
高压铸造压铸(又称压铸)以其独特的工艺优势和广泛的应用领域,已成为现代制造业中不可或缺的重要组成部分。这种铸造方法的核心是利用高压、高速将液态或半液态金属注入模具型腔,并在压力下凝固,形成高精度的金属零件。高压铸造以其高效、高质量的生产特点,广泛应用于机械、汽车、航空航天、电子等行业。
如果您正在为您的压铸项目寻找正确的工艺,那么问题“什么是高压铸造”可能需要一些洞察力。因此,本文旨在深入探讨其基本原理、技术特点、高压铸造的应用领域及其对现代工业的重要性。
什么是高压铸造?
高压铸造是一种先进的金属成形工艺它利用高压将熔融或半熔融金属注射到精密设计的模具型腔中,并在压力下快速冷却和凝固,从而制造出高精度、高密度和良好表面光洁度的金属零件。这个过程通常是在专用的压铸机可精确控制熔融金属的注射速度、压力和温度,确保最终产品的质量和性能满足设计要求。
高压铸造工艺如何进行?
这高压铸造工艺是一个微妙而系统的过程,其分步步骤如下:
- 准备阶段:选择合适的金属合金,进行配料和预处理,保证材料质量。同时根据产品要求设计制造高精度模具。
- 加热熔化:将金属合金放入加热设备中,加热至完全熔融状态,控制熔体的温度和成分。
- 模具预热和准备:预热模具,以减少熔融金属与模具之间的温差,防止热应力造成模具损坏。另外,检查模具的完整性,确保浇口和通风口没有损坏或堵塞。
- 压力注射:在高压下,熔融金属快速注入模具型腔。这一过程需要精确控制注射速度、压力和温度,以保证熔融金属能够均匀、快速地充满铸型,形成良好的铸件。
- 冷却凝固:熔融金属在模具中冷却凝固。取决于类型和金属厚度、选择合适的冷却方式和时间,以保证铸件达到所需的力学性能和尺寸精度。
- 开模及零件取出:待铸件完全冷却后,打开模具,小心取出铸件。此过程需要避免损坏铸件,同时检查模具的状态并为下一次铸造做好准备。
- 后处理:根据需要对铸件进行后续处理,如去毛刺、热处理或表面处理等,以提高铸件的质量和性能。
高压铸造常用哪些金属?
常用高压铸造用金属主要包括以下内容:
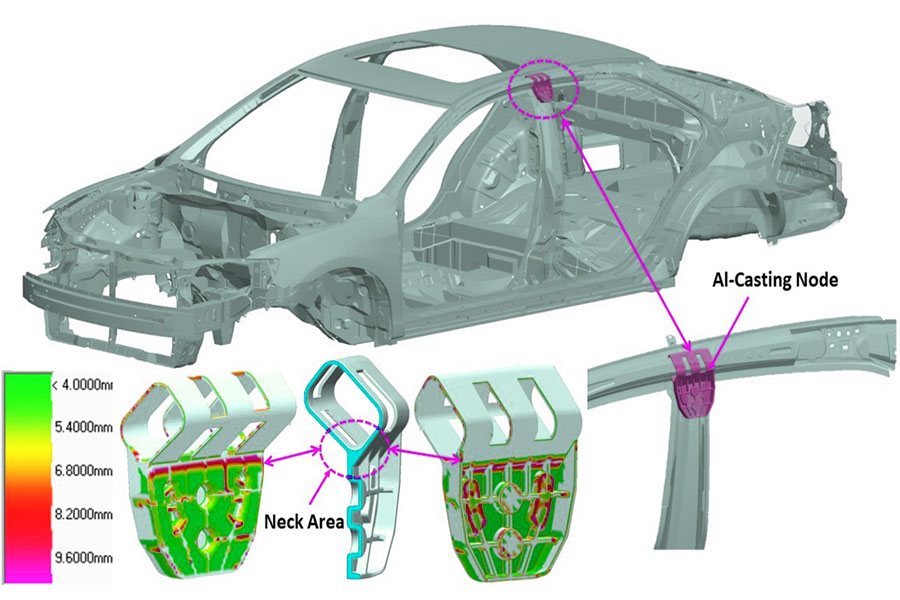
- 铝合金:铝合金是最常用的材料采用高压铸造,具有密度低、强度高、耐腐蚀性能好等优点。广泛应用于汽车、电子、通讯等领域。尤其是在汽车制造领域,关键部件采用铝合金制造如发动机缸体、气缸盖、转向器壳体等,有助于减轻汽车重量,提高燃油效率。经济和环保性能。
- 锌合金:锌合金具有良好的铸造性能和机械性能s,适合制造形状复杂的零件。同时,锌合金还具有良好的表面处理性能,可以满足各种装饰和功能需求。锌合金在熔融状态下流动性好,易于加工,因此广泛应用于高压铸造。
- 镁合金:镁合金具有密度低、强度高、散热性能好的特点,特别适合制造轻量化部件。在航空航天、汽车、电子产品等领域,镁合金的应用越来越广泛。镁合金比铝合金具有更强的承受冲击载荷的能力,并具有良好的抗有机物和碱腐蚀的能力,因此在高压铸造中具有独特的优势。
- 铜合金:铜合金具有优良的导电性、导热性和耐腐蚀性,适合制造高精度、高导电率的零件。在电子、通讯、电力等领域,铜合金的高压铸造非常普遍。铜合金高压铸件具有高精度和良好的表面质量,可以满足这些领域对高性能零件的需求。
哪些类型的产品采用高压铸造制成?
