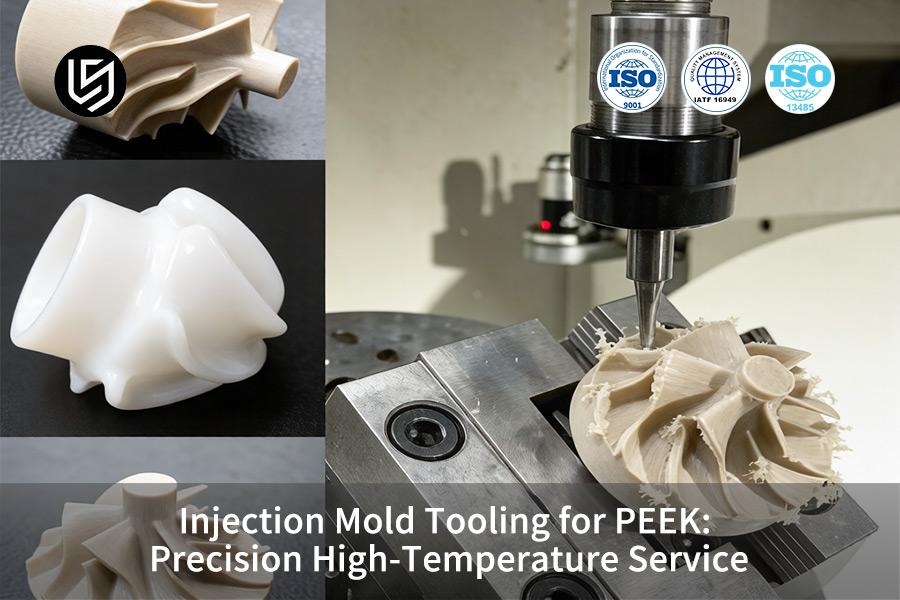
Service d'outillage de moulage par injection PEEK fourni par LS Manufacturing commence par une réalisation importante pour les acheteurs de haute précision du monde entier qui étudient les matériaux utilisés dans les moules d'injection plastique ; l'acier conventionnel ne peut pas résister aux exigences énoncées par PEEK. Le moule doit être fonctionnel au-dessus de 200°C , mais les moules traditionnels ont tendance à se gripper ou à tomber en panne prématurément en raison d'un manque de stabilité de la température lors d'une utilisation prolongée.
Pour résoudre ce problème, notre service d'outillage de moulage par injection PEEK utilise de l'acier trempé S136 importé (HRC 52-54) et notre technologie unique de refroidissement conforme multiphysique pour limiter la variation de température du moule à ± 1°C . Nous garantirons des processus de fabrication à haute efficacité grâce à notre analyse DFM expérimentée et à notre gestion du cycle de vie de bout en bout, transformant les outils complexes en une ressource de qualité fiable pour les équipementiers, comme indiqué ci-dessous.
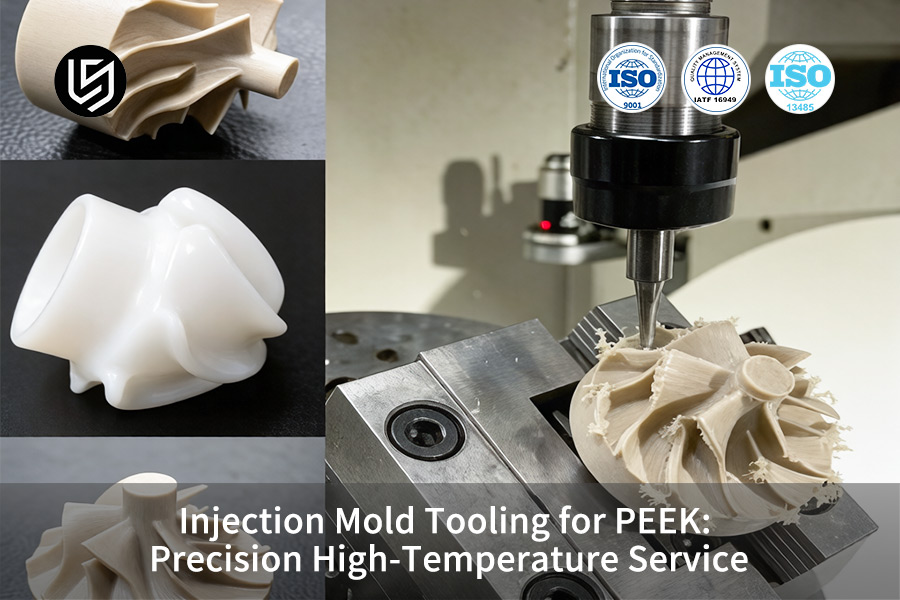
Outillage de moulage par injection pour PEEK : référence rapide pour le service haute température
| Défi d'outillage | Solution d'ingénierie pour le moulage PEEK | Résultat du processus de moulage |
| Résistance à l'usure abrasive | Utilisation d'acier à outils de haute qualité ( H-13, S-7 ) et de revêtements avancés ( CrN, DLC ). | Augmente la durée de vie de l'outil, garantit la précision dimensionnelle et diminue la fréquence de maintenance. |
| Fonctionnement à haute température | Conception d'outillage de moulage par injection capable d'une utilisation à long terme à 165-200°C avec un chauffage uniforme et un stress thermique minimum. | Assure une température stable du moule et empêche un refroidissement prématuré. |
| Résistance à la corrosion | Sélection spéciale d’acier résistant à la corrosion et application d’un revêtement de surface approprié pour les outils. | Protège contre l'érosion de surface due à la formation d'acide lors du processus PEEK. |
| Ventilation pour le dégazage | Micro-ventilation qui permet l'évacuation des gaz et de la vapeur lors de l'injection. | Empêche l'apparition de marques de brûlure, de tirs courts et de vides. |
| Notre conception de canaux chauds | Systèmes à vannes et chauffage interne avec contrôles de température individuels pour chaque goutte. | Garantit un temps de séjour minimal du matériau dans les canaux chauds pour éviter la dégradation et l'égouttement . |
| Résultat : outillage stable en production | Conception de moules spécifiquement adaptée aux exigences uniques du PEEK, garantissant performances et durabilité . | Produit des composants de haute qualité et performants répondant aux spécifications aérospatiales et médicales les plus strictes. |
Points clés à retenir :
- Le matériau dicte l'outillage : les matériaux de moule standard se détériorent rapidement ; Le PEEK a besoin de moules durs, revêtus et résistants à la corrosion .
- La gestion de la chaleur est systémique : l'ensemble du moule, y compris les noyaux, les cavités et les canaux chauds, doit être optimisé pour une exposition thermique à long terme.
