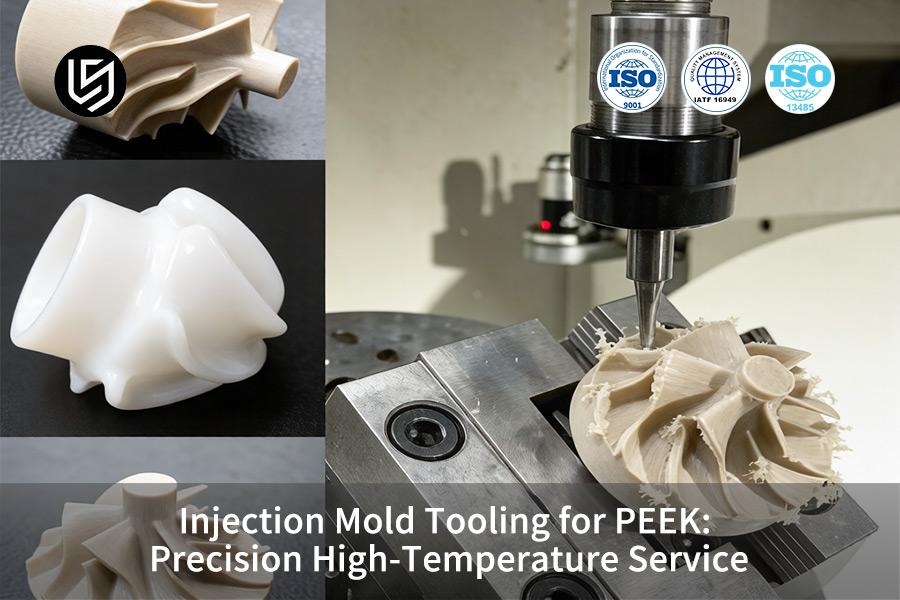
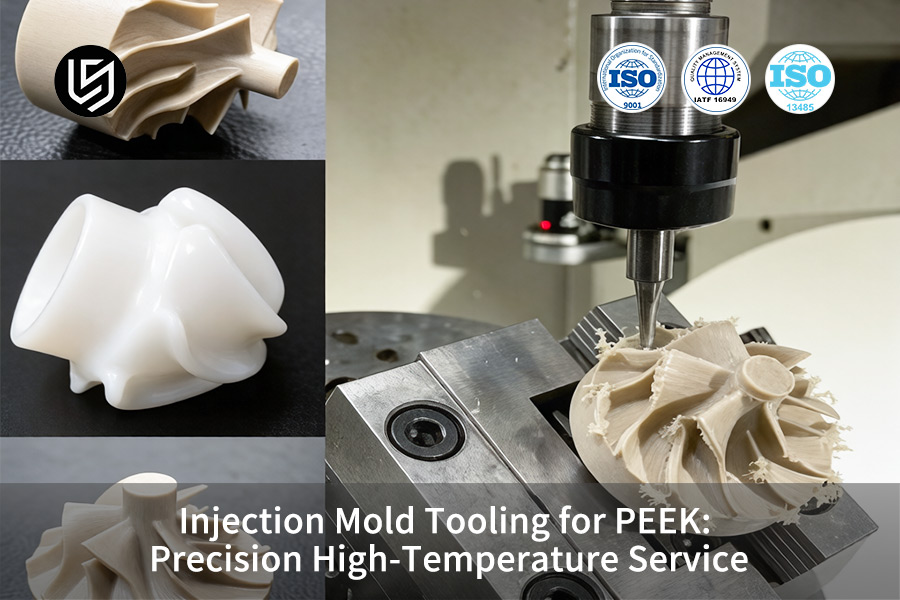
Servicio de herramientas para moldes de inyección PEEK proporcionado por LS Manufacturing comienza con un descubrimiento importante para los compradores de alta precisión de todo el mundo que investigan qué materiales se utilizan en los moldes de inyección de plástico ; El acero convencional no puede soportar los requisitos establecidos por PEEK. El molde debe ser funcional por encima de los 200 °C , pero los moldes tradicionales tienden a atascarse o fallar prematuramente debido a la falta de estabilidad de la temperatura durante el uso prolongado.
Para abordar este problema, nuestro servicio de herramientas para moldes de inyección de PEEK utiliza acero endurecido S136 importado (HRC 52-54) y nuestra exclusiva tecnología de enfriamiento conforme multifísica para limitar la variación de temperatura del molde a ±1°C . Garantizaremos procesos de fabricación de alta eficiencia a través de nuestro experimentado análisis DFM inicial y gestión del ciclo de vida de extremo a extremo, convirtiendo herramientas complicadas en un recurso de calidad confiable para los OEM, como se muestra a continuación.
