
板金曲げサービス高品質の金属部品を製造するために不可欠です。しかし、サプライヤーを決める際に、多くのエンジニアが目に見えにくい技術的な問題に遭遇します。サンプルは検査中に受け入れられるかもしれませんが、量産の精度は変動する可能性があり、曲げ箇所に亀裂が発生する可能性があり、制御されていない複雑な部品の大量のスプリングバックにより、最終的に組み立てコストが非常に高くなる可能性があります。
主な問題は、通常の評価は単価のみに注目しているため、品質の安定性に実際に影響を与える内部の技術的側面が見落とされていることです。曲げ補正アルゴリズムそして材料の異方性の処理方法です。
実際、この投稿は「5 つのサプライヤー選択基準と回避すべき落とし穴の実践ガイド」の上位版として機能し、 5 つの基本的な側面を通じて本物の精密板金曲げサービスのプロフェッショナルを区別する方法を学びます。

板金曲げサービス サプライヤーの選択:コア寸法の概要
| 評価次元 | コア標準 | 主要なデータ | お客様のメリット |
| 高強度材料の補償 | オフラインプログラミング補正 + レーザー検査 | 角度誤差 ±0.3° | スプリングバックや亀裂を回避 |
| 複雑な部品の精度 | 6 軸 CNC + 3D シミュレーション | 累積公差 ±0.15mm | 組立合格率の向上 |
| 表面品質 | マークフリーのカビ + コーティング保護 | Ra値≤0.8μm | 二次研削コストを節約 |
| 品質管理体制 | SPC コントロール + FAI レポート | CPK≧1.33 | 量産の安定性を確保 |
| DFM 機能 | 設計最適化の提案 | スクラップ率を15%削減 | 製造コストの削減 |
基本的なエンジニアリングの側面を理解すれば、板金曲げサービスを適切に行うことが可能になります。ここでは、実際のデータに裏付けられた実践的なアプローチを備えた主要な評価基準を詳しく説明しました。これらは、エラーを回避し、信頼できるものを選択して、出費を最小限に抑え、最大の結果を得るのに役立ちます。
このガイドが信頼できる理由LS Manufacturing の板金曲げサービスの経験
LS Manufacturing の板金曲げサービスでは、15 年以上にわたる同社の経験と、世界中のさまざまな分野の 200 を超えるクライアントにサービスを提供する能力を活用することができ、その結果、高張力鋼のスプリングバックや複雑な部品の公差管理などの問題に簡単に取り組むことができます。彼らのよく開発されたソリューションは、試行錯誤のコストを回避するのに役立つだけでなく、次の規則に厳密に従うこともできます。 ISO 9001:2015 品質システム、プロセスのトレーサビリティを提供し、安定した高品質の部品を保証します。
たとえば、クライアントの 6061-T6 アルミニウム合金ブラケットは、微小亀裂の影響を受け、集合公差が標準を 0.8 mm 超え、R 角度の設計が不適切だったために合格率が 72% に達しただけでした。 LS Manufacturing では、マイクロ波誘導局所焼鈍と最高級の曲げ機械を使用することで、合格率を 100% に高め、組み立ての効率を 30% 向上させ、年間 120,000 ドルを節約することができました。
LS Manufacturing を選択する際のもう 1 つのリスクのない出力品質の判断基準は、 AS9100D 航空宇宙認証。このガイドは、同社の経験と技術を基礎として、高品質の板金曲げサービスのサプライヤーを迅速に検索し、時間を無駄にすることなく決定に到達するための信頼できるアプローチを提供します。
基本的な板金曲げサービスが必要な場合でも、高精度のカスタム ソリューションが必要な場合でも、このガイドでは的を絞ったアドバイスが提供されます。資格のある金属曲げサービス プロバイダーを迅速に選別するための無料のサプライヤー評価リストについては、当社のエンジニアリング チームにお問い合わせください。

サプライヤーは高強度材料の精密板金曲げを提供できますか?
