
Servizi di fresatura CNC del rame incontrano spesso gravi difficoltà, come l'adesione dell'utensile del rame puro che causa una riduzione della durata dell'utensile del 60% , la rugosità superficiale dell'ottone che scende a Ra3.2 e il rame al berillio che si deforma di oltre 0,1 mm dopo il trattamento termico. Tali ostacoli determinano tassi di scarto superiori al 12% e costi superiori del 40% rispetto alla lavorazione dell’acciaio. Il motivo principale è l'utilizzo di parametri basati sull'acciaio su materiali in rame.
Diverse strategie possono cambiare completamente il volto dei servizi di fresatura CNC in rame . Con l'aiuto di 12 anni di esperienza e un record di 183 progetti , offriamo utensili specifici per il materiale, ottimizzazione dei parametri e controllo dei costi. Questo metodo completo non solo aumenta l'efficienza del 50% , ma riduce anche i costi del 30-45% , quindi è una soluzione diretta ai problemi associati alla lavorazione del rame.

Tabella di riferimento rapido per i servizi di fresatura CNC in rame
| Sezione | Punto chiave in breve |
| Proprietà dei materiali | Le leghe di rame ( ad esempio C11000, C10100 ) e il rame puro sono scelti per la loro superiore conduttività elettrica/termica. |
| Capacità di lavorazione | La gamma di servizi spazia dalla prototipazione alla produzione in serie di parti complesse con geometrie altamente precise. |
| Precisione e tolleranza | Funzionalità di fresatura ad alta precisione consentono il raggiungimento di tolleranze estremamente strette, normalmente da ±0,01 mm a ±0,05 mm . |
| Finitura superficiale | Vengono offerte diverse tecniche di post-elaborazione per il miglioramento della superficie (ad esempio lucidatura, placcatura, rivestimento). |
| Garanzia di qualità | Un controllo completo utilizzando unità di misura ad alta tecnologia ( CMM, comparatori ottici ) garantisce che il prodotto soddisfi i requisiti. |
| Supporto alla progettazione | Fornire studi di ingegneria e DFM (Design for Manufacturing) per facilitare la progettazione delle parti per la lavorazione. |
| Applicazioni comuni | Ampiamente impiegato nella produzione di componenti elettrici, dissipatori di calore, elettrodi EDM e parti di schermatura RFI/EMI. |
Ci concentriamo sulla produzione parti in rame ad alta precisione con geometrie complesse che svolgono un ruolo fondamentale nella gestione elettrica e termica. La gamma delle nostre offerte accelera l’intero processo di sviluppo del prodotto, dal prototipo alla produzione, garantendo allo stesso tempo la massima qualità e affidabilità. Forniamo una soluzione chiavi in mano che riduce la complessità della catena di fornitura e fornisce parti conformi ai criteri prestazionali più rigorosi.
Perché fidarsi di questa guida? Esperienza pratica da parte di esperti di produzione LS
Ci sono così tanti articoli sulla lavorazione del rame, quindi perché preoccuparsi di leggere questo? Non siamo teorici ma praticanti. Ogni singolo consiglio qui fornito non deriva da un accurato esperimento di laboratorio, ma piuttosto dalla nostra battaglia nel mondo reale contro le leghe dure, scadenze ravvicinate e progetti complessi. La nostra guida è stata testata e provata attraverso l'esperienza, quindi è in linea con gli elevati standard di organizzazioni come ASTM International e Istituto nazionale di standard e tecnologia (NIST) .
Abbiamo lavorato pezzi in cui un guasto nella gestione termica potrebbe far crollare un'intera server farm e in cui un errore nel contatto elettrico potrebbe fermare una catena di montaggio cruciale. Ogni volta, dalla prototipazione alla produzione completa, abbiamo imparato molto: come ottenere i migliori percorsi utensile per il rame puro appiccicoso, come gestire il calore in modo che le proprietà del materiale non vengano rovinate e come eseguire controlli di qualità almeno equivalenti a quelli riconosciuti dal NIST.
Questo manuale è un riassunto della conoscenza accumulata in quelle trincee. Forniamo descrizioni approfondite delle tecniche pratiche che consentono di combinare misure di risparmio sui costi con la precisione estremamente esigente necessaria per guide d'onda RF o connettori aerospaziali, facendo riferimento alle specifiche dei materiali certificate da ASTM Internazionale . Lo abbiamo capito attraverso la pratica e i nostri consigli sono qui per aiutarti a superare il prossimo progetto senza preoccupazioni e dubbi.
