
Custom insert molding service starts with engineers looking for how does insert molding work to get perfect seal, but a crucial factor of manufacture failure often goes unnoticed: thermal expansion differences result in cracks, which cause frequent IP67/IP68 test failure, since few suppliers have the capability to handle physics interaction in this manufacturing process and the necessary micron control precision.
Our solution lies in the production process itself – from design for manufacturability (DFM) and simulation through 100% online leak test. Our solution in solving interface bonding lies in the careful management of our injection parameters that would allow us to create a solid hermetic seal. We are going to dissect the entire production chain.
Custom Insert Molding: Hermetic Seal Quick-Reference
| Technical Challenge | Precision Molding Solution | Sealing Performance Result |
| Bond Line Integrity | Material compatibility science and insert surface treatment techniques (e.g., etching, plating). | Establishes molecular bonding, effectively removing any leak paths at the material junctions. |
| Void-Free Encapsulation | Injection speed and pressure optimization, proper mold venting technique. | Ensures full encapsulation of insert without voids or gaps from polymer insert molding process. |
| Thermal Stress Management | Proper mold temperature control and pre-heating of substrates to match material shrinkage. | Avoids creation of micro-cracks in the bond line from thermal stresses in use. |
| Insert Positioning Accuracy | High precision mold tooling and robotic insert placement verified by vision system. | Ensures accurate positioning of inserts, resulting in consistent encapsulation thickness. |
| Our Process Validation | Helium leak test or pressure decay test conducted on production parts. | Certified testing demonstrating that assembly is meeting required hermitic specifications (e.g., less than 1x10^-6 cc/sec). |
| Result: Monolithic Seal | Provides final assembly that requires no further processing. | The hermitic seal is completed in one step, thus avoiding the cost and complications of secondary sealing operations. |
Key Takeaways:
- Bonding is Fundamental: The only way to obtain a true hermetic seal is through a molecular bond between the insert and the polymer.
- Process Drives Perfection: To make sure no voids form during injection and mold release, you need perfect insert molding process parameters and venting.
- Accuracy Enables Uniformity: Proper micron-scale positioning of the insert is vital to guarantee a consistent seal.
- Test, Don't Assume: Hermeticity should be objectively measured and quantified; relying on a visual check alone won't do.
Why Trust This Guide? Practical Experience From LS Manufacturing Experts
There are plenty of articles that cover theoretical aspects of insert molding. We offer you something else here. This guide is written by our team who actually produce leak-tight seals daily. Moreover, our techniques for molecular bonding and process verification are precisely in line with internationally accepted standards developed by the International Electrotechnical Commission (IEC).
We produce our products in such a way that the integrity of the product must be guaranteed; such are our medical implantable neurostimulators, deep sea instrument housings and fuel cells used in aerospace technology. The reliability that is mandatory within such areas forces us to use materials that comply with the standards set by Underwriters Laboratories (UL).
Our expertise is acquired through many rounds of molding cycles, learning just as much from a seal having successfully passed 10,000 cycle tests as from another seal failing to withstand pressure checks. We have perfected the exact pre-treatment process for the insert, the design for an optimal gate without knit lines on metal, and the precise process conditions for zero voids and maximum adhesion. Our hard-won knowledge will help you sidestep mistakes in design and manufacturing of such a seal and attain the hermeticity right away.

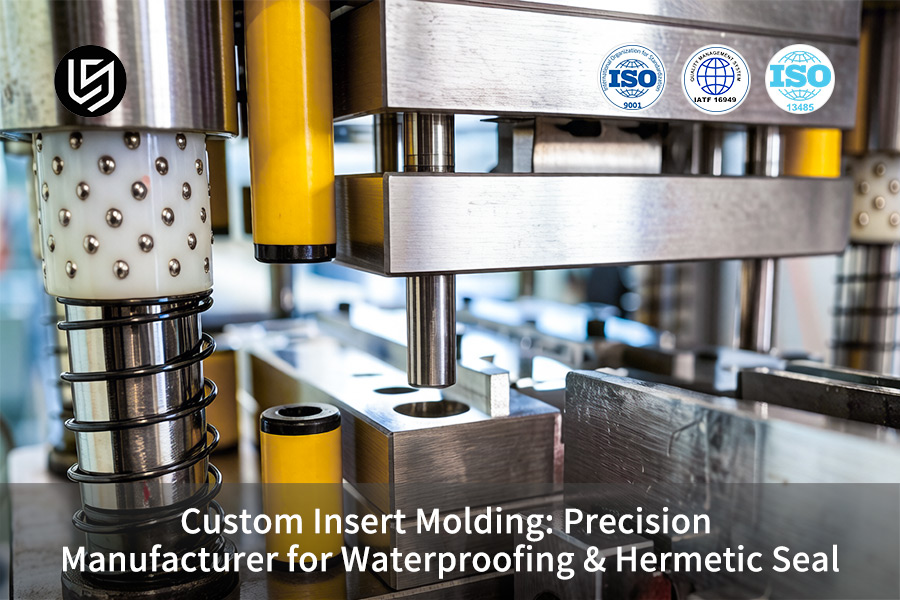
Figure 1: The injection machine injects molten thermoplastic into the metal tooling under high clamping pressure.