高張力鋼やアルミニウム合金などの材料は塑性がほとんどないため、スプリングバックが大きな問題となります。精密板金曲げ加工専門的な補償技術を備えたサプライヤーを見つけると、作業のやり直しやコストの無駄を効率的に回避できます。
スプリングバックに影響を与える主な側面
- 降伏強度。材料の降伏強度が高くなるほど、スプリングバックも大きくなります。これも主な要因の 1 つです。
- シートの厚みの偏差。シート間の厚さが異なると、曲げの力が不均一になり、その結果、不均一なスプリングバックが発生し、部品の精度にも影響を及ぼします。
- 回転方向。圧延方向によって材料の異方性が変化するため、方向によってスプリングバック角度に差が生じ、補償措置、つまり基本的に異なる調整が必要になります。
LS製造補償技術の応用
当社のオフライン プログラミング ソフトウェアは、 材料降伏強さ、板厚偏差、圧延方向。同時に、レーザー角度検出システムを使用して検査を実行し、補正値をリアルタイムで変更します。
当社のレーザー角度検出システムは、 0.05 レベルの精度で検出できます。これは、曲げ角度の誤差が継続的に 0.3 以内に抑えられることを意味します。降伏強度600MPaの高張力鋼では、業界平均が0.5であるスプリングバック補正精度が0.1にも達します。
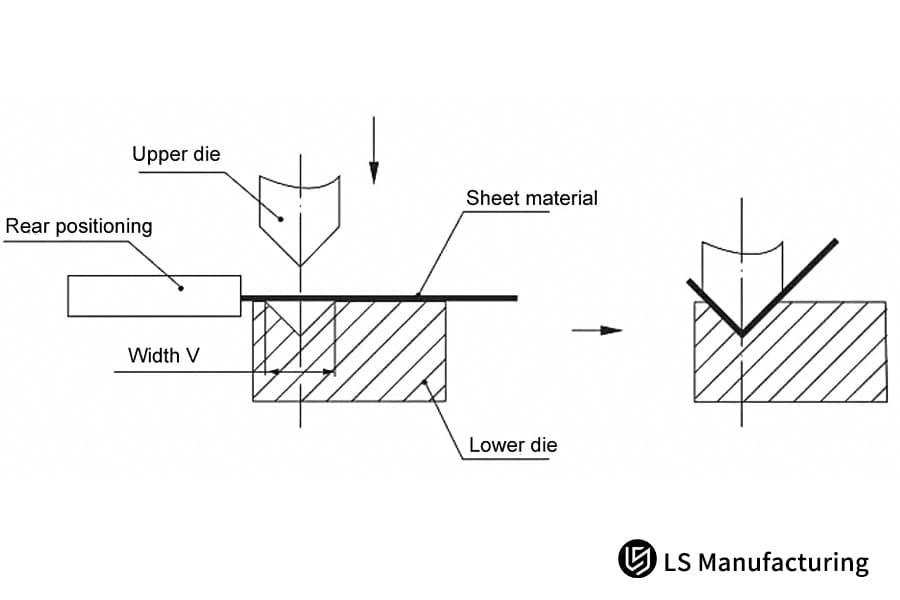
図 1: チタンシートのレーザー切断ダイのセットアップを示す図。
カスタム金属曲げサービスはどのようにして複雑な部品の精度を保証しますか?
加工精度はサプライヤーの設備と経路計画能力に依存するのは事実です。カスタム金属曲げサービス直接影響を受ける可能性があります。複数の曲げパスを必要とする複雑な部品は、金型の干渉や累積公差が基準を超える影響を受けやすくなります。
6軸CNCバックゲージの貢献
多方向に調整できるので、 6軸CNCバックゲージは板金を正確に位置決めするため、人的ミスを防ぎます。これにより、累積許容誤差が制御されます。
3Dシミュレーション技術で金型の干渉を回避
LSマニュファクチャリングは高精度ベンディングセンター3Dシミュレーション技術を活用し、曲げ加工を生産前に可視化します。このようにして、金型の干渉問題を予測し、スクラップを避けるために順序と金型の位置に必要な変更を加えることができます。
| 曲げ回数 | 板厚(mm) | 累積公差(mm) | 処理効率(個/時間) | 合格率 (%) |
| 5 | 2.0 | ±0.08 | 45 | 99.8 |
| 8 | 3.0 | ±0.12 | 32 | 99.5 |
| 12 | 4.0 | ±0.15 | 25 | 99.2 |
| 15 | 5.0 | ±0.18 | 18 | 98.8 |

図 2: 油圧プレス ブレーキでチタン シートを曲げる産業労働者。
メーカーは金属の精密曲げサービスを行う際、どのようにして表面のへこみをゼロにしているのでしょうか?
