
Precision blanking service is a core solution to address pain points in precision parts Precision blanking service is an essential part of the solution to the issues of precision parts manufacturing.
In the area of precision automotive parts and medical device manufacturing, many buying engineers often inquire "how does blanking work", but in fact, the main problems that they are facing are edge collapse, poor flatness, or the extremely high machining costs that lead to budget overruns. Old-style blanking, because of material thermal stress and die clearance errors exceeding 0.05mm, is unable to deal with dimensional deviations, which is a major stumbling block in the production of unique parts.
Here, we intend to discuss how LS Manufacturing implements 0.005 mm precision blanking techniques combined with DFM analysis and tailor-made dies to offer burr-free turnkey solutions for complicated parts.

Precision Blanking Service: Core Answers Summary
| Core Issues | Solutions | Key Data | Customer Benefits |
| Unique Parts Dimensional Deviation | ±0.005mm Precision Blanking + DFM Review | Die Clearance Error ≤0.005mm | Consistent Dimensions, No Secondary Processing Required |
| Many Burrs on Part Edges | Three-Action Press + Hydrostatic Pressure Process | Bright Strip Ratio ≥85% | Eliminates CNC Grinding, Cost Reduction 20%+ |
| Thin Part Warpage | Thermal Stress Compensation + Precise Edge Bearing Force | Warpage ≤0.02mm | Meets High Flatness Requirements |
| Medical-Grade Parts Traceability | ISO 13485 Standard + Full-Chain Recording | 100% Traceability | Successfully Passed FDA Audit |
This article emphasizes main keywords like precision blanking service, technical details, practical cases, and authoritative standards to answer core questions in unique parts manufacturing, helping companies cut down on costs, ramp up efficiency, and solve various problem areas in precision blanking.
How Does LS Manufacturing's Precision Blanking Service Optimize The Manufacturing Of Unique Parts?
It is much more complicated to manufacture unique parts than making ordinary ones. As a professional blanking for unique parts, precision blanking service is the key to their manufacturing optimization. Many companies get failures from process defects when manufacturing high-tolerance unique parts. With its professional technology and compliance with ISO 9001:2015 standards, LS Manufacturing addresses these issues. In aerospace, medical device and other industries, a large number of part failures stem from extremely small defects.
In traditional stamping, if the die clearance errors are >0.05mm, then this will cause the edge collapse and tearing of the part which is fatal to unique parts subjected to high-frequency loads. Our precision blanking service at LS Manufacturing will fix the die clearance to be within 1%-3% of the material thickness and that is also the cause of bright band ratio being above 90%.
Such a benefit removes the requirement for secondary processing, brings about dimensional consistency with Cpk 1.33, and reduces delivery time by more than 20%. For example, one automotive parts company, after using our precision blanking service, gradually increased its assembly pass rate from less than 80% to 99.9%, trimmed the delivery cycle by 25 days, and accompanied that with meeting ASTM A801 standards.
Choosing the right precision blanking service provider can solve manufacturing pain points and enhance competitiveness. If you are struggling with the precision and efficiency of unique parts, contact a senior engineer for a free DFM assessment to determine the appropriate solution.

Why Is a Precision Blanking Service The Decisive Factor For The Reliability Of High-Tolerance Unique Parts?
Parts with high tolerances and unique designs are primarily associated to high-end manufacturing. Their dependability is one of the safety factors of the end product. Precision blanking service, which is a major manufacturing process, plays a very important role in defining the part quality. Also, it is one of the ways to ensure reliability.
The Major Consequences of Tiny Process Defects on Part Reliability
High-tolerance unique parts experiencing high-frequency loading and being subjected to harsh environments would critically fail if subjected to even slight process defects. Traditional blanking die clearance errors are usually greater than 0.05mm which causes large edge collapse, band tearing, and a thermal stress concentration zone of 15% resulting in part breakage and company losses.
