鋳造は最も古い製造方法の一つであり、初期のプロセスは数千年前まで遡り、現代のプロセスは1893年頃にまで遡ります。それ以来、鋳造方法と技術は大きく進歩しましたが、基本原理は変わりません。基本的に、溶融材料をプリフォームキャビティまたは金型に流し込み、そこで冷却して目的の形状に固めます。LSは、部品と製造仕様に応じてさまざまな鋳造方法を使用しています。現代の製造工程で最も一般的に使用されている鋳造プロセスの1つは、インベストメント鋳造です。このガイドでは、インベストメント鋳造の基本を解説し、そのプロセスと用途を詳しく説明します。その利点、限界、用途を理解することで、製造業者はこの方法が自社の生産ニーズを満たすかどうかをより適切に評価できます。
インベストメント鋳造とは何ですか?
インベストメント鋳造(ロストワックス鋳造または精密鋳造とも呼ばれる)は、複雑な形状、精密な寸法、滑らかな表面を持つ金属部品の製造に主に使用される高度な鋳造プロセスです。その基本原理は、まず溶融可能な材料(ワックス、プラスチックなど)を用いて最終鋳造品の形状に一致するプロトタイプモデルを作成し、次にそのモデルの表面に耐火材料を複数回コーティングして強固なシェルを形成することです。シェルが十分に強固になったら、内部のプロトタイプモデルを加熱によって溶融・排出することで、中空の耐火空洞が残ります。最後に、溶融金属をその空洞に流し込みます。金属が冷却・凝固した後、シェルを割って複雑な形状と高精度を持つ金属鋳造品を取り出します。
インベストメント鋳造は、高精度、高品質、複雑な構造の鋳造品を製造できることから、航空宇宙、医療機器、自動車産業、精密機器などの分野で広く利用されています。従来の鋳造方法では実現が困難な複雑な幾何学的形状を設計者が作成できるだけでなく、鋳造品の寸法精度と表面品質も確保できます。現代産業において不可欠な精密製造技術と言えるでしょう。
インベストメント鋳造工程の手順とは?
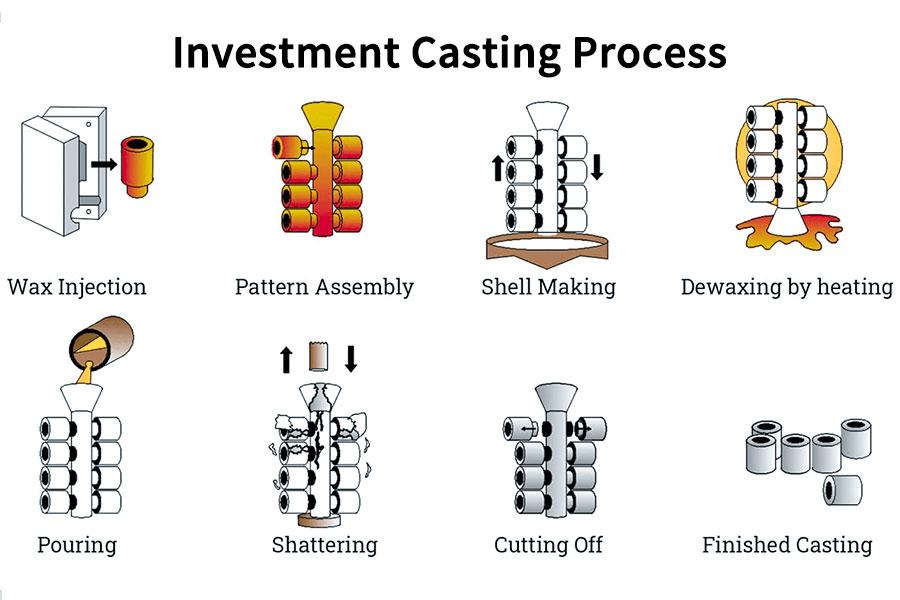
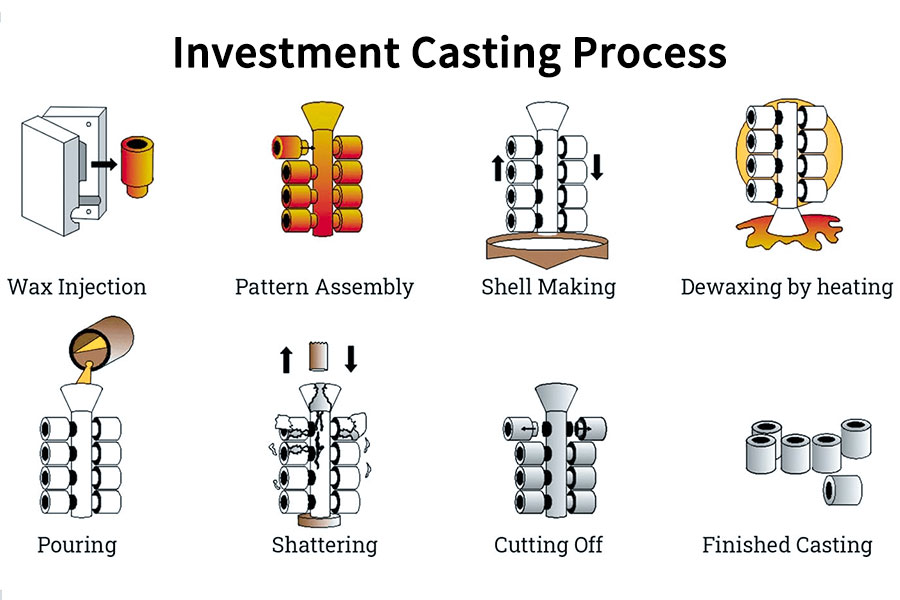
インベストメント鋳造プロセスは、高精度、高複雑性、そして優れた表面品質で知られており、特に小型で複雑な形状の金属部品の製造に適しています。しかし、このプロセスは比較的複雑でコストも高いため、鋳造品質に厳しい要求がある用途で一般的に使用されます。以下では、主に以下のステップで構成されるインベストメント鋳造プロセスについて学習し、理解を深めていきます。
ステップ1:サイコロの作成
工程の最初のステップは、目的のワークピースの金型またはパターンを作成することです。パターンはワックスで作られます。射出成形を用いて金型に流し込むか、ワックスの塊から手彫りするか、または3Dプリンターと適切なワックス材料を使用して印刷することができます。