Herramientas de moldeo por inyección para PEEK: referencia rápida para servicio a alta temperatura
| Desafío de herramientas | Solución de ingeniería para moldeo PEEK | Resultado del proceso de moldeo |
| Resistencia al desgaste abrasivo | Uso de acero para herramientas de alta calidad ( H-13, S-7 ) y recubrimientos avanzados ( CrN, DLC ). | Aumenta la esperanza de vida de la herramienta, garantiza la precisión dimensional y reduce la frecuencia de mantenimiento. |
| Operación a alta temperatura | Diseño de herramientas para moldes de inyección. Capaz de uso a largo plazo a 165-200 °C con calentamiento uniforme y estrés térmico mínimo. | Garantiza una temperatura estable del molde y evita el enfriamiento prematuro. |
| Resistencia a la corrosión | Selección especial de acero resistente a la corrosión y aplicación de recubrimiento superficial adecuado para herramientas. | Protege contra la erosión superficial debido a la formación de ácido en el proceso PEEK. |
| Ventilación para desgasificación | Microventilación que permite la salida de gases y vapor durante la inyección. | Previene la aparición de marcas de quemaduras, disparos cortos y huecos. |
| Nuestro diseño de canal caliente | Sistemas con calefacción interna, controlados por válvulas y con controles de temperatura individuales para cada gota. | Garantiza un tiempo mínimo de permanencia del material en el canal caliente para evitar degradación y goteo . |
| Resultado: herramientas con producción estable | Diseño de molde adaptado específicamente a los requisitos únicos de PEEK, lo que garantiza rendimiento y durabilidad . | Produce componentes de alta calidad y alto rendimiento que cumplen con las especificaciones médicas y aeroespaciales más estrictas. |
Conclusiones clave:
- El material dicta las herramientas: los materiales de moldes estándar se deterioran rápidamente; PEEK necesita moldes duros, recubiertos y resistentes a la corrosión .
- La gestión del calor es sistémica: todo el molde, incluidos los núcleos, las cavidades y los canales calientes, debe optimizarse para una exposición al calor a largo plazo.
- La ventilación no es negociable: La ventilación es esencial para producir piezas libres de defectos debido a las altas temperaturas involucradas en Procesamiento de moldes de inyección PEEK .
- El objetivo es la estabilidad del proceso: el molde es un sistema creado para garantizar un proceso térmico y de llenado consistente para cada ciclo de moldeo.
¿Por qué confiar en esta guía? Experiencia práctica de los expertos en fabricación de LS
Se pueden encontrar numerosos artículos sobre las características del material PEEK . Sin embargo, este artículo se distingue porque proviene de los propios autores que diseñan y fabrican los moldes utilizados para formar este plástico diariamente a temperaturas elevadas. Nuestro enfoque para el diseño y las pruebas de moldes está inherentemente sincronizado con las estrictas pautas proporcionadas por la Organización Internacional de Normalización (ISO) .
Nuestros moldes se utilizan para fabricar dispositivos médicos como dispositivos de implante espinal, piezas aeroespaciales para sistemas de combustible para aviones y equipos de manipulación de semiconductores . El intenso calor y la exposición a productos químicos que experimentan estas industrias requieren materiales de herramientas que superen los estándares industriales normales. Nuestras opciones de aleaciones de acero, diseños de canales de enfriamiento y tratamientos de superficie se han establecido para satisfacer los estrictos criterios de ingeniería mecánica descritos por Sociedad Estadounidense de Ingenieros Mecánicos (ASME) .

Figura 1: El molde se abre y los pasadores de expulsión levantan una pieza de PEEK blanca terminada de la cavidad de precisión para su inspección.
¿Por qué es fundamental elegir un servicio profesional de herramientas para moldes de inyección de PEEK para lograr el éxito en altas temperaturas?
El procesamiento adecuado de PEEK implica controlar la cristalización en un molde que funciona en el rango de 180°C a 220°C . Una mala gestión térmica da como resultado propiedades mecánicas inconsistentes y posibles fallas en el campo. La siguiente es una descripción general de nuestro enfoque de ingeniería que garantiza estabilidad a altas temperaturas y consistencia de cristalinidad :
Superar la inercia térmica con calefacción zonal de alta potencia
Existen algunas deficiencias dentro de los sistemas de aceite estándar en relación con su capacidad para alcanzar y mantener la temperatura del molde más alta requerida, superior a 220 °C . Nuestro servicio de herramientas para moldes de inyección de PEEK utiliza nuestra tecnología patentada de calentamiento zonal de alta potencia que está integrada en la herramienta. Esto garantiza un calentamiento rápido y uniforme sin posibilidad de crear zonas frías que hagan que el material se solidifique prematuramente, provocando un llenado incompleto del Soluciones complejas de herramientas para moldes de inyección. .
Gobernando la cristalinidad a través del diseño de procesos científicos
El control de cristalinidad es un diseño de proceso que no es automático. Implica coordinar el comportamiento térmico con las características reológicas, a partir de las cuales se determinarán las presiones y velocidades de enfriamiento requeridas. Este diseño de proceso científico regula el comportamiento de cristalización del polímero, mejorando así los atributos físicos de los componentes de PEEK .
