'usinage de pièces en cuivre sommes donc en mesure de fournir à nos clients une gamme complète de services allant du conseil technique à la production en série.
Envoyez-nous dès maintenant vos dessins de pièces en cuivre et obtenez votre « Rapport exclusif d'optimisation du processus d'usinage des matériaux en cuivre et d'analyse des coûts » ! Les spécialistes de l'usinage de pièces en cuivre de LS Manufacturing élimineront les défis d'usinage, donneront des suggestions d'optimisation des paramètres et fourniront des solutions permettant de réduire les coûts. Contactez-nous pour obtenir gratuitement analyse DFM des pièces en cuivre pour vous aider à optimiser votre conception !
📞Tél : +86 185 6675 9667
📧Courriel : info@lsrpf.com
🌐Site Internet : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de fabrication LS Il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. C'est la responsabilité de l'acheteur. Exiger des pièces devis Identifier les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur . Concentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience avec plus de 5 000 clients et nous nous concentrons sur l'usinage CNC de haute précision, Fabrication de tôle , impression 3D , Moulage par injection . Estampage des métaux , et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. Cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.lsrpf.com .