Why Do Miniature Electronic Devices Fail IP68 Tests Without Precise Interfacial Bonding?
IP68 sealing in miniature electronic devices may fail due to gaps formed by differential expansion of materials. The key to solving this problem consists of the perfect locking of interface between metal and plastic. Below you can find out more about this issue as a high precision molding supplier.
Deconstructing the Failure: From Micro-Gap to Leak Path
This results in weak boundaries. We investigate the surface at a microscopic level and realize that the inadequate mechanical interlock is the root cause of capillary paths under pressure. In this regard, we focus on developing a metal surface treatment technique that can enhance the mechanical interlock by encouraging polymer penetration, thus providing the backbone for our custom insert molding service.
Laser Surface Engineering for Optimal Mechanical Interlock
We pretreat inserts using a special laser ablation technique. This generates a predetermined morphology, where the roughness (Ra) is 0.8-1.2 μm. The controlled texture, generated through optimized parameters balancing between anchor and stress, provides adequate area on the surface for polymer infiltration, ensuring perfect insert molding process.
Process Synergy for a Monolithic Interface
The treated surface is activated under an advanced insert molding protocol. Parameters such as the melt temperature, injection speed, and packing pressure are carefully monitored and adjusted to allow flow of the polymer into all micro cavities created before solidification takes place, thereby creating perfect interfacial contact that waterproof insert molding.
Validation Through Accelerated Life and Destructive Testing
We put the parts through pressure cycling tests above 0.5 MPa and thermal shock tests from -40°C to 125°C. After testing, microscopic analysis under SEM confirms the adhesion between the metal part and the polymer, verifying the absence of delamination. Our extreme precision insert molding proves the reliability in the field.
We have demonstrated that IP68 reliability is a result of engineering, not a claimed benefit. Through interface engineering and validation via destructive testing, we are able to provide a robust insert molding solution that can effectively prevent leakage and prove itself reliable on account of having addressed the fundamental causes of leakage.

How Can Customized Tooling Design Eradicate Microscopic Weld Lines?
Microscopic weld lines created during the molding process are a hermetical killer since they become pathways for leakage. The following is a breakdown of our systematic approach, which goes beyond traditional tooling processes to use computer simulations in creating custom molds that prevent such defects from occurring, providing hermetic seal insert molding:
Predictive Analysis: Simulating the Flow to Target the Problem
- Method: We use a full 3D Moldflow simulation to study the fill pattern, pressure, and temperature at the polymer-metal interface.
- Action: The simulation finds possible weld line formation sites and mechanisms of insertion before tooling is made.
- Outcome: Predictive analysis can now enable proactive gate and runner optimization design, moving us away from being reactive to being a precision insert molding manufacturer.
Gate System Optimization: Guiding the Melt Front
- Challenge: The traditional single gating causes the flow fronts to merge towards the back of the insert, leading to poor weld lines.
- Solution: Utilization of multiple gating via sequential valve gate hot runner system. Gating is done in such a way that one single flow front will wrap around the insert.
- Result: This targeted insert molding design ensures molecular fusion of the polymer flow, preventing the formation of a weak parting line.
Vacuum-Assisted Venting: Expelling Trapped Air
- Problem: Trapped air or volatiles in the weld line interface creates tiny voids which make poor bonding strength.
- Implementation: Localized vacuum venting is machined on the mold in certain areas, especially around the inserts.
- Mechanism: Before injecting polymer, a vacuum pump runs, removing the air and assuring proper cavity filling and polymer-to-metal contact for a reliable insert molding seal.