アルミニウム合金やステンレス鋼の外装部品の表面のへこみは、加工中の主な問題の 1 つです。精密金属曲げ加工サービス、部品の美しさに影響を与え、同時に研削コストも増加します。したがって、ゼロインデント技術のサプライヤーを見つけることは、コストを削減するだけでなく、品質レベルを高める上でも良い手段となります。
くぼみの物理的メカニズム
- 曲げ加工中にダイとシートメタルがしっかりと接触するため、ダイのパターンが金属板に刻印されます。板金表面、くぼみがはっきりと出ます。
- 曲げ加工中に板金が金型に擦れると、表面に小さな傷が生じ、外観品質が損なわれます。
LS Manufacturing のゼロ圧痕ソリューション
ポリウレタンのノンマーキング素材で作られた金型とコーティング保護方法を併用することで、金型と板金の間の強い接触を防ぎ、摩擦を軽減し、傷や凹みを完全に取り除くことができました。
当社では外装部品の表面品質基準をRa値0.8μmとし、圧痕ゼロ合格率100%を実現しています。ステンレス製の装飾部品を製造している顧客がいます。彼らがゼロ インデント プロセスを使用し始めてからは、二次研磨にかかる費用を毎月 8,000 ドル節約することができました。つまり、後の部分は曲げ加工追加の操作なしで直接組み立てることができます。このようにして、生産効率を大幅に向上させることができます。
サプライヤーは金属曲げ工学基準と品質管理に従っていますか?
量産の安定性は、製品を選択する際の重要な要素です。金属曲げサービスサプライヤー高精度で確立された金属曲げ工学基準の品質管理システムは、各バッチの品質を保証する上で極めて重要な役割を果たします。残念なことに、多くのサプライヤーはプロセス制御の重要性を見落としており、その結果、大量生産の品質にばらつきが生じ、再加工コストが高くなります。
定量的品質検査基準の本質
専門的な品質管理システムをセットアップするということは、明確で測定可能な基準を持つことを意味します。私たちの金属曲げ技術基準完成品の検査、工程管理、材料のトレーサビリティを組み込んでいます。中でもCPK値は量産安定性を左右する重要な要素です。
コア曲げ作業については、CPK 値を少なくとも 1.33 と規定しています。これは、プロセスの偏差が最小限であり、生産ラインの欠陥率が63 ppm という非常に低いレベルに制御されていることを意味します。このベンチマークは業界平均の 1.0 CPK よりもはるかに高いため、部品のすべてのバッチの品質が一貫した状態に保たれます。
SPC 統計管理の使用状況と FAI レポート
最終製品の寸法チェックに加えて、当社は重要なプロセスに対してSPC統計管理を実践し、パラメーターの変化をリアルタイムで効果的に観察し、異常な変化についてアラートを送信し、生産の追跡可能性を維持するために注文ごとに包括的なFAI初回検査レポートを提供します。
これは、金属曲げサポートを評価する際の信頼性の最も重要な裏付けです。 eすべての製品が厳格な技術契約を満たしていることを保証します。サプライヤーの品質管理能力を確認したい場合は、当社のエンジニアリングチームにお問い合わせください参考用に無料のサンプル FAI レポートを入手します。

図 3: デジタル測定ツールを使用したチタン部品の曲げ角度の検証。
優れた金属曲げサービスプロバイダーは、設計段階で最適化の提案を提供してもらえますか?