ステップ2:ワックスパターンを取り付ける
インベストメント鋳造の金型製作では、複数のワックスパターンを作成し、それらを「ゲート」と呼ばれる装置に取り付けます。このゲート装置に金属などの材料を流し込み、最終的に目的のワークピースを成形します。
ステップ3:ツリーの組み立て
ツリーアセンブリは、ワックスパターンを「ゲート」装置に取り付ける工程を完了させるものです。この段階では、個々のワックスパターンがそれぞれ「枝」にあたり、工程が完了すると一つの完成品となるため、「ツリー」と呼ばれています。新しいボードゲームで、使用前に部品を取り外す必要がある場合、ツリーアセンブリを目にしたことがあるかもしれません。
ステップ4:シェルモールディング
樹木が組み立てられたら、次のステップはその周りにシェル状の鋳型を取り付けることです。まず、樹木をセラミックのスラリーに浸します。次に、細かい砂の漆喰に浸します。鋳型は完全に乾燥させてから使用する必要があります。これらの2つの工程は、鋳型が鋳造の応力に耐えられるほど厚くなるまで、複数回繰り返すことができます。
ステップ5:ワックス除去
目的の材料を新たに成形した型に流し込む前に、まずワックスパターンを取り除く必要があります。これは通常、オーブンでワックスを加熱することによって行われます。蒸気を使ってワックスを加熱することもできます。型を逆さまにして、溶けたワックスを流し出し、新しいワックスパターンを作るために再利用します。ワックスを除去する別の方法としては、ワックスを加熱して「燃焼」させ、成形済みの鋳物から完全に除去する方法があります。
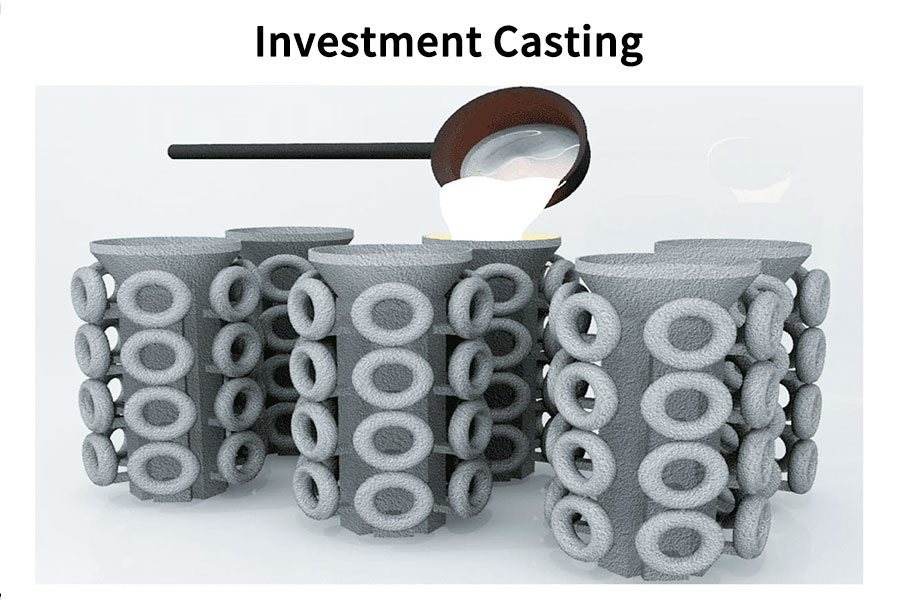
ステップ6:鋳型鋳造
ワックスを取り除いた後、鋳型内部には、ワックス原型と同じ形状の空隙ができます。そこに溶融金属、またはその他の液体材料を流し込みます。材料は完全に冷却・凝固するまで鋳型内に留まります。
ステップ7:鋳型からの鋳造品の取り出し
鋳型からの取り出しは、通常、ハンマーで叩いて鋳物を型から外すことで行われます。鋳物を型から分離する他の方法としては、ウォータージェット洗浄、メディアブラスト洗浄、振動洗浄、化学溶解などがあります。その後、湯口、ランナー、その他のゲートシステム部品は分離され、リサイクルされます。
ステップ8:後処理操作
インベストメント鋳造プロセスでは、通常、後加工は不要です。しかし、期待どおりの結果が得られない場合は、使用前に鋳造品の表面仕上げが必要になることがあります。一般的には、工作機械による表面研削で、表面の欠陥を研磨・除去できます。ただし、状況によっては、手工具による仕上げ、溶接、油圧矯正などの他の仕上げ工程が必要になる場合もあります。