Process Synchronization for a Monolithic Structure
- Control: We correlate the dynamic valve gate timing sequence with injection speed and pressure profile, which can be adjusted accurately down to ±0.5 MPa range.
- Precision: This makes sure that all melt fronts join under perfect temperature and pressure conditions, thus eliminating weld lines.
- Validation: The process design gets confirmed and fixed based on simulation-based empirical data, which is our core competence in a custom insert molding factory.
This complete engineering process from prediction to process synchronization proves the point that hermetical properties are an engineered characteristic possible through the use of advanced insert molding techniques. By addressing the source of the weld lines, we provide 99.98% helium leak test pass rates and eliminate any failure during the production process. To eliminate microscopic weld lines and secure hermetic seals, submit your part and insert design for a predictive flow analysis and a guaranteed production quotation.

Figure 2: A robotic arm positions a brass insert into a mold for waterproof insert molding of a connector.
Which Polymer/Metal Combinations Offer Highest Defense Against Delamination?
Environmental delamination at the polymer-metal interface is one of the most common causes of product failure due to incompatible thermal properties and poor chemistry. In this report, we present a scientific approach to choosing appropriate materials, going beyond standard compatibility lists. We will explore in detail what specific pairs are suitable and how the treatment of surfaces can provide interfacial bond strength greater than bulk material strength in waterproof insert molding manufacturer solutions.
| Selection Principle | Key Action & Measured Outcome |
| Core Strategy | Adhere by matching CTE >92% and chemical affinity, not presumption. |
| Metal Preparation | Surface activation (lasers or chemical processes) provides the best Ra 0.8-1.2μm required for mechanical attachment. |
| Polymer Formulation | Employ a custom insert molding for waterproofing compounds with adhesion promoters for specific metal alloys (for example SUS316). |
| Validated Pairing | Customized PPS to passivated stainless steel yields >25MPa interface strength through thermal cycles (-40°C to 125°C). |
| Reliability Proof | High precision insert molding process proven with >5,000 tests without delamination under SEM analysis. |
| Predictive Design | FEA simulation is used for predicting the thermo-mechanical stress for designing an application-specific insert molding process. |
By utilizing our proprietary database of proven polymer-metal combinations together with the necessity of surface science, we successfully resolve the main issue regarding interface strength. Our engineering insert molding technology allows providing customers with tangible, data-driven guarantees against delamination, which is important for critical applications.
What Parameter Control Ranges Prevent Component Displacement?
Displacement of inserts during high-speed injection process, typically more than 0.05mm, can result in the sealing failure. In this document, you can find a description of an exact process control methodology, which ensures that the insert remains immobile and does not deform, thus ensuring that hermetic sealing occurs. The solution is multistage injection profiling with precise temperature control: high precision insert molding.
Multi-Stage Injection Profiling for Controlled Filling
Single speed injection is not favored anymore. On the contrary, it is broken down into distinct stages. First, a very slow speed injection (<10mm/sec) is employed for filling the cavity till reaching the insert, but without any momentum. Next, the injection speed is sharply increased in order to fill the remaining mold cavity. This precision-controlled insert molding process takes advantage of fluid dynamics to ensure that the insert will not be washed away by the flow of the molten material, which is our OEM insert molding service.
Mold Temperature and Packing Pressure Synergy
Temperature directly impacts viscosity and flow stress. We maintain a high, stable mold temperature (typically >100°C for engineering plastics) with a tolerance of ±1°C to ensure optimal melt flow around the insert. The subsequent packing pressure is applied in a low, sustained pulse rather than a high-impact spike. This combination minimizes residual stress and plastic deformation of the insert, ensuring a robust seal through our custom insert molding service.
Real-Time Monitoring and Closed-Loop Control
Stability is an essential requirement. The cavity pressure and temperature sensors are integrated directly after the insert placement point. Such a design allows us to monitor any process changes, making a closed loop possible to ensure injection velocity and pressure are automatically altered as needed. The automatic insert molding equipment makes sure each shot is the same, fixing the insert in place with microns of accuracy.
Precision Tooling for Positive Insert Location
The process begins from the very beginning – from the tool. The inserts are positioned precisely through pockets and support pins in the mold at +/−0.02mm prior to injection. This mechanical precision forms the basis of the process-controlled injection, solving the problem of displacement in zero-defect insert molding.