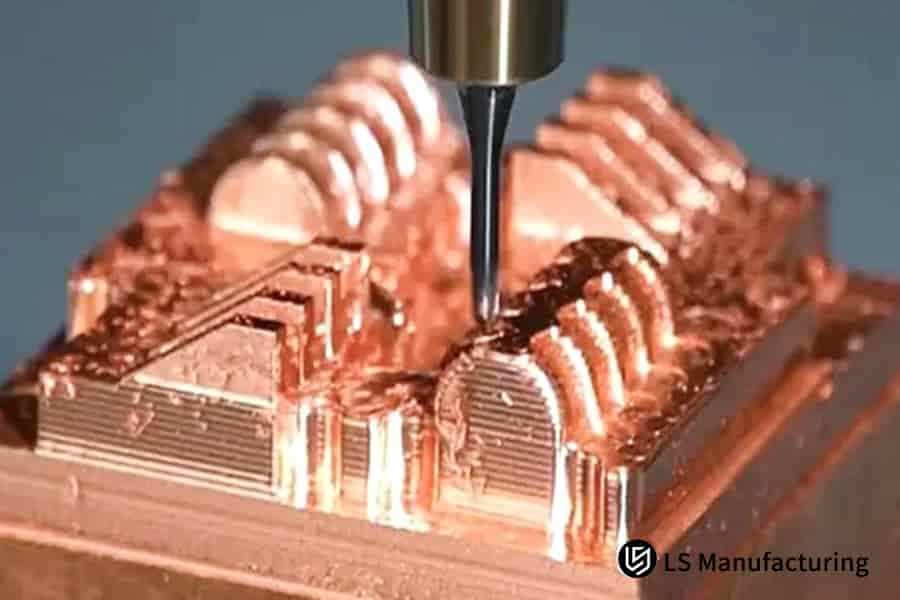
Figura 1: Produzione di parti in rame personalizzate e applicazioni di sviluppo di prototipi.
Quali sono le differenze fondamentali nelle caratteristiche di fresatura dei diversi materiali in lega di rame?
I servizi di fresatura CNC del rame che forniscono risultati di successo, soprattutto se eseguiti su piccola scala, devono essere ben pensati, poiché un approccio sbagliato comporterà l'usura dell'utensile, una scarsa finitura superficiale e lo scarto delle parti. Questa trattazione evidenzia le differenze nel comportamento delle due leghe di rame durante il processo di lavorazione: Rame Puro (C110) e Rame Berillio (C172) . Lo scopo principale è fornire agli ingegneri e ai responsabili degli acquisti consigli pratici e supportati dai dati per l'ottimizzazione dei processi, il risparmio dei costi e la garanzia della qualità delle parti in Applicazioni di fresatura CNC .
| Aspetto | Rame puro (C110) | Rame berillio (C172) |
| Sfida primaria | Materiale molto duttile e termicamente conduttivo ( ~400 W/(m·K) ) che causa adesione del materiale e grippaggio dei taglienti. | La durezza estrema (HRC 38-42) e l'abrasività provocano una rapida usura del fianco e le forze di taglio sono molto elevate. |
| Geometria ottimale dell'utensile | Gli utensili devono essere progettati con un angolo di spoglia positivo elevato ( 2 0-25° ) e le scanalature in ottone devono essere lucidate per un'efficiente evacuazione dei trucioli. | I bordi degli utensili devono essere resistenti, ben levigati e dotati di rivestimenti speciali ( come AlTiN ) per resistere all'abrasione e mantenere i bordi affilati. |
| Parametri di taglio chiave | Le velocità elevate del mandrino devono essere combinate con velocità di avanzamento moderate in Quantità minima di lubrificazione (MQL) per controllare il calore e l'adesione. | È possibile utilizzare cicli medio-bassi e alti ( 80-120 m/min ) con velocità di avanzamento continue e ben controllate per la gestione delle forze di taglio e della generazione di calore. |
| Ottimizzazione comprovata | L'analisi del database dei materiali di LS Manufacturing mostra che la giusta geometria del rompitruciolo può migliorare la produttività della lavorazione del rame puro di oltre il 60% . | L'utilizzo della strategia di taglio segmentato per il rame al berillio ha prolungato la durata media dell'utensile da 15 a 45 pezzi nel nostro fresatura CNC ad alto volume operazioni. |
In questo rapporto, presentiamo un quadro di selezione della strategia che sfrutta le proprietà intrinseche del materiale per guidare la scelta di una strategia: per il rame puro, combattere l’adesione e per il rame berillio, resistere alla lavorazione meccanica all’usura. Qui forniamo soluzioni con lavorazione del rame componenti di precisione che, oltre all'utilizzo di strumenti e strategie di parametri esatti, hanno generato risparmi diretti sui costi e miglioramento dell'affidabilità delle parti in scenari di fresatura CNC di alto valore e alta precisione .

Come risolvere i problemi legati all'incollaggio degli utensili e alla formazione di bordi di riporto durante la lavorazione di materiali in rame?