这高压铸造生产的产品类型种类非常广泛,主要包括以下几类:
1.汽车配件:
- 发动机缸体、缸盖等关键部件要求精度高,机械性能好。
- 变速箱壳体、传动系统部件等,这些部件对强度和耐磨性有很高的要求。
- 汽车车轮、散热器等,这些部件要求重量轻、散热性能好。
2.工业零部件:
- 各种机械外壳和支架,这些部件通常需要高强度和耐腐蚀。
- 泵体、阀门等流体控制元件要求具有良好的密封性能,能够承受一定的压力。
- 精密机械零件,如涡轮叶片、齿轮等,对尺寸精度和表面质量有严格的要求。
3.消费品:
- 电气元件,如电子外壳、导热体等,要求具有良好的散热和电磁屏蔽性能。
- 照明灯具的外壳和支架要求美观、耐用。
- 其他消费产品零件,例如家具配件、玩具配件等,这些零件通常要求轻量化和良好的成型性能。
高压铸造有哪些优点和缺点?
这高压铸造的优点和缺点如下:
优势
- 生产效率高:高压铸造采用高速充型、高压成型。填充时间极短。通常只需0.01~0.2秒即可充满型腔,因此生产效率极高。
- 铸件精度高:由于金属液在高压下成型,铸件尺寸稳定,精度高,加工余量小,减少了后续加工的成本和时间。
- 铸件表面质量好:通过高压铸造获得的铸件具有高表面光洁度和良好的机械性能和美观性。
- 可生产薄壁复杂零件:高压铸造可生产薄壁、形状复杂的铸件。例如,铝压铸件的壁厚薄至0.5毫米,适合制造精密零件。
- 采用嵌件铸造法可简化制造工艺:在高压铸造中,嵌件铸造法可同时压铸不同材料的零件,消除了装配工序,简化了制造工艺。
缺点
- 气孔问题:由于金属液充型速度极快,型腔内的气体难以排除,容易以气孔的形式残留在铸件中。因此,普通压铸方法铸造的铸件不能进行热处理或焊接,也不适合进行较深的机械加工,以防止铸件表面出现气孔。
- 材料限制:高压铸造主要适用于有色金属低熔点的,如铝、锌、镁等合金。对于熔点较高的铜合金或黑色金属,压铸时压力室和模具型腔的材料寿命问题更为突出。
- 设备投资大:压铸设备投资较大,压铸模具制造复杂、耗时长、价格昂贵。因此,高压铸造一般不适合小批量生产。
- 不能使用砂芯:由于金属液充填型腔时的强烈冲击,高压铸造中一般不允许使用砂芯,因此无法压铸内腔结构复杂的铸件。
高压铸造使用什么设备?
