
CNC-Fräsdienstleistungen für Kupfer Sie stoßen häufig auf große Schwierigkeiten, wie z. B. die Werkzeughaftung von reinem Kupfer, die zu einer Verkürzung der Werkzeugstandzeit um 60 % führt, ein Rückgang der Oberflächenrauheit von Messing auf Ra3,2 und eine Verformung von Berylliumkupfer um mehr als 0,1 mm nach der Wärmebehandlung. Solche Hindernisse führen zu Ausschussraten von über 12 % und zu Kosten, die um 40 % höher sind als bei der Stahlbearbeitung. Der Hauptgrund ist die Verwendung stahlbasierter Parameter bei Kupfermaterialien.
Verschiedene Strategien können das Gesicht von Kupfer-CNC-Fräsdienstleistungen völlig verändern. Mit Hilfe von 12 Jahren Erfahrung und einer Bilanz von 183 Projekten bieten wir materialspezifische Werkzeuge, Parameteroptimierung und Kostenkontrolle. Diese umfassende Methode steigert nicht nur die Effizienz um 50 % , sondern senkt auch die Kosten um 30–45 % und stellt somit eine direkte Lösung für die Probleme dar, die mit der Kupferbearbeitung verbunden sind.

Kurzreferenztabelle für Kupfer-CNC-Fräsdienste
| Abschnitt | Der wichtigste Punkt in Kürze |
| Materialeigenschaften | Kupferlegierungen ( z. B. C11000, C10100 ) und reines Kupfer werden aufgrund ihrer hervorragenden elektrischen/thermischen Leitfähigkeit ausgewählt. |
| Bearbeitungsfähigkeit | Das Leistungsspektrum reicht vom Prototyping bis zur Massenproduktion komplexer Teile mit hochpräzisen Geometrien. |
| Präzision und Toleranz | Hochpräzise Fräsfunktionen ermöglichen das Erreichen extrem enger Toleranzen, normalerweise von ±0,01 mm bis ±0,05 mm . |
| Oberflächenveredelung | Es werden verschiedene Nachbearbeitungstechniken zur Oberflächenverbesserung (z. B. Polieren, Plattieren, Beschichten) angeboten. |
| Qualitätssicherung | Eine umfassende Prüfung mit hochmodernen Messgeräten ( KMGs, optische Komparatoren ) gewährleistet, dass das Produkt den Anforderungen entspricht. |
| Designunterstützung | Bereitstellung von Ingenieur- und DFM- Studien (Design for Manufacturing), um die Teilekonstruktion für die Bearbeitung zu erleichtern. |
| Allgemeine Anwendungen | Wird häufig bei der Herstellung von elektrischen Komponenten, Kühlkörpern, EDM-Elektroden und RFI/EMI-Abschirmteilen eingesetzt. |
Wir konzentrieren uns auf das Produzieren Hochpräzise Kupferteile mit komplexen Geometrien, die eine entscheidende Rolle im elektrischen und thermischen Management spielen. Die Bandbreite unserer Angebote beschleunigt den gesamten Produktentwicklungsprozess vom Prototyp bis zur Produktion und gewährleistet gleichzeitig höchste Qualität und Zuverlässigkeit. Wir liefern eine schlüsselfertige Lösung, die die Komplexität Ihrer Lieferkette reduziert und Teile bereitstellt, die den strengsten Leistungskriterien entsprechen.
Warum diesem Leitfaden vertrauen? Praxiserfahrung von LS-Fertigungsexperten
Es gibt so viele Artikel über die Kupferbearbeitung, warum sollte man sich dann die Mühe machen, diesen zu lesen? Wir sind keine Theoretiker, sondern Praktiker. Alle hier gegebenen Ratschläge stammen nicht aus einem netten Laborexperiment, sondern aus unserem Shop – einem realen Kampf gegen harte Legierungen, knappe Fristen und komplexe Designs. Unser Leitfaden wurde durch Erfahrung getestet und bewährt und entspricht daher den hohen Standards von Organisationen wie ASTM International und dem Nationales Institut für Standards und Technologie (NIST) .
Wir haben Teile bearbeitet, bei denen ein Fehler im Wärmemanagement eine ganze Serverfarm zum Stillstand bringen könnte und bei denen ein Fehler im elektrischen Kontakt eine wichtige Montagelinie stoppen könnte. Von der Prototypenerstellung bis zur vollständigen Produktion haben wir jedes Mal viel gelernt: wie man die besten Werkzeugwege für klebriges reines Kupfer erhält, wie man mit Hitze umgeht, damit die Materialeigenschaften nicht beeinträchtigt werden, und wie man Qualitätsprüfungen durchführt, die den vom NIST anerkannten mindestens gleichwertig sind.
Dieses Handbuch ist eine Zusammenfassung des gesammelten Wissens über diese Schützengräben. Wir bieten ausführliche Beschreibungen der praktischen Techniken, die die Kombination kostensparender Maßnahmen mit der äußerst anspruchsvollen Präzision ermöglichen, die für HF-Wellenleiter oder Luft- und Raumfahrtanschlüsse erforderlich ist, und beziehen sich dabei auf die von zertifizierten Materialspezifikationen ASTM International . Wir haben es durch Übung herausgefunden und unsere Tipps sollen Ihnen dabei helfen, das nächste Projekt ohne Sorgen und Zweifel zu meistern.