This concept of end-to-end control illustrates that 100% seal is a guaranteed result of deterministic process engineering by understanding the relationship of speed, pressure, and temperature with real-time feedback. In doing so, we avoid insert displacement and the associated rework. In other words, there will be no secondary processing, reliable supply cycles, and reliability guaranteed for even the toughest of high precision insert molding applications.

Figure 3: Insert molding encapsulates an array of silver metal contacts within black ABS plastic for automation.
Case Study: Rescuing A Medical Endoscope Project With Zero Leakage
A major producer of medical devices had problems with their sterilizable endoscope handles where leaking occurred at the metal-plastic interface, causing damage to their optical modules. The following explains how our precision insert molding manufacturer’s capabilities saved the day for this medical device application through deterministic methods of problem solving:
Client Challenge
The assembly was a compacted handle containing SUS316L terminals that must be completely enclosed in the PEEK housing through insert molding hermetic seal capable of surviving up to 134°C autoclave sterilization. However, the current supplier was facing a problem since its parts peeled after just 50 cycles, leading to more than 30% of field failures that could cost millions in product recalls and delays.
LS Manufacturing Solution
Our solution called for the total revision of the process through DFM. The inserts were coated in our patented CVD nano-silane that provides for covalent bonding and then the tool design was modified into a balanced 4-gate hot runner. Operating conditions that included mold temperature at 160°C and injection pressure at 120MPa ensured total encapsulation before 100% in-line helium test performed at 0.3 MPa. Such level of quality is guaranteed by our custom insert molding service for critical high-stakes insert molding.
Results and Value
Exceeding the 500 autoclave cycle requirement without any sign of delamination, we successfully delivered final products with leak rates less than 1×10⁻⁷ mbar·l/s. This successful insert molding project saved us from millions of dollars' worth of risk per each individual part and guaranteed that our company received an exclusive 150,000 unit contract through proven insert molding execution.
This case is a good demonstration of engineering rather than typical manufacturing. With a focus on understanding the failure mode with surface science and controlled manufacturing process, we not only delivered parts but eliminated any risk in quantitative form. This case proves our competence in being a partner for mission-critical insert molding where reliability takes priority over all else.
To prevent million-dollar recalls and achieve zero-leakage sealing, we invite you to consult with our engineers for a risk analysis and a production-proven solution proposal.

How Does Professional DFM Optimization Lower Manufacturing Risks?
Many delays and increased costs occur at the designing stage since many small details that are not taken care of lead to production problems that cannot be solved. Our proactive complimentary DFM study detects such difficulties during drawing of the products and fixes them, thus converting theoretical products into feasible and reliable ones. This is an intrinsic feature of our custom insert molding service.
Structural Integrity: Preventing Sink Marks and Warpage
- Risk Identification: Analysis of the uniformity of walls is performed through the use of mold flow simulations.
- Our Action: Modifications are proposed by us so that walls vary by no more than 15%, while ribs-to-walls ratios remain sufficient.
- Result: This prevents sink marks and internal voids, ensuring dimensional stability and cosmetic quality for a reliable insert molding outcome.
Moldability: Ensuring Safe Ejection and Feature Integrity
- Problem: Inadequate draft angles of sealing ribs and deep cores.
- Solution: Our recommendation is to have a minimum of 1.5 degree draft angle and we recommend texture dependent modifications.
- Benefit: This will avoid damage to parts during ejection and keep the sealing surfaces intact and important for making custom insert molding for waterproofing.
Process Optimization: Facilitating Flow and Reducing Stress
- Focus Area: We consider internal corners as well as gate location in our process evaluation.
- Key Change: We recommend enlarging fillet radii (e.g., from R0.2 to R0.5) around sealing grooves.
- Impact: The result is easier polymer flow, lower stress concentration, and substantial improvements in the quality of the final high-integrity insert molding part.
Tooling Efficiency: Simplifying Manufacture and Assembly
- Consideration: Part geometry is evaluated for tooling considerations.
- Intervention: Design changes are recommended to reduce component consolidation and simplifying side actions.
- Value: Mold costs are reduced and mold durability is increased, creating reliable manufacturing and an excellent indication of OEM insert molding service.
This structured approach to DFM transforms potential failures into optimal design features well before any steel is ever cut. Our recommendations provide a solution to manufacturability issues based on the physics of part geometry, tolerances, and material behavior. Through our collaboration, we eliminate 90% of problems encountered during the manufacturing process.
Why Is A 100% Automatic In-Line Inspection System Mandatory?
