
Kundenspezifischer Einlegeformservice Es beginnt damit, dass Ingenieure nach Möglichkeiten suchen , wie das Umspritzen funktioniert , um eine perfekte Abdichtung zu erreichen. Doch ein entscheidender Faktor für Herstellungsfehler bleibt oft unbemerkt: Unterschiede in der Wärmeausdehnung führen zu Rissen, die zu häufigen Fehlschlägen bei IP67/IP68 -Tests führen, da nur wenige Lieferanten in der Lage sind, die physikalischen Wechselwirkungen in diesem Herstellungsprozess zu bewältigen und die erforderliche Mikrometer-Kontrollgenauigkeit zu gewährleisten .
Unsere Lösung liegt im Produktionsprozess selbst – vom Design for Manufacturability (DFM) über die Simulation bis hin zur 100 % Online-Dichtheitsprüfung. Unsere Lösung zur Lösung von Grenzflächenverklebungen liegt in der sorgfältigen Verwaltung unserer Injektionsparameter , die es uns ermöglichen würden, eine solide hermetische Abdichtung zu schaffen. Wir werden die gesamte Produktionskette analysieren.
Kundenspezifisches Einsatzformen: Kurzanleitung zur hermetischen Abdichtung
| Technische Herausforderung | Präzisionsformlösung | Ergebnis der Dichtungsleistung |
| Integrität der Bindungslinie | Materialkompatibilitätswissenschaft und Techniken zur Oberflächenbehandlung von Einsätzen (z. B. Ätzen, Plattieren ). | Stellt eine molekulare Bindung her und beseitigt effektiv alle Leckpfade an den Materialverbindungen. |
| Hohlraumfreie Kapselung | Optimierung der Einspritzgeschwindigkeit und des Drucks, richtige Formentlüftungstechnik. | Gewährleistet eine vollständige Einkapselung des Einsatzes ohne Hohlräume oder Lücken durch den Polymer- Einsatzformprozess . |
| Thermisches Stressmanagement | Richtige Kontrolle der Formtemperatur und Vorwärmen der Substrate, um der Materialschrumpfung gerecht zu werden. | Verhindert die Entstehung von Mikrorissen in der Klebefuge durch thermische Belastungen im Gebrauch. |
| Positionierungsgenauigkeit einfügen | Hochpräzise Formwerkzeuge und Roboter-Einsatzplatzierung, überprüft durch ein Bildverarbeitungssystem. | Gewährleistet eine genaue Positionierung der Einsätze, was zu einer gleichmäßigen Kapselungsdicke führt. |
| Unsere Prozessvalidierung | Helium-Lecktest oder Druckabfalltest an Produktionsteilen. | Zertifizierte Tests, die belegen, dass die Baugruppe die erforderlichen hermitischen Spezifikationen erfüllt (z. B. weniger als 1x10^-6 cm³/s ). |
| Ergebnis: Monolithische Dichtung | Bietet eine Endmontage, die keine weitere Bearbeitung erfordert. | Die hermitische Versiegelung wird in einem Schritt durchgeführt, wodurch die Kosten und Komplikationen sekundärer Versiegelungsvorgänge vermieden werden. |
Wichtige Erkenntnisse:
- Die Bindung ist von grundlegender Bedeutung: Die einzige Möglichkeit, eine wirklich hermetische Abdichtung zu erreichen, ist eine molekulare Bindung zwischen dem Einsatz und dem Polymer .
- Prozess treibt Perfektion voran: Um sicherzustellen, dass beim Einspritzen und Entformen keine Hohlräume entstehen, ist Perfektion gefragt Parameter des Insert-Molding-Prozesses und entlüften .
- Genauigkeit ermöglicht Gleichmäßigkeit: Die richtige Positionierung des Einsatzes im Mikrometerbereich ist entscheidend, um eine gleichmäßige Abdichtung zu gewährleisten.
