
Gli stampi in resina, grazie alla loro efficienza e velocità, sono oggi uno strumento indispensabile prototipazione rapida e produzione a basso volume. Durante il processo di produzione, tuttavia, problemi comuni come bolle, aree non polimerizzate e adesione delle parti non solo hanno un impatto diretto sulla qualità del prodotto finito, ma possono anche ritardare i tempi del progetto e comportare costi aggiuntivi. Per affrontare questi punti critici, questo articolo organizza soluzioni praticabili e misure preventive in una struttura logica ed evidenzia l'esperienza di LS Precision Manufacturing con stampi in resina personalizzati.
Presso LS Precision, i nostri stampi sono sottoposti a un rigoroso controllo di qualità in modo che tu non debba preoccuparti delle solite insidie e possa concentrarti sullo sviluppo e sul marketing del prodotto. Supportata dalla nostra sofisticata tecnologia e dalla nostra ricca esperienza, LS Precision Manufacturing si impegna a fornire ai clienti prodotti personalizzati stabili e affidabili servizi di stampi in resina , trasformando i loro progetti innovativi in realtà. Per farti risparmiare tempo, ecco una rapida panoramica delle conclusioni principali.
Tabella di riferimento rapido dei punti chiave dello stampo a iniezione di resina
| Tipo di problema | Cause principali | Soluzioni chiave |
| Bolle | Aria miscelata durante la miscelazione, viscosità della resina, tecnica di colata errata. | Degasaggio sotto vuoto, agitazione lenta e delicata, versare dal punto più alto in un flusso sottile. |
| Non polimerizzato/appiccicoso | Rapporto di miscelazione errato, agitazione insufficiente, temperatura ambiente bassa. | Pesare accuratamente, raschiare accuratamente il fondo e mescolare, controllare la temperatura ambiente e l'umidità. |
| Appiccicosità | Nessun agente distaccante, polimerizzazione incompleta dello stampo principale, superficie ruvida dello stampo principale. | È necessario e utilizzare l'agente distaccante di conseguenza, completare la polimerizzazione e mantenere la superficie liscia dello stampo principale. |
- Selezione del materiale: seleziona il tipo di resina in base ai requisiti del progetto (volume, precisione dimensionale, resistenza alla temperatura) e alla prova di prova.
- Vantaggi del processo: Colata di poliuretano è il modo ottimale per ottenere una produzione a basso costo e a ciclo breve in piccoli lotti (da decine a centinaia di pezzi) utilizzando stampi in resina.
Valore professionale LS Precision:
- Garanzia di qualità: grazie alla lavorazione artigianale di alto livello e al rigoroso controllo di qualità, i difetti complessivi vengono praticamente eliminati.
- Efficienza del progetto: fornitura di LS Precision fine -servizi finali dalla consulenza tecnica e produzione alla produzione simultanea per ridurre i cicli di consegna (ad esempio, consegna espressa di 50 pezzi esterni ad alta precisione in questo caso di studio).
- Valore fondamentale: collaborare con un rivenditore professionale come LS Precision Manufacturing per ottenere risultati coerenti e affidabili stampi in resina personalizzati e avere più tempo per lo sviluppo del prodotto e del mercato, riducendo al contempo il rischio complessivo del progetto.

Perché fidarsi di questa guida? Esperienza pratica da parte di esperti LS
La guida si basa su decenni di esperienza nel mondo reale di LS Precision Manufacturing negli stampi in resina personalizzati. Siamo specializzati in poliuretano ad alte prestazioni tecnologia di colata e intraprendi quotidianamente lavori di stampaggio su applicazioni di casa intelligente, mediche ed elettroniche di precisione. LS Precision ha una chiara conoscenza delle specifiche elevate di durezza dello stampo, angolo di sformo e stabilità dimensionale in diverse condizioni applicative.
LS Precision non solo possiede un'officina a temperatura e umidità controllate per garantire un ambiente di polimerizzazione uniforme, ma segue anche rigorosamente oltre una dozzina di procedure di controllo qualità , dallo screening dei materiali e dal degasaggio sotto vuoto alla post-elaborazione, per garantire che ogni stampo spedito sia di precisione e affidabilità in termini di qualità di produzione.