Validación del rendimiento mediante pruebas y metrología comparativa
El éxito se define a través de la comparación. Cristalinidad de los cupones estándar, moldeados mediante herramientas regulares, y cristalinidad de herramientas de moldeo por inyección de alta precisión Se prueba con DSC. Esto da como resultado una reducción empírica en la variación de cristalinidad en un 40% . Para ser más específicos, podemos demostrar que siempre existe el mismo rendimiento en resistencia a la tracción y resistencia química de las herramientas de moldeo por inyección de gran volumen .
Mitigación del riesgo de campo con refrigeración diseñada y gestión del estrés
El proceso de enfriamiento posterior al moldeo se lleva a cabo meticulosamente para establecer las estructuras cristalinas desarrolladas y evitar la aparición de tensiones. El diseño de los moldes de inyección que desarrollamos se realiza considerando la configuración y secuencia de enfriamiento para evitar la formación de acumuladores de esfuerzos, que pueden resultar en fracturas por esfuerzos, protegiendo así a nuestros clientes contra responsabilidades y desarrollando herramientas duraderas para moldes de inyección .
Este informe técnico detalla las consideraciones clave de ingeniería (diseño térmico, ciencia de procesos y validación ) que definen nuestra oferta de servicios. Nos concentramos en la ruta técnica del concreto que garantiza la consistencia de la cristalinidad , desde la ciencia de los materiales hasta el rendimiento en el sitio, brindándole una ventaja competitiva definitiva.

¿Cómo pueden las herramientas de moldeo de precisión para altas temperaturas mantener las tolerancias a nivel de micras en condiciones de calor extremo?
Alcanzar una precisión tolerante a las micras en moldeado a alta temperatura está inherentemente obstaculizado por las conocidas pero irregulares propiedades de expansión térmica del acero para herramientas. Las herramientas tradicionales se vuelven obsoletas debido a los cambios de tamaño como resultado del calentamiento, lo que crea discrepancias de tolerancia y problemas de rebaba. Nuestra solución resuelve el problema de la deriva térmica desde el principio al diseñar la herramienta a temperatura ambiente para un rendimiento óptimo en condiciones operativas :
Diseño dimensional proactivo mediante ingeniería predictiva
- Enfoque central: Al diseñar la expansión térmica por adelantado, tomamos en cuenta cualquier cambio dimensional que ocurrirá a altas temperaturas .
- Ejecución técnica: utilizando FEA, podemos simular y predecir las propiedades precisas de expansión térmica de cada bloque de núcleo y cavidad a la temperatura designada del molde, por ejemplo, 200 °C .
- Resultado: El modelo CAD de la herramienta es deliberadamente más pequeño a temperatura ambiente para incorporar una compensación precisa de la expansión térmica en su diseño para alcanzar las dimensiones deseadas a las temperaturas de funcionamiento.
Mecanizado ultrapreciso para lograr geometría compensada
- Protocolo de mecanizado: El diseño compensado se fabrica mediante un proceso de mecanizado conocido como mecanizado CNC de 5 ejes realizado a velocidades de husillo muy altas (por ejemplo, 24.000 RPM ).
- Detalle crítico: Las superficies de separación y las zonas de sellado importantes se mecanizan utilizando un espacio de compensación previa cuidadosamente planificado, generalmente del orden de 0,002 mm , un factor importante para la gestión de tolerancias .
- Capacidad: La capacidad de producir herramientas de moldeo de alta temperatura de precisión que puede mantener una tolerancia de piezas de ±0,01 mm incluso bajo carga térmica.
Validación del cierre de la herramienta bajo carga térmica operativa
- Método de validación: Las herramientas se prueban en ciclos de presión y temperatura operativos completos.
- Resultado medido: Se valida el cierre del molde a temperatura, lo que garantiza la alineación de la línea de separación. Este enfoque da como resultado la eliminación de rebabas , que ocurre debido al flujo de material a través de espacios expandidos en la línea de separación debido al calor.
- Beneficio: No es necesario realizar ningún recorte después de que se hayan formado los moldes, lo que ahorra hasta un 15 % en costos de mano de obra secundaria asociados con el herramientas para moldes de inyección de gran volumen producción.
Garantizar la estabilidad a largo plazo con la ciencia de materiales
- Selección de materiales: Todas las piezas clave están hechas de aceros para herramientas de alta temperatura con coeficiente de expansión coincidente.
- Tratamiento térmico: El tratamiento térmico moderno garantiza que el material se estabilice bajo cargas térmicas repetidas.
- Durabilidad: Esta base permite que herramientas especializadas para moldes de inyección para mantener su precisión compensada durante todo su ciclo de vida en producción, necesaria para procesos de herramientas de moldes de inyección de misión crítica .
Este documento explica el proceso de ingeniería de simulación predictiva, fresado compensado y verificación térmica que conforman nuestra solución avanzada de herramientas de moldeo por inyección . Ofrecemos un solución de herramientas de moldeo por inyección que va más allá de la fabricación típica al abordar la expansión térmica y generar ahorros reales en forma de eliminación de rebabas y producción confiable de piezas.