In the automobile industry, with safety and zero defects being an absolute must-have, statistical sampling is inadequate. As per the requirement of IATF 16949 and demanding OEMs, 100% automated in-line inspection is the only way to assure that each and every single part is within specification. This report outlines a closed loop and fully verified insert molding system that converts quality control from a point of control into a fundamental data-driven process of manufacture for high precision insert molding.
| Inspection Module | Core Function & Quantifiable Standard |
| Robotic Vision Inspection | Automatic robotic handling and vision inspection checks every dimension to within ±0.005mm tolerance. |
| Automated Leak Testing | Pressure differential test is used to test any leakage with sensitivity to 0.1Pa in case of waterproof insert molding validation. |
| SPC & Process Control | A real-time data gathering and analysis mechanism guarantees that all critical parameters will have a Cpk greater than 1.67, thus making data-driven insert molding decisions possible. |
| Full Traceability | Each component comes with a distinct DMC that tracks its entire production history and testing results. |
| Closed-Loop Correction | The system automatically adjusts machine parameters in case of any process deviation, thus guaranteeing a certified insert molding process. |
Such an intelligent and comprehensive solution to the crucial problem faced by the client guarantees absolute assurance that each product shipped will be of high quality. It will not be a mere assumption, but a verifiable fact. Such a quality guarantee is essential in any precision insert molding manufacturer. Stop risking recalls with statistical sampling. To eliminate that risk completely, submit your part design for a guaranteed quality report and a production-ready, IATF-compliant quotation.
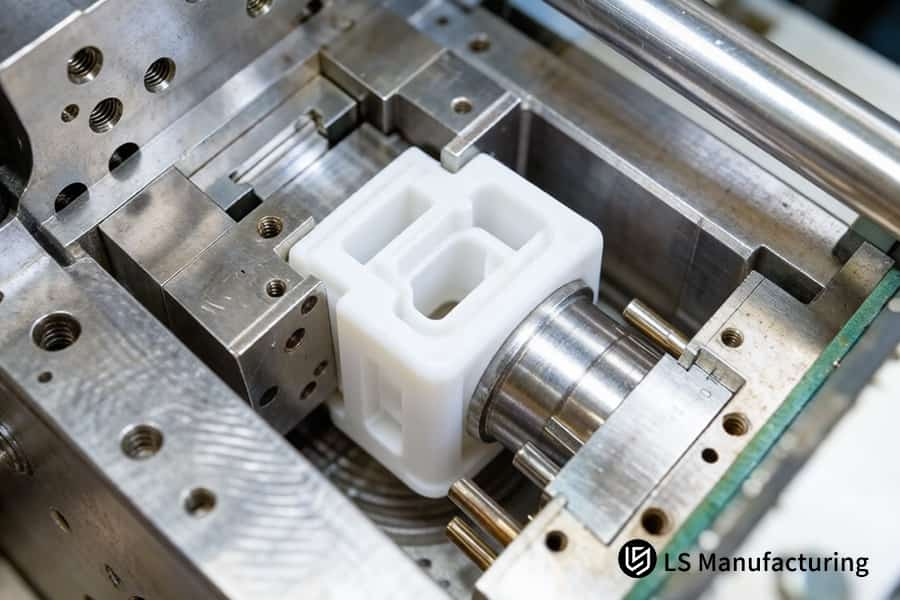
Figure 4: A metal rod inserts into the ABS plastic part within the steel mold for a custom insert molding service.
What Factors Directly Dictate The Cost Of Multi-Cavity Molding Projects?
Although the part count affects the price, the cost of a reliable and hermetic multi-cavity mold project lies within the initial engineering and tool design, which dictate how efficiently and effectively the parts will be produced. In order to understand the costs, the trade-off between the investment made in the mold, reliability, and part cost should be assessed. Understanding of such factors helps break down the main drivers to provide custom insert molding price:
Strategic Cavity Count and Mold Steel Selection
We determine the optimal cavity number (e.g., 8 vs. 16) through a lifecycle analysis balancing tooling cost against volume. High-volume projects justify premium steels like hardened S136, ensuring million-cycle durability and protecting the complex insert molding tooling investment. This prevents costly mid-production mold repairs and maintains consistent part quality, directly lowering the effective cost per part.
Precision Mold Design for Automated Production
Cost efficiency demands automation. In our mold designs, we incorporate robotics and a high tolerance guide system. Thus, we have automated insert loading, which achieves ±0.005mm accuracy that is crucial for high yield rates required to make volume insert molding production economical. Low precision results into wastage and downtime and therefore, nullifies all the gains from costs.