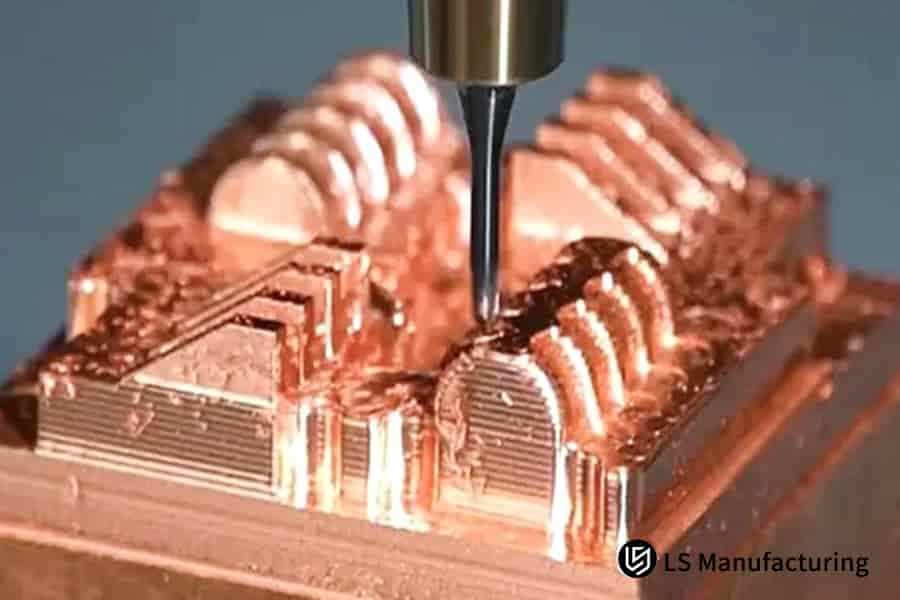
Abbildung 1: Anwendungen für die Herstellung kundenspezifischer Kupferteile und die Entwicklung von Prototypen.
Was sind die grundlegenden Unterschiede in den Mahleigenschaften verschiedener Kupferlegierungsmaterialien?
Kupfer-CNC-Fräsdienste , die vor allem im kleinen Maßstab erfolgreich Ergebnisse liefern, müssen gut durchdacht sein, da ein falscher Ansatz zu Werkzeugverschleiß, schlechter Oberflächengüte und Ausschuss führt. Diese Diskussion weist auf die Unterschiede im Verhalten der beiden Kupferlegierungen während des Bearbeitungsprozesses hin: reines Kupfer (C110) und Berylliumkupfer (C172) . Der Hauptzweck besteht darin, Ingenieuren und Einkaufsmanagern datengestützte, praktische Empfehlungen zur Prozessoptimierung, Kosteneinsparung und Teilequalitätssicherung zu geben CNC-Fräsanwendungen .
| Aspekt | Reines Kupfer (C110) | Berylliumkupfer (C172) |
| Primäre Herausforderung | Sehr duktiles und wärmeleitfähiges ( ~400 W/(m·K) ) Material, das zu Materialanhaftungen und Abrieb an den Schneidkanten führt. | Extreme Härte (HRC 38-42) und Abrasivität führen zu schnellem Freiflächenverschleiß und die Schnittkräfte sind sehr hoch. |
| Optimale Werkzeuggeometrie | Werkzeuge müssen mit einem hohen positiven Spanwinkel konstruiert sein ( 2 0-25° ) und Messingnuten sollten für eine effiziente Spanabfuhr poliert werden. | Werkzeugkanten sollten stark, gut geschliffen und mit speziellen Beschichtungen ( wie AlTiN ) ausgestattet sein, um Abrieb zu widerstehen und die Kanten scharf zu halten. |
| Wichtige Schnittparameter | Hohe Spindelgeschwindigkeiten sollten mit moderaten Vorschüben unter Minimalmengenschmierung (MMS) kombiniert werden, um Hitze und Adhäsion zu kontrollieren. | Zur Steuerung der Schnittkräfte und der Wärmeerzeugung können niedrige bis mittlere und hohe Taktraten ( 80–120 m/min ) mit kontinuierlichen und gut kontrollierten Vorschubgeschwindigkeiten verwendet werden. |
| Bewährte Optimierung | Die Überprüfung der Materialdatenbank von LS Manufacturing zeigt, dass die richtige Spanbrechergeometrie die Produktivität bei der Bearbeitung von reinem Kupfer um mehr als 60 % verbessern kann. | Die Verwendung der segmentierten Schneidstrategie für Berylliumkupfer hat in unserem Fall die durchschnittliche Werkzeugstandzeit von 15 auf 45 Stück verlängert CNC-Fräsen für große Stückzahlen Operationen. |
In diesem Bericht stellen wir einen Strategieauswahlrahmen vor, der die intrinsischen Materialeigenschaften nutzt, um die Wahl einer Strategie voranzutreiben: für reines Kupfer, Adhäsion bekämpfen, und für Berylliumkupfer, verschleißfeste Bearbeitung. Hier bieten wir Lösungen mit Kupferbearbeitung Präzisionskomponenten, die neben der Verwendung exakter Werkzeug- und Parameterstrategien auch zu direkten Kosteneinsparungen und einer Verbesserung der Teilezuverlässigkeit in hochwertigen, hochpräzisen CNC-Frässzenarien führen.

Wie lassen sich die Probleme des Werkzeugklebens und der Aufbaukantenbildung bei der Bearbeitung von Kupfermaterial lösen?
Präzisionsfräsen von Kupfer Um effizient und effektiv zu sein, müssen die anhaltenden Probleme der Materialhaftung und der Bildung der „Built Up Edge“ (BUE) ordnungsgemäß gelöst werden. Wenn dies geschieht, leidet die Oberflächenqualität , die Werkzeuge verschleißen schneller und es kommt zu Fehlern bei der Maßmessung. Unsere Methodik basiert auf einem integrierten Ansatz, der fortschrittliche Werkzeuglösungen , präzises Wärmemanagement und Parameteroptimierung kombiniert, um zuverlässige, qualitativ hochwertige Ergebnisse zu liefern. Dieses Dokument beschreibt die technischen Gegenmaßnahmen:
Fortschrittliche Werkzeugauswahl und Beschichtungstechnologie
Die wichtigste Schutzmaßnahme ist die Ausrüstung von Werkzeugen mit Nano-Composite-Beschichtungen, die besonders glatt und sehr reibungsarm sind ( Reibungskoeffizient ≤ 0,3 ). Diese beschriebenen Beschichtungen sowie polierte Spanflächen verringern vor allem die Anhaftungsneigung von Kupferspänen an der Schneidkante. Das konzentrierte sich CNC-Fräsen Der Ansatz zielt direkt darauf ab, die allererste Adhäsion zu beseitigen, die zur Bildung von BUE führt, wodurch ein ununterbrochener Spanfluss gewährleistet und somit die Form des Werkzeugs geschützt wird.