LS Precision una volta aveva prodotto un complesso stampo per ingranaggi per un cliente. I suoi piccoli denti tendevano a intrappolare bolle d'aria, portando a prodotti difettosi. Secondo la nostra esperienza non abbiamo semplicemente prolungato il tempo di degasaggio sotto vuoto. Invece, LS Precision ha semplicemente ridotto la temperatura di miscelazione iniziale della resina per ridurre la viscosità e ha utilizzato un metodo di degasaggio sotto vuoto a fasi. LS Precision ha quindi eliminato completamente tutte le potenziali bolle con alta efficienza e ha effettivamente aumentato il tasso di rendimento della produzione di prova di questo stampo dal 65% per uno stampo realizzato dal cliente a oltre il 99% .
Perché si formano costantemente bolle nello stampo in resina?
Le bolle sono uno dei problemi più comuni e frustranti colata di resina . Le bolle creano difetti superficiali sulla cavità dello stampo, contribuendo direttamente alla qualità della fusione finale. La causa principale delle bolle deriva da due ragioni principali: miscelazione impropria e mancanza di controllo sul processo di polimerizzazione .
1. Miscelazione impropria:
Una miscelazione errata è il primo modo per consentire l'ingresso dell'aria. Il materiale dello stampo in resina epossidica dei componenti A e B, se miscelato in grande quantità e rapidamente, intrappola una grande quantità di aria all'interno della resina sotto forma di minuscole bolle, che non possono essere rimosse facilmente da sole.
La soluzione tecnica è utilizzare a degasaggio sotto vuoto procedura. La tazza in resina viene rapidamente spostata in una camera a vuoto per l'evacuazione dopo la miscelazione. L'aria intrappolata all'interno della resina si espande rapidamente sotto pressione negativa, scoppiando e lasciando la superficie del liquido, eliminando così efficacemente la fonte di bolle. Tutti i materiali misti in LS Precision vengono sottoposti a questo rigoroso pretrattamento sotto vuoto per garantire le condizioni ottimali del materiale prima della fusione.
2. Mancato controllo del processo di stagionatura:
Il mancato controllo del processo di stagionatura può portare a bolle latenti. IL resina rilascia calore durante la reazione di polimerizzazione. Quando la temperatura ambiente non è controllata, causando una reazione troppo rapida, o quando viene eseguito un volume di fusione troppo grande in una sola volta, è possibile generare calore, provocando una diminuzione istantanea della viscosità della resina e intrappolando bolle all'interno dello stampo.
La polimerizzazione in serbatoio a pressione è la soluzione definitiva. Lo stampo fuso viene posto in un serbatoio a pressione e viene iniettato con aria ad alta pressione ( tipicamente 4-6 bar ). Sotto questa alta pressione, eventuali minuscole bolle rimanenti vengono compresse fisicamente fino a raggiungere una dimensione non visibile ad occhio nudo, ottenendo una superficie dello stampo perfetta.
LS Precision non solo utilizza attrezzature specializzate nelle fasi critiche, ma controlla anche attentamente la temperatura e l'umidità dei laboratori di miscelazione e stagionatura in modo che ogni stampo in resina epossidica si forma in uno stato ottimale, eliminando efficacemente la formazione di bolle e creando stampi di alta qualità con parti interne dense e cavità lisce.
LS Precision Manufacturing è consapevole della funzione critica del controllo delle bolle e pertanto ha stabilito un sistema operativo standardizzato che incorpora tutto, dal pretrattamento dei materiali al controllo ambientale dell'intero processo.

La resina richiede tempo per polimerizzare o è appiccicosa?
Non c'è niente di più frustrante nella produzione di stampi che dover lavorare con una resina che impiega un'eternità a polimerizzare o che rimane appiccicosa per un tempo indefinito. Non solo si perdono tempo e materiale, ma l'intero progetto viene deragliato. Questi problemi non sono sempre il risultato di problemi intrinseci di qualità della resina, ma piuttosto, più frequentemente, di cattiva gestione e controllo ambientale.