The Core Logic of Reliability Guarantee by Precision Blanking Service
LS Manufacturing's precision blanking service ensures the reliability of high-tolerance unique parts through three core measures, with relevant data shown in the table below:
| Guarantee Measures | Specific Parameters | Industry Average | Customer Benefits | Application Scenarios |
| Die Clearance Control | 1%-3% of material thickness | 5%-8% of material thickness | Reduces edge defects | Medical device parts |
| Hydrostatic Pressure Processing | Bright band ratio ≥90% | Bright band ratio ≤30% | Improves edge finish | Aerospace parts |
| Dimensional Consistency Control | Cpk≥1.33 | Cpk≤1.0 | Reduces assembly failure risk | Precision automotive parts |
| Thermal Stress Elimination | Heat-affected zone ≤2% | Heat-affected zone ≥15% | Extends part lifespan | Core components of high-end equipment |
Accurate process control ensures uniqueness of high-tolerance parts inevitably meeting standard levels, so that assemblies can be carried out without any secondary processing, hence reducing cost and avoiding failure risks. If the reliability of your high-tolerance unique parts is a concern, then our precision blanking service white paper might be just what you are looking for. You can download it for the detailed process information and adaptation solutions.
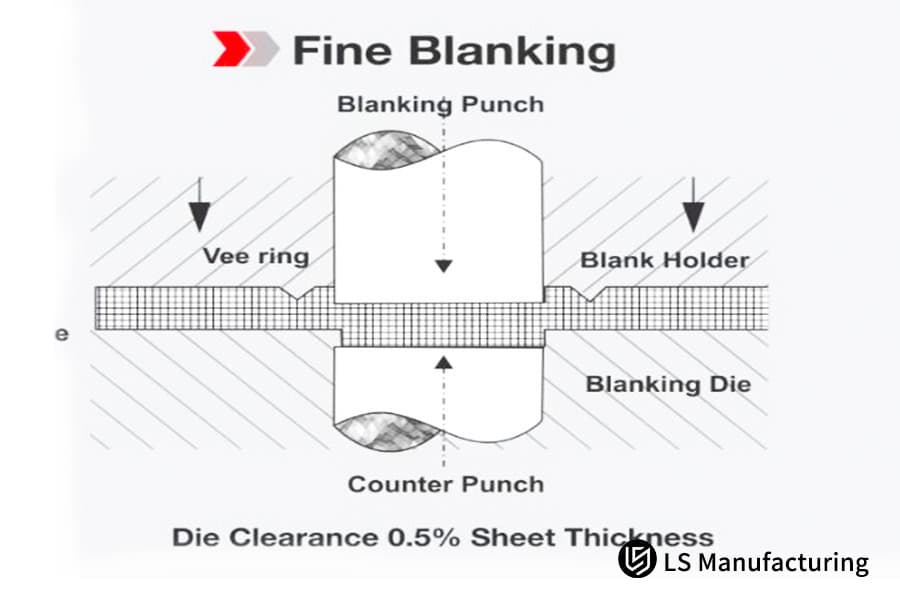
Figure 1: Precision blanking process diagram showing blanking punch, die, and blank holder for unique parts.
How Does Precision Metal Blanking Eliminate The Need For Secondary Grinding Processes?
Using secondary grinding to fine-tune the surface of metals is not only expensive but also a waste of time. Precision metal blanking, a method that involves tweaking the process parameters, is dramatically increasing the edge quality of parts to such an extent that this additional step is almost completely removed, which has led to cost-saving and efficiency-raising for many companies.
Comparison of Bright Strip Ratio between Traditional Blanking and Precision Metal Blanking
The bright strip ratio is the main factor indicating whether or not secondary grinding needs to be done, the higher the ratio, the finer and more accurate the surface will be. When the thickness of the parts is 0.5-8.0 mm, the difference in the bright band ratio between traditional blanking and LS Manufacturing's precision metal blanking method is so great that it could not be more different.
Specific data is shown in the table below:
| Part Thickness (mm) | Traditional Blanking Bright Band Ratio | Precision Metal Blanking Bright Band Ratio | Secondary Grinding Required | Cost Savings per Piece (USD) |
| 0.5-1.0 | 25%-30% | 85%-88% | No | 1.2-1.8 |
| 1.1-3.0 | 28%-32% | 87%-90% | No | 2.5-3.2 |
| 3.1-5.0 | 30%-33% | 86%-89% | No | 4.1-4.8 |
| 5.1-8.0 | 32%-35% | 85%-87% | No | 6.3-7.0 |
The core technology of precision metal blanking that eliminates the need for secondary grinding
LS Manufacturing employs a unique three-action press technique that when used with accurate die clearance control and special extreme-pressure lubricating oil, the trio works to lighten burrs and tears on parts edges. The brightness band ratio is kept at a high level of 85%-90%, which is in full compliance with the direct assembly standards.
This process optimization eliminates the high-cost CNC grinding process, shortens the production cycle, and reduces unit costs by over 20%. If you are troubled by the high cost of secondary grinding, contact us for a free cost savings calculation for precision metal blanking and quickly obtain a process solution suitable for your parts.