Strategische Kühlung und präzise Temperaturregelung
Wir verwenden Hochdruck-Kühlmittelsysteme (≥7 MPa), die direkt auf die Span-Werkzeug-Schnittstelle ausgerichtet sind. Dieser leistungsstarke Strahl entfernt effektiv Späne, unterbricht den Schweißeffekt und hält die Temperatur der Schneidzone auf kritische Weise unter 150 °C . Diese sorgfältige Wärmeregulierung ist für Präzisionsfrästeile aus Kupfer von entscheidender Bedeutung, da sie verhindert, dass das Material duktil wird, was die Hauptursache für Adhäsion ist, und so den Bearbeitungsprozess stabiler macht.
Optimierte Werkzeuggeometrie und Bearbeitungsparameter
Neben den Beschichtungen wird auch die Geometrie des Werkzeugs gezielt verändert. Der Einsatz von Werkzeugen mit kontrollierten negativen Spanwinkeln ( -5° bis -8° ) erhöht die Festigkeit der Schneidkante. Dies zusammen mit der optimierten komplexes CNC-Fräsen Maschinengeschwindigkeiten und Vorschübe für komplizierte Bearbeitungen, geringere Schnittkräfte und Kontaktbelastung. Unsere Forschung zeigt, dass diese Mischung das Auftreten von BUE um 80 % reduzieren kann, was stabile Prozesse und besser gefertigte Teile bedeutet.
Dieser integrierte Ansatz aus drei Elementen: beschichtete Werkzeuge, leistungsstarke Kühlung, Parameteränderung, zielt auf die grundlegenden Ursachen von Adhäsion und BUE ab. Wir produzieren Kupferfräsen mit gleichbleibender Präzision mit vorhersagbarer Werkzeugstandzeit und ausgezeichneter Oberflächenqualität ( Ra <0,8 μm wird durchweg erreicht ), sodass geschäftskritischen Anwendungen, bei denen Zuverlässigkeit im Mittelpunkt steht, ein zuverlässiger technischer Vorteil verschafft werden kann.
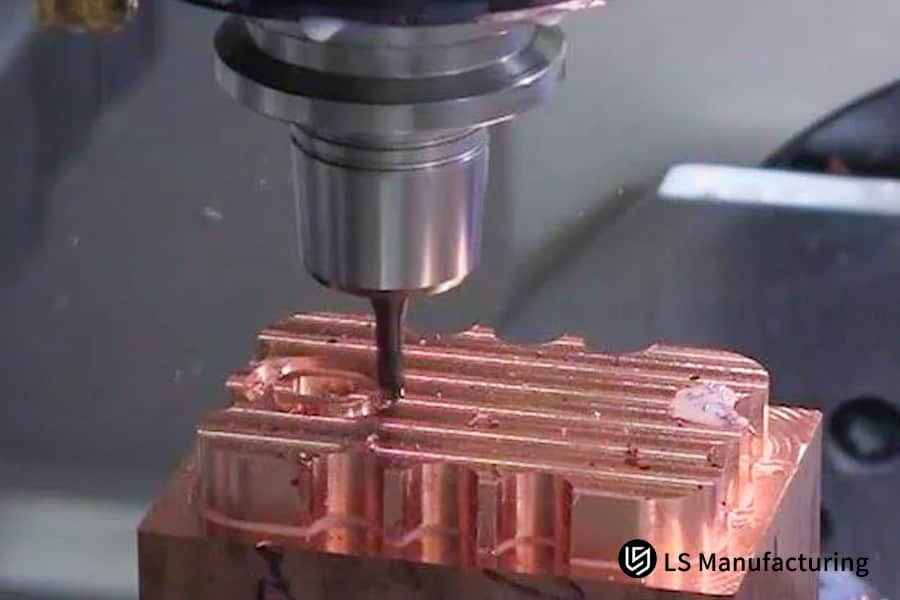
Abbildung 2: Fräsen einer hochpräzisen Kupferkomponente zur Prototypenbearbeitung und Demonstration der Lieferantenfähigkeit.
Wie kann bei der Bearbeitung dünnwandiger Kupferteile eine Verformung innerhalb von 0,02 mm vermieden werden?
Bearbeitung dünnwandige Kupferteile ohne Verformung aufgrund von Schnittkräften und thermischen Spannungen ist ein äußerst wichtiges Thema, wenn es darum geht, Toleranzen unter 0,02 mm zu erreichen. Wir haben ein umfassendes Präzisionsbearbeitungsprotokoll entwickelt, das Prozessinnovation, analytische Simulation und kontrollierte Umgebungen kombiniert und unsere Lösung für dieses Problem darstellt. Nachfolgend finden Sie eine kurze Beschreibung der wichtigsten technischen Punkte unserer Strategie:
Innovative Prozessstrategie und -sequenz
Unser Ansatz beruht darauf, das interne Stressmanagement durch eine mehrstufige Strategie zu durchbrechen.
- Symmetrische Bearbeitung: Um das Material zu entfernen, programmieren wir das Werkzeug so, dass es gleichzeitig auf beiden Seiten des Merkmals arbeitet, sodass die Restspannungen währenddessen ausgeglichen werden Hochgeschwindigkeits-CNC-Fräsen .