曲げの滑らかさの問題は、多くの場合、設計段階で製造能力を考慮に入れていないために発生する最初の問題の 1 つです。一方通行金属曲げサービスプロバイダー設計段階で製造設計 (DFM) アドバイスを提供することで、顧客がより効率的にコストを削減できるように支援できます。
DFM 最適化の主な領域
- 材料が引き裂きによって損傷しないように、部品の厚さを考慮して最適な内半径 (R) 角度を提案します。つまり、R 角度が小さすぎないようにします。つまり、結果として部品が損傷しないように曲げることになり、スクラップ率を下げる大きな要因となります。
- 穴から曲げエッジまでの距離を改善して、 穴変形なしこれにより、部品の正しい取り付けが保証され、再現コストが削減されます。
DFM 最適化の実際の結果
かつて自動車部品の顧客に DFM を提供したことがあります。彼の部品の変形率は 18% で、穴が近すぎるため、スクラップ率が長期間にわたって高かったです。曲げエッジ。穴の距離を 8 mm に増やし、R 角度を調整した結果、スクラップ率が 15% 減少し、お客様は年間ほぼ 100,000 ドルを節約することができました。
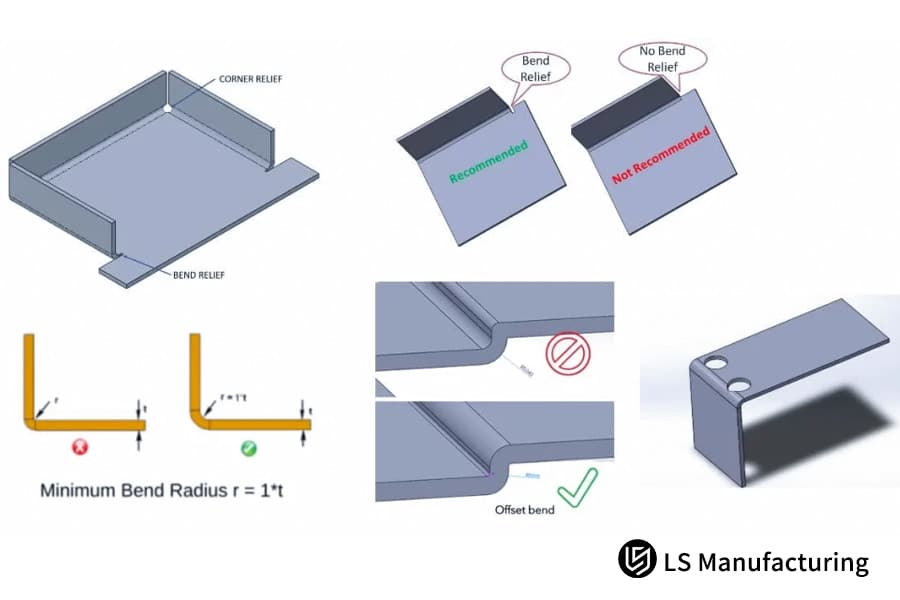
図 4: 設計図: チタンレーザー切断の曲げ逃げと半径のルール。
LS Manufacturing は航空宇宙グレード 6061 アルミニウム合金ブラケット向けにカスタマイズされた曲げソリューションを提供
航空宇宙グレードの 6061 アルミニウム合金は非常に強く、耐腐食性があります。ただし、可塑性が低いため、曲げると割れが発生しやすいです。したがって、サプライヤーの要件は、金属曲げサービスとても高くなる。この材料ブラケットの曲げの課題にどのように対処したかについての成功事例を紹介します。
顧客の課題
当社の医療機器顧客の 1 つは、12 回曲げられた 6061-T6 アルミニウム合金ブラケットを使用していましたが、マイクロクラックが頻繁に発生しました。曲げ半径わずか1mm(R角)でした。その結果、合計の偏差は標準より 0.8mm 高く、合格した部品は 72% のみでした。さらに、スクラップ率が高く、納期も遅れていました。以前の 2 つのサプライヤーはこの問題を解決できませんでした。
LSマニュファクチャリングのソリューション
- 最初の推奨事項では、6061-T6 アルミニウム合金の角度の半径 (R) を 1 mm から 2.5 mm に変更することで、曲げ点での応力集中を大幅に軽減し、微小亀裂の形成を防止します。
- このソリューションには、マイクロ波誘導局所焼鈍技術を使用して板金の曲げ領域を局所的に加熱することで、材料の可塑性を向上させ、スプリングバックを低減します。
- の使用高精度動的補償曲げ機生産中に、曲げ角度と寸法をリアルタイムで監視するだけでなく、補正値を即座に調整して累積公差を制御できる優れた選択です。同時に、3Dシミュレーション技術を採用して曲げシーケンスを最適化し、金型の干渉を回避し、加工精度をさらに確保します。
結果と価値
| 指標 | 連携前 | 協力後 | 改善効果 |
| 部品合格率 (%) | 72 | 100 | 28%の改善 |
| 累積公差(mm) | 0.8 | ±0.25 | 68.75%削減 |
| 組立効率 (%) | 70 | 100 | 改善 30% |
| 年間コスト削減 (USD) | 0 | 120,000 | 120,000ドルの節約 |