Figura 2: Una compleja cavidad de molde de acero enfría y solidifica el material PEEK inyectado para un componente de dispositivo médico personalizado.
¿Qué estrategias definen las mejores herramientas de moldeo por inyección de PEEK personalizadas para componentes médicos complejos?
La producción de dispositivos médicos implantables o en contacto con fluidos utilizando PEEK requiere herramientas que sean capaces de garantizar una pureza y precisión totales. Las técnicas de moldeo normales son susceptibles a factores como la contaminación y la inconsistencia que ponen en peligro la biocompatibilidad y la certificación. Este artículo examina los enfoques de ingeniería únicos involucrados en el diseño del herramientas de moldeo por inyección PEEK personalizadas para estándares de grado médico .
| Dimensión estratégica | Implementación y resultado |
| Fundación material y pureza | Seleccione aceros de calidad superior (p. ej., ASSAB/BOHLER ) para facilitar el pulido y tener propiedades anticorrosivas, formando la base para herramientas de moldeo por inyección de alta integridad . |
| Acabado superficial para mayor facilidad de limpieza | Proporciona un acabado superficial Ra 0,05 mediante un proceso de pulido de varios niveles para eliminar las picaduras en las que se pueden esconder los contaminantes. |
| Diseño de flujo para evitar la degradación | Diseño de proceso libre Canales libres de "piernas muertas" que evitan atascos y degradación térmica que resultan en motas negras. |
| Precisión para el montaje | Fabricar herramientas para moldes de inyección de tolerancia estricta , que está compensado térmicamente, lo que garantiza que los atributos clave del ensamblaje se moldeen con precisión. |
| Marco de validación y cumplimiento | Capacidades dentro de los procesos de control ISO 13485 que generan documentación auditable con respecto a la salida validada de herramientas de moldes de inyección . |
La solución proporcionada aborda el problema fundamental de convertir PEEK en piezas limpias, precisas y biocompatibles . Al garantizar que las herramientas no se contaminen y que las dimensiones sean exactas, se eliminan el riesgo de validación y los cuellos de botella en la producción. Cuando su componente médico de PEEK exige pureza y precisión absolutas, definamos las especificaciones. Contáctenos programar una revisión de viabilidad de herramientas y delinear un plan de proyecto.
¿Por qué invertir en el diseño de herramientas de moldeo de PEEK de alta precisión es la clave para reducir el coste total de propiedad?
La selección de herramientas basándose únicamente en su costo inicial omite todos los costos incurridos durante todo el ciclo de vida de la herramienta en términos de retrasos en la producción, mantenimiento y variabilidad. PEEK de alto rendimiento requiere una herramienta de moldeo PEEK de alta precisión que ofrece los beneficios de la optimización total de costos en términos de longevidad de la herramienta y previsibilidad de fabricación :
Ingeniería para una vida útil extendida más allá de los ciclos iniciales
Nuestros diseños para la longevidad comienzan desde el principio. Las piezas de desgaste, como pasadores guía y casquillos, se someten a un tratamiento superficial de nitruración profunda que eleva la dureza de sus superficies a entre 60 y 62 HRC . Esto forma una barrera contra las propiedades abrasivas de los compuestos de PEEK reforzados. El producto final es un molde que dura más de 500.000 ciclos sin sufrir un desgaste significativo, lo que resulta en una inversión duradera en herramientas de moldeo por inyección de alto rendimiento .
Mitigar el estrés térmico para la integridad estructural
Un punto de falla del moldeo a alta temperatura es el estrés térmico y la corrosión del material del molde. Nuestra solución pasa por incorporar un sistema de calefacción independiente con equilibrio de zonas para evitar gradientes térmicos. Además del uso de acero para moldes resistente a la corrosión, esto elimina cualquier riesgo de deterioro por calor o irritación. Esto ayuda a evitar tiempos de inactividad no programados para soldadura o mantenimiento para mantener la precisión de nuestro herramientas de moldeo por inyección probadas en producción .
Fabricación de precisión para una calidad constante de las piezas
Nuestros diseños para la longevidad comienzan desde el principio. Las piezas de desgaste, como pasadores guía y casquillos, se someten a un tratamiento superficial de nitruración profunda que eleva la dureza de sus superficies a entre 60 y 62 HRC . Esto forma una barrera contra las propiedades abrasivas de los compuestos de PEEK reforzados. El producto final es un molde que dura más de 500.000 ciclos sin sufrir un desgaste significativo, lo que resulta en una inversión duradera en herramientas de moldeo por inyección de precisión .
Integración de sistemas para el control predictivo de procesos
La previsibilidad real de la fabricación proviene de procesos repetibles y controlados. Las herramientas que diseñamos funcionan en armonía con maquinaria de moldeo y equipos de control de procesos de última generación. A través de esta interacción se produce un control de las variables importantes del proceso. Esto garantiza que se detecte cualquier problema antes de que conduzca a productos defectuosos, garantizando así que haya un rendimiento predecible de nuestras herramientas de moldeo por inyección validadas .