- Zwischenprodukte zur Spannungsentlastung: Wir betten strategisch Intervalle zur Spannungsentlastung in der Mitte des Prozesses ein und verhindern so, dass die letzten Präzisionsstufen des Kupferfräsens aufgrund angesammelter Spannungen verzerrt werden.
Fortschrittliches Spann- und analytisches Spanndesign
Bei der Verformungskontrolle muss die Vorrichtungskonstruktion oberste Priorität haben.
- Flexible Mehrpunktunterstützung: Wir implementieren kundenspezifische Vorrichtungen, die mit einer einstellbaren, konformen Unterstützung ausgestattet sind, die dazu beiträgt, den Klemmdruck gleichmäßig zu verteilen und so das Risiko lokaler Verformungen zu eliminieren.
- FEA-optimierte Lösungen: Die Finite-Elemente-Analyse wird verwendet, um die Kräfte beim Spannen und Schneiden vor der Produktion zu simulieren. Dadurch können wir die Stützposition und den Druck perfektionieren und so sicherstellen, dass selbst die extrem dünnwandigen Komponenten stabil sind.
Proaktives Wärmemanagement und Kühlung
Die Wärmekontrolle ist eine Voraussetzung zur Verhinderung der Wärmeausdehnung.
- Kühlung bei niedriger Temperatur: Wir nutzen eine kontrollierte Kühlmitteltemperatur und einen gerichteten Fluss, um währenddessen einen stabilen, niedrigen thermischen Zustand im Werkstück aufrechtzuerhalten komplexes Kupferfräsen .
- Isotherme Bearbeitung: Diese Technik reduziert die thermischen Gradienten auf nahezu Null. Dadurch verhält sich das Material vorhersehbar und die Abmessungen der in einer Charge hergestellten Teile bleiben konsistent .
Durch die Kombination von Spannung, ausgewogenen Werkzeugwegen, FEA-geprüfter Spannvorrichtung und isothermer Prozesskontrolle sind wir in der Lage , dünnwandige Kupferteile mit Verformungen von weniger als 0,015 mm und einer Chargenausbeute von mehr als 98 % herzustellen. Ein solch hohes Maß an technischer Raffinesse verschafft einen absolut überzeugenden Wettbewerbsvorteil für Anwendungen, bei denen geometrische Stabilität auf höchstem Niveau erforderlich ist.
Was sind die Schlüsselfaktoren, die die Kosten für das CNC-Fräsen von Kupferteilen beeinflussen?
Genaue Kostenprognose für Kostenfaktoren beim CNC-Fräsen ist für die Projektbudgetierung und strategische Beschaffung von entscheidender Bedeutung. Diese Analyse identifiziert und misst die drei wichtigsten Kostentreiber bei der Kupferbearbeitung: Material, Werkzeuge und Arbeit. Das Verständnis ihres Gewichts ermöglicht eine gezielte Kostenoptimierung und ermöglicht Value-Engineering- Entscheidungen, um maximale finanzielle Effizienz ohne Qualitätseinbußen zu erzielen.
| Kostenkategorie | Fokus auf quantitative Wirkung und Optimierung |
| Materialkosten | Üblicherweise machen die Materialkosten 45–60 % der Gesamtkosten aus; in Großserie CNC-Fräsprojekte Der Schwerpunkt der Optimierung liegt auf der strategischen Zuschnittsgröße und der Schachtelungseffizienz, um Abfall zu reduzieren. |
| Werkzeuge und Verbrauchsmaterialien | Diese machen 15–25 % der Kosten aus; Dabei geht es vor allem darum, die Werkzeugstandzeit durch den Einsatz speziell entwickelter Geometrien/Beschichtungen und Prozessoptimierungen drastisch zu erhöhen und so die Stückkosten direkt zu senken. |
| Bearbeitungszeit (Arbeit/Overhead) | Dieser Teil macht 20-30 % der Kosten aus; Der Hauptgrund für die Erzielung dieser Effizienz besteht darin, die Zykluszeit durch den Einsatz optimierter Parameter und fortschrittlicher Hochgeschwindigkeit zu verkürzen CNC-Frästechniken . |
| Auswirkungen der integrierten Optimierung | Die Simulation von LS Manufacturing zeigt, dass durch die Kombination der Auswirkungen der Verlängerung der Werkzeuglebensdauer (um 50–80 % ) und der Optimierung der Bearbeitungsparameter die Gesamtprojektkosten um 30–45 % gesenkt werden können. |
In diesem Artikel werden Kostentreiber mit quantifizierbaren Daten entschlüsselt und so eine Roadmap für die Fokussierung präsentiert Kostenoptimierung beim CNC-Fräsen . Wir gehen auf Kundenprobleme ein, indem wir einen punktgenauen Value-Engineering- Ansatz liefern, der die Optimierung des Materialverbrauchs, die Verlängerung der Werkzeuglebensdauer und die Reduzierung der Bearbeitungszeit umfasst, um die Gesamtbetriebskosten von Präzisionskupferkomponenten effizient zu senken. Der Einsatz eines solchen datengestützten Ansatzes ist für eine wettbewerbsfähige Beschaffung in hochtechnischen, kostensensiblen Projekten ein Muss.

Abbildung 3: CNC-Fräsen eines hochpräzisen Kupferteils für die Prototypenentwicklung und Herstellungskostenanalyse.
Wie kann die Produktionsstrategie für Kupferkomponenten vom Prototyping bis zur Massenproduktion optimiert werden?