La scelta della resina per stampi giusta e adeguata è il primo passo verso il successo, ma anche le resine da colata poliuretaniche di qualità non possono polimerizzare in modo ottimale se vengono commessi errori nelle fasi successive. Le cause profonde di questi problemi Sono i seguenti tre fattori:
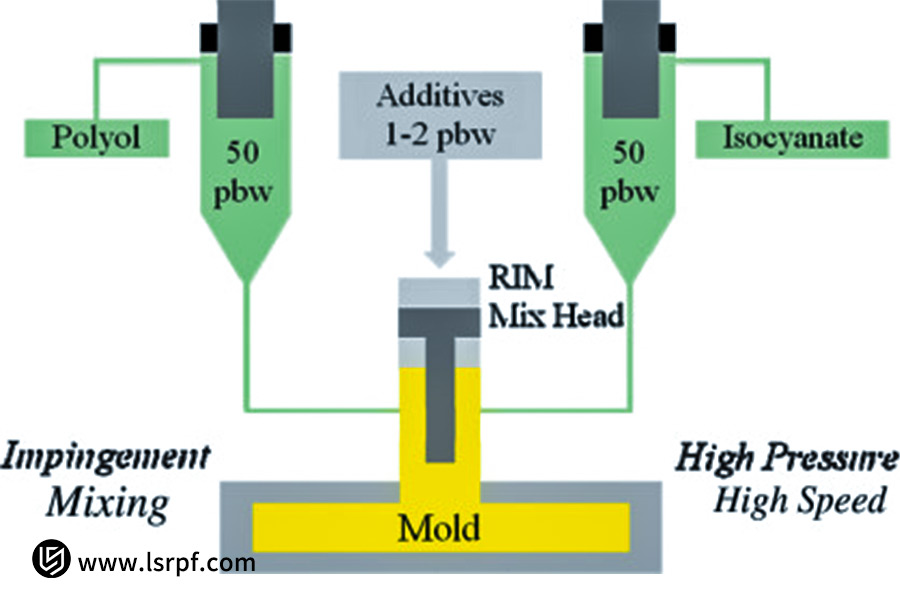
1. Rapporto di miscelazione errato:
Questo è l'errore più critico. Il rapporto di miscelazione del componente A (resina) e del componente B (indurente) per resina da colata poliuretanica è altamente sensibile alle variazioni del rapporto di miscelazione. Affidarsi alla stima visiva o alla misurazione approssimativa con tazze e cucchiai è soggetto a errori. Proporzioni disuguali alterano direttamente l'equilibrio chimico della reazione di indurimento, impediscono il completamento della reazione e determinano un'adesione permanente o un ammorbidimento della resina.
2. Miscelazione inadeguata:
Nonostante le proporzioni accurate, un tempo di miscelazione insufficiente o un metodo di miscelazione errato, ovvero trascurando di raschiare il materiale dai lati e dal fondo della tazza e mescolarlo accuratamente, daranno come risultato aree con troppo o troppo poco agente indurente. Questi "punti morti" di miscelazione inadeguata sono i punti in cui inizierà il fallimento della polimerizzazione, causando appiccicosità localizzata o mancata polimerizzazione.
3. Temperatura e umidità ambientale inadeguate:
La temperatura è l'"interruttore" che controlla la reazione di polimerizzazione. Le temperature ambientali troppo basse rallenteranno notevolmente la velocità di reazione, provocandone addirittura l'"ibernazione". Un'umidità troppo elevata, d'altro canto, può far sì che l'acqua presente nell'aria reagisca con il componenti in resina , interferendo con il processo di reticolazione e provocando appiccicosità o sbiancamento superficiale.
4. In che modo LS Precision garantisce prestazioni infallibili?
Presso LS Precision Manufacturing eliminiamo completamente le variabili umane e ambientali investendo in hardware e assumendo il controllo del processo. Utilizziamo miscelatori completamente automatizzati, che calcolano e miscelano con precisione la soluzione ottimale resina dello stampo ad alta velocità, con una miscelazione esatta al grammo e una miscelazione accurata e uniforme. Sorprendentemente, tutti i processi di polimerizzazione e miscelazione vengono eseguiti in una camera bianca a temperatura e umidità costanti.
LS controlla con precisione il profilo ottimale di temperatura e umidità di polimerizzazione per ciascun materiale, garantendo un ambiente di reazione stabile per la resina da colata poliuretanica, in modo che ogni stampo raggiunga lo stato di polimerizzazione e le proprietà meccaniche ottimali.
Disastri da rilascio dello stampo: come evitare di incastrarsi tra lo stampo e lo stampo principale o la fusione?
Il perfetto distacco dallo stampo è l'ultima firma del successo stampo in silicone creazione, ma l’adesione arriva a sabotare tutti gli sforzi per la maggior parte del tempo. Ciò non solo distrugge il costoso stampo principale, ma può rendere inutilizzabile l'intero stampo. La chiave per evitare questa "catastrofe" è utilizzare gli agenti distaccanti in modo scientifico e prendere in considerazione la progettazione dello stampo, non solo l'intuizione.