このソリューションが実践された後、部品の合格率は 100% に達し、組み合わせ公差は 0.25 mm の範囲内に収まり (顧客の要求をさらに上回りました)、組み立て効率は 30% 向上し、顧客の生産計画は軌道に乗り、全範囲の注文を獲得しました。
航空宇宙グレードのアルミニウム合金や高張力鋼などの加工が難しい材料のカスタム金属曲げサービスが必要な場合は、部品図面 (STEP または DXF 形式) を当社のエンジニアリング チームに送信していただければ、お客様に合わせた曲げソリューションを提供します。

グローバル調達における高品質の金属曲げサービスの応答速度を評価するには?
グローバルに調達する場合、高品質の金属曲げサービスプロバイダーは、生産計画に影響を与える上で重要な役割を果たします。最近のサプライヤーは、主に迅速な技術レビュー、見積もり、プロトタイプの納品によってサプライ チェーンの機敏性を示しています。
見積もりと技術レビューのスピード
迅速な対応時間の必要性を理解する金属曲げプロジェクトでは、経験豊富なエンジニアリングチームを編成し、複雑な図面レビューを24時間以内に処理し、処理能力の詳細な説明、生産の最適化提案、詳細な見積書の発行を一度に行います。
当社は 100% の見積回答率を誇りに思っており、複雑な図面のレビューにかかる通常の所要時間は 18 時間で、これは業界標準の 48 時間よりもはるかに短いことを意味します。これにより、顧客はレビュー結果を待つことで生産計画が中断されることなく、プロジェクトを進めることができます。
プロトタイピングと納品における最大限の柔軟性
当社には試作工場があり、板金用に設計された高精度折り曲げ加工機を備えており、ラピッドプロトタイピング3〜5日以内に。また、お客様の差し迫った検証要件を満たすため、緊急の注文にも 2 日以内に対応できるよう手配いたします。
当社の応答時間は地理的位置に影響されないため、効果的で信頼性の高い高品質の金属曲げサービスを世界中の顧客に提供できます。緊急のプロトタイプまたは見積りリクエストがある場合は、優先的に対応するため緊急度を明記してください。
LS Manufacturing がグローバル サプライ チェーンの推奨パートナーである理由は何ですか?
グローバルでは板金曲げ加工サービス市場では、優れた信頼できるパートナーを見つけることで、多くの不便を回避し、コストを削減できます。当社は独自の機能を活用して、世界中のクライアントから選ばれる選択肢となりました。その結果、当社は一流の処理とワンストップソリューションを提供します。
- 完全所有の処理装置:当社はすべての処理を実行します。曲げ加工自社工場で生産しておりますので、外部委託による品質の改ざんや情報漏洩を禁止します。
- 堅牢な知的財産保護の取り決め:当社は機密保持契約を使用してクライアントの図面、技術パラメータ、およびその他の種類の情報の機密保持に非常に真剣に取り組んでおり、これによりクライアントのコアテクノロジーが確実に保護されます。
- 価格表はその日のうちに送信され、3 ~ 5 日での迅速なプロトタイピングにより、プロジェクトの効率が大幅に向上し、クライアントの時間とコストが節約されます。
高く評価された認証と満足した顧客
当社は ISO 9001:2015 および AS9100D 認証を取得しています。 AS9100D 認証を取得しているということは、ハイエンドの精密板金曲げサービスを提供できることを意味します。多くのフォーチュン 500 企業が当社の顧客であり、当社は最高レベルの評価を受けています。
よくある質問
Q1: LS Manufacturing が達成できる精密曲げの最小公差はどれくらいですか?