- Testen, nicht annehmen: Hermetik sollte objektiv gemessen und quantifiziert werden; Sich allein auf eine visuelle Kontrolle zu verlassen, reicht nicht aus.
Warum diesem Leitfaden vertrauen? Praxiserfahrung von LS-Fertigungsexperten
Es gibt zahlreiche Artikel, die sich mit theoretischen Aspekten des Umspritzens befassen. Wir bieten Ihnen hier noch etwas anderes. Dieser Leitfaden wurde von unserem Team verfasst, das täglich leckagesichere Dichtungen herstellt. Darüber hinaus entsprechen unsere Techniken zur molekularen Bindung und Prozessüberprüfung genau den international anerkannten Standards, die von der entwickelt wurden Internationale Elektrotechnische Kommission (IEC) .
Wir produzieren unsere Produkte so, dass die Integrität des Produkts gewährleistet sein muss; Dazu gehören unsere medizinischen implantierbaren Neurostimulatoren, Tiefsee-Instrumentengehäuse und Brennstoffzellen, die in der Luft- und Raumfahrttechnik eingesetzt werden . Die in solchen Bereichen zwingend erforderliche Zuverlässigkeit zwingt uns dazu, Materialien zu verwenden, die den festgelegten Standards entsprechen Underwriters Laboratories (UL) .
Unser Fachwissen wird durch viele Runden von Formungszyklen erworben und wir lernen genauso viel von einer Dichtung, die 10.000 Zyklentests erfolgreich bestanden hat, wie von einer anderen Dichtung, die den Druckprüfungen nicht standhält. Wir haben den genauen Vorbehandlungsprozess für den Einsatz, das Design für einen optimalen Anguss ohne Stricklinien auf dem Metall und die präzisen Prozessbedingungen für null Hohlräume und maximale Haftung perfektioniert. Unser hart erarbeitetes Wissen hilft Ihnen, Fehler bei der Konstruktion und Herstellung einer solchen Dichtung zu vermeiden und die Dichtigkeit sofort zu erreichen.

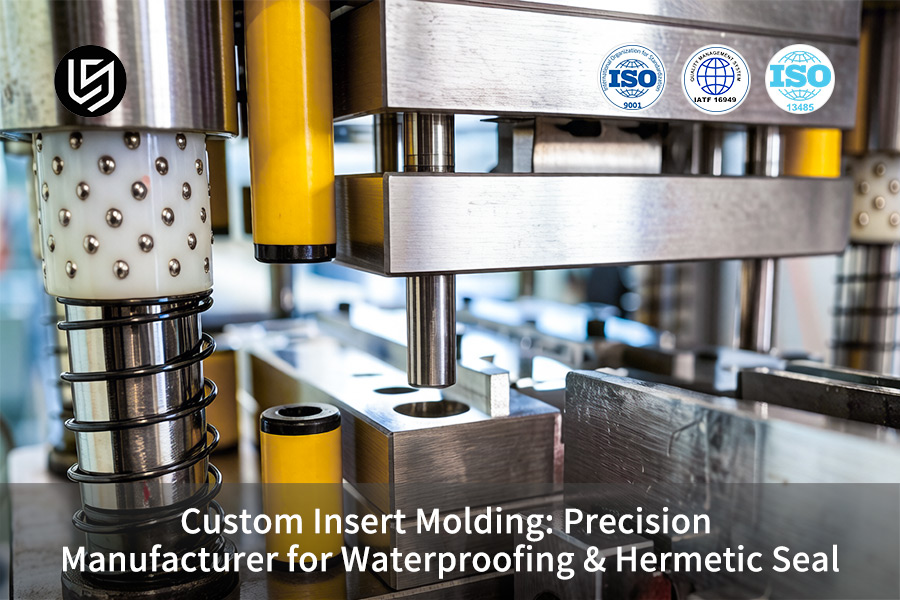
Abbildung 1: Die Spritzmaschine spritzt unter hohem Schließdruck geschmolzenen Thermoplast in das Metallwerkzeug.