Fresatura di precisione del rame questo significa che l'efficienza e l'efficacia richiedono che i problemi persistenti di adesione dei materiali e di creazione del bordo costruito verso l'alto (BUE) siano adeguatamente risolti. Quando ciò accade, la qualità della superficie ne risente, gli utensili si consumano più velocemente e si verificano errori nella misurazione delle dimensioni. La nostra metodologia impiega un approccio integrato che combina soluzioni di utensili avanzate, gestione termica precisa e ottimizzazione dei parametri per fornire risultati affidabili e di alta qualità. Questo documento descrive in dettaglio le contromisure tecniche:
Selezione avanzata degli utensili e tecnologia di rivestimento
La misura protettiva più importante è la realizzazione di strumenti con rivestimenti nanocompositi che siano ultra, lisci e con un attrito molto basso ( coefficiente di attrito ≤ 0,3 ). Questi rivestimenti descritti insieme alle superfici inclinate lucidate riducono principalmente la tendenza all'adesione dei trucioli di rame verso il tagliente. Questo focalizzato Fresatura CNC L'approccio punta direttamente all'eliminazione della primissima adesione che provoca la formazione di BUE , garantendo così un flusso ininterrotto del truciolo e proteggendo così la forma dell'utensile.
Raffreddamento strategico e controllo preciso della temperatura
Utilizziamo sistemi di raffreddamento ad alta pressione (≥7 MPa) concentrati direttamente sull'interfaccia truciolo-utensile. Questo potente getto rimuove efficacemente i trucioli, interrompe l'effetto di saldatura e mantiene la temperatura della zona di taglio al di sotto di 150°C . Questa attenta regolazione termica è fondamentale per le parti di fresatura di precisione del rame poiché impedisce al materiale di diventare duttile, causa principale dell'adesione, quindi il processo di lavorazione diventa stabile.
Geometria dell'utensile e parametri di lavorazione ottimizzati
Oltre ai rivestimenti, viene modificata accuratamente la geometria dell'utensile. L'introduzione di utensili con angoli di spoglia negativi controllati ( da -5° a -8° ) migliora la resistenza del tagliente. Questo, insieme all'ottimizzato fresatura CNC complessa la macchina accelera e avanza per operazioni complesse, riduce le forze di taglio e lo stress da contatto. La nostra ricerca rivela che questa miscela può ridurre la presenza di BUE dell'80 % , il che significa processi stabili e parti finite migliori.
Questo approccio integrato di tre elementi: utensili rivestiti, raffreddamento potente, modifica dei parametri, mira alle cause fondamentali dell'adesione e del BUE. Produciamo fresature di rame di precisione costante con durata utensile prevedibile ed eccellente qualità superficiale ( Ra <0,8μm viene costantemente raggiunto ), quindi è possibile offrire un vantaggio tecnico affidabile alle applicazioni mission-critical in cui l'affidabilità è il valore fondamentale.
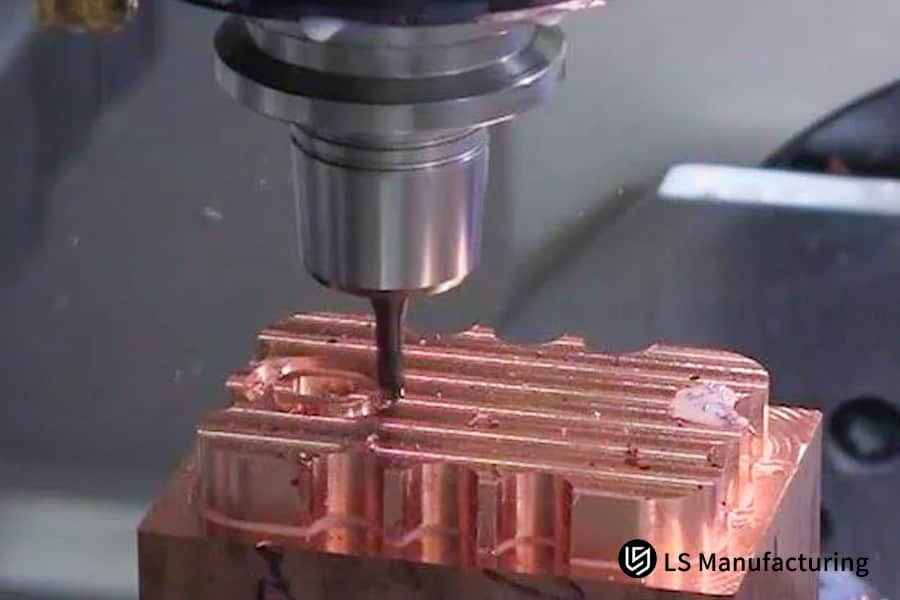
Figura 2: Fresatura di un componente in rame ad alta precisione per la lavorazione del prototipo e dimostrazione delle capacità del fornitore.
Come controllare la deformazione entro 0,02 mm durante la lavorazione di parti in rame a parete sottile?
Lavorazione parti in rame a parete sottile senza distorsioni dovute alle forze di taglio e alle sollecitazioni termiche è motivo di grande preoccupazione quando si cerca di ottenere tolleranze inferiori a 0,02 mm . Abbiamo sviluppato un protocollo generale di lavorazione di precisione che combina innovazione di processo, simulazione analitica e ambienti controllati: è la nostra soluzione a questo problema. Di seguito una breve descrizione dei principali punti tecnici della nostra strategia:
Strategia e sequenza di processi innovativi
Il nostro approccio si basa sulla rottura della gestione dello stress interno attraverso una strategia in più fasi .