Wenn es darum geht, steckt der Teufel im Detail Bearbeitung von Kupferprototypen Die Umsetzung erfolgt in eine effiziente Serienproduktion , d. h. unter Erzielung eines idealen Gleichgewichts zwischen Geschwindigkeit, Kosten und Qualität. Eine unzureichend optimierte Produktionsstrategie führt zu längeren Entwicklungszyklen und höheren Stückkosten. Durch einen schrittweisen Prozess kombinieren wir verschiedene Prozessaspekte, um so den Wert zu maximieren und eine reibungslose Skalierung zu ermöglichen. Der zugrunde liegende Ansatz ist in drei vorwärts gerichtete Phasen unterteilt:
Rapid Prototyping: Funktionsvalidierung erreichen
In erster Linie soll diese Phase so schnell wie möglich ablaufen, um eine schnelle Designiteration zu unterstützen. Wir verwenden generische Werkzeuge und relativ aggressive, aber dennoch stabile Parameter für das Hochgeschwindigkeits-CNC-Fräsen . Ziel ist es, innerhalb von 3–5 Tagen Funktionsteile zur physischen Überprüfung von Form, Passform und Funktion herzustellen. Auf Basis der gewonnenen Daten werden Details zu Zykluszeiten und Werkzeugleistung für die nächste Produktionsstrategiephase vorgehalten.
Pilotcharge: Prozessverfeinerung und Kostenbenchmarking
Die Designvalidierung ist abgeschlossen; Daher verlagert sich der Prozessschwerpunkt auf die Optimierung durch Kleinserienproduktion. Basierend auf Prototypendaten überarbeiten wir die Schnittparameter, wählen die besten Werkzeuge aus und richten die erste Qualitätskontrollbasis ein. Der komplexer Kupfermahlprozess ist in dieser Phase stabilisiert, Engpässe a werden erneut getrennt und die real wiederholbaren Kosten pro Teil ermittelt, die für die Produktionsprognose in vollem Umfang verwendet werden können.
Großserienfertigung: Kostenoptimierung bei großen Mengen
Bei ausgereiften, großvolumigen Aufträgen stellen wir auf spezielle Vorrichtungen, spezielle Werkzeuge und optimierte Arbeitsabläufe um. Durch die Implementierung von Strategien wie der optimalen Chargengröße ( 30–100 Stück ) wird die Geräteauslastung maximiert und der Einrichtungsaufwand minimiert. Dieser dedizierte Ansatz, unterstützt durch unsere Produktionsanalysen, erreicht zuverlässig die angestrebte Kostenreduzierung von 25–35 % im Vergleich zur nicht optimierten Skalierung.
Durch die Ausrichtung auf Prozessprioritäten in Produktionsphasen wie Geschwindigkeit, Verfeinerung und dann Effizienz sind wir in der Lage, die Bearbeitung von Kupferprototypen wirtschaftlich auf die Serienproduktion zu skalieren und dabei das erste Konzept zu nutzen. Wir werden kürzere Entwicklungszeiten, vorhersehbare Kosten und einen nahtlosen Volumenanstieg mit sich bringen. Damit verschaffen wir uns einen entscheidenden Vorsprung im Bereich Präzisions-Kupferkomponente Herstellung wettbewerbsfähig auf den Markt zu bringen.
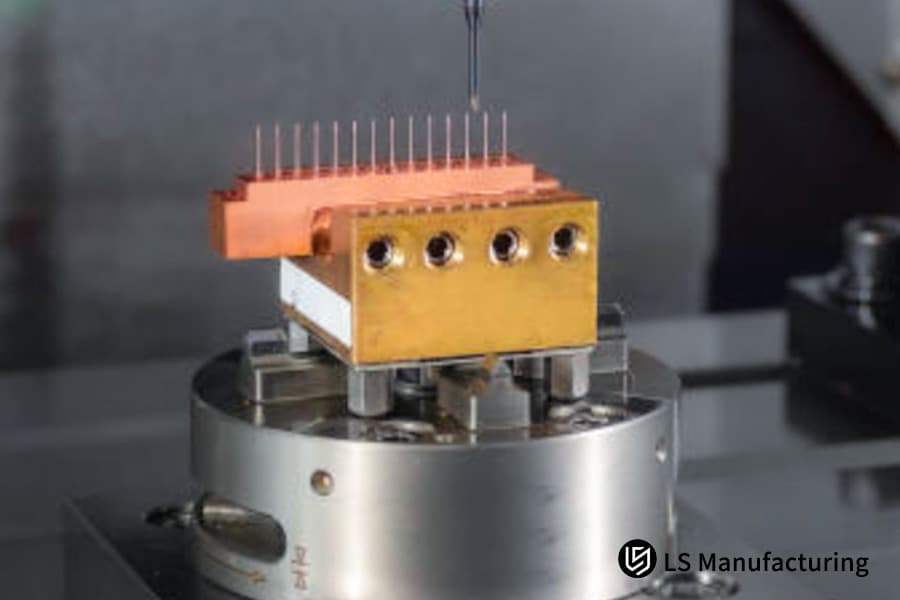
Abbildung 4: CNC-Fräsen einer Präzisionskupferkomponente für die Prototypenbearbeitung und die Herstellung kundenspezifischer Teile.
LS Manufacturing New Energy Vehicle Industry: Maßgeschneidertes Projekt für Kupferwicklungsendkappen für Motoren
Das Fallstudie zu neuen Energiefahrzeugen beschreibt eine kritische Fertigungsherausforderung, bei der es um das hochpräzise CNC-Fräsen einer Motor-Kupfer-Endkappe geht. Der Kunde hatte Probleme mit der Produktionsvorlaufzeit und den Produktionskosten, da thermischer Verzug, das Problem, das sein Lieferant bei der Bearbeitung von Kupfer-Endkappen hatte, der Hauptgrund war. Die Lösung war eine kleine Verbesserung der Kühlstrategie:
Kundenherausforderung
Der Kunde, ein führender NEV-Hersteller, wollte einen Motor Bearbeitung von Kupfer-Endkappen mit einem Durchmesser von 200 mm und einer kritischen Ebenheitstoleranz von 0,02 mm . Ihr früherer Lieferant verursachte jedoch bei der Bearbeitung eine thermische Verformung, die nur zu einer Ebenheit von 0,08 mm und einer Abriebrate von 30 % führte. Dies gefährdete aufgrund der unzuverlässigen Teileversorgung und der steigenden Kosten direkt den Zeitplan für ihr Projekt und ihre Motormontagelinie.