What Role Does Tool Steel Selection Play In a Custom Blanking Service For Complex Alloys?
In custom blanking service involving complex alloys (e.g. stainless steel and titanium alloys), the choice of tool steel directly impacts the die lifespan, the accuracy of fabricated parts, and the stability of production. It is the primary factor in guaranteeing the quality of service and directly influences the efficiency, costs, and overall willingness to operate of a customer.
Main Expectations of Dies When Working With Complex Alloys
Due to the extremely high hardness and toughness of stainless steel, titanium alloys, and other complex alloys, the wear and impact on dies will be quite significant during the blanking process. As a result, using regular die steels may lead to chipping and rapid wearing which, in turn, causes deviations in part dimensions, interruptions in production, and further costs and delivery risks for customers.
Tool Steel Selection Logic in Custom Blanking Service
LS Manufacturing applies a scientific method for choosing tool steels in the custom blanking service which is dependent on the order volume and type of material. The main idea is:
- For the orders with a quantity of 10,000 pieces or more, the company focuses on ASP-23 powder metallurgy steel with DLC coating. This lowers the punch chipping rate by 65%, increases the die life more than three times, and guarantees stable dimensionality for parts from 1 to 100,000.
- For orders of 5,000 to 10,000 pieces, SKD11 die steel with TiN coating is used. This is a good middle ground of the die life and cost that will meet the requirements of the medium-volume production.
- For orders below 5,000 pieces, Cr12MoV die steel is chosen as it will help to optimize the die structure, keep the costs under control, and at the same time, provide the precision of the parts.
Scientific tool steel selection reduces die maintenance frequency, lowers downtime costs, and ensures stable and efficient custom blanking service. If you have blanking requirements for complex alloys, you can obtain our tool steel selection guide to understand the optimal die solution for your order.
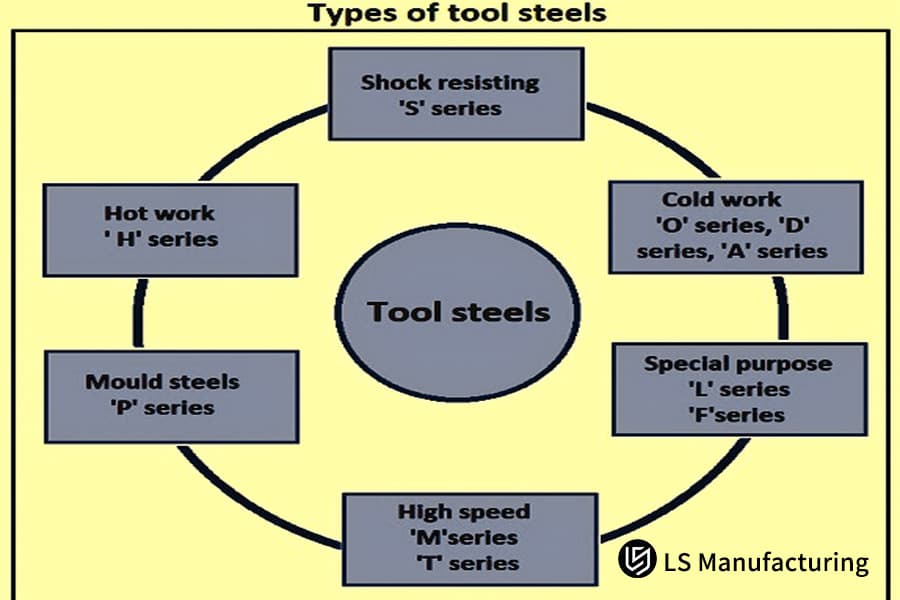
Figure 2: Tool steel types diagram (shock resisting, hot work, etc.) for custom blanking service.
How Can a Specialized Metal Blanking Service Solve Flatness Issues In Thin-Gauge Parts?
Parts with a very thin thickness, less than 0.2mm, often experience springback and warping during blanking, which is a major head-scratcher for engineers. Metal blanking service that is specialized can come up with a formula to fix this problem through a carefully planned practice optimization, making sure that the flatness is up to the mark.
Main Reasons Behind Flatness Problems in Thin-Gauge Parts
Thin-gauge parts are not stiff enough so the plastic deformation and residual thermal stress brought about during blanking can result in springback and warping. Warping can only be controlled to 0.1mm with a traditional blanking method, which is not up to the standards of high-end manufacturing.