Warum bestehen elektronische Miniaturgeräte die IP68-Tests ohne präzise Grenzflächenverklebung nicht?
Die IP68-Abdichtung in elektronischen Miniaturgeräten kann aufgrund von Lücken, die durch unterschiedliche Materialausdehnung entstehen, versagen. Der Schlüssel zur Lösung dieses Problems liegt in der perfekten Verriegelung der Schnittstelle zwischen Metall und Kunststoff . Nachfolgend erfahren Sie mehr zu diesem Thema als Lieferant für hochpräzise Formteile .
Den Fehler dekonstruieren: Vom Mikrospalt zum Leckpfad
Dies führt zu schwachen Grenzen. Wir untersuchen die Oberfläche auf mikroskopischer Ebene und stellen fest, dass die unzureichende mechanische Verzahnung die Ursache für unter Druck stehende Kapillarwege ist. In diesem Zusammenhang konzentrieren wir uns auf die Entwicklung einer Metalloberflächenbehandlungstechnik , die die mechanische Verzahnung durch Förderung der Polymerpenetration verbessern kann und so das Rückgrat für unseren kundenspezifischen Einlegeformservice bildet.
Laseroberflächentechnik für optimale mechanische Verriegelung
Wir behandeln Einsätze mit einer speziellen Laserablationstechnik vor. Dadurch wird eine vorgegebene Morphologie erzeugt, wobei die Rauheit (Ra) 0,8–1,2 μm beträgt. Die kontrollierte Textur, die durch optimierte Parameter im Gleichgewicht zwischen Anker und Spannung erzeugt wird, bietet ausreichend Fläche auf der Oberfläche für die Polymerinfiltration und gewährleistet so eine perfekte Insert-Molding-Verfahren .
Prozesseynergie für eine monolithische Schnittstelle
Die behandelte Oberfläche wird unter einem fortschrittlichen Insert-Molding- Protokoll aktiviert. Parameter wie Schmelztemperatur, Einspritzgeschwindigkeit und Packungsdruck werden sorgfältig überwacht und angepasst, um den Fluss des Polymers in alle Mikrohohlräume zu ermöglichen, die vor der Erstarrung entstehen, und so einen perfekten Grenzflächenkontakt zu schaffen wasserdichtes Einsatzformteil .
Validierung durch beschleunigte Lebensdauer und zerstörende Tests
Wir unterziehen die Teile Druckwechseltests über 0,5 MPa und Thermoschocktests von -40 °C bis 125 °C . Nach dem Test bestätigt die mikroskopische Analyse mittels REM die Haftung zwischen dem Metallteil und dem Polymer und bestätigt das Fehlen einer Delaminierung. Unser hochpräzises Insert-Molding beweist die Zuverlässigkeit in der Praxis.
Wir haben gezeigt, dass die IP68-Zuverlässigkeit ein Ergebnis der Technik und kein behaupteter Vorteil ist. Durch Schnittstellen-Engineering und Validierung durch zerstörende Tests sind wir in der Lage, eine zu bieten Robustes Einlegeteil Lösung, die Leckagen effektiv verhindern kann und sich als zuverlässig erweist, da sie die grundlegenden Ursachen von Leckagen angeht.

Wie kann eine individuelle Werkzeugkonstruktion mikroskopisch kleine Schweißnähte beseitigen?
Mikroskopisch kleine Schweißnähte, die während des Formprozesses entstehen, sind ein hermetisches Problem, da sie zu Leckagepfaden werden. Im Folgenden finden Sie eine Aufschlüsselung unseres systematischen Ansatzes, der über herkömmliche Werkzeugprozesse hinausgeht und Computersimulationen bei der Erstellung kundenspezifischer Formen verwendet, die das Auftreten solcher Fehler verhindern Hermetisch dichtendes Einsatzformteil :
Prädiktive Analyse: Simulation des Flusses zur Lösung des Problems
- Methode: Wir verwenden eine vollständige 3D-Moldflow-Simulation, um das Füllmuster, den Druck und die Temperatur an der Polymer-Metall-Grenzfläche zu untersuchen.