- La ventilation n'est pas négociable : la ventilation est essentielle pour produire des pièces sans défaut en raison des températures élevées impliquées dans Traitement des moules à injection PEEK .
- L'objectif est la stabilité du processus : le moule est un système créé pour garantir un processus thermique et de remplissage cohérent pour chaque cycle de moulage.
Pourquoi faire confiance à ce guide ? Expérience pratique des experts de fabrication LS
De nombreux articles peuvent être trouvés concernant les caractéristiques du matériau PEEK . Cependant, cet article a la particularité de provenir des auteurs eux-mêmes qui conçoivent et fabriquent quotidiennement à des températures élevées les moules utilisés pour former ce plastique. Notre approche de la conception et des tests de moules est intrinsèquement synchronisée avec les directives strictes fournies par le Organisation internationale de normalisation (ISO) .
Nos moules sont utilisés pour fabriquer des dispositifs médicaux tels que des implants rachidiens, des pièces aérospatiales pour les systèmes de carburéacteur et des équipements de manipulation de semi-conducteurs . Les expositions intenses à la chaleur et aux produits chimiques auxquelles ces industries sont confrontées nécessitent des matériaux d’outillage qui dépassent les normes normales de l’industrie. Nos choix d'alliages d'acier, nos conceptions de canaux de refroidissement et nos traitements de surface ont été établis pour satisfaire aux critères rigoureux d'ingénierie mécanique définis par Société américaine des ingénieurs en mécanique (ASME) .

Figure 1 : Le moule s'ouvre et les broches d'éjection soulèvent une pièce finie en PEEK blanc de la cavité de précision pour inspection.
Pourquoi le choix d'un service professionnel d'outillage de moulage par injection PEEK est-il essentiel pour le succès à haute température ?
Un traitement approprié du PEEK implique de contrôler la cristallisation dans un moule fonctionnant entre 180°C et 220°C . Une mauvaise gestion thermique entraîne des propriétés mécaniques incohérentes et une défaillance potentielle sur le terrain. Ce qui suit est un aperçu de notre approche technique qui garantit une stabilité à haute température et une cohérence de cristallinité :
Surmonter l'inertie thermique grâce au chauffage zonal haute puissance
Il existe certaines lacunes dans les systèmes d'huile standard en ce qui concerne leur capacité à atteindre et à maintenir la température de moule supérieure à 220 °C . Notre service d'outillage de moulage par injection PEEK utilise notre technologie brevetée de chauffage zonal à haute puissance intégrée à l'outil. Cela garantit un chauffage rapide et homogène sans risque de créer des zones froides qui provoqueraient une solidification prématurée du matériau, provoquant un remplissage incomplet du solutions complexes d'outillage de moulage par injection .
Gouverner la cristallinité grâce à la conception de processus scientifiques
Le contrôle de la cristallinité est une conception de procédé qui n'est pas automatique. Il s’agit de coordonner le comportement thermique avec les caractéristiques rhéologiques, à partir desquelles seront déterminées les pressions et vitesses de refroidissement requises. Cette conception de processus scientifique régule le comportement de cristallisation du polymère, améliorant ainsi les attributs physiques des composants PEEK .