1. Selezione e applicazione degli agenti distaccanti:
Non tutti gli agenti distaccanti sono uguali. Diversi agenti distaccanti di diverse composizioni (ad esempio, a base di solvente, semipermanenti) sono necessari per diverse resine per stampi ottimali (ad esempio, poliuretano, resina epossidica) e materiali master/colata (ad esempio, ABS , metallo, ceramica ).
L'ingegnere LS Precision seleziona il distaccante più adatto dal database empirico in base alla natura chimica del materiale. Durante l'applicazione, è necessario osservare il principio "sottile e uniforme", applicando più volte strati a livello di micron e consentendo loro di formarsi completamente, anziché un singolo strato. Solo in questo modo è possibile realizzare una barriera di isolamento completa ed efficace.
2. Progettazione dello stampo: gli angoli di spoglia sono indispensabili
Anche con un agente distaccante, la sformatura si rivelerà impegnativa se la forma dello stampo stesso è intrinsecamente difettosa. La fornitura di un angolo di spoglia adeguato ( tipicamente ≥ 3° ) per lo stampo principale e la cavità dello stampo prototipazione riduce infatti la pressione negativa e le sollecitazioni meccaniche alla sformatura, eliminando il rischio di lacerazioni per “aspirazione” e di frattura fisica.
Noi di LS Precision Manufacturing affrontiamo la sformatura come un processo. Non solo ti proponiamo la soluzione di sformatura ottimale, ma forniamo anche suggerimenti esperti sugli angoli di sformo fin dall'inizio del processo di progettazione.
Utilizzando l'ampio database di corrispondenza dei materiali e l'esperienza di processo di LS Precision, rendiamo il vostro prodotto ottimale resina dello stampo perfettamente compatibile sia con lo stampo principale che con il successivo materiale di fusione, garantendo ogni volta una sformatura facile e impeccabile.
Come scegliere la "migliore resina per stampi" per il tuo progetto?
Trovare la migliore resina per stampi per la tua applicazione non è una questione di scelta del prodotto più costoso o più versatile, ma di corrispondenza precisa delle prestazioni. Diversi materiali in resina, come materiali per stampi epossidici, resine da colata poliuretaniche e gomma siliconica , tutti hanno profili di proprietà diversi. La quantità di repliche previste, il materiale di fusione desiderato e il livello di dettaglio necessario dovrebbero influenzare direttamente la tua scelta.
1. Ricerca di estrema precisione e stabilità: scelta dei materiali per stampi epossidici
Se hai bisogno di copie molto accurate delle parti o se lo stampo principale stesso ha strutture dettagliate, stampi epossidici sono un'ottima scelta. I suoi vantaggi includono un ritiro di polimerizzazione molto basso, un'ottima riproduzione dei dettagli, un'elevata stabilità dimensionale e un'elevata durezza, che lo rendono adatto per dispositivi di prova o validazione di prototipi. Ma ha una tenacità inferiore e richiede un angolo di sformo maggiore e non è resistente allo strappo come altri materiali, rendendolo più adatto per replicare parti in plastica (come poliuretano e resina) in 50 quantità o meno .
2. Bilanciare prestazioni e costi: scegliere la resina da colata poliuretanica
Per la maggior parte dei cicli di produzione di piccole serie (50-500 pezzi), la resina da colata poliuretanica è il compromesso più economico tra la resina per stampi in termini di costi e prestazioni. Possiede elevata resistenza allo strappo e tenacità, che equivale a una maggiore durata e migliori proprietà di sformatura. Attraverso la modifica della formulazione, resina siliconica può raggiungere una durezza variabile, da morbida a dura. Viene utilizzato per duplicare una moltitudine di varie parti in plastica, modelli in cera e persino alcuni a basso punto di fusione getti in lega .