- Aktion: Die Simulation findet mögliche Bindenahtbildungsstellen und Einfügemechanismen, bevor Werkzeuge hergestellt werden.
- Ergebnis: Die prädiktive Analyse kann jetzt ein proaktives Anschnitt- und Angussoptimierungsdesign ermöglichen und uns von einem reaktiven Ansatz hin zu einem Hersteller von Präzisionseinsatzformteilen führen.
Optimierung des Anschnittsystems: Führung der Schmelzfront
- Herausforderung: Beim herkömmlichen Einzelanschnitt verschmelzen die Fließfronten zur Rückseite des Einsatzes hin , was zu schlechten Schweißnähten führt.
- Lösung: Nutzung mehrerer Anschnitte über ein sequentielles Nadelverschluss -Heißkanalsystem . Der Anguss erfolgt so, dass sich eine einzige Strömungsfront um den Einsatz legt.
- Ergebnis: Das gezieltes Insert-Molding-Design sorgt für die molekulare Verschmelzung des Polymerflusses und verhindert so die Bildung einer schwachen Trennfuge.
Vakuumunterstützte Entlüftung: Eingeschlossene Luft ausstoßen
- Problem: Eingeschlossene Luft oder flüchtige Stoffe in der Schweißnahtschnittstelle erzeugen winzige Hohlräume, die zu einer schlechten Bindungsfestigkeit führen.
- Umsetzung: In bestimmten Bereichen der Form, insbesondere um die Einsätze herum, wird eine lokale Vakuumentlüftung hergestellt.
- Mechanismus: Vor dem Einspritzen des Polymers läuft eine Vakuumpumpe , die die Luft entfernt und eine ordnungsgemäße Füllung des Hohlraums und einen Polymer-Metall-Kontakt für eine zuverlässige Einlegeformdichtung gewährleistet.
Prozesssynchronisierung für eine monolithische Struktur
- Steuerung: Wir korrelieren die dynamische Ventilsteuerungssequenz mit der Einspritzgeschwindigkeit und dem Druckprofil , die bis in den Bereich von ±0,5 MPa genau eingestellt werden können.
- Präzision: Dadurch wird sichergestellt, dass sich alle Schmelzfronten unter perfekten Temperatur- und Druckbedingungen verbinden, wodurch Schweißnähte vermieden werden .
- Validierung: Das Prozessdesign wird auf Basis simulationsbasierter empirischer Daten bestätigt und fixiert, was unsere Kernkompetenz in a darstellt Fabrik für kundenspezifische Einlegeformteile .
Dieser vollständige technische Prozess von der Vorhersage bis zur Prozesssynchronisierung beweist, dass hermetische Eigenschaften ein technisches Merkmal sind, das durch den Einsatz von möglich ist fortschrittliches Einlegeformen Techniken. Indem wir die Quelle der Schweißnähte angehen, erreichen wir eine Erfolgsquote von 99,98 % bei Helium-Lecktests und eliminieren Fehler während des Produktionsprozesses. Um mikroskopisch kleine Schweißnähte zu beseitigen und hermetische Dichtungen sicherzustellen, reichen Sie Ihr Teil- und Einsatzdesign für eine vorausschauende Flussanalyse und ein garantiertes Produktionsangebot ein.

Abbildung 2: Ein Roboterarm positioniert einen Messingeinsatz in einer Form zum wasserdichten Umspritzen eines Steckverbinders.
Welche Polymer-/Metallkombinationen bieten den höchsten Schutz gegen Delamination?