El siguiente texto describe cómo la ingeniería (incluida la metalurgia, la gestión térmica, la fabricación de precisión y la integración de sistemas) caracteriza nuestra filosofía de herramientas. En lugar de proporcionar un simple molde, ofrecemos una solución de producción para reducir el costo por pieza mediante el máximo tiempo de actividad y eficiencia. Al optimizar las soluciones de ingeniería para reducir el TCO , proporcionamos un retorno de la inversión tangible para aplicaciones de misión crítica.

Figura 3: Las herramientas de moldeo de precisión para altas temperaturas procesan el polímero PEEK-450G para conectores automotrices de alta resistencia.
¿Cómo resuelve un fabricante experto de herramientas para moldes de PEEK los desafíos de los defectos en la línea de flujo?
Las líneas de flujo y las marcas de soldadura en PEEK indican vacilación del frente de flujo y enfriamiento prematuro, lo que puede comprometer la integridad estructural. Como experto Fabricante de herramientas para moldes PEEK , abordamos la causa raíz (flujo y temperatura de polímero inconsistentes) a través de un diseño basado en la física. Nuestro enfoque utiliza simulación de flujo avanzada para diseñar la herramienta desde el principio para una eliminación completa de defectos y una calidad estética superior:
Diseño de corredor basado en simulación para control frontal
- Estrategia central: utilizamos propiedades de flujo de adelgazamiento en lugar de plantillas convencionales para diseñar nuestros corredores.
- Ejecución técnica: utilizando simulaciones de Moldflow a temperaturas de fusión realistas (alrededor de 380 °C ), predecimos el comportamiento de PEEK y creamos un canal cónico con un diámetro hidráulico bien diseñado .
- Resultado: Nos ayuda a lograr una presión y velocidad uniformes en el frente de fusión y evita cualquier vacilación en el frente de flujo. No habrá líneas de flujo en la parte final resultantes de herramientas para moldes de inyección de alto rendimiento .
Puerta de precisión y gestión térmica
- Optimización de las compuertas: Diseñe la forma y el tamaño de las compuertas para generar un flujo equilibrado con un calentamiento de corte adecuado sin tener problemas de compuertas frías.
- Control de canal caliente: al diseñar moldes de múltiples cavidades , será necesario tener boquillas de canal caliente controladas de forma independiente en cada puerta.
- Beneficio: Esto será útil para controlar y garantizar una distribución equilibrada de materiales, lo cual es importante para producir piezas de calidad a partir de herramientas de moldeo por inyección de alta calidad .
Regulación activa de la temperatura del molde
- Desafío: La distribución desigual de la temperatura en la superficie del molde genera inconsistencias en la velocidad de enfriamiento del frente del flujo y crea marcas.
- Nuestra solución: incorporamos sistemas de control de temperatura de herramientas de múltiples zonas de alta potencia con canales de flujo de turbulencia junto a la superficie de la cavidad.
- Resultado: Esto ayudará a mantener una distribución de temperatura constante del acero para herramientas (por ejemplo, 180-220 °C ). Esto es crucial para controlar la cristalización del PEEK y reproducir un acabado superficial impecable en herramientas exigentes para moldes de inyección aplicaciones.
Creación de prototipos iterativos y validación de procesos.
- Bucle de validación: el análisis del tamaño del disparo se realiza durante el muestreo para la confirmación visual de la sincronización del frente del flujo.
- Refinamiento del proceso: Posteriormente, las velocidades y presiones de inyección se optimizarán teniendo en cuenta los parámetros de inyección óptimos determinados por el proceso de simulación.
- Resultado de los datos: La metodología de circuito cerrado mencionada anteriormente invariablemente logra hasta un 95% de reducción en la tasa de defectos de las líneas de flujo, proporcionando así Herramientas de moldeo por inyección listas para producción. .
En este informe se describe todo el proceso de ingeniería, desde la simulación hasta la validación. El problema de las líneas de flujo se resuelve mediante el desarrollo de moldes capaces de regular la reología y las propiedades térmicas del material PEEK. Gracias a nuestra experiencia basada en nuestra experiencia, podemos fabricar componentes con superficies impecables y seguiremos ofreciendo herramientas de moldeo por inyección de misión crítica .
¿Qué parámetros técnicos impulsan la eficiencia de un servicio de herramientas de moldes para alta temperatura?