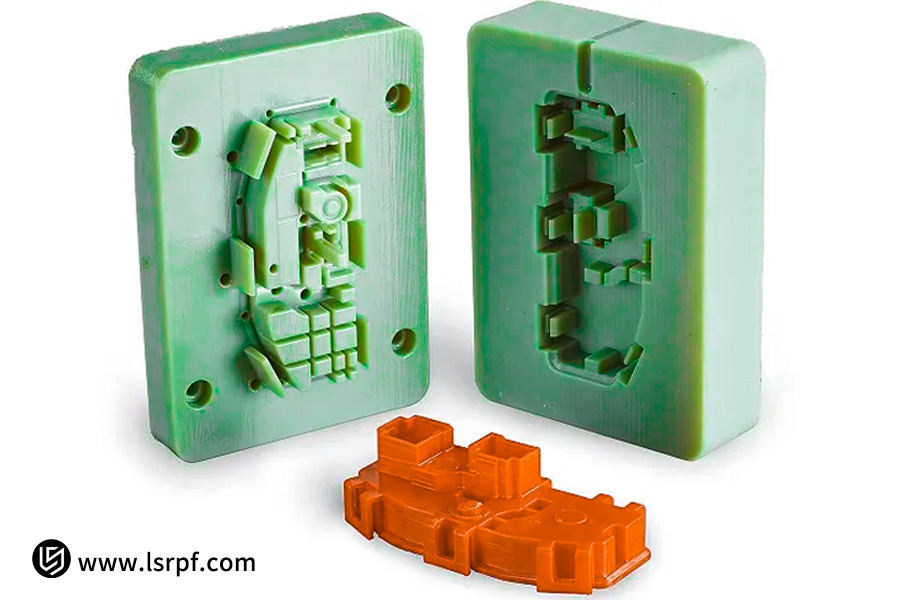
3. Replica di strutture complesse e flessibilità di facile sformatura: scegli il silicone
Se il tuo stampo principale presenta sottosquadri enormi o strutture sottosquadro complesse, la flessibilità di stampi in resina siliconica è l'unica scelta. Gli stampi in silicone possono essere allungati e piegati, consentendo una sformatura senza danni, cosa che non è possibile ottenere con resine rigide. Sebbene sia ideale per replicare sculture, gioielli e altre opere d'arte, la sua resistenza all'usura e la durata sono generalmente inferiori a quelle delle resine poliuretaniche.
Presso LS Precision, i nostri ingegneri apprenderanno diligentemente i requisiti del tuo progetto, dalla quantità di produzione, al materiale di fusione, al livello di dettaglio, per abbinare e consigliare esattamente la resina per stampi più appropriata per un ritorno ottimale sull'investimento.

In che modo la fusione del poliuretano consente di ottenere una produzione a basso volume e a basso costo?
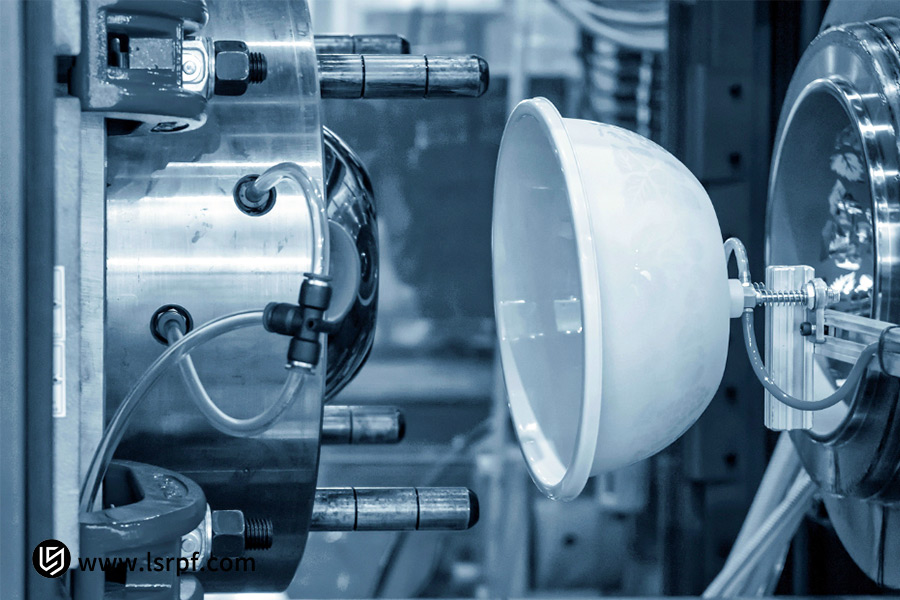
Nello sviluppo del prodotto, dover sostenere i costi e i tempi di consegna realizzazione stampi in acciaio è un peso tremendo. Colata di uretano è il collegamento vitale tra prototipazione e quantità di produzione , in quanto è possibile produrre da decine a centinaia di parti funzionali con prestazioni paragonabili a plastiche stampate ad iniezione ad una frazione del costo e della velocità. Il suo approccio di base consiste nell'utilizzare stampi in resina siliconica ad alta precisione e ottenere la replica attraverso l'uso di a processo di fusione sotto vuoto . Questo processo si basa principalmente sui seguenti due vantaggi:
1. Costo dello stampo estremamente basso e tempi di consegna estremamente rapidi:
La fusione del poliuretano elimina la necessità di costosi stampi in acciaio. Per prima cosa viene creato rapidamente uno stampo in silicone in resina morbida dal prototipo del tuo prodotto ( Stampato in 3D O Lavorato a CNC ). Lo stesso stampo può essere creato in pochi giorni a un costo molto inferiore a quello degli stampi in acciaio, o anche meno, riducendo significativamente l’investimento iniziale e il rischio di produzione in piccoli lotti.