Validation des performances via la métrologie et les tests comparatifs
Le succès se définit par comparaison. Cristallinité des coupons standards, moulés via un outillage régulier, et cristallinité de outillage de moulage par injection de haute précision est testé avec DSC. Il en résulte une réduction empirique de la variation de cristallinité de 40 % . Pour être plus précis, nous pouvons prouver que les outils de moulage par injection à grand volume présentent toujours les mêmes performances en termes de résistance à la traction et de résistance chimique.
Atténuer les risques sur le terrain grâce à un refroidissement technique et à une gestion du stress
Le processus de refroidissement après moulage est méticuleusement effectué pour établir les structures cristallines développées et éviter l'apparition de contraintes. La conception des moules d'injection que nous développons est réalisée en tenant compte de la configuration et de la séquence de refroidissement afin d'éviter la formation d'accumulateurs de contraintes, qui peuvent entraîner des fractures de contrainte, protégeant ainsi nos clients contre la responsabilité et le développement. outillage de moulage par injection durable .
Ce livre blanc détaille les principales considérations techniques (conception thermique, science des processus et validation ) qui définissent notre offre de services. Nous nous concentrons sur le parcours technique concret qui garantit la cohérence de la cristallinité , de la science des matériaux à la performance sur site, vous offrant ainsi un avantage concurrentiel certain.

Comment les outils de moulage de précision à haute température peuvent-ils maintenir des tolérances au niveau du micron sous une chaleur extrême ?
Atteindre une précision tolérante au micron dans moulage à haute température est intrinsèquement gênée par les propriétés de dilatation thermique connues mais irrégulières de l'acier à outils. L'outillage traditionnel devient obsolète en raison des changements de taille dus au chauffage, créant des écarts de tolérance et des problèmes de flash. Notre solution résout d'emblée le problème de dérive thermique en concevant l'outil à température ambiante pour des performances optimales dans des conditions opérationnelles :
Conception dimensionnelle proactive via l'ingénierie prédictive
- Approche principale : En concevant dès le départ la dilatation thermique, nous tenons compte de tout changement dimensionnel qui se produira à des températures élevées .
- Exécution technique : grâce à la FEA, nous sommes en mesure de simuler et de prédire les propriétés précises de dilatation thermique de chaque noyau et bloc d'empreinte à la température du moule désignée, par exemple 200 °C .
- Résultat : Le modèle CAO de l'outil est délibérément plus petit à température ambiante pour intégrer une compensation précise de la dilatation thermique dans sa conception afin d'atteindre les dimensions souhaitées aux températures de fonctionnement.
Usinage ultra-précis pour réaliser une géométrie compensée
- Protocole d'usinage : La conception compensée est fabriquée via un processus d'usinage connu sous le nom d'usinage CNC à 5 axes effectué à des vitesses de broche très élevées (par exemple, 24 000 tr/min ).
- Détail critique : Les surfaces de séparation et les zones d'étanchéité importantes sont usinées à l'aide d'un espace de pré-compensation soigneusement planifié, généralement de l'ordre de 0,002 mm , un facteur important pour la gestion des tolérances .
- Capacité : La capacité à produire outillage de moule de précision à haute température qui peut contenir une tolérance de pièces de ± 0,01 mm même sous une charge thermique.
Validation de la fermeture de l'outil sous charge thermique opérationnelle
- Méthode de validation : les outils sont testés à des cycles complets de température et de pression de fonctionnement.
- Résultat mesuré : La fermeture du moule à température est validée, garantissant ainsi l'alignement du plan de joint. Cette approche entraîne l'élimination des bavures , qui se produisent en raison de l'écoulement du matériau à travers les espaces élargis des lignes de joint en raison de la chaleur.
- Avantage : Pas besoin de découpe une fois les moules formés, ce qui permet d'économiser jusqu'à 15 % sur les coûts de main-d'œuvre secondaires associés au outillage de moulage par injection à grand volume production.
Assurer la stabilité à long terme grâce à la science des matériaux
- Sélection des matériaux : Toutes les pièces clés sont fabriquées à partir d'aciers à outils haute température avec un coefficient de dilatation correspondant.
- Traitement thermique : Un traitement thermique moderne garantit que le matériau est stabilisé sous des charges thermiques répétées.
- Durabilité : Cette fondation permet au outillage spécialisé pour le moulage par injection pour maintenir sa précision compensée tout au long de son cycle de vie en production, nécessaire aux processus d'outillage de moulage par injection critiques .
Ce document explique le processus technique de simulation prédictive, de fraisage compensé et de vérification thermique qui constitue notre solution avancée d'outillage de moulage par injection . Nous proposons un solution d'outillage de moulage par injection qui va au-delà de la fabrication typique en abordant la dilatation thermique et en entraînant de réelles économies sous la forme d' élimination des bavures et de production fiable de pièces.