- Lavorazione simmetrica: per rimuovere il materiale, programmiamo l'utensile in modo che lavori simultaneamente su entrambi i lati dell'elemento in modo che le tensioni residue siano bilanciate durante fresatura CNC ad alta velocità .
- Intermedi di riduzione dello stress: incorporiamo strategicamente intervalli per la riduzione dello stress nel mezzo del processo, evitando così che le fasi finali di fresatura di precisione del rame vengano distorte a causa delle sollecitazioni accumulate.
Progettazione avanzata di fissaggio e bloccaggio analitico
La progettazione delle attrezzature deve essere la massima priorità per il controllo della deformazione .
- Supporto flessibile multipunto: implementiamo dispositivi personalizzati dotati di un supporto regolabile e conforme che aiuta a distribuire uniformemente la pressione di serraggio, eliminando così il rischio di distorsione localizzata.
- Soluzioni ottimizzate FEA: l'analisi degli elementi finiti viene utilizzata per simulare le forze di bloccaggio e taglio prima della produzione, consentendoci così di perfezionare la posizione e la pressione del supporto, assicurando così che anche i componenti a parete ultrasottile siano stabili.
Gestione termica e raffreddamento proattivi
Il controllo del calore è un prerequisito per prevenire l’espansione termica.
- Raffreddamento a bassa temperatura: utilizziamo la temperatura controllata del liquido refrigerante e un flusso diretto per mantenere uno stato termico stabile e basso nel pezzo durante complessa fresatura del rame .
- Lavorazione isotermica: questa tecnica riduce i gradienti termici quasi a zero. Di conseguenza, il materiale si comporta in modo prevedibile e le dimensioni delle parti realizzate in un lotto rimangono costanti .
Combinando sollecitazione, percorsi utensile bilanciati, fissaggi verificati dalla FEA e controllo del processo isotermico, siamo in grado di produrre parti in rame a parete sottile con deformazioni inferiori a 0,015 mm e rese del lotto superiori al 98% . Un livello così elevato di sofisticazione tecnica offre un vantaggio competitivo assolutamente convincente per quelle applicazioni in cui è richiesta una stabilità geometrica ad un livello estremo.
Quali sono i fattori chiave che influiscono sul costo della fresatura CNC di parti in rame?
Previsione accurata dei costi per Fattori di costo della fresatura CNC è fondamentale per il budget del progetto e l’approvvigionamento strategico. Questa analisi individua e misura i tre fattori di costo più significativi nella lavorazione del rame: materiale, attrezzature e manodopera. Comprenderne il peso consente un’ottimizzazione mirata dei costi e consente decisioni di ingegneria del valore per ottenere la massima efficienza finanziaria senza compromettere la qualità.
| Categoria di costo | Focus sull'impatto quantitativo e sull'ottimizzazione |
| Costi dei materiali | È normale che i costi dei materiali costituiscano il 45-60% del costo complessivo; ad alto volume Progetti di fresatura CNC , l'obiettivo principale dell'ottimizzazione è il dimensionamento strategico dei pezzi grezzi e l'efficienza del piazzamento per ridurre gli sprechi. |
| Utensili e materiali di consumo | Questi costituiscono il 15-25% del costo; l'obiettivo principale è aumentare drasticamente la durata dell'utensile utilizzando geometrie/rivestimenti appositamente progettati e l'ottimizzazione del processo, riducendo così direttamente il costo per pezzo. |
| Tempo di lavorazione (manodopera/spese generali) | Questa parte rappresenta il 20-30% del costo; il motivo principale per raggiungere l'efficienza è ridurre i tempi di ciclo utilizzando parametri ottimizzati e alta velocità avanzata Tecniche di fresatura CNC . |
| Impatto dell'ottimizzazione integrata | La simulazione di LS Manufacturings rivela che combinando gli effetti dell'estensione della durata dell'utensile (del 50-80% ) e dell'ottimizzazione dei parametri di lavorazione , il costo totale del progetto può essere ridotto del 30-45% . |
Questo articolo scompone i fattori di costo con dati quantificabili, presentando così una tabella di marcia mirata Ottimizzazione dei costi di fresatura CNC . Affrontiamo i problemi dei clienti offrendo un approccio ingegneristico dal valore mirato, che include l'ottimizzazione dell'utilizzo dei materiali, l'estensione della durata dell'utensile e la riduzione dei tempi di lavorazione per ridurre in modo efficiente il costo totale di proprietà dei componenti di precisione in rame . L’uso di un tale approccio supportato dai dati è un must per l’approvvigionamento competitivo in progetti altamente tecnici e sensibili ai costi.

Figura 3: Fresatura CNC di una parte in rame ad alta precisione per lo sviluppo del prototipo e l'analisi dei costi di produzione.