LS-Fertigungslösung
Wir haben eine eingeführt maßgeschneiderte CNC-Fräslösung basiert hauptsächlich auf der kryogenen Bearbeitung unter Verwendung eines Kühlstrahls aus flüssigem Stickstoff direkt am Anwendungspunkt. Diese innovative Kühlmethode hielt das Werkstück auf sehr kontrollierte Weise auf einer sehr niedrigen Temperatur und machte so die Wärmeausdehnung vernachlässigbar. Gleichzeitig verwendeten wir eine neue 12-Punkt -Lokalisierungsvorrichtung und änderten die Spindelparameter, um ein stabiles, vibrationsfreies Fräsen zu erreichen, was die direkte Lösung des Verzugsproblems darstellte.
Ergebnisse und Wert
Am Ende des Tages wurde die Ebenheit des Teils wiederholt innerhalb von 0,015 mm gehalten, was über der Spezifikation lag. Die Teilequalifikationsrate stieg auf 99,2 % , es entstand also kein Ausschuss. Der zuverlässige Produktionsprozess half dem Kunden erheblich, seinen Lieferzyklus um 40 % zu verkürzen und sorgte gleichzeitig für Kosteneinsparungen von 1,2 Millionen RMB pro Jahr, indem er die pünktliche Montage sicherstellte und die Kosten für Ausschuss eliminierte.
Dieses Projekt ist ein perfektes Beispiel dafür, wie wir angesichts komplexer thermischer Herausforderungen beim Präzisionsfräsen von Kupfer vorgehen. Durch die gezielte Entwicklung und Umsetzung eines kryogenen Produktionsverfahrens konnten wir messbare Zuverlässigkeit und Kosteneinsparungen bieten. Es spiegelt auch unsere technische Kompetenz bei der Erfüllung der Anforderungen geschäftskritischer Komponenten in der hart umkämpften Elektrofahrzeugindustrie wider.
Haben Sie Probleme mit thermischen Verformungen beim Kupfermahlen, die sich auf Ihre Erträge auswirken? Lassen Sie unseren bewährten kryogenen Bearbeitungsprozess diese Präzision für Ihr Projekt reproduzieren.

Wie bewertet man die technischen Fähigkeiten eines Kupferkomponentenlieferanten?
Einstellung eines Lieferant für CNC-Kupferbearbeitung Für Ihr Projekt geht es nicht nur um den Vergleich von Angeboten, sondern auch um eine detaillierte forensisch- technische Beurteilung der Problemlösungsfähigkeiten. Die echten Profis zeigen ihr Können, indem sie quantifizierbare Ergebnisse bei der Lösung schwieriger Probleme liefern, anstatt eine breite Ausrüstungsliste zu teilen. Ein gründlicher Lieferantenauswahlprozess sollte mindestens Folgendes umfassen:
Prozessüberprüfung und Fähigkeitsprüfung vor Ort
Wir empfehlen Ihnen, die Fabrik des Lieferanten persönlich auf diese kritischen Präzisionsaufgaben zu inspizieren.
- Live-Demo zur Dünnwandbearbeitung: Sie sollten sie bitten, ein Kupferteststück mit einer 0,8 mm dünnen Wand zu bearbeiten, um ihre Ergebnisse sofort zu überprüfen verzugsarmes Kupferfräsen Fähigkeiten.
- Schlüsselmetrik: Die Ebenheit der endgültigen Komponente muss ≤0,025 mm betragen, was ein direktes Maß für ihre Fähigkeiten im Umgang mit Spannkräften, Werkzeugwegstrategie und Wärmemanagement ist.
Auswertung der Spezialwerkzeug- und Materialdatenbank
Ein Indikator für die technische Tiefe ist die zusätzliche Investition in prozessspezifische Ressourcen.
- Spezielle Kupferwerkzeugbibliothek: Überprüfen Sie, ob der Lieferant über eine gut gepflegte Kupferwerkzeugbibliothek mit Werkzeugen verfügt, deren Geometrien und Beschichtungen speziell für die verschiedenen Kupferlegierungen optimiert sind, ein Faktor, der für die Erzielung einer konsistenten Qualität sehr wichtig ist hochwertiges Kupferfräsen .
- Parameterdatenbank: Ein erfahrener Lieferant nutzt historische Bearbeitungsdaten, um die Leistung für neue Projekte genau vorherzusagen und zu optimieren und so Versuch und Irrtum zu minimieren.
Überprüfung dokumentierter Fallstudien und Problemlösungen
Die Wertentwicklung in der Vergangenheit ist der beste Anhaltspunkt. Betrachten Sie ihre Projekthistorie durch die Linse dokumentierter Fälle.
- Komplexe Fallstudien: Fordern Sie detaillierte Berichte über frühere Projekte an, bei denen die Kontrolle des thermischen Verzugs, das Fräsen tiefer Kavitäten oder die Erfordernis einer extremen Oberflächengüte erforderlich waren.
- Lösungsaufschlüsselung: Verstehen Sie, wie sie die Situation erkannt, an der Lösung gearbeitet und zu messbaren Verbesserungen bei Ertrag, Genauigkeit oder Kosten geführt haben.