Figure 2 : Une cavité de moule en acier complexe refroidit et solidifie le matériau PEEK injecté pour un composant de dispositif médical personnalisé.
Quelles stratégies définissent le meilleur outillage de moulage par injection PEEK personnalisé pour les composants médicaux complexes ?
La production de dispositifs médicaux implantables ou à contact fluide utilisant le PEEK nécessite des outils capables de garantir une pureté et une précision totales. Les techniques de moulage normales sont sensibles à des facteurs tels que la contamination et l'incohérence qui mettent en danger la biocompatibilité et la certification. Cet article examine les approches d'ingénierie uniques impliquées dans la conception du outillage de moulage par injection PEEK personnalisé pour les normes de qualité médicale .
| Dimension stratégique | Mise en œuvre et résultat |
| Fondation matérielle et pureté | Sélectionnez des aciers de qualité supérieure (par exemple, ASSAB/BOHLER ) pour leur facilité de polissage et leurs propriétés anticorrosion, constituant la base de outillage de moulage par injection à haute intégrité . |
| Finition de surface pour la nettoyabilité | Fournit une finition de surface Ra 0,05 grâce à un processus de polissage à plusieurs niveaux pour éliminer les piqûres dans lesquelles les contaminants peuvent se cacher. |
| Conception de flux pour éviter la dégradation | Processus libre Conception de coureurs libres « pieds morts » qui empêchent les blocages et la dégradation thermique entraînant des points noirs. |
| Précision pour l'assemblage | Fabrication outillage de moulage par injection à tolérance serrée , qui est thermiquement compensé, garantissant que les attributs clés de l'assemblage sont moulés avec précision. |
| Cadre de validation et de conformité | Capacités au sein des processus de contrôle ISO 13485 qui génèrent une documentation vérifiable concernant la sortie validée des outils de moulage par injection . |
La solution proposée répond au problème fondamental de la conversion du PEEK en pièces propres, précises et biocompatibles . En garantissant que l'outillage n'est pas contaminé et que les dimensions sont exactes, le risque de validation et les goulots d'étranglement de production sont éliminés. Lorsque votre composant médical PEEK exige une pureté et une précision absolues, définissons le cahier des charges. Contactez-nous pour planifier une étude de faisabilité de l'outillage et définir un plan de projet.
Pourquoi investir dans la conception d’outils de moulage PEEK de haute précision est-il la clé pour réduire le coût total de possession ?
La sélection d'un outil sur la seule base de son coût initial ne prend pas en compte tous les coûts encourus tout au long du cycle de vie de l'outil en termes de délais de production, de maintenance et de variabilité. Le PEEK haute performance nécessite un outil de moulage PEEK de haute précision qui offre les avantages d'une optimisation totale des coûts en termes de longévité des outils et de prévisibilité de fabrication :
Ingénierie pour une durée de vie prolongée au-delà des cycles initiaux
Nos conceptions pour la longévité commencent dès le début. Les pièces d'usure telles que les broches de guidage et les bagues sont soumises à un traitement de surface de nitruration en profondeur qui augmente la dureté de leurs surfaces entre 60 et 62 HRC . Cela forme une barrière contre les propriétés abrasives des composés PEEK renforcés. Le produit final est un moule qui dure plus de 500 000 cycles sans subir d'usure significative, ce qui entraîne un investissement durable dans un outillage de moulage par injection haute performance .
Atténuation des contraintes thermiques pour l'intégrité structurelle
L’un des points de défaillance du moulage à haute température est le stress thermique et la corrosion du matériau du moule. Notre solution consiste à intégrer un système de chauffage indépendant avec équilibrage de zones pour éviter tout gradient thermique. Parallèlement à l’utilisation d’acier pour moules résistant à la corrosion, cela élimine tout risque de gerce thermique ou de grippage. Cela permet d'éviter les temps d'arrêt imprévus pour le soudage ou la maintenance afin de maintenir la précision de nos outillage de moulage par injection éprouvé en production .
Fabrication de précision pour une qualité constante des pièces
Nos conceptions pour la longévité commencent dès le début. Les pièces d'usure telles que les broches de guidage et les bagues sont soumises à un traitement de surface de nitruration en profondeur qui augmente la dureté de leurs surfaces entre 60 et 62 HRC . Cela forme une barrière contre les propriétés abrasives des composés PEEK renforcés. Le produit final est un moule qui dure plus de 500 000 cycles sans subir d'usure significative, ce qui représente un investissement durable dans outillage de moulage par injection de précision .
Intégration de systèmes pour le contrôle prédictif des processus
La véritable prévisibilité de la fabrication provient de processus reproductibles et contrôlés. L'outillage que nous concevons fonctionne harmonieusement avec les machines de moulage et les équipements de contrôle de processus de pointe. Grâce à cette interaction, il existe un contrôle en boucle fermée des variables importantes du processus. Cela garantit que tout problème est détecté avant qu'il ne conduise à des produits défectueux, garantissant ainsi des performances prévisibles de notre outillage de moulage par injection validé .