Un eficiente Servicio de herramientas para moldes de alta temperatura. es aquel cuyos criterios implican precisión y coherencia, en lugar de sólo velocidad. Con una alta tasa de contracción ( ~1,4% ), se debe observar precisión durante el embalaje y enfriamiento de PEEK. Este documento detalla los parámetros de procesamiento críticos que permiten un control efectivo de la contracción para garantizar la confiabilidad estructural del componente final bajo cargas extremas.
| Categoría de parámetro | Implementación y resultado |
| Presión de embalaje | Utilice un algoritmo de empaquetamiento con un tiempo de conmutación de 0,01 s para abordar los problemas de congelación de las puertas y reducción del volumen para proporcionar herramientas confiables para moldes de inyección . |
| Monitoreo de la presión de la cavidad | Utilice dispositivos de medición de presión de cavidad que comiencen a empacar en función de la presión real en lugar del tiempo predeterminado para obtener densidades de producto estables. El enfoque proporciona herramientas de moldeo por inyección de alta estabilidad . |
| Gestión Térmica | Evalúe la temperatura del molde mantenida constantemente entre 180 y 220 °C mediante un mejor control del enfriamiento. |
| Velocidad de inyección | Cambie el gráfico de velocidad de llenado para que tenga la velocidad adecuada para lograr la orientación deseada de la fibra y afectar la resistencia mecánica del producto. |
| Validación de Procesos | Encuentre la envolvente operativa de todas las variables, lo cual es muy importante para el proceso de herramientas de moldeo por inyección certificado . |
Nuestra solución descrita en este artículo aborda el inconveniente fundamental de PEEK con respecto a su falta de estabilidad volumétrica con un control de proceso de circuito cerrado efectivo. Nos brindará un control preciso de los parámetros de presión y temperatura , asegurando el logro de las dimensiones necesarias y la confiabilidad estructural . Esto último es crucial en el caso de herramientas avanzadas para moldes de inyección .

Figura 4: La máquina de moldeo por inyección HYT 1380 inyecta material PEEK fundido en un molde de alta precisión para piezas aeroespaciales.
¿Por qué las herramientas profesionales de moldeo por inyección para piezas de PEEK son esenciales para la reducción de peso en el sector aeroespacial?
La sustitución de metales por material aeroespacial PEEK está limitada por la dificultad de formar geometrías intrincadas con paredes delgadas sin sacrificar la integridad. Esto se logra a través de herramientas de moldeo por inyección para piezas de PEEK diseñadas para aligerar el peso aeroespacial , que puedan soportar la alta presión de inyección y el enfriamiento rápido asociados con la alta relación resistencia-peso del PEEK. Hemos desarrollado esta solución, que permite moldear paredes delgadas de tan solo 0,8 mm para ofrecer importantes ahorros en el peso de las piezas:
Diseño de sistema de canal especializado para llenado a alta presión
Las herramientas convencionales experimentan una caída de presión excesiva, lo que hace imposible llenar adecuadamente secciones ultrafinas. Nuestro diseño y fabricación de colectores de canales de calor a frío tienen como objetivo garantizar que la masa fundida se mantenga en temperaturas y viscosidades óptimas a lo largo del camino, reduciendo la presión de inyección necesaria para llenar áreas muy delgadas. El método será importante en el diseño de herramientas de precisión para moldes de inyección .
Gestión térmica de precisión para el control del frente de flujo
La congelación se produce prematuramente debido a desigualdades térmicas en los canales de refrigeración. Los canales de refrigeración conformados que proporcionan un alto rendimiento se pueden mantener cerca de las paredes de la cavidad. Con controles de temperatura de múltiples zonas , la tecnología ayudará a mantener constantes los perfiles de temperatura, asegurando que el frente de fusión fluya uniformemente durante todo el proceso de llenado. Esto es importante en herramientas de moldeo por inyección de alto rendimiento .
Optimización estructural mediante análisis de diseño integrado
El aligeramiento es una actividad de codiseño. Realizamos simulaciones estructurales y análisis de relleno de moldes simultáneamente para optimizar los patrones de nervaduras y las transiciones en la estructura de la pared. Esto garantiza que el componente moldeado alcance los criterios de rigidez requeridos, con una reducción de masa de hasta un 20% , logrando así el objetivo de aligerar el peso aeroespacial mediante herramientas de moldeo por inyección optimizadas .
Validación del rendimiento y cumplimiento aéreo
El paso final debería ser eficiente bajo estrés operativo. Los prototipos pasan con éxito pruebas mecánicas, demostrando la estructura de cristalinidad formada durante el moldeo de pared delgada , lo que permite alcanzar los niveles requeridos de módulo y resistencia a la fatiga para Herramientas para moldes de inyección de rendimiento crítico aplicaciones.
Este artículo describe los procesos necesarios para superar los problemas encontrados con el moldeo por inyección de componentes PEEK de paredes delgadas . La provisión de una sustitución de material comprobada se logra resolviendo el problema de la presión de llenado y controlando la cristalización en regiones ultrafinas, proporcionando así reducciones de peso confirmadas sin comprometer la integridad estructural de los componentes de la aeronave.
¿Cómo evaluar a un proveedor de servicios de herramientas PEEK OEM en función de los estándares de calidad y la escala?
El uso de un Servicio de herramientas OEM PEEK proveedor será algo más que un mero ejercicio de palabrería. Se reduce al concepto básico de reducir el riesgo de compra validando las capacidades del proveedor, el conocimiento del proceso y la facilidad de transición de la fase de desarrollo a la producción en volumen en todo el mundo. Este documento ofrece un cuestionario detallado de auditoría de proveedores .