Wir gehen das Hauptproblem der Lieferantenauswahl an, indem wir hier einen Rahmen für evidenzbasierte Audits veröffentlichen. Es zeichnet nicht nur die aus Lieferant für Kupferbearbeitung Die Fähigkeit zur Verzerrungskontrolle, der Umgang mit Spezialwerkzeugen und komplexes Präzisionsfräsen von Kupfer , sondern bestätigt auch die technische Kompetenz des Herstellers für die Herstellung hochwertiger Komponenten.
Wie berechnet das Online-Angebotssystem genau die Kosten für die Bearbeitung von Kupferteilen?
Herkömmliche Kostenschätzungen für kundenspezifische Kupferteile sind im Allgemeinen langsam und ungenau, da sie in hohem Maße auf manuellen Berechnungen beruhen, bei denen häufig wesentliche Faktoren außer Acht gelassen werden. Wir stellen eine datengestützte Datensicherung zur Verfügung Online-Angebot Engine, die eine komplexe technische Spezifikation in eine genaue und aktuelle Preisgestaltung umwandelt. Der grundlegende Wert des Systems liegt in seiner Fähigkeit, die tatsächlichen Produktionskosten mit einer Genauigkeit von mehr als 96 % zu simulieren und so RFQ-Prozesse (Request for Quotation) zu revolutionieren:
Multivariabler, datengesteuerter Kostenalgorithmus
Das System beschränkt sich nicht auf einfache Volumenberechnungen, sondern wendet dynamische Koeffizienten auf die Hauptkostentreiber an. Beispielsweise werden bestimmte Materialfaktoren ( z. B. 2,2x für Berylliumkupfer, 1,5x für reines C110 ) und Präzisionsfaktoren ( z. B. 1,8x für IT6, Gütemerkmale ) automatisch zugewiesen. Außerdem wird eine Analyse eines 3D-Modells durchgeführt, um Funktionen, die einer Spezialisierung bedürfen, einen Komplexitätsfaktor zuzuordnen Hochpräzises CNC-Fräsen Strategien, sodass der Vorschlag den Bearbeitungsaufwand wirklich widerspiegelt.
Echtzeit-Integration von Prozessparametern
Nach Erhalt einer Teiledatei und einer Reihe von Anforderungen von einem Benutzer führt das System zunächst eine Herstellbarkeitsanalyse durch. Es greift auf eine gespeicherte Datenbank mit sehr engen Prozessparametern zurück, die sich für verschiedene Kupferlegierungen bewährt haben, um eine Simulation der Zykluszeit durchzuführen. Diese ausführliche Methode von CNC-Bearbeitungskosten Die Schätzung berücksichtigt Aspekte wie Werkzeugverschleißraten, die notwendigen Maschinenmerkmale sowie Nachbearbeitungsvorgänge und liefert so innerhalb von drei Minuten eine detaillierte Kostenaufschlüsselung.
Validierung und kontinuierliche Verbesserung der Genauigkeit
Daten von jedem abgeschlossenen Produktionsprojekt werden an den Angebotsalgorithmus zurückgesendet. Dieses geschlossene Kreislaufsystem vergleicht ständig die ursprünglichen Werte Zitat von Kupferteilen Vorhersage mit den tatsächlichen Produktionskosten und -zeiten. Dieser maschinelle Lernmechanismus passt die Kostenkoeffizienten und die Logik an, wodurch die Genauigkeit der Plattform von ≥96 % erhalten bleibt und sichergestellt wird, dass die Angebote sowohl wettbewerbsfähig als auch für Planungszwecke vertrauenswürdig sind.
Wir begegnen dem Problem der unvorhersehbaren Budgetierung, indem wir eine sofortige, transparente Kostenschätzung liefern, die fest auf realen Produktionsdaten basiert. Unser System bietet genaue Online-Angebote für kundenspezifische Kupferteile Dadurch können Kunden schnelle und sichere Beschaffungsentscheidungen treffen, Budgetüberschreitungen verhindern und ihren Beschaffungsprozess für komplizierte Komponenten optimieren.
Warum sollten Sie LS Manufacturing als Ihren Partner für die Verarbeitung von Kupferkomponenten wählen?
Auswahl eines Hersteller von Kupfermühlen erfordert einen Partner, der materielle Herausforderungen in verlässliche Ergebnisse umwandeln kann. Der Wert unserer Partnerschaft basiert auf nachgewiesener Umsetzung, spezialisierten Ressourcen und datengesteuerter Optimierung, die kontinuierlich die kritischen Kennzahlen erreicht. Die wichtigsten Unterscheidungsmerkmale sind:
Umfassende Materialkompetenz und Prozessstabilität
- Nachgewiesene Erfahrung: 12 Jahre und 183 dedizierte Kupferprojekte haben es uns ermöglicht, Haftung, Wärmemanagement usw. gründlich zu verstehen Präzisions-CNC-Fräsen für hochvolumige CNC-Fräsanforderungen .
- Quantifizierbares Ergebnis: Das im Laufe der Zeit angesammelte Wissen ist ein direkter Faktor für die Sicherstellung einer First-Pass-Qualifizierungsquote von 98,8 % , die mit den Projektzeitplänen der Partner übereinstimmt und zu kürzeren Validierungszyklen führt.
Spezialisiertes technisches Arsenal für Präzision
- Dedizierte Werkzeugbibliothek: Eine proprietäre Sammlung von 56 speziellen Werkzeuggeometrien und -beschichtungen ist einer der Vermögenswerte, die wir speziell für die einzigartigen Bearbeitungseigenschaften verschiedener Kupferlegierungen entwickelt haben.
- Gezielte Anwendung: Dadurch können wir für jede Funktion sofort die optimale Auswahl an Werkzeugen treffen, sei es für kleinste Details Fräsen elektrischer Bauteile oder starkes Schruppen, wodurch Effizienz und Oberflächenqualität erhalten bleiben .