Umweltbedingte Delamination an der Polymer-Metall-Grenzfläche ist eine der häufigsten Ursachen für Produktausfälle aufgrund inkompatibler thermischer Eigenschaften und schlechter Chemie. In diesem Bericht stellen wir einen wissenschaftlichen Ansatz zur Auswahl geeigneter Materialien vor, der über Standardkompatibilitätslisten hinausgeht . Wir werden im Detail untersuchen, welche spezifischen Paare geeignet sind und wie durch die Behandlung von Oberflächen eine Grenzflächenbindungsfestigkeit erreicht werden kann, die größer ist als die Festigkeit des Hauptmaterials Hersteller von wasserdichten Einsatzformteilen Lösungen.
| Auswahlprinzip | Schlüsselaktion und gemessenes Ergebnis |
| Kernstrategie | Einhaltung durch Übereinstimmung mit CTE >92 % und chemischer Affinität, nicht durch Vermutung. |
| Metallvorbereitung | Die Oberflächenaktivierung (Laser oder chemische Prozesse) bietet den besten Ra 0,8–1,2 μm, der für die mechanische Befestigung erforderlich ist. |
| Polymerformulierung | Beschäftigen Sie a kundenspezifisches Einsatzformteil für Abdichtungsmassen mit Haftvermittlern für bestimmte Metalllegierungen (zum Beispiel SUS316). |
| Validierte Kopplung | Maßgeschneidertes PPS zu passiviertem Edelstahl ergibt eine Grenzflächenfestigkeit von >25 MPa durch thermische Zyklen ( -40 °C bis 125 °C ). |
| Zuverlässigkeitsnachweis | Hochpräzises Insert-Molding -Verfahren, bewährt in mehr als 5.000 Tests ohne Delamination mittels REM-Analyse . |
| Prädiktives Design | Die FEA-Simulation wird zur Vorhersage der thermomechanischen Belastung für den Entwurf eines Gebäudes verwendet anwendungsspezifisches Umspritzen Verfahren. |
Durch die Nutzung unserer proprietären Datenbank bewährter Polymer-Metall-Kombinationen zusammen mit der Notwendigkeit der Oberflächenwissenschaft lösen wir erfolgreich das Hauptproblem hinsichtlich der Grenzflächenfestigkeit. Unser Engineering-Insert-Molding Die Technologie ermöglicht es, Kunden greifbare, datengesteuerte Garantien gegen Delamination zu bieten, was für kritische Anwendungen wichtig ist.
Welche Parameterkontrollbereiche verhindern eine Komponentenverschiebung?
Eine Verschiebung der Einsätze während des Hochgeschwindigkeitseinspritzvorgangs , typischerweise mehr als 0,05 mm , kann zum Versagen der Dichtung führen. In diesem Dokument finden Sie eine Beschreibung einer genauen Prozesskontrollmethodik, die sicherstellt, dass der Einsatz unbeweglich bleibt und sich nicht verformt und somit eine hermetische Abdichtung gewährleistet ist. Die Lösung ist mehrstufiges Spritzprofilieren mit präziser Temperaturregelung: hochpräzises Einlegegießen .
Mehrstufiges Injektionsprofil für kontrollierte Befüllung
Single-Speed-Einspritzung wird nicht mehr bevorzugt. Im Gegenteil, es ist in verschiedene Phasen unterteilt. Zunächst wird eine sehr langsame Injektionsgeschwindigkeit ( <10 mm/s ) verwendet, um den Hohlraum bis zum Erreichen des Einsatzes zu füllen, jedoch ohne jeglichen Impuls. Anschließend wird die Einspritzgeschwindigkeit stark erhöht, um den verbleibenden Formhohlraum zu füllen. Das Präzisionsgesteuertes Umspritzen Der Prozess nutzt die Fluiddynamik, um sicherzustellen, dass der Einsatz nicht durch den Fluss des geschmolzenen Materials weggespült wird. Dies ist unser OEM-Einsatzformservice .