Tailored Resolution for Flatness Issues by Metal Blanking Service
LS Manufacturing's metal blanking service is capable of providing a unique "thermal stress compensation" solution for thin-gauge parts. Some of the major steps are:
- Warming up the die to 60-80 to make up for the thermal stress created during blanking and to bring down the part springback.
- Using specialized software conduct a precise calculation of the blanking force and then modify it based on the material properties and thickness so that the stress on the material during stamping is uniform.
- Following stamping implement an accurate cooling process to manage the rate of cooling, get rid of the residual stress, and make the flatness stable.

Figure 3: Two metal discs with precise holes, result of specialized metal blanking service.
Why Should Engineers Prioritize Stamping Blanking Service Providers With In-House DFM Capabilities?
DFM capability is the central value that stamping blanking service add. Suppliers with in-house DFM capabilities are the ones that engineers prioritize. They are able to reduce mold costs, get longer mold life, shorten project cycles, and increase manufacturing efficiency.
In-House DFM Capabilities: The Main Value
Stamping blanking service providers who possess in-house DFM capabilities do more than just follow the drawings. They step in the design optimization process even at the inquiry stage. They use simulation software to identify the stamping stress distribution and give a set of suggestions that will result in the reduction of production risks.
A Real Example and Advantages of DFM Optimization
One automotive parts client had initially set the fillet radius of a transmission part to 0.05mm. The mold maintenance interval was very low at 50,000 stampings and so the costs were high. Our internal DFM staff suggested increasing the corner radius by 0.1mm. This change led to a maintenance cycle of 250,000 strokes, a 70% reduction in maintenance costs, and an annual saving of $32,000.

Figure 4: Various metal parts (clutch plates, brackets, etc.) from stamping blanking service.
Case Study: How LS Manufacturing Solved Micro-Cracking In Automotive Transmission Unique Parts?
Automotive transmission unique parts are subject to extremely high standards when it comes to edge quality and structural integrity. Microcracks can cause the failure of fatigue testing which can have an impact on both delivery and safety. In this case study, the issue was addressed by LS Manufacturing through blanking for unique parts and custom blanking solutions.
Customer's Problem
A European Tier 1 automotive supplier's 1.2mm thick transmission pads (automotive transmission unique parts) had a 12% microcracking rate of edges during traditional blanking which caused fatigue test failures, a 3-week project delay, daily losses of around $12,000, and the risk of claims. Modifying the die and blanking speed did not help to solve the problem.
LS Manufacturing Solution
After our technical team stepped in, DFM analysis disclosed that microcracks first appeared because traditional blanking was failing to remove internal stresses and micro-tears at the edges completely. So we offered a customized blanking solution.
- Process Optimization: By switching from single blanking to "precision blanking + negative clearance extrusion, " the edges become smooth, tearing is eliminated, internal stress is released, and microcracks are prevented.
- Quality Monitoring: Implementing high-speed online visual monitoring at 120 cycles per minute to detect edge quality in real-time, any abnormality leads to the machine being immediately stopped for adjustments.
- Die Optimization: Applying ASP-23 powder metallurgy steel combined with the DLC coating to the die enhances die precision and wear resistance thereby delivering stable blanking performance.
Results and Value
Thanks to the customized blanking above, the microcrack rate of the parts was reduced to less than 0.01%, passing the 10 million fatigue test and OEM acceptance successfully, and the project was delivered on time. Removing the polishing process allowed the client to save $45,000 in the procurement budget annually, double mold maintenance cycles and increase production efficiency by 30%.
If you also face issues such as microcracks or edge quality in unique parts, please view our complete case details and contact our technical experts to customize exclusive custom blanking solutions to quickly resolve production pain points.

How Do Custom Parts Blanking Service Providers Ensure 100% Traceability For Medical Grade Components?
Medical grade components are linked to human safety, and production traceability is a must industry requirement. Professional custom parts blanking service providers guarantee 100% traceability by implementing a thorough system, complying with industry standards and supporting audit requirements.
Major Components Traceability in Medical Grade Components
Traceability of medical grade components involves the recording of each step beginning with the raw materials up to the final product delivery, thus enabling problem identification and traceability. This is also the main concern of FDA audits, products that do not meet the requirements can not enter the market.