Systematische Kostenoptimierung und Wertschöpfung
- Datengesteuerte Prozessverfeinerung: Unsere umfangreiche historische Projektdatenbank wird regelmäßig überprüft, um die bestmöglichen Möglichkeiten zur Verbesserung von Parametern, Werkzeuglebensdauer und Arbeitsablaufeffizienz zu finden.
- Direkter Kundennutzen: Der methodische Ansatz zur Produktionskostenanalyse ermöglicht es dem Team, im Vergleich zu branchenüblichen Praktiken kontinuierlich Kosteneinsparungen von über 30 % zu erzielen, was sich wiederum in einem echten finanziellen Mehrwert für 86 betreute Kunden niederschlägt.
Wir erfüllen die zentrale Herausforderung der Partnerschaft, indem wir eine hohe Produktionsausbeute und eine systematische, vorhersehbare Kostensenkung bieten. Mit unserer Methode, die durch spezielle Werkzeuge und empirische Prozessdaten unterstützt wird, legen wir eine zweifelsohne verlässliche Grundlage für die Beschaffung fest komplexe Kupferkomponenten . Dieses Maß an technischer Exzellenz macht uns zu einem strategischen Hersteller von Kupfermühlen für unternehmenskritische, kostensensible und sensible Anwendungen.
FAQs
1. Was ist die Mindestwandstärke für die Bearbeitung von Kupferteilen?
Die niedrigste Wandstärke beträgt bei normaler Bearbeitung 0,3 mm , bei Sonderbehandlungen kann sie 0,2 mm betragen. LS Manufacturing bietet eine Machbarkeitsstudie zur Bearbeitung an.
2. Wie schwierig ist es, Kupfer aus verschiedenen Materialien zu bearbeiten?
Reines Kupfer > Berylliumkupfer > Messing. LS Manufacturing bietet maßgeschneiderte Lösungen für die Bearbeitung entsprechend den Eigenschaften des Materials.
3. Was ist die Mindestoberflächenrauheit von Kupferteilen?
Mit Präzisions-CNC-Fräsen kann ein Ra0,4μm erreicht werden, und nach dem Polieren kann er Ra0,1μm erreichen.
4. Wie wird die Maßhaltigkeit bei der Bearbeitung von Kupferteilen sichergestellt?
Wir haben mehrere Methoden für die Massenproduktion entwickelt, bei denen die Maßabweichung ≤0,015 mm beträgt. Dazu gehören das Lösen der Eigenspannung, die Konstanthaltung der Temperatur während der Bearbeitung sowie der Einsatz spezieller Spannlösungen.
5. Bieten Sie Post- und Bearbeitungsdienste für Kupferteile an?
Um den unterschiedlichen Anwendungsanforderungen unserer Kunden gerecht zu werden, bieten wir eine breite Palette an Nachbearbeitungsdienstleistungen wie Galvanisieren, Passivieren und Polieren an.
6. Was ist die typische Vorlaufzeit für die Bearbeitung von Kupferteilen in kleinen Mengen?
Eine erste Probencharge dauert zwischen 5 und 7 Tagen, während eine kleine Charge zwischen 10 und 15 Tagen dauert. Darüber hinaus steht Ihnen unser Expressservice für Eilbestellungen jederzeit zur Verfügung.
7. Wie können die Kosten für die Bearbeitung von Kupferteilen gesenkt werden?
Dies kann durch eine Kombination mehrdimensionaler Ansätze wie Materialauswahl, Prozessänderungen und Losgrößenoptimierung erreicht werden, was zu Kosteneinsparungen von 30–45 % führen kann.
8. Was sind die Qualitätsprüfstandards für die Bearbeitung von Kupferteilen?
Dabei handelt es sich um den kompletten Satz an Tests für Maßhaltigkeit, geometrische Toleranzen, Oberflächenrauheit und Leitfähigkeit.
Zusammenfassung
Das CNC-Fräsen von Kupfermaterialien erfordert ein umfassendes professionelles Prozesstechnologiesystem und wissenschaftliche Methoden zur Kostenkontrolle. Durch gründliches Verständnis der Materialeigenschaften, Feinabstimmung der Verarbeitungsparameter und genaues Kostenmanagement kann die perfekte Kombination aus Qualität und Kosten realisiert werden. LS Manufacturing-Profi Lösungen zur Bearbeitung von Kupferteilen Dadurch sind wir in der Lage, unseren Kunden ein umfassendes Leistungsspektrum von der technischen Beratung bis zur Massenproduktion anzubieten.
Senden Sie uns jetzt Ihre Kupferteilzeichnungen und erhalten Sie Ihren exklusiven „Bericht zur Prozessoptimierung und Kostenanalyse der Kupfermaterialbearbeitung“ ! Die Spezialisten für die Bearbeitung von Kupferteilen von LS Manufacturing werden die Bearbeitungsherausforderungen aufschlüsseln, Vorschläge zur Parameteroptimierung machen und kostensparende Lösungen anbieten. Kontaktieren Sie uns, um ein kostenloses zu erhalten DFM-Analyse von Kupferteilen um Ihnen bei der Optimierung Ihres Designs zu helfen!
📞Tel: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. LS-Fertigungsdienstleistungen Es gibt keinerlei Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das LS Manufacturing-Netzwerk bereitstellt. Es liegt in der Verantwortung des Käufers. Erforderliche Teile Angebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen . Konzentrieren Sie sich auf maßgeschneiderte Fertigungslösungen. Wir verfügen über mehr als 20 Jahre Erfahrung mit über 5.000 Kunden und konzentrieren uns auf hochpräzise CNC-Bearbeitung. Blechfertigung , 3D-Druck , Spritzguss . Metallprägung und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen Sie LS Manufacturing. Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.lsrpf.com .