Synergie zwischen Formtemperatur und Packungsdruck
Die Temperatur hat direkten Einfluss auf die Viskosität und die Fließspannung. Wir halten eine hohe, stabile Formtemperatur (typischerweise >100 °C für technische Kunststoffe) mit einer Toleranz von ±1 °C aufrecht, um einen optimalen Schmelzfluss um den Einsatz herum sicherzustellen. Der anschließende Packdruck wird in einem niedrigen, anhaltenden Impuls und nicht in einer starken Stoßspitze ausgeübt. Diese Kombination minimiert Restspannungen und plastische Verformungen des Einsatzes und gewährleistet eine robuste Dichtung durch unseren maßgeschneiderten Einsatzformservice .
Echtzeitüberwachung und Regelung
Stabilität ist eine wesentliche Voraussetzung. Die Werkzeuginnendruck- und Temperatursensoren sind direkt nach der Einlegestelle integriert. Ein solches Design ermöglicht es uns, alle Prozessänderungen zu überwachen und einen geschlossenen Kreislauf zu ermöglichen, der sicherstellt, dass Einspritzgeschwindigkeit und Druck automatisch nach Bedarf geändert werden. Der automatisches Einlegeformen Die Ausrüstung stellt sicher, dass jeder Schuss gleich ist, und fixiert den Einsatz mit Mikrometergenauigkeit.
Präzisionswerkzeuge für eine positive Wendeschneidplattenpositionierung
Der Prozess beginnt ganz am Anfang – beim Werkzeug. Die Einsätze werden vor dem Einspritzen präzise durch Taschen und Stützstifte in der Form auf +/-0,02 mm positioniert. Diese mechanische Präzision bildet die Grundlage der prozessgesteuerten Einspritzung und löst das Problem der Verdrängung Null-Fehler-Insert-Molding .
Dieses Konzept der End-to-End-Kontrolle verdeutlicht, dass 100 % Dichtung ein garantiertes Ergebnis deterministischer Verfahrenstechnik ist, indem die Beziehung zwischen Geschwindigkeit, Druck und Temperatur mit Echtzeit-Feedback verstanden wird. Dadurch vermeiden wir Wendeplattenverschiebungen und die damit verbundene Nacharbeit . Mit anderen Worten: Es gibt keine Nachverarbeitung, zuverlässige Versorgungszyklen und eine Zuverlässigkeit, die selbst den härtesten Anforderungen gerecht wird hochpräzise Einsatzformanwendungen .

Abbildung 3: Einlegeformteil kapselt eine Reihe silberner Metallkontakte in schwarzem ABS-Kunststoff für die Automatisierung ein.
Fallstudie: Rettung eines medizinischen Endoskopprojekts ohne Leckage
Ein großer Hersteller medizinischer Geräte hatte Probleme mit seinen sterilisierbaren Endoskopgriffen, bei denen es zu Undichtigkeiten an der Metall-Kunststoff-Schnittstelle kam, was zu Schäden an seinen optischen Modulen führte. Im Folgenden wird erläutert, wie die Fähigkeiten unseres Herstellers von Präzisionseinsatzformteilen durch deterministische Problemlösungsmethoden den entscheidenden Beitrag zu dieser medizinischen Geräteanwendung geleistet haben:
Kundenherausforderung
Bei der Baugruppe handelte es sich um einen verdichteten Griff mit SUS316L- Anschlüssen, die vollständig im PEEK-Gehäuse eingeschlossen sein müssen Hermetische Abdichtung durch Einsatzformung Kann einer Sterilisation im Autoklaven bis zu 134 °C standhalten. Allerdings stand der derzeitige Lieferant vor einem Problem, da sich seine Teile bereits nach 50 Zyklen lösten, was zu mehr als 30 % der Feldausfälle führte, die durch Produktrückrufe und Verzögerungen Millionen kosten konnten.