Come può essere ottimizzata la strategia di produzione dei componenti in rame, dalla prototipazione alla produzione di massa?
C'è un diavolo nei dettagli quando si tratta lavorazione prototipi in rame essere trasformato in una produzione batch efficiente, ovvero ottenendo un equilibrio ideale tra velocità, costo e qualità. Una strategia di produzione non adeguatamente ottimizzata comporta cicli di sviluppo più lunghi e costi per pezzo più elevati. Attraverso un processo passo dopo passo, combiniamo diversi aspetti del processo, massimizzando così il valore e consentendo uno scale-up graduale. L’approccio sottostante è suddiviso in tre fasi progressive:
Prototipazione rapida: raggiungimento della validazione funzionale
Innanzitutto, questa fase è impostata per essere eseguita il più velocemente possibile per supportare una rapida iterazione della progettazione. Utilizziamo utensili generici e parametri relativamente aggressivi ma comunque stabili per la fresatura CNC ad alta velocità . Lo scopo è produrre parti funzionali in 3-5 giorni per la verifica fisica di forma, idoneità e funzionalità. I dettagli sui tempi di ciclo e sulle prestazioni degli utensili vengono conservati per la successiva fase della strategia di produzione in base ai dati ottenuti.
Lotto pilota: perfezionamento del processo e benchmarking dei costi
La validazione del progetto è completata; quindi l'attenzione del processo si sposta sull'ottimizzazione attraverso la produzione in piccoli volumi. Sulla base dei dati del prototipo, rielaboriamo i parametri di taglio, scegliamo gli strumenti migliori e impostiamo la prima linea di base del controllo qualità. IL complesso processo di macinazione del rame è stabilizzato in questa fase, i colli di bottiglia a vengono separati e viene stabilito il costo per parte ripetibile reale che può essere utilizzato per la proiezione della produzione su vasta scala.
Produzione su vasta scala: ottimizzazione dei costi a volume
Per ordini maturi e di volume elevato, passiamo ad attrezzature dedicate, strumenti specializzati e flussi di lavoro semplificati. L'implementazione di strategie come il dimensionamento ottimale dei lotti ( 30-100 pezzi ) massimizza l'utilizzo delle apparecchiature e riduce al minimo i costi di installazione. Questo approccio dedicato, supportato dalle nostre analisi di produzione, raggiunge in modo affidabile la riduzione dei costi prevista del 25-35% rispetto al ridimensionamento non ottimizzato.
Lavorando sulle priorità del processo nelle fasi di produzione come velocità, perfezionamento e quindi efficienza, siamo in grado di adattare economicamente la lavorazione del prototipo in rame alla produzione in serie utilizzando il primo concetto. Offriremo tempi di sviluppo ridotti, costi prevedibili e aumento dei volumi senza soluzione di continuità. Pertanto, forniamo un vantaggio decisivo nel campo della componente di precisione in rame produzione sul mercato in modo competitivo.
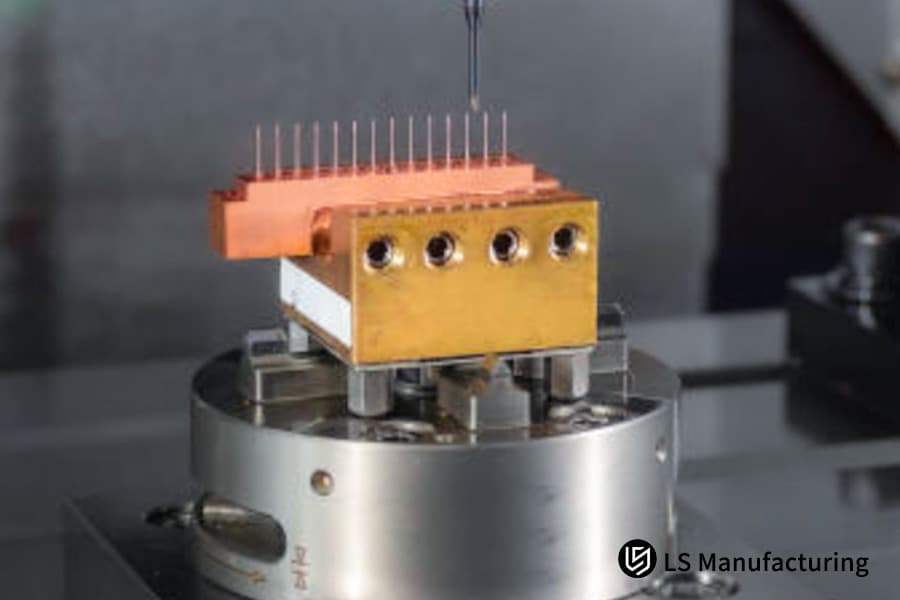
Figura 4: Fresatura CNC di un componente in rame di precisione per la lavorazione di prototipi e la produzione di parti personalizzate.