Le texte suivant décrit comment l'ingénierie , y compris la métallurgie, la gestion thermique, la fabrication de précision et l'intégration de systèmes, caractérise notre philosophie d'outillage. Plutôt que de fournir un simple moule, nous proposons une solution de production permettant de réduire le coût par pièce grâce à une disponibilité et une efficacité maximales. En optimisant les solutions d'ingénierie pour réduire le TCO , nous fournissons un retour sur investissement tangible pour les applications critiques.

Figure 3 : Processus d'outillage de moulage de précision à haute température en polymère PEEK-450G pour connecteurs automobiles à haute résistance.
Comment un fabricant expert d’outillage de moules PEEK résout-il les problèmes liés aux défauts des conduites d’écoulement ?
Les lignes d'écoulement et les marques de soudure en PEEK indiquent une hésitation du front d'écoulement et un refroidissement prématuré, ce qui peut compromettre l'intégrité structurelle. En tant qu'expert Fabricant d'outillage de moule PEEK , nous nous attaquons à la cause profonde (écoulement et température incohérents du polymère) grâce à une conception basée sur la physique. Notre approche utilise une simulation de flux avancée pour concevoir l'outil dès le départ afin d'éliminer complètement les défauts et d' obtenir une qualité esthétique supérieure :
Conception de coureurs basée sur la simulation pour le contrôle frontal
- Stratégie de base : Nous utilisons des propriétés d'écoulement amincissantes plutôt que des modèles conventionnels pour concevoir nos canaux.
- Exécution technique : à l'aide de simulations Moldflow à des températures de fusion réalistes (environ 380 °C ), nous prédisons le comportement du PEEK et créons un canal conique avec un diamètre hydraulique bien conçu .
- Résultat : Cela nous aide à obtenir une pression et une vitesse uniformes au niveau du front de fusion et évite toute hésitation au niveau du front d'écoulement. Il n'y aura aucune ligne d'écoulement sur la pièce finale résultant de outillage de moulage par injection à haut rendement .
Portail de précision et gestion thermique
- Optimisation des portes : Concevez la forme et la taille des portes pour générer un flux équilibré avec un chauffage de cisaillement approprié sans avoir de problèmes de bouchons de froid.
- Contrôle des canaux chauds : lors de la conception de moules multi-empreintes , il sera nécessaire de contrôler indépendamment les buses des canaux chauds à chaque porte.
- Avantage : Cela sera utile pour contrôler et assurer une répartition équilibrée des matériaux, ce qui est important pour produire des pièces de qualité à partir de outillage de moulage par injection de haute qualité .
Régulation active de la température des moules
- Défi : Une répartition inégale de la température sur la surface du moule entraîne des incohérences dans la vitesse de refroidissement du front d'écoulement et crée des marques.
- Notre solution : Nous intégrons des systèmes de contrôle de la température des outils à zones multiples haute puissance avec des canaux d'écoulement de turbulence à côté de la surface de la cavité.
- Résultat : Cela aidera à maintenir une répartition constante de la température de l'acier à outils (par exemple, 180-220°C ). Ceci est crucial pour contrôler la cristallisation du PEEK et reproduire un état de surface impeccable dans outillage de moulage par injection exigeant candidatures.
Prototypage itératif et validation des processus
- Boucle de validation : L'analyse de la taille du shot est effectuée pendant l'échantillonnage pour une confirmation visuelle de la synchronisation du front d'écoulement.
- Raffinement du processus : Par la suite, les vitesses et les pressions d'injection seront optimisées en tenant compte des paramètres d'injection optimaux déterminés par le processus de simulation.
- Résultat des données : La méthodologie en boucle fermée mentionnée précédemment permet invariablement de réduire le taux de défauts des conduites d'écoulement jusqu'à 95 % , fournissant ainsi outillage de moulage par injection prêt pour la production .
Dans ce rapport, l'ensemble du processus d'ingénierie, depuis la simulation jusqu'à la validation, a été décrit. Le problème des lignes d'écoulement est résolu via le développement de moules capables de réguler la rhéologie et les propriétés thermiques du matériau PEEK. Grâce à notre expertise fondée sur l'expérience, nous sommes en mesure de fabriquer des composants avec des surfaces impeccables et nous continuerons à proposer des outils de moulage par injection critiques .
Quels paramètres techniques déterminent l’efficacité d’un service d’outillage de moules à haute température ?