2. La fusione sotto vuoto garantisce la qualità del pezzo:
Durante il processo di produzione, la resina da colata poliuretanica selezionata viene colata sotto vuoto nella cavità dello stampo in silicone. Il vuoto elimina efficacemente le bolle d'aria, offrendo una densa fusione esente da difetti. Il materiale poliuretanico bicomponente riproduce le caratteristiche meccaniche ed estetiche di numerosi tecnopolimeri (come ABS, PP e PC), soddisfacendo i test funzionali e le richieste di convalida del mercato.
La fusione di poliuretano è la scelta più conveniente per la produzione pilota di piccole serie, il lancio sul mercato, la spedizione tramite crowdfunding o la produzione su piccola scala.
In che modo LS ha prodotto rapidamente 50 parti esterne ad alta precisione per un cliente Smart Home?
Quando ci si trova sulla soglia del lancio del prodotto, produrre rapidamente un lotto di prototipi di alta qualità per la verifica e la dimostrazione delle funzioni è un problema comune per molte aziende innovative. Questa era la situazione di uno dei nostri clienti Smart Home: doveva progettare 50 nuovi alloggiamenti per telecomandi in tempo per il lancio. Crearli utilizzando i metodi tradizionali di produzione di stampi in acciaio avrebbe richiesto centinaia di migliaia di yuan e mesi di produzione. Questo era esattamente il luogo in cui la tecnologia colata di poliuretano potrebbe entrare.
1. Il dilemma del cliente:
Il marchio aveva terminato la progettazione di un nuovo telecomando, ma il tempo stringeva prima del lancio. Avevano bisogno di 50 alloggiamenti che somigliassero e sembrassero la versione di produzione finale per dimostrazioni funzionali in loco, recensioni dei media e raccolta delle esperienze degli utenti. Eppure producendo stampi ad iniezione direttamente per l’acciaio non solo era costoso (in genere oltre 100.000 yuan), ma richiedeva un mese o due per la produzione, ben al di fuori del budget e dei tempi del progetto.
2. Soluzione di produzione di precisione LS:
Di fronte alle esigenze urgenti del cliente, il Squadra LS sviluppato rapidamente una soluzione efficiente e affidabile:
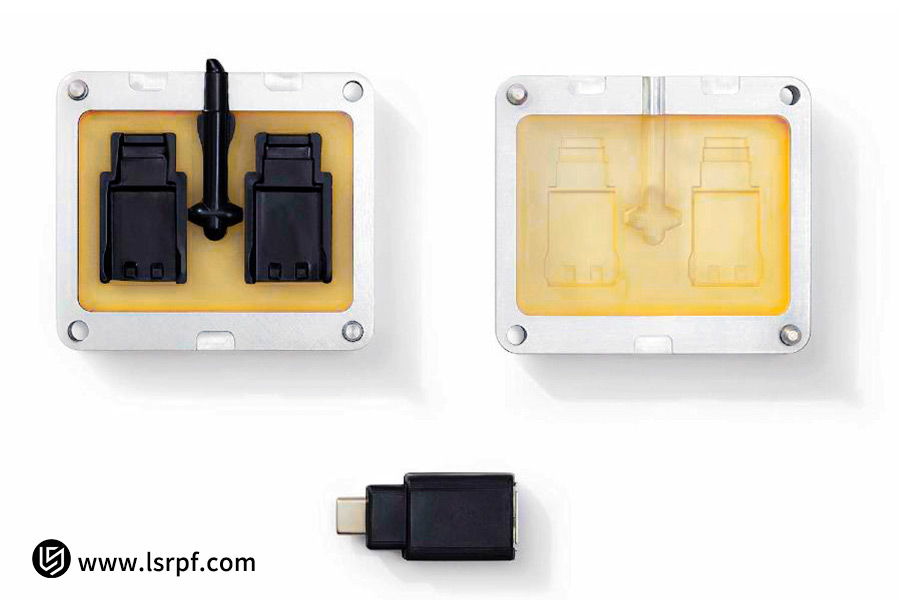
- Creazione di stampi master ad alta precisione: inizialmente utilizzata la precisione LS Attrezzatura CNC ad alta precisione per creare uno stampo principale in metallo direttamente dai dati 3D del cliente, garantendo l'accuratezza dimensionale e la finitura superficiale della parte completata.