Secondary Processing Integration for Performance
Many times, the hermetically sealed parts need some post-molded processes. Our cost calculation methodology explicitly incorporates any secondary processes needed to ensure that the finished part will satisfy all of its required characteristics upfront, without being charged additionally on a post-production basis - this is fundamental in establishing an effective custom insert molding service partnership.
Process Optimization for Sustained Efficiency
The low cost is the cost of consistent, uninterrupted manufacture. We apply the principles of Scientific Molding and closed loop process control right from day one. It ensures that there is no cycle time variation and minimizes wastage of materials; hence, making the cost per part predictable over the complete lifecycle of the manufacturing process, defining our value as a custom insert molding supplier.
This approach extends beyond simplistic per-part quoting, adopting an integrated Total Cost of Ownership (TCO) philosophy. Through the co-engineered design of perfect cavity number optimization and automation of the mold and process for longevity, we can overcome the primary obstacle in reducing costs while maintaining the quality standards of zero defect needed for mission-critical insert molding applications.
FAQs
1. What is the minimum ordering quantity for your custom insert molding services?
The regular production MOQ requirement of our custom insert molding service is 1,000 pieces per run. In addition to offering a flexible trial production capacity that allows us to supply high precision insert molding products within small quantities (as low as 100 pieces), we enable engineering teams to test IP68 level waterproof sealing designs at the development stage.
2. How do you guarantee zero-leakage performance under high-pressure conditions?
We perform 100% cross-validation on our products using advanced inline differential pressure leak testers and highly sensitive helium mass spectrometer leak detectors, ensuring that the critical leak rate for every custom airtight component remains below the stringent threshold of 1×10⁻⁷ mbar·l/s.
3. Can LS assist with material selection for biomedical devices?
Yes. Our engineering team can directly review your design drawings and recommend material pairings—such as biocompatible resins like PEEK and medical-grade TPU paired with passivated SUS316L metal—optimizing for polarity and thermal expansion matching to meet stringent regulatory requirements, such as those set by the FDA.
4. What specific tolerance levels can your equipment achieve for miniature sensors?
Leveraging top-tier all-electric injection molding machines and in-house CNC mold manufacturing capabilities, we can control critical dimensional tolerances with microscopic precision—down to ±0.005mm—to ensure a perfect geometric fit for sealing applications.
5. How do you protect customer intellectual property during the drawing review process?
We sign a strict mutual Non-Disclosure Agreement (NDA) before receiving any CAD drawings. Additionally, we store all design files on encrypted, offline secure servers and implement isolated production cell protocols to ensure that your proprietary designs remain fully protected.
6. What is the typical turnaround time for a custom mold and samples?
Our standard lead time for designing and manufacturing a high-precision, multi-cavity insert injection mold is 18 to 25 business days. We will provide a complimentary DFM (Design for Manufacturability) report within 48 hours and ship the initial T1 samples via DHL for your validation.
7. How do you address the CTE mismatch between metal and plastic?
We employ automated micro-laser etching or chemical silane coupling agents to pretreat the metal substrate, creating a microscopic mechanical interlocking structure. This effectively absorbs structural thermal stresses across a temperature range of -40°C to +125°C, thereby preventing interfacial delamination.
8. Do you provide free DFM reviews for waterproofing designs?
Certainly. Every inquiry submitted to LS Manufacturing receives a detailed, multi-page professional DFM report and quotation proposal, meticulously prepared by our senior mold engineers. This report covers a comprehensive range of critical assessment criteria, including wall thickness uniformity, gate placement adjustments designed to prevent weld lines, and draft angles.
Summary
Insert molding is a systematic discipline involving fluid dynamics, microscopic surface modification, and micron-level parameter matching—not just simple overmolding. Under IP68-grade demands, any hidden flaw in material, mold, or process can escalate into mass-production failure. LS Manufacturing combines veteran engineering, automated lines, and 100% inline leak detection to eliminate delamination risk, delivering industrial-grade sealed components for medical, automotive, and hardware clients.
Don’t face costly leak-related returns after production starts. Let insert molding experts secure your project early. If you’re developing a new product or struggling with supplier quality, click below to upload your 3D CAD files (STEP/IGS). Within 48 hours, our core engineering team will provide a free, in-depth DFM report (value $500) and a tailored waterproof/airtight molding solution for maximum ROI.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