ダイカストとインベストメント鋳造の比較可能性
| パラメータ | キャスティング | インベストメント鋳造 |
|---|---|---|
| 設計と複雑性 | 複雑な形状、細い仕切り、アンダーカット、厳しい公差を持つ部品に適しています。ただし、精密鋳造ほど高度な部品は製造できません。 | 設計の柔軟性が向上し、高度な形状の成形、正確な寸法、高度な形状、薄肉部品の製作が可能になります。 |
| 製造量と価格効率 | 大量生産においては、より費用対効果が高い。生産量が増加すると、規模の経済効果により、単位あたりの価格が低下する。 | 非常に手作業的なプロセスのため、コストは高くなります。しかし、大量生産の場合は費用対効果が高い可能性があります。 |
| 寸法精度と床端 | 寸法精度と底面形状に優れた部品を製造します。鋳造品のサイズが小さいほど、寸法精度は向上します。 | 優れた寸法精度と素晴らしい床仕上げを実現します。 |
| 金型の利用と再利用性 | ダイカストの金型は、長期使用を想定して設計される場合があり、その場合、初期費用が高額になるとしても、時間の経過とともにその価値が相殺される可能性がある。 | 鋳造工程ごとに、ワックスパターンを作成するための新しい金型が必要となります。使用済みのワックスは回収して再利用できる場合が多いです。 |
インベストメント鋳造プロセスで使用される材料
インベストメント鋳造法は、幅広い金属や合金に対応できる柔軟性で知られており、それぞれの金属や合金は、さまざまな用途の要求を満たすために特定の特性に基づいて選択されます。一般的に使用される材料には、以下のようなものがあります。
| 材料 | 物件 | 環境適合性 | 費用に関する考慮事項 | アプリケーション |
|---|---|---|---|---|
| ステンレス鋼 | 高強度、耐腐食性、耐久性 | 過酷な環境や高温にも最適です。 | 高価だが、メンテナンスの手間が少ない | 自動車部品、医療機器、ゴルフクラブヘッド |
| 炭素鋼 | 高強度、優れた被削性 | 一般的な環境に適しており、耐腐食性は低い。 | 費用対効果が高い | 自動車部品、機械、建設用金物 |
| アルミニウム合金 | 軽量、優れた強度対重量比、耐腐食性 | 重量に敏感な環境に適しており、耐腐食性に優れています。 | 炭素鋼よりも高価 | 航空宇宙、自動車部品、電子機器 |
| 超合金 | 優れた機械的強度、耐クリープ性 | 高温および高腐食環境に最適 | 高コスト、長期耐久性 | ガスタービン、航空宇宙、船舶部品 |