- Ottimizzazione dello stampo in silicone: LS Precision ha combinato il materiale in resina dello stampo ottimale per creare lo stampo in resina siliconica. Il materiale possiede una combinazione di elevata tenacità, lunga durata e buone caratteristiche di replica, catturando fedelmente ogni trama fine e dettaglio dei pulsanti sull'alloggiamento del telecomando.
- Produzione parallela di colata sotto vuoto: LS Precision ha utilizzato lo stampo in silicone preparato per colare sotto vuoto la resina da colata poliuretanica. Preparando più set di stampi e producendoli in parallelo, abbiamo notevolmente ridotto il ciclo di produzione di ciascuna parte e ottenuto una rapida replica in piccoli lotti.
3. Risultati:
LS Precision è riuscita a consegnare tutti i 50 alloggiamenti per telecomandi entro una settimana. Le parti hanno un aspetto liscio e una consistenza decente, quasi identiche alla parte finale stampata a iniezione, soddisfacendo pienamente le elevate aspettative del cliente in termini di presentazione all'evento di lancio. Il costo totale rappresenta solo un decimo delle spese per la realizzazione degli stampi, il che fa risparmiare ai clienti una grande quantità di denaro e tempo prezioso, aiutandoli con successo a immettere i loro nuovi prodotti sul mercato.
Ti preoccupi anche del prezzo e della velocità dei prototipi di piccoli lotti? Contatta LS Precision oggi per il tuo soluzione prototipale rapida !
Scegliere un fornitore professionale: cos'altro dovresti aspettarti oltre alla produzione di stampi?
Il vantaggio di lavorare con un vero fornitore di stampi in resina personalizzati va ben oltre la fornitura di uno stampo fisico. Un buon fornitore fornisce una soluzione tecnica completa e un'esperienza di progetto senza problemi. Lavoriamo presso LS Precision per dare vita ai tuoi concetti da uno schizzo, rendendo ogni progetto di fusione in resina una finitura efficiente e di alto livello. Trattandovi con LS Precision avrete i seguenti principali vantaggi:
1. Progettazione preventiva per la producibilità (DFM):
Gli ingegneri di LS Precision controlleranno inoltre professionalmente i vostri disegni 3D prima della produzione e vi aiuteranno a ottimizzare gli angoli di sformo, il posizionamento della linea di giunzione e i potenziali rischi di segni di affondamento. Ciò evita rischi di produzione e ottimizza la progettazione degli stampi, facendoti risparmiare tempo e denaro in futuro.
2. Linee guida per la selezione del materiale scientifico:
Non tutte le resine sono adatte al tuo progetto. Facendo affidamento sul nostro ampio database di materiali e sulla nostra esperienza applicativa , Precisione LS consigliare la resina per stampi più adatta ai requisiti funzionali della parte (ad esempio, requisiti di tenacità o rigidità), al volume di produzione previsto e al prezzo, in modo che le prestazioni dello stampo soddisfino perfettamente i requisiti del progetto.
3. Servizio di prova e produzione regolare:
Viene offerta una capacità chiavi in mano da un'unica fonte. Una volta completato lo stampo, possiamo far condurre internamente la prova del primo articolo e la convalida della produzione e utilizzare lo stesso stampo per eseguire colata di poliuretano in piccoli lotti . Ciò elimina la necessità di coordinamento con una fonderia, riducendo significativamente l'intero ciclo di sviluppo fino al prototipo finale.
Scegliendo LS Precision Manufacturing, non solo otterrai uno stampo in resina personalizzato, ma anche un partner di produzione che ha un interesse nel tuo progetto e fornisce un servizio tecnico end-to-end.
Con le nostre soluzioni end-to-end dalla progettazione alla produzione, LS Precision presenta il tuo colata di resina progetto sul mercato con un rischio inferiore e tempi di consegna più brevi, che ti consentono di raggiungere il mercato più velocemente e ripetutamente.
Domande frequenti
1. Quante parti può produrre in genere uno stampo in resina LS Precision?
Ciò dipende principalmente dalla scelta del materiale in resina per lo stampo. Ad esempio, uno stampo in resina poliuretanica ad alta resistenza produrrà 200-300 o più pezzi con consistenza, mentre uno stampo per prototipazione in resina epossidica è più appropriato da utilizzare per cicli di produzione di 50 o meno. I nostri ingegneri valuteranno da vicino le esigenze del vostro progetto e suggeriranno la soluzione ottimale con un compromesso tra longevità ed economia per garantire il massimo utilizzo.