Verificación de la fidelidad dimensional y la inversión en metrología
- Solicitud de evidencia: solicite informes completos basados en una CMM que sea comparable en términos de precisión a la realizada por Zeiss en lugar de realizar inspecciones aleatorias .
- Nuestro proceso: Presentar informes completos de GD&T que muestren una comparación entre los valores nominales y reales de las características de todas las características de las piezas para demostrar las herramientas de moldeo por inyección de alta precisión .
- Resultado: Prueba objetiva de la precisión de las herramientas y la consistencia de las piezas mediante demostración.
Auditoría de Estabilidad de Procesos y Control Estadístico
- Solicitud de evidencia: Solicite evidencia de control estadístico del proceso y cálculo de Cpk para un lote completo, no para piezas de muestra.
- Nuestro proceso: Los paneles de control SPC en vivo y el estudio de capacidad del proceso en dimensiones críticas demuestran que nuestro herramientas de moldeo por inyección certificadas de acuerdo con las directrices IATF 16949 .
- Resultado: La objetividad garantiza un proceso de producción consistente y piezas de alta calidad .
Evaluación de la escalabilidad mediante la automatización y el tiempo de actividad
- Solicitud de evidencia: Analice su sistema de producción que incluya robótica e inspección de calidad en el proceso que respalda las operaciones de fabricación no tripuladas.
- Nuestro Proceso: Nuestras células automáticas con capacidad de visión y transportadores nos permiten trabajar de forma continua, estableciendo así nuestra herramientas de moldeo por inyección de volumen de producción capacidad.
- Resultado: Esto demuestra el éxito en el aumento de la capacidad de producción de manera eficiente y consistente , según la aceleración de los programas.
Evaluación de la colaboración técnica y la capacidad de respuesta
- Solicitud de evidencia: Evalúe el grado de soporte de ingeniería disponible dependiendo de qué tan oportuna y específica se reciba la respuesta del DFM .
- Nuestro proceso: Nos aseguramos de que haya un informe DFM redactado por ingenieros dentro de las 24 horas posteriores a la recepción de las RFQ, que es una cualidad a nivel de socio. servicio de herramientas para moldes de inyección .
- Resultado: Esto minimiza los obstáculos y acelera los procesos de desarrollo, lo que indica una colaboración técnica real.
Este marco de evaluación describe un proceso sistemático para la auditoría de proveedores, pasando de declaraciones vagas a evidencia tangible. Capacitamos a nuestros clientes para mitigar los riesgos de abastecimiento al brindarles una muestra clara de nuestra seguro de calidad sistemas, escalabilidad de soluciones de automatización y capacidades de colaboración de ingeniería.
Estudio de caso: Solución de herramientas de moldeo de precisión para tornillos óseos PEEK para la industria médica de fabricación de LS
Este Estudio de caso de fabricación de LS detalla la resolución de un desafío de producción crítico para una aplicación de moldeo de dispositivos médicos . Un OEM médico global enfrentó una grave pérdida de rendimiento y un tiempo de inactividad no planificado en la fabricación de un tornillo óseo de PEEK. Nuestras herramientas de acero inoxidable y nuestra innovación en procesos restauraron la confiabilidad y generaron ahorros sustanciales de costos a través del moldeado de precisión PEEK :
Desafío del cliente
El cliente tuvo dificultades para producir un tornillo cortical PEEK de 5,0 mm de diámetro. El molde existente presentaba una formación de rosca incompleta (tasa de desperdicio del 18 % ) y atascamientos de las correderas formadoras de rosca cada 5.000 ciclos a 200 °C . Esto resultó en un suministro inestable, altos costos de chatarra y frecuentes paradas de producción durante un herramientas de moldeo por inyección de misión crítica componente.
Solución de fabricación LS
Rediseñamos la herramienta con un enfoque simulado de multifísica. Las intervenciones clave incluyeron la optimización de los espacios de expansión térmica, la implementación de diapositivas recubiertas de cerámica de alúmina para lubricidad a alta temperatura y la integración de un colector de enfriamiento de circuitos múltiples dedicado. Este rediseño de las herramientas del molde de inyección de alto rendimiento abordó directamente las causas fundamentales de los disparos cortos y las fallas mecánicas.
Resultados y valor
La solución implementada elevó la tasa de calificación de piezas del 82% al 99,8% . El intervalo de mantenimiento del molde se amplió de 5.000 a más de 150.000 ciclos. Este rendimiento confiable y de alto tiempo de actividad se tradujo en un ahorro directo de $125 000 en costos de calidad en un solo pedido, lo que demuestra el valor de herramientas de moldeo por inyección validadas e ingeniería robusta.
Este caso demuestra nuestra capacidad para resolver desafíos de moldeo de alta precisión y temperaturas extremas. Ofrecemos procesos de producción garantizados caracterizados por un rendimiento y una durabilidad excepcionales, lo que establece a LS Manufacturing como el socio definitivo para el moldeado de dispositivos médicos y aplicaciones de herramientas de moldeo por inyección .