Specific Measures for Achieving 100% Traceability in Custom Parts Blanking Service
LS Manufacturing's custom parts blanking service complies with the ISO 13485 standard. It has set up a full-chain traceability system. The following are some measures taken:
- Raw Material Traceability: Material quality inspection reports (MTRs) for each batch are linked to the ERP system with details of origin specifications batch number, and test results being recorded.
- Production Process Traceability: Information such as blanking parameters, mold details, operators, and production time for each batch are all tracked and recorded, which is then automatically updated in the system.
- Heat Treatment Traceability: A daily performance sheet produced by a partner vacuum heat treatment chain along with recording details of temperature duration etc. for each batch heat treatment process to ensure the elimination of residual stress.
- Finished Product Inspection Traceability: Issuing inspection report of each batch of the finished products, with measurement data such as length, quality of edges, and flatness.
What Factors Influence The Custom Stamping Blanking Price When Sourcing From Global Manufacturers?
Cost of custom stamping blanking is one of the main concerns for worldwide buyers, which can be influenced by a number of factors. LS Manufacturing reveals the main items leading to price changes and based on that grants clients clear and fair pricing solutions.
Three Major Factors Affecting Custom Stamping/Blanking Price:
Custom stamping blanking price is not the same and mainly depend on three major aspects, which are:
- Material Utilization Improvement: By using Nesting software, we can increase material utilization by 8%, which leads to less waste and therefore cheaper prices. As a result, the total price of a particular batch order was decreased by 5%.
- Mold Depreciation Method: If the order quantity is higher the depreciation cost is less. For small batches, we provide modular molds, and for large batches, we use fully automated progressive dies, therefore A nice compromise between cost and efficiency can be reached.
- Level of Automation: Large batches are made by fully automated production lines that not only reduce the costs but also increase efficiency, while small batches use semi-automated production, which is sort of a mid-point between efficiency and cost.
FAQs
Q1: What is the maximum thickness of material your precision blanking service can handle?
Currently, LS Manufacturing can work on high-strength steel stamping of up to 12mm thickness. Also, the deviation of the perpendicularity is limited to 0.05mm, which is sufficient to meet most of the high-end precision parts requirements.
Q2: Are you able to handle small volume orders for custom parts blanking service?
Yes, modular dies make it possible to place the orders for as few as 500 pieces. Besides, by process reengineering, we are also able to manufacture the pieces at very competitive prices small batch runs.
Q3: How do you guarantee that the surface finish of the blanked edge meets the standard?
We not only adjust the press speed but also use a special type of high pressure lubricating oil to make the cut surface finish Ra0 .8-1.6μm possible therefore the secondary grinding is totally eliminated.
Q4: Is it possible to use your metal blanking service for titanium or aerospace alloys?
Yes. We actually did a processing of Grade 5 titanium alloy and our collaboration has a vacuum heat treatment process chain for the complete removal of residual stress as well.
Q5: I want a price: how long will it take you to quote me for custom stamping blanking?
You can upload your drawings and submit your technical requirements. After receiving your 3D drawings and technical requirements, our engineers will complete the DFM assessment and provide a formal quotation within 24 hours, helping you get a quote quickly.
Q6: Do you offer in-house tool design and fabrication for unique parts?
We have a separate mold workshop besides all the production equipment. Our mold makers have been progressing their skills for more than 15 years there. Besides accuracy, they provide custom mold design and manufacturing as well.
Q7: What is the typical lead time for a new precision metal blanking project?
The prototype stage will probably last 10-15 days and 4-6 weeks will be needed for the mass production mold development.
Q8: How does LS Manufacturing manage intellectual property (IP) protection?
To protect your design, we sign strict NDA agreements, control customer drawings on secure servers, and have set up a confidentiality system.
Summary
Chasing perfect fabrication for rare pieces is the main thing. The blanking process is a major factor in the success of the product and fast response to the market, so accuracy blanking service is an important weapon to fight the customer's problems and increase competitive ability.
LS Manufacturing, a front-end engineering partner, besides the integration of DFM (Design for Manufacturing) reviews and production of sophisticated high-precision molds, also implements rigorous quality control practices that help global companies address challenges of mass production of complex parts, while improving precision and reducing total cost of ownership.
Are you facing problems with edge quality, spatial deviations, or high costs? Do not let those technical barriers prevent you from launching your product in the market. Upload your drawings to get a free DFM assessment and a price quotation. The engineers who have been with us for more than 10 years will analyze your drawings and come up with a cost-effective precision blanking solution to help you gain a competitive edge in high-class manufacturing.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