LS Manufacturing Industria dei veicoli a nuova energia: progetto personalizzato per i cappucci terminali degli avvolgimenti in rame dei motori
Questo Caso di studio sui veicoli a nuova energia descrive in dettaglio una sfida di produzione critica che coinvolge la fresatura CNC ad alta precisione della calotta terminale in rame di un motore. Il cliente aveva problemi con i tempi e i costi di produzione poiché la ragione principale era la distorsione termica, il problema che il suo fornitore aveva nella lavorazione dei cappucci in rame . La soluzione è stata un piccolo miglioramento della strategia di raffreddamento:
Sfida del cliente
Il cliente, un importante produttore di NEV, voleva un motore lavorazione fondello in rame con un diametro di 200 mm e una tolleranza critica di planarità di 0,02 mm . Tuttavia, il loro precedente fornitore ha quindi lavorato con una deformazione termica che ha causato solo una planarità di 0,08 mm e un tasso di graffiatura del 30% . Ciò ha messo a rischio direttamente il progetto e il programma della catena di montaggio dei motori a causa della fornitura di componenti inaffidabile e dell'aumento dei costi.
Soluzione di produzione LS
Abbiamo introdotto a soluzione di fresatura CNC personalizzata basato principalmente su lavorazioni criogeniche con l'utilizzo di un getto di raffreddamento ad azoto liquido proprio nel punto di applicazione. Questo innovativo metodo di raffreddamento mantiene il pezzo a una temperatura molto bassa in modo molto controllato, rendendo la dilatazione termica trascurabile. Insieme a questo, abbiamo utilizzato un nuovo dispositivo di localizzazione a 12 punti e modificato i parametri del mandrino per ottenere una fresatura stabile e priva di vibrazioni, che era la soluzione diretta al problema della distorsione.
Risultati e valore
Alla fine della giornata, la planarità della parte è stata mantenuta ripetutamente entro 0,015 mm , un valore che andava oltre le specifiche. Il tasso di qualificazione delle parti è salito al 99,2% , quindi non sono stati prodotti rifiuti. L' affidabile processo di produzione ha aiutato notevolmente il cliente a ridurre il ciclo di consegna del 40% e, allo stesso tempo, ha assicurato un risparmio sui costi di 1,2 milioni di RMB su base annua garantendo un assemblaggio puntuale ed eliminando il costo degli scarti.
Questo progetto è un perfetto esempio di come operiamo di fronte a complesse sfide termiche nella fresatura di precisione del rame . Attraverso lo sviluppo mirato e l'implementazione di un processo di produzione criogenico, siamo stati in grado di offrire affidabilità misurabile e risparmi sui costi. Riflette anche la nostra competenza tecnica nel soddisfare i requisiti dei componenti mission-critical nel settore altamente competitivo dei veicoli elettrici.
Siete alle prese con la distorsione termica nella macinazione del rame che influisce sui vostri rendimenti? Lascia che il nostro comprovato processo di lavorazione criogenica replichi questa precisione per il tuo progetto.

Come valutare le capacità tecniche di un fornitore di componenti in rame?
Assumere a Fornitore di lavorazione del rame CNC per il tuo progetto non significa solo confrontare preventivi ma anche una dettagliata valutazione tecnico forense delle loro capacità di risoluzione dei problemi. I veri professionisti mostrano le proprie capacità fornendo risultati quantificabili nella risoluzione di problemi difficili piuttosto che condividendo un ampio elenco di attrezzature. Un processo approfondito di selezione dei fornitori dovrebbe includere almeno:
Verifica del processo in loco e audit delle capacità
Ti suggeriamo di ispezionare personalmente la fabbrica del fornitore per questi compiti critici di precisione.
- Demo dal vivo della lavorazione di pareti sottili: dovresti chiedere loro di lavorare un pezzo di prova in rame con una parete sottile di 0,8 mm per verificare immediatamente la loro fresatura del rame a bassa distorsione competenze.
- Metrica chiave: La planarità del componente finale deve essere ≤0,025 mm , che sarà una misura diretta della loro abilità nella gestione delle forze di bloccaggio, della strategia del percorso utensile e della gestione termica.
Valutazione di strumenti specializzati e database dei materiali
Un indicatore della profondità tecnica è il loro aumento degli investimenti in risorse specifiche del processo.
- Libreria dedicata di utensili in rame: verificare se il fornitore dispone di una libreria di utensili in rame ben mantenuta, con utensili con geometrie e rivestimenti specificatamente ottimizzati per le diverse leghe di rame , un fattore molto importante per ottenere risultati coerenti fresatura del rame di alta qualità .
- Database dei parametri: Un fornitore esperto utilizzerà i dati storici di lavorazione per prevedere e ottimizzare con precisione le prestazioni per i nuovi progetti , riducendo così al minimo tentativi ed errori.
Revisione di casi di studio documentati e risoluzione dei problemi
La performance passata è la migliore guida. Guarda la storia del loro progetto attraverso la lente dei casi documentati.