Para garantizar un rendimiento del 99,8 % y eliminar el tiempo de inactividad no planificado, programe una consulta técnica con nuestro equipo para revisar su desafío de moldeo a alta temperatura y definir una estrategia de producción.

Preguntas frecuentes
1. ¿Cuál es el plazo de entrega típico para un proyecto de servicio de herramientas para moldes de inyección de PEEK?
Aprovechando el taller digital interno de LS Manufacturing, los moldes prototipo (T0) se entregan en un plazo de 25 a 35 días . Nuestros moldes de producción en masa se completan aproximadamente un 15 % más rápido que el promedio de la industria, lo que garantiza una transición perfecta desde la creación de prototipos hasta la fabricación de gran volumen para su proyecto.
2. ¿Cómo garantiza LS Manufacturing la tolerancia de las herramientas de moldeo de PEEK de alta precisión?
Garantizamos la tolerancia mediante el uso de centros de mecanizado simultáneos de 5 ejes combinados con tecnología de compensación de expansión térmica de circuito cerrado. Esto mantiene tolerancias de ajuste dentro de ±0,005 mm en condiciones operativas reales de alta temperatura, verificadas por una MMC interna de alta precisión.
3. ¿Qué acero para moldes es mejor para herramientas de moldes de inyección de PEEK personalizadas?
Para los moldes de PEEK, exigimos estrictamente acero endurecido S136 o H13 de primera calidad y altamente resistente al desgaste (HRC 52+) . Esto es esencial para resistir el severo desgaste abrasivo causado por las fibras de vidrio o carbono de PEEK bajo ciclos de moldeo continuos de alta temperatura y alta presión.
4. ¿Puede manejar herramientas de moldeo por inyección para piezas de PEEK destinadas a la producción en lotes pequeños?
Sí, ofrecemos soluciones escalonadas, desde moldes prototipo rápidos para lotes tan bajos como 100 piezas hasta moldes de producción en masa con alta cavitación para más de un millón de unidades. Cada proyecto incluye una revisión DFM en profundidad y gratuita para optimizar el diseño en términos de capacidad de fabricación y costo.
5. ¿Por qué el servicio de herramientas para moldes a alta temperatura es más costoso que la fabricación de moldes estándar?
Los costos más altos provienen de controladores especializados de temperatura de aceite de alta potencia, sellos resistentes al calor y aleaciones de acero de primera calidad necesarias para PEEK . Sin embargo, las altas tasas de rendimiento resultantes y la vida útil extendida reducen significativamente el costo total por pieza, ofreciendo un retorno de la inversión superior.
6. ¿LS Manufacturing proporciona servicios de herramientas OEM PEEK con protección IP?
Sí, brindamos una sólida protección de propiedad intelectual mediante la ejecución de acuerdos de confidencialidad reconocidos mundialmente y el empleo de sistemas CAD/CAM físicamente aislados y con acceso controlado. Este enfoque integral salvaguarda la seguridad y la confidencialidad de todos sus datos de diseño y activos patentados durante todo el proyecto.
7. ¿Cómo se resuelven los problemas de desgasificación durante el proceso de fabricación de herramientas para moldes de PEEK?
Resolvemos la desgasificación mediante el diseño de canales de ventilación patentados a nivel de micras en ubicaciones estratégicas del molde, integrados con un sistema de ventilación forzada de alta presión . Esto elimina por completo el aire atrapado y evita "puntos negros" o quemaduras, lo que garantiza una calidad impecable de las piezas de los componentes PEEK.
8. ¿Cómo puedo obtener una cotización para herramientas de moldes de precisión para alta temperatura hoy?
Luego, nuestro equipo de ingeniería dedicado realizará un análisis integral y multifacético de su diseño. Después de esta evaluación, le proporcionaremos un informe de evaluación detallado del Diseño para la fabricabilidad (DFM) junto con un cotización formal del proyecto , todo ello en un rápido plazo de entrega de 24 horas .
Resumen
Choosing a supplier with core PEEK injection mold expertise determines whether your OEM parts perform reliably in extreme applications. LS Manufacturing's end-to-end high-temperature mold optimization solves challenges like thermal expansion and material degradation , building a robust quality-cost advantage through a data-driven, scientific molding system. Our medical case studies show that the ultimate path to cost and efficiency gains is using technical solutions to eliminate manufacturing variables.
Ready to end high-temperature mold failures and costly scrap rates? Contact our senior engineers to start your zero-defect PEEK journey. Click “Get Instant Quote” to upload 3D drawings for a free DFM report . We commit to providing a precise cost estimate and actionable design insights within 24 hours—ensuring your PEEK part manufacturing is safe, reliable, and highly efficient.
📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de fabricación LS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Requerir piezas cotización Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en la industria . Centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección . Estampado de metales y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija Fabricación LS. Esto significa eficiencia, calidad y profesionalidad en la selección.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com .