| 銅合金 | 優れた導電性、耐腐食性 | 電気環境および海洋環境に適しています | 中程度のコスト | 電気部品、配管部品、装飾品 |
| 真鍮 | 優れた被削性、耐食性、美観 | 装飾性および耐腐食性に優れた環境に適しています。 | 中程度のコスト | バルブ、継手、装飾品 |
| 鋳鉄 | 高精度、強度、耐熱性 | 高強度用途に適していますが、酸性条件下では腐食する可能性があります。 | 手頃な価格 | エンジン部品、パイプ、機械 |
| ガラス | 透明性、特定の熱特性 | 透明性と耐熱性が求められる特殊な用途 | 複雑さゆえにコストが高くなる | 光学部品、特殊容器、レンズ |

インベストメント鋳造の用途にはどのようなものがありますか?
インベストメント鋳造は幅広い用途があり、主に以下の点に反映されています。
- 航空宇宙分野:精密鋳造技術は、非常に高い寸法精度と表面仕上げを実現でき、複雑な形状と高い精度が求められる鋳造品の製造に特に適しています。航空宇宙分野では、エンジンブレードやタービンディスクなどの主要部品の製造に広く用いられています。これらの部品は、寸法精度と表面品質に関して極めて高い要求が課せられますが、精密鋳造技術はこれらの要求を満たし、部品の性能と信頼性を確保することができます。
- 自動車製造分野:自動車製造分野では、エンジンブロックやステアリングギアなど、複雑な形状の部品の製造に精密鋳造技術が用いられています。これらの部品は、高い精度と表面品質が求められます。精密鋳造技術は、高品質かつ高精度の鋳造品を提供することで、自動車の性能と信頼性を向上させます。
- 医療機器製造:医療分野では、精密な医療機器やインプラントの製造にも精密鋳造技術が用いられています。これらの医療機器やインプラントは、使用時の安全性と有効性を確保するために、寸法精度と表面仕上げに関して極めて高い要求が課せられます。精密鋳造技術はこれらの要求を満たし、医療機器製造向けに高品質かつ高精度の鋳造品を提供することができます。

インベストメント鋳造会社を探す
プロジェクトに精密鋳造技術を取り入れたいと考えている方にとって、適切なパートナーを選ぶことは非常に重要です。アルミニウム、ステンレス鋼、チタンなど、どのような素材の精密鋳造が必要な場合でも、お客様の具体的なニーズを満たす企業を選ぶことが大切です。
LSは、精密鋳造サービスを提供するトップ企業です。長年の業界経験と最先端の製造設備を備え、最も重要な産業用途向けに高品質で堅牢な部品や製品を提供するための知識、スキル、ツールを有しています。精密鋳造とダイカストの違い、または当社のサービスと能力について詳しく知りたい場合は、今すぐお問い合わせください。
よくある質問
1. インベストメント鋳造の基本原理は何ですか?