Un efficace service d'outillage de moules à haute température en est un dont les critères impliquent la précision et la cohérence, plutôt que la seule vitesse. Avec un taux de retrait élevé ( ~1,4% ), une précision doit être observée lors du conditionnement et du refroidissement du PEEK. Ce document détaille les paramètres de traitement critiques qui permettent un contrôle efficace du retrait afin de garantir la fiabilité structurelle du composant final sous des charges extrêmes.
| Catégorie de paramètre | Mise en œuvre et résultat |
| Pression d'emballage | Utiliser un algorithme de compression avec un temps de commutation de 0,01 s pour résoudre les problèmes de gel des portes et de diminution du volume afin de fournir outillage de moulage par injection fiable . |
| Surveillance de la pression dans la cavité | Utilisez des appareils de mesure de la pression dans l'empreinte qui démarrent l'emballage en fonction de la pression réelle plutôt que du temps prédéterminé pour obtenir des densités de produit stables. L'approche fournit outillage de moulage par injection à haute stabilité . |
| Gestion thermique | Évaluez la température du moule comme étant constamment maintenue entre 180 et 220 °C grâce à un meilleur contrôle du refroidissement. |
| Vitesse d'injection | Modifiez le graphique de vitesse de remplissage pour obtenir une vitesse appropriée afin d'obtenir l'orientation souhaitée des fibres afin d'affecter la résistance mécanique du produit. |
| Validation du processus | Trouvez l'enveloppe opérationnelle de toutes les variables qui est très importante pour le processus d'outillage certifié pour le moulage par injection . |
Notre solution décrite dans cet article répond à l’inconvénient fondamental du PEEK concernant son manque de stabilité volumétrique avec un contrôle efficace du processus en boucle fermée. Cela nous donnera un contrôle précis des paramètres de pression et de température , garantissant l'obtention des dimensions nécessaires et de la fiabilité structurelle . Cette dernière est cruciale dans le cas de outillage avancé de moulage par injection .

Figure 4 : La machine de moulage par injection HYT 1380 injecte du matériau PEEK fondu dans un moule de haute précision pour pièces aérospatiales.
Pourquoi l'outillage professionnel de moulage par injection pour les pièces en PEEK est-il essentiel pour la réduction de poids dans l'aérospatiale ?
La substitution des matériaux aérospatiaux PEEK par rapport aux métaux est limitée par la difficulté de former des géométries complexes avec des parois minces sans sacrifier l'intégrité. Ceci est réalisé grâce à outillage de moulage par injection pour les pièces en PEEK conçues pour l'allègement aérospatial , qui peuvent résister à la pression d'injection élevée et au refroidissement rapide associés au rapport résistance/poids élevé du PEEK. Nous avons développé cette solution, permettant un moulage à paroi mince aussi faible que 0,8 mm, permettant ainsi des économies significatives de poids des pièces :
Conception de systèmes de canaux spécialisés pour le remplissage à haute pression
L'outillage conventionnel subit une chute de pression excessive, ce qui rend impossible le remplissage correct de sections ultra fines. La conception et la fabrication de nos collecteurs à canaux chauds-froids visent à garantir que la matière fondue est maintenue à des températures et des viscosités optimales tout au long du processus, réduisant ainsi la pression d'injection nécessaire pour remplir des zones très fines. Cette méthode deviendra importante dans la conception d'outillages de moulage par injection de précision .
Gestion thermique de précision pour le contrôle du flux frontal
Le gel se produit prématurément en raison des irrégularités thermiques dans les canaux de refroidissement. Les canaux de refroidissement conformes offrant des performances élevées peuvent être maintenus à proximité des parois de la cavité. Avec des contrôles de température multizones , la technologie aidera à maintenir les profils de température constants, garantissant ainsi que le front de fusion s'écoule uniformément tout au long du processus de remplissage. Ceci est important dans outillage de moulage par injection haute performance .
Optimisation structurelle via l'analyse de conception intégrée
L'allègement est une activité de co-conception. Nous effectuons simultanément des simulations structurelles et des analyses de remplissage de moules pour optimiser les motifs de nervures et les transitions dans la structure du mur. Cela garantit que le composant moulé répond aux critères de rigidité requis, avec une réduction de masse allant jusqu'à 20 % , atteignant ainsi l'objectif d' allégement de l'aérospatiale grâce à outillage de moulage par injection optimisé .
Validation des performances aériennes et de la conformité
La dernière étape devrait être efficace sous un stress opérationnel. Les prototypes passent avec succès les essais mécaniques, prouvant la structure cristalline formée lors du moulage à paroi mince , ce qui permet d'atteindre les niveaux requis de module et de résistance à la fatigue pour outillage de moulage par injection à performances critiques candidatures.
Cet article décrit les processus nécessaires pour surmonter les problèmes rencontrés lors du moulage par injection de composants PEEK à paroi mince . La fourniture d'un matériau de substitution éprouvé est obtenue en résolvant le problème de la pression de remplissage et en contrôlant la cristallisation dans les régions ultra-minces, fournissant ainsi des réductions de poids confirmées sans compromettre l'intégrité structurelle des composants de l'avion.
Comment évaluer un fournisseur de services d’outillage OEM PEEK en fonction des normes de qualité et de l’échelle ?