这高压铸造所用主要设备压铸机是专门用于压力铸造的机器。压铸机主要包括热压室压铸机和冷压室压铸机。下面对这两类压铸机进行详细说明:
1.铸造机
(1)热压室压铸机
- 结构特点:热压室压铸机的压力室与炉体紧密连接为一体。一些热压室压铸机使用压缩空气直接将金属液压压入模具中,无需活塞机构。
- 工作原理:金属在机器中熔化,然后将金属液压压入模具的活塞机构安装在坩埚中。机器工作前,将熔融金属倒入炉内,将带有压力室和鹅颈通道的浇注釜和注射冲头浸泡在熔融金属中。模具的开合模动作是水平移动的。模具打开后,压铸件保留在动模内。
- 适用范围:主要用于压铸锌、锡等熔点较低的合金。
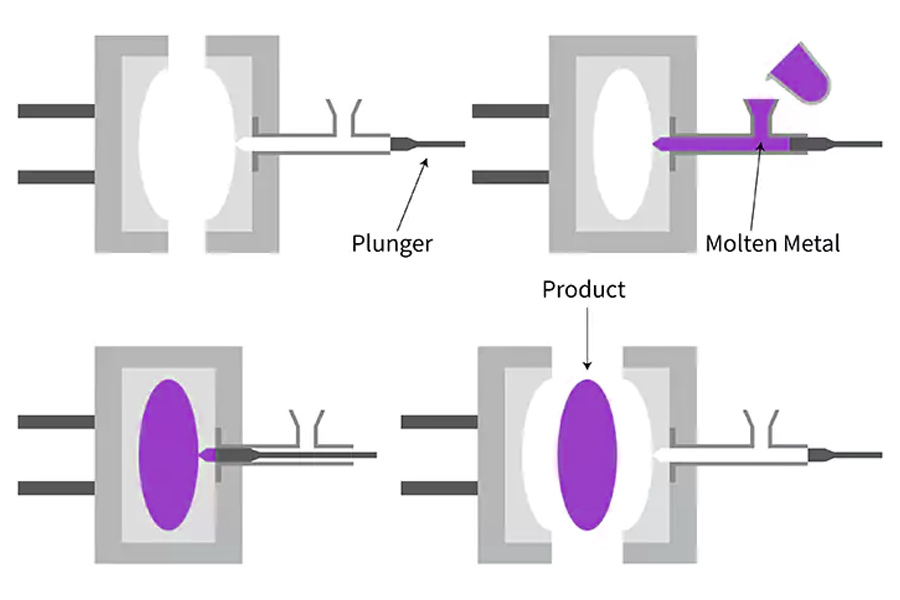
2.冷压室压铸机
- 结构特点:压力室和炉体冷压室压铸机分开了。根据压力室的结构和布置方式,可分为卧式和立式两种。
- 立式冷压室压铸机:将熔融金属从炉内取出,倒入压缩室。压缩活塞通过液压将金属推入模具,多余的金属被另一个活塞推出。
- 卧式冷压室压铸机:与立式相同,只是活塞的运动方向是水平的。大多数现代压铸机都是卧式的。
- 工作原理:金属在机外熔化,然后用勺子将熔化的金属加入压缩室。
按压缩活塞运动方向可分为立式冷压室压铸机和卧式冷压室压铸机。
2. 模具和工装
在高压铸造,模具是不可缺少的设备。模具是用于批量生产的可重复使用的工具,用于确定铸件的形状和尺寸。工装是指为保证模具正确安装和使用而设计的辅助设备,包括模具固定装置、定位装置等。
3、冷却系统
这冷却系统也是高压铸造的重要设备之一。其主要作用是保证熔融金属在铸型中快速凝固,获得高质量的铸件。冷却系统通常包括冷却水道、冷却风扇等部件,通过循环的冷却介质(如水)带走模具内的热量。

高压铸造和低压铸造之间的主要区别是什么?
高压铸造和低压铸造是两种常见的铸造工艺它们之间存在显着差异,主要体现在压力水平、生产速度和应用方面。下表显示了高压铸造和低压铸造的主要区别:
| 高压铸造 | 低压铸造 | |
| 压力水平 | 高,通常在100~200MPa之间 | 低,一般在0.05~0.3MPa之间 |
| 熔融金属填充法 | 高速、高压充型,熔融金属被高速压入模具中 | 平稳、低速充型,熔融金属在气体压力的作用下缓慢注入模具 |
| 生产率 | 高,适合大规模生产,能在短时间内生产大量铸件 | 相对较低,适合生产型号较少的铸件 |
| 铸造品质 | 尺寸精度高、表面光洁度好、强度和硬度高 | 内部缺陷少,气体、杂物卷入少,铸件组织致密 |
| 模具要求 | 模具的强度和耐热性要求高,模具成本高 | 对模具的要求也较高,但在模具制作上可能比高压铸造更加灵活 |
| 适用范围 | 适用于复杂、薄壁铸件的生产,如家电、五金制品等 | 常用于生产高质量、高精度的铸件,如汽车零部件、航空航天零部件等 |
| 自动化程度 | 易于实现机械化、自动化生产,减轻劳动强度 | 也可实现自动化生产,但可能因工艺特点而异 |
| 设备成本 | 通常较高,因为需要能够承受高压和高速灌装的设备 | 设备也比较贵,但是设备可能比高压铸造简单 |
选择LS作为您值得信赖的合作伙伴
LS钢肯定是中国高铝锌之一压铸制造服务供应商。除了铸造之外,我们还提供原型设计、模具、机械加工和地板饰面供应商。我们基本上使用最先进的压铸制造专业知识。我们的数控加工服务拥有最优秀的专业知识之一以及长达十年的熟练工程师和员工。我们提供您可能需要的最佳成本节约和技术加工设计和制造解决方案之一。这是我们的记录数控加工能力:
- 我们的数控铣削商店包含5 轴数控机床非常精确。这些机器能够提供高达 0.005 毫米的公差。
- 我们现在拥有快速的 CNC 夹具专业知识,可确保为我们的采购商提供更快的加工和准时供应。
- 我们的加工服务不仅适用于铸造零件,还适用于多种塑料和铬钢零件。
- 来自上级CNC 车床和 EDM 机床从地板磨床和钢丝切片机,我们的机械商店里有您想要加工的所有小东西。
常见问题解答
1.什么是高压铸造?