インベストメント鋳造の基本原理は、溶融性材料(通常はワックス)を用いて原型を作り、その表面に耐火材料を何層にも重ねて鋳型シェルを形成することです。鋳型シェルが硬化・乾燥した後、原型を加熱して溶融除去し、原型の形状に対応した中空の鋳型シェルを得ます。最後に、溶融金属を鋳型シェルに流し込みます。溶融金属が冷却・凝固した後、鋳型シェルを破壊して鋳造品を取り出します。
2. インベストメント鋳造の工程フローはどのようなものですか?
インベストメント鋳造プロセスは主に以下のステップで構成されます。プロトタイプ金型の作成:ワックスまたはその他の溶融材料を使用して、射出成形、プレス成形などによりプロトタイプ金型を作成します。耐火材料のコーティング:プロトタイプ金型の表面に、耐火材料(シリカゾル、石英砂など)を複数層塗布します。各層のコーティング後には、乾燥と硬化が必要です。プロトタイプ金型の溶融除去:耐火材料を塗布したプロトタイプ金型を焼成炉に入れ、加熱して溶かし、プロトタイプ金型を取り出し、中空のシェルを残します。溶融金属の注入:溶融金属(鋼、アルミニウム、銅、その他の合金など)を金型シェルに注ぎ、溶融金属が冷却・凝固して鋳造品が形成されるまで待ちます。鋳造品の洗浄:金型シェルを破壊し、鋳造品を取り出し、必要な洗浄と処理を行います。
3. インベストメント鋳造はどのような分野に適していますか?
インベストメント鋳造は、航空宇宙、自動車、医療機器、産業機械、美術品製造など、幅広い分野で利用されています。特に、高精度、複雑な形状、高性能材料を必要とする部品の製造において、インベストメント鋳造は大きな利点を提供します。
4. インベストメント鋳造の費用はいくらですか?
インベストメント鋳造のコストは、複雑な工程と必要な材料・設備の高コストが主な理由で、比較的高額です。しかし、高精度、複雑な形状、高性能が求められる鋳造品の場合、インベストメント鋳造は後工程の削減、不良率の低減、生産効率の向上につながるため、費用対効果は非常に高いと言えます。
まとめ
インベストメント鋳造は、溶融可能な原型を作成し、耐火材料をコーティングし、原型を溶融し、鋳型シェルを焼成し、溶融金属を流し込むという工程を含む精密鋳造法です。金属が冷却・凝固した後、鋳造品を取り出します。インベストメント鋳造プロセスは、独自のプロセスと技術により、現代産業に高精度、高品質、そして柔軟性に優れた金属成形ソリューションを提供します。このプロセスの継続的な改善と革新は、将来の産業製造におけるその応用と発展をさらに促進するでしょう。

免責事項
このページの内容は参考情報としてのみ提供されています。LSは、情報の正確性、完全性、妥当性について、明示的または黙示的な表明または保証を一切行いません。Longshengネットワークを通じて第三者サプライヤーまたは製造業者が納品する製品について、性能パラメータ、幾何公差、特定の設計機能、材料の品質と種類、または製造品質を推測することはできません。部品の見積もりを依頼する購入者は、当該部品の具体的な要件を決定する責任を負います。詳細については、お問い合わせください。
LSチーム
LSは、カスタム製造ソリューションを専門とする業界トップクラスの企業です。20年以上にわたり5,000社以上のお客様にサービスを提供してきた実績を持ち、高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工、その他ワンストップ製造サービスに注力しています。
当社工場は100台以上の最新鋭5軸加工センターを備え、ISO 9001:2015認証を取得しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、最短24時間での納品でお客様のニーズにお応えします。LSテクノロジーをお選びいただくことは、効率性、品質、そしてプロフェッショナリズムをお選びいただくことと同義です。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。
リソース
https://en.wikipedia.org/wiki/Investment_casting

📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工など、ワンストップの製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