L'utilisation d'un Service d'outillage OEM PEEK fournisseur sera plus qu'un simple exercice de verbiage. Cela se résume au concept de base consistant à réduire le risque d'achat en validant les capacités du fournisseur, sa connaissance des processus et la facilité de transition de la phase de développement à la production en volume à travers le monde. Ce document propose un questionnaire détaillé d’audit des fournisseurs .
Vérification de la fidélité dimensionnelle et investissement en métrologie
- Demande de preuves : demandez des rapports complets basés sur un MMT comparable en termes de précision à celui réalisé par Zeiss, par opposition à des inspections aléatoires .
- Notre processus : Soumettez des rapports GD&T complets montrant la comparaison entre les valeurs nominales et réelles des caractéristiques de toutes les caractéristiques des pièces pour démontrer l' outillage de moulage par injection de haute précision .
- Résultat : Preuve objective de l'exactitude de l'outillage et de la cohérence des pièces grâce à la démonstration.
Audit de la stabilité des processus et du contrôle statistique
- Demande de preuves : demandez des preuves du contrôle statistique du processus et du calcul du Cpk pour un lot entier, et non pour des échantillons.
- Notre processus : Les tableaux de bord SPC en direct et l'étude de la capacité des processus sur les dimensions critiques prouvent que notre outillage de moulage par injection certifié conformément aux directives IATF 16949 .
- Résultat : L'objectivité garantit un processus de production cohérent et des pièces de haute qualité .
Évaluation de l'évolutivité grâce à l'automatisation et à la disponibilité
- Demande de preuves : analysez votre système de production qui inclut la robotique et l'inspection de la qualité dans le processus qui prend en charge les opérations de fabrication sans personnel.
- Notre Processus : Nos cellules automatiques dotées de capacités de vision et de convoyeurs nous permettent de travailler en continu, définissant ainsi notre outillage de moulage par injection en volume de production capacité.
- Résultat : Cela démontre le succès dans l’augmentation efficace et cohérente de la capacité de production , conformément à la montée en puissance des programmes.
Évaluation de la collaboration technique et de la réactivité
- Demande de preuves : Évaluez le degré de soutien technique disponible en fonction de la rapidité et de la précision de la réponse du DFM .
- Notre processus : Nous nous assurons qu'il existe un rapport DFM rédigé par les ingénieurs dans les 24 heures suivant la réception des appels d'offres, ce qui est une qualité de niveau partenaire. service d'outillage de moulage par injection .
- Résultat : Cela minimise les obstacles et accélère les processus de développement, signe d'une véritable collaboration technique .
Ce cadre d'évaluation décrit un processus systématique d' audit des fournisseurs, passant de déclarations vagues à des preuves tangibles. Nous permettons à nos clients d'atténuer les risques d'approvisionnement en fournissant une vitrine claire de nos assurance qualité systèmes, l'évolutivité des solutions d'automatisation et les capacités de collaboration en ingénierie.
Étude de cas : Solution d'outillage de moulage de précision pour vis à os PEEK de l'industrie médicale LS Manufacturing
Ce Étude de cas LS Manufacturing détaille la résolution d'un défi de production critique pour une application de moulage de dispositifs médicaux . Un équipementier médical mondial a été confronté à de graves pertes de rendement et à des arrêts imprévus lors de la fabrication d’une vis à os en PEEK. Nos outils en acier inoxydable et nos processus innovants ont restauré la fiabilité et permis de réaliser des économies substantielles grâce au moulage de précision en PEEK :
Défi client
Le client a eu du mal à produire une vis corticale PEEK de 5,0 mm de diamètre. Le moule existant souffrait d'une formation de filetage incomplète (taux de rebut de 18 % ) et d'un grippage des coulisses de filetage tous les 5 000 cycles à 200°C . Cela a entraîné un approvisionnement instable, des coûts de rebut élevés et des arrêts de production fréquents pendant un certain temps. outillage de moulage par injection critique composant.
Solution de fabrication LS
Nous avons repensé l'outil avec une approche de simulation multi-physique. Les principales interventions comprenaient l'optimisation des écarts de dilatation thermique, la mise en œuvre de glissières recouvertes de céramique d'alumine pour un pouvoir lubrifiant à haute température et l'intégration d'un collecteur de refroidissement multi-circuit dédié. Cette refonte de l'outillage de moulage par injection haute performance ciblait directement les causes profondes des tirs courts et des défaillances mécaniques.
Résultats et valeur
La solution mise en œuvre a élevé le taux de qualification des pièces de 82% à 99,8% . L'intervalle de maintenance des moules a été étendu de 5 000 à plus de 150 000 cycles. Cette performance fiable et à temps de disponibilité élevé s'est traduite par une économie directe de 125 000 $ en coûts de qualité sur une seule commande, prouvant ainsi la valeur de outillage de moulage par injection validé et une ingénierie robuste.
Ce cas démontre notre capacité à résoudre les défis de moulage à haute température et de haute précision. Nous fournissons des processus de production garantis caractérisés par un rendement et une durabilité exceptionnels, faisant de LS Manufacturing le partenaire définitif pour le moulage de dispositifs médicaux les plus exigeants et applications d'outillage de moulage par injection .