- Casi di studio complessi: Richiedi rapporti dettagliati di progetti precedenti in cui erano coinvolti il controllo della distorsione termica, la fresatura di cavità profonde o la necessità di finitura superficiale ultra.
- Analisi della soluzione: capire come hanno identificato la situazione, lavorato sulla soluzione e ottenuto miglioramenti misurabili in termini di rendimento, precisione o costi.
Stiamo affrontando la questione principale della selezione dei fornitori pubblicando qui un quadro di audit basato su prove. Non solo distingue il fornitore di lavorazione del rame la capacità di controllo della distorsione, la gestione di utensili speciali e complessa fresatura di precisione del rame , ma conferma anche la competenza tecnica del produttore per la produzione di componenti di alto valore.
In che modo il sistema di quotazione online calcola con precisione il costo della lavorazione di parti in rame?
La stima convenzionale dei costi per le parti in rame personalizzate tende generalmente a essere lenta e imprecisa poiché dipende in gran parte da calcoli manuali che spesso trascurano fattori essenziali. Forniamo un supporto dati preventivo in linea motore che interpreta una specifica tecnica complessa in un prezzo accurato e aggiornato. Il valore fondamentale del sistema risiede nella sua capacità di simulare i costi effettivi di produzione con una precisione superiore al 96% , rivoluzionando così i processi RFQ (Request for Quotation):
Algoritmo dei costi multivariabile e basato sui dati
Il sistema non si limita a semplici calcoli di volume ma applica coefficienti dinamici ai principali fattori di costo. Ad esempio, assegna automaticamente fattori di materiale specifici ( ad esempio, 2,2x per rame berillio, 1,5x per C110 puro ) e fattori di precisione ( ad esempio, 1,8x per IT6, caratteristiche di qualità ). Esegue inoltre un'analisi di un modello 3D per attribuire un fattore di complessità alle caratteristiche che necessitano di specializzazione fresatura CNC ad alta precisione strategie, quindi la proposta rifletterà veramente lo sforzo di lavorazione.
Integrazione in tempo reale dei parametri di processo
Dopo aver ricevuto un file di parti e una serie di requisiti da un utente, il sistema esegue innanzitutto un'analisi di producibilità. Consulta un database memorizzato di parametri di processo molto rigidi che sono stati testati per varie leghe di rame per effettuare una simulazione del tempo di ciclo. Questo metodo approfondito di Costo della lavorazione CNC la stima prende in considerazione aspetti quali il tasso di usura degli utensili, le caratteristiche necessarie della macchina, nonché le operazioni di finitura, e fornisce quindi una ripartizione dettagliata dei costi entro tre minuti.
Convalida e miglioramento continuo dell'accuratezza
I dati di ogni progetto di produzione finito vengono rinviati all'algoritmo di preventivazione. Questo sistema a ciclo chiuso confronta costantemente l'iniziale preventivo parti in rame previsione con i costi e i tempi di produzione reali. Questo meccanismo di apprendimento automatico regola i coefficienti e la logica dei costi, preservando così il livello di precisione della piattaforma pari a ≥96% e assicurando che i preventivi siano competitivi e affidabili ai fini della pianificazione.
Affrontiamo il problema del budget imprevedibile fornendo una stima dei costi immediata e trasparente, saldamente basata su dati di produzione reali. Il nostro sistema fornisce preventivi online accurati per parti in rame personalizzate , consentendo ai clienti di prendere decisioni rapide e sicure in materia di approvvigionamento, evitare sforamenti del budget e ottimizzare il processo di approvvigionamento per componenti complicati.
Perché scegliere LS Manufacturing come partner per la lavorazione di componenti in rame?
Scegliendo un produttore di fresatura del rame richiede un partner in grado di trasformare le sfide materiali in risultati affidabili. Il valore della nostra partnership si basa su un'esecuzione dimostrata, risorse specializzate e ottimizzazione basata sui dati che raggiungono continuamente i parametri critici. I principali differenziatori sono:
Profonda competenza sui materiali e stabilità del processo
- Esperienza comprovata: 12 anni e 183 progetti dedicati al rame ci hanno permesso di comprendere a fondo l'adesione, la gestione termica e fresatura CNC di precisione per esigenze di fresatura CNC di grandi volumi .
- Risultato quantificabile: La conoscenza accumulata nel tempo è un fattore diretto per garantire un tasso di qualificazione al primo passaggio del 98,8% , che è in linea con le tempistiche del progetto dei partner e si traduce in meno cicli di convalida .
Arsenale tecnico specializzato per la precisione
- Libreria di utensili dedicata: Una raccolta proprietaria di 56 geometrie e rivestimenti di utensili specializzati è una delle risorse che abbiamo sviluppato appositamente per le caratteristiche di lavorazione uniche di varie leghe di rame .