当社では最高品質の CNC 曲げ機を使用し、レーザー測定システムを統合することにより、標準寸法公差を 0.1 mm 以内に維持することができます。さらに、角度公差は 0.3 以内の精度に抑えることができます。このような公差は平均的な業界レベルよりもはるかに優れており、さまざまな精密部品の要件に対応できます。
Q2: 曲げ加工時にステンレス表面に金属傷がつかないようにするにはどうすればよいですか?
曲げ加工中、ステンレス鋼板を金型から隔離する保護フィルムで包まれたノンマーキング金型を採用しています。摩擦や激しい接触がないため、精密な金属曲げ加工を行っても表面を傷つけません。
Q3: 複雑な部品のカスタマイズされた曲げサービスを提供していますか?
もちろん!多段階曲げ、複雑な曲げ、特に狭いエッジの曲げが可能です。当社のエンジニアは、部品図面に基づいて、工具ブロックを使用して曲げプロセスをオフラインでプログラムおよびシミュレーションし、干渉問題を解決し、カスタムの金属曲げサービスをカスタマイズして適切なソリューションを提供します。
Q4: 部品を曲げた後に亀裂が発生しました。なぜですか?そして、これを修正するにはどうすればよいでしょうか?
亀裂は通常、半径 (R 角度) が小さすぎるか、圧延方向が考慮されていないことが原因で発生します。 LS Manufacturing では、材料の特性に応じて適切な曲げ半径をアドバイスし、亀裂の可能性を減らすために製品 DFM (製造設計) レビューを実施します。
Q5: 板金曲げサービスの見積もりではどのような要素を考慮しますか?
材料費、加工期間、機械のセットアップ費用、品質検査報告書などを含めた明確なお見積りをご提供いたします。図面を送信すると、24 時間以内に包括的な金属曲げサービスの見積もりを得ることができます。
Q6: 金属曲げサプライヤーの精密機械加工能力を評価するにはどうすればよいですか?
当社では、機械の再現性、リアルタイム角度補正技術を備えているかどうか、CPK (コンテンツ パフォーマンス チェック) データなどのデータに裏付けられた品質レポートを提供できるかどうかを理解することを重視しています。これらは、金属曲げサプライヤーを評価する際の基本的な基準です。
Q7: LS Manufacturing では大型板金の曲げ加工がどの程度可能ですか?
当社には最大 4 メートルの長さの巨大な CNC 曲げセンターがあり、油圧式たわみ補正システムを備えていることはよく知られています。これにより、非常に長い部品が基準点だけでなく全長に渡って真直さと一定の角度を確実に維持します。
Q8: 通常の納期はどれくらいですか?
通常、サンプル注文は 3 ~ 5 営業日で納品されますが、生産スケジュールに基づいてタイミングを調整すれば、量産の段階納品も可能であり、お客様のゼロ在庫管理をサポートします。
まとめ
したい人板金曲げサービスの評価サプライヤーの技術管理に重点を置く必要があります。ソフトウェアによる板金のバネ性の自動調整から、複雑な動きの衝突チェック、そして表面仕上げに至るまで、すべてのステップが製品の競争力を高めます。
専門のサプライヤーを選ぶということは、製品の製造を支援してくれる加工パートナーだけでなく、コストを削減し、長期的に効率を向上させる信頼できる協力者も選択することを意味します。
平均的な加工に満足せず、エキスパートレベルの曲げを目指しましょう。組み立てミスや曲げ時の破れなどの技術的な問題がご心配な場合は、当社のエンジニアが STEP または DXF ファイルを喜んで受け取ります。
専門的な見積もりを取得するLS Manufacturing からの依頼を受けて、真の精密金属曲げサービスを通じて製品の品質を向上させる方法をデモンストレーションしましょう。
📞電話: +86 185 6675 9667
📧メール: info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。 LSマニュファクチャリングサービス情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、LS Manufacturing ネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です。部品が必要です引用 これらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturing は業界をリードする企業です。カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形。金属プレス加工、その他のワンストップ製造サービス。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。 LSマニュファクチャリングを選択します。これは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.lsrpf.com 。