2. Posso utilizzare il vostro stampo in resina per lo stampaggio a iniezione?
Per nulla consigliato. L'alta temperatura (tipicamente superiore a 200°C) e l'alta pressione (tipicamente superiore a 50 tonnellate) del tipico macchina per lo stampaggio ad iniezione sono facilmente in grado di distruggere gli stampi in resina. I nostri stampi in resina interni sono progettati per la colata di poliuretano a bassa pressione. Forniscono un eccellente ponte di transizione per la produzione di piccole serie di prove a basso costo, la convalida del prodotto e la convalida del mercato, fornendo informazioni approfondite prima di investire definitivamente in stampi in acciaio.
3. Fornite un servizio completo dallo stampo alla fusione?
In effetti, il nostro punto di forza è che forniamo una soluzione completa e chiavi in mano. LS Precision orchestra l'intero processo, compresa la realizzazione iniziale dello stampo e la revisione del progetto (DFM) attraverso le successive piccole serie produzione di colate sottovuoto . Ciò non solo evita perdite di tempo e spese amministrative legate alla comunicazione in più fasi, ma garantisce anche continuità di qualità dallo stampo fino al pezzo finito, offrendoti un accesso senza problemi a parti di precisione pronte per l'uso.
4. Come posso avviare un progetto e ricevere un preventivo?
Il processo è semplice. Puoi semplicemente condividere con noi il file 3D del tuo prodotto (ad esempio, in formato STP/IGS ) o un campione fisico, insieme alla stima approssimativa dei requisiti di volume di produzione. Il nostro personale qualificato effettuerà rapidamente un controllo di producibilità, identificherà processi e materiali alternativi ottimali e fornirà un preventivo aperto e dettagliato e un programma di produzione in 24 ore .
Riepilogo
La produzione efficace di stampi in resina è un'arte estremamente avanzata che coinvolge la scienza dei materiali, un'ingegneria rigorosa e molta esperienza. Scegliere Produzione di precisione LS non significa semplicemente scegliere un prodotto ma anche affidabilità, efficienza e funzionamento senza problemi. LS Precision offre professionalità di altissimo livello, allontanando da te l'incertezza della produzione in modo che tu possa concentrarti senza distrazioni sulla progettazione del prodotto e sull'espansione del mercato.
Puoi fornirci i dettagli della tua parte (disegni 3D o campioni) oggi , contattare LS Precision e il nostro team ti fornirà un'analisi tecnica gratuita e soluzioni personalizzate per realizzare le tue idee nel più breve tempo e al minor costo! Carica subito i tuoi disegni di progettazione e ottieni un istante Preventivo stampi per iniezione plastica (prezzo degli stampi per iniezione plastica), lascia che LS sia il tuo forte sostegno alla ricerca della massima precisione degli stampi per iniezione plastica!
📞Tel: +86 185 6675 9667
📧E-mail: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
I contenuti di questa pagina sono solo a scopo informativo. Servizi LS Non ci sono dichiarazioni o garanzie, esplicite o implicite, circa l'accuratezza, la completezza o la validità delle informazioni. Non si deve dedurre che un fornitore o produttore di terze parti fornisca parametri prestazionali, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipo di materiale o lavorazione attraverso la rete LS. È responsabilità dell'acquirente Richiedi preventivo per ricambi Identificare i requisiti specifici per queste sezioni. Vi preghiamo di contattarci per ulteriori informazioni .
Squadra LS
LS è un'azienda leader del settore Focus su soluzioni di produzione personalizzate. Abbiamo oltre 20 anni di esperienza con oltre 5.000 clienti e ci concentriamo sull'alta precisione lavorazione CNC, Produzione lamiere, stampa 3D, Stampaggio ad iniezione, Stampaggio metalli, e altri servizi di produzione one-stop.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi di ultima generazione, certificati ISO 9001:2015. Forniamo soluzioni di produzione veloci, efficienti e di alta qualità a clienti in più di 150 paesi in tutto il mondo. Che si tratti di produzione in piccoli volumi o di personalizzazione su larga scala, possiamo soddisfare le vostre esigenze con la consegna più rapida entro 24 ore. scegliere Tecnologia LS Questo significa efficienza nella selezione, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com