- Applicazione mirata: questo ci consente di selezionare immediatamente e in modo ottimale gli strumenti per ciascuna funzionalità, sia per i dettagli più minuti fresatura di componenti elettrici o sgrossatura pesante, preservando così efficienza e qualità superficiale .
Ottimizzazione sistematica dei costi e fornitura di valore
- Perfezionamento dei processi basato sui dati: il nostro enorme database storico dei progetti viene regolarmente esaminato per trovare i migliori modi possibili per migliorare i parametri, la durata degli utensili e l'efficienza del flusso di lavoro .
- Vantaggio diretto per il cliente: l'approccio metodico all'analisi dei costi di produzione consente al team di ottenere costantemente un risparmio sui costi superiore al 30% rispetto alle pratiche standard del settore, che di per sé si traduce in un valore finanziario reale per 86 clienti serviti.
Affrontiamo la sfida principale della partnership offrendo una produzione ad alto rendimento e una riduzione sistematica dei costi prevedibile. Con il nostro metodo, supportato da strumenti specializzati e dati di processo empirici, poniamo una base indiscutibilmente affidabile per l'approvvigionamento componenti complessi in rame . Questo livello di eccellenza tecnica ci rende un produttore strategico di fresatura del rame per applicazioni mission-critical, costose e sensibili.
Domande frequenti
1. Qual è lo spessore minimo della parete per la lavorazione di pezzi in rame?
Lo spessore minimo di una parete per lavorazioni normali è 0,3 mm , mentre con trattamenti speciali può essere 0,2 mm . LS Manufacturing offre uno studio di fattibilità della lavorazione.
2. Quanto è difficile lavorare il rame di vari materiali?
Rame puro > Rame berillio > Ottone. LS Manufacturing fornisce soluzioni personalizzate per la lavorazione in base alle caratteristiche del materiale.
3. Qual è la rugosità superficiale minima delle parti in rame?
Con la fresatura CNC di precisione , è possibile ottenere Ra0,4μm e, dopo la lucidatura, può essere Ra0,1μm .
4. Come viene garantita la stabilità dimensionale durante la lavorazione dei pezzi in rame?
Abbiamo sviluppato diversi metodi per la produzione di massa in cui la variazione dimensionale è ≤0,015 mm . Questi includono il rilascio dello stress interno, il mantenimento della temperatura costante durante la lavorazione e l'utilizzo di soluzioni di bloccaggio speciali.
5. Fornite servizi di post-elaborazione per parti in rame?
Offriamo una vasta gamma di servizi di post-elaborazione come galvanica, passivazione e lucidatura per soddisfare le diverse esigenze applicative dei nostri clienti.
6. Qual è il tempo di consegna tipico per la lavorazione di pezzi in rame in piccoli lotti?
Un lotto iniziale di campioni richiede dai 5 ai 7 giorni mentre un lotto piccolo richiede dai 10 ai 15 giorni . Inoltre, il nostro servizio rapido è sempre a tua disposizione per gli ordini urgenti.
7. Come si possono ridurre i costi di lavorazione dei pezzi in rame?
Ciò può essere fatto attraverso una combinazione di approcci multidimensionali come la selezione dei materiali, le modifiche del processo e l’ottimizzazione delle dimensioni dei lotti, che possono portare a risparmi sui costi del 30-45% .
8. Quali sono gli standard di controllo qualità per la lavorazione di parti in rame?
Significa l'insieme completo di test per l'accuratezza dimensionale, le tolleranze geometriche, la rugosità superficiale e la conduttività.
Riepilogo
La fresatura CNC di materiali in rame richiede un sistema tecnologico di processo professionale completo e metodi scientifici di controllo dei costi. Comprendendo a fondo le proprietà dei materiali, perfezionando i parametri di lavorazione e gestendo accuratamente i costi, è possibile realizzare la perfetta combinazione di qualità e costo. Professionista della produzione LS soluzioni per la lavorazione di pezzi in rame sono quindi in grado di fornire ai clienti una gamma completa di servizi dalla consulenza tecnica alla produzione in serie.
Inviaci subito i disegni delle parti in rame e ottieni il tuo esclusivo "Rapporto sull'ottimizzazione del processo di lavorazione del materiale in rame e sull'analisi dei costi" ! Gli specialisti della lavorazione di parti in rame di LS Manufacturing analizzeranno le sfide della lavorazione, forniranno suggerimenti per l'ottimizzazione dei parametri e forniranno soluzioni di risparmio sui costi. Contattaci per ottenere un servizio gratuito Analisi DFM della parte in rame per aiutarti a ottimizzare il tuo design!
📞Tel: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi di produzione LS Non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione attraverso la rete LS Manufacturing. È responsabilità dell'acquirente. Richiedere parti preventivo Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Squadra di produzione LS
LS Manufacturing è un'azienda leader del settore . Focus su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sulla lavorazione CNC ad alta precisione, Produzione di lamiere , Stampa 3D , Stampaggio ad iniezione . Stampaggio metalli e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. scegli LS Manufacturing. Questo significa efficienza nella selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