高压铸造又称压力铸造或压铸,是一种特种铸造技术。它在高压下高速地将液态或半液态金属充满压铸模具型腔,并在压力下凝固,从而获得近终形铸件。高压铸造在工业生产中得到广泛应用由于其高效率、高精度和高质量。
2.高压铸造是如何工作的?
这高压铸造工作原理基于高压高速熔融金属充型工艺。具体地,当压铸模具闭合时,注射冲头复位到压力室的端口,并且勺子将足够量的过热液态金属注射到压力室中。随后,注射冲头开始缓慢注射过程,将熔融金属缓慢而稳定地推向内浇口。然后,压射冲头在压射缸内压射活塞的作用下开始快速压射过程,将液态金属高速推动通过压铸模具的流道和内浇道进入压铸模具型腔。熔融金属充满模具型腔后,注射冲头对料饼施加压力,使熔融金属在高压下冷却凝固。最后打开模具,顶出机构将压铸件顶出,完成一个压铸周期。
3.高压铸造有哪些优点?面临哪些挑战?
高压铸造的优点主要体现在高效率、高精度、高质量。然而,高压铸造也面临一些挑战诸如模具成本高、设备投资大、对操作人员技术要求高等。此外,在铸造具有复杂内腔的零件时,高压铸造可能会受到限制,因为高压和高速填充会导致气体夹带和铸造缺陷。
4.高压铸造应用于哪些领域?
高压铸造广泛应用于工业生产领域,包括但不限于:航空航天:高压铸造可以制造轻质、高强度的航空航天零部件,满足航空航天领域对高性能材料的需求。汽车制造:汽车制造采用高压铸造生产发动机和变速箱壳体、油底壳等汽车零部件,提高零部件生产效率和质量。机械制造:高压铸造可制造各种机械零件,如电机端盖、压缩机壳体等,提高生产效率,降低人工成本。
概括
作为一个高效、高精度、高品质的铸造技术、高压铸造在工业生产领域具有广阔的应用前景。随着技术的不断进步和工艺的不断优化,高压铸造将在更多领域发挥重要作用,为企业提高生产效率、降低制造成本、提高产品质量提供有力支撑。


📞电话:+86 185 6675 9667
📧邮箱:info@lsrpf.com
🌐网站: https://lsrpf.com/
免责声明
本页内容仅供参考。 LS制造服务对于信息的准确性、完整性或有效性,不作任何明示或暗示的陈述或保证。不应推断第三方供应商或制造商将通过 LS Manufacturing 网络提供性能参数、几何公差、具体设计特征、材料质量和类型或工艺。这是买家的责任。需要零件报价 确定这些部分的具体要求。请联系我们获取更多信息。
LS制造团队
LS Manufacturing是行业领先的公司。专注于定制制造解决方案。我们拥有超过20年的经验,超过5000家客户,我们专注于高精度数控加工,钣金制造, 3D打印,注塑成型。五金冲压等一站式制造服务。
我们的工厂配备了 100 多台最先进的 5 轴加工中心,并通过了 ISO 9001:2015 认证。我们为全球150多个国家的客户提供快速、高效、高质量的制造解决方案。无论是小批量生产还是大规模定制,我们都能以最快的24小时内交货满足您的需求。选择LS制造。这意味着选拔效率、质量和专业性。
要了解更多信息,请访问我们的网站: lsrpf.com 。