Pour garantir un rendement de 99,8 % et éliminer les temps d'arrêt imprévus, planifiez une consultation technique avec notre équipe pour examiner votre défi de moulage à haute température et définir une stratégie de production.

FAQ
1. Quel est le délai de livraison typique pour un projet de service d'outillage de moulage par injection PEEK ?
Grâce à l'atelier numérique interne de LS Manufacturing, les moules prototypes (T0) sont livrés dans un délai de 25 à 35 jours . Nos moules de production de masse sont terminés environ 15 % plus rapidement que la moyenne de l'industrie, garantissant une transition transparente du prototypage à la fabrication en grand volume pour votre projet.
2. Comment LS Manufacturing garantit-elle la tolérance des outils de moulage PEEK de haute précision ?
Nous garantissons la tolérance en utilisant des centres d'usinage simultanés à 5 axes combinés à une technologie de compensation de dilatation thermique en boucle fermée. Cela maintient les tolérances d'ajustement à ± 0,005 mm dans des conditions réelles de fonctionnement à haute température, vérifiées par une MMT de haute précision en interne.
3. Quel acier de moule convient le mieux aux outils de moulage par injection PEEK personnalisés ?
Pour les moules PEEK, nous exigeons strictement de l'acier trempé S136 ou H13 de première qualité, hautement résistant à l'usure (HRC 52+) . Ceci est essentiel pour résister à l'usure abrasive sévère provoquée par les fibres de verre ou de carbone PEEK lors de cycles de moulage continus à haute température et haute pression.
4. Pouvez-vous gérer des outils de moulage par injection pour les pièces en PEEK destinées à la production en petites séries ?
Oui, nous proposons des solutions à plusieurs niveaux, depuis les moules de prototypes rapides pour des lots aussi petits que 100 pièces jusqu'aux moules de production en série à haute cavitation pour plus d'un million d'unités. Chaque projet comprend un examen DFM gratuit et approfondi pour optimiser la conception en termes de fabricabilité et de coût.
5. Pourquoi le service d’outillage de moules à haute température est-il plus cher que la fabrication de moules standard ?
Les coûts plus élevés proviennent des contrôleurs de température d'huile spécialisés de haute puissance, des joints résistants à la chaleur et des alliages d'acier de qualité supérieure requis pour le PEEK . Cependant, les taux de rendement élevés et la durée de vie prolongée qui en résultent réduisent considérablement le coût global par pièce, offrant ainsi un retour sur investissement supérieur.
6. LS Manufacturing fournit-il des services d'outillage OEM PEEK avec protection IP ?
Oui, nous fournissons une protection IP robuste en exécutant des NDA mondialement reconnus et en utilisant des systèmes CAO/FAO physiquement isolés et à accès contrôlé. Cette approche globale garantit la sécurité et la confidentialité de toutes vos données de conception et de vos actifs brevetés tout au long du projet.
7. Comment résolvez-vous les problèmes de dégazage pendant le processus de fabrication des outils de moule PEEK ?
Nous résolvons le dégazage en concevant des canaux de ventilation exclusifs au niveau du micron à des emplacements stratégiques du moule, intégrés à un système de ventilation forcée à haute pression . Cela élimine complètement l'air emprisonné et évite les « points noirs » ou les brûlures, garantissant ainsi une qualité irréprochable des composants PEEK.
8. Comment puis-je obtenir un devis pour un outillage de moulage de précision à haute température aujourd'hui ?
Notre équipe d’ingénieurs dédiée procédera ensuite à une analyse complète et multidimensionnelle de votre conception. Suite à cette évaluation, nous vous fournirons un rapport d'évaluation détaillé de la conception pour la fabricabilité (DFM) ainsi qu'un devis formel de projet , le tout dans un délai de 24 heures .
Résumé
Choosing a supplier with core PEEK injection mold expertise determines whether your OEM parts perform reliably in extreme applications. LS Manufacturing's end-to-end high-temperature mold optimization solves challenges like thermal expansion and material degradation , building a robust quality-cost advantage through a data-driven, scientific molding system. Our medical case studies show that the ultimate path to cost and efficiency gains is using technical solutions to eliminate manufacturing variables.
Ready to end high-temperature mold failures and costly scrap rates? Contact our senior engineers to start your zero-defect PEEK journey. Click “Get Instant Quote” to upload 3D drawings for a free DFM report . We commit to providing a precise cost estimate and actionable design insights within 24 hours—ensuring your PEEK part manufacturing is safe, reliable, and highly efficient.
📞Tél : +86 185 6675 9667
📧Courriel : info@lsrpf.com
🌐Site Internet : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de fabrication LS Il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. C'est la responsabilité de l'acheteur. Exiger des pièces devis Identifier les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur . Concentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection . Estampage des métaux , et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. Cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.lsrpf.com .