LS-Fertigungslösung
Unsere Lösung erforderte eine vollständige Überarbeitung des Prozesses durch DFM. Die Einsätze wurden mit unserem patentierten CVD-Nanosilan beschichtet, das für eine kovalente Bindung sorgt, und dann wurde das Werkzeugdesign in einen ausgeglichenen 4-Gate -Heißkanal umgewandelt. Betriebsbedingungen, die eine Formtemperatur von 160 °C und einen Einspritzdruck von 120 MPa umfassten, stellten eine vollständige Einkapselung sicher, bevor ein 100 % Inline-Heliumtest bei 0,3 MPa durchgeführt wurde. Dieses Qualitätsniveau wird durch unseren kundenspezifischen Einlegeformservice für Critical garantiert High-Stakes-Insert-Molding .
Ergebnisse und Wert
Wir übertrafen die Anforderungen von 500 Autoklavenzyklen ohne Anzeichen einer Delaminierung und lieferten erfolgreich Endprodukte mit Leckraten von weniger als 1×10⁻⁷ mbar·l/s . Dieses erfolgreiche Insert-Molding-Projekt ersparte uns Risiken in Millionenhöhe für jedes einzelne Teil und garantierte, dass unser Unternehmen einen exklusiven Vertrag über 150.000 Einheiten erhielt bewährte Einlegeformung Ausführung.
Dieser Fall ist eine gute Demonstration der Ingenieurskunst und nicht der typischen Fertigung. Mit dem Schwerpunkt auf dem Verständnis des Fehlermodus mithilfe von Oberflächenwissenschaften und einem kontrollierten Herstellungsprozess haben wir nicht nur Teile geliefert, sondern auch jegliches Risiko in quantitativer Form eliminiert. Dieser Fall beweist unsere Kompetenz als Partner für geschäftskritisches Insert Moulding wo Zuverlässigkeit Vorrang vor allem anderen hat.
Um Rückrufe in Millionenhöhe zu verhindern und eine leckagefreie Abdichtung zu erreichen, laden wir Sie ein, sich mit unseren Ingenieuren für eine Risikoanalyse und einen produktionserprobten Lösungsvorschlag zu beraten.

Wie senkt eine professionelle DFM-Optimierung die Fertigungsrisiken?
In der Entwurfsphase kommt es zu vielen Verzögerungen und erhöhten Kosten, da viele kleine Details, auf die nicht geachtet wird, zu Produktionsproblemen führen, die nicht gelöst werden können. Unsere proaktive, kostenlose DFM-Studie erkennt solche Schwierigkeiten beim Zeichnen der Produkte, behebt sie und wandelt so theoretische Produkte in realisierbare und zuverlässige Produkte um . Dies ist ein wesentliches Merkmal unseres kundenspezifischen Insert-Molding-Services .
Strukturelle Integrität: Einfallstellen und Verzug verhindern
- Risikoidentifizierung: Die Analyse der Gleichmäßigkeit von Wänden wird mithilfe von Formflusssimulationen durchgeführt.
- Unsere Aktion: Wir schlagen Modifikationen vor, sodass die Wände um nicht mehr als 15 % variieren, während das Verhältnis von Rippen zu Wänden ausreichend bleibt.
- Ergebnis: Dies verhindert Einfallstellen und innere Hohlräume und sorgt so für Dimensionsstabilität und kosmetische Qualität für einen Zuverlässiges Umspritzen Ergebnis.
Formbarkeit: Gewährleistung eines sicheren Auswurfs und der Funktionsintegrität
- Problem: Unzureichende Entformungsschrägen von Dichtrippen und tiefen Kernen .
- Lösung: Unsere Empfehlung ist ein Formschrägenwinkel von mindestens 1,5 Grad und wir empfehlen texturabhängige Modifikationen.
- Vorteil: Dadurch wird eine Beschädigung der Teile beim Auswerfen vermieden und die Dichtflächen bleiben intakt, was für die Herstellung individueller Einlegeteile zur Abdichtung wichtig ist.
Prozessoptimierung: Fluss erleichtern und Stress reduzieren
- Schwerpunktbereich: Wir berücksichtigen bei unserer Prozessbewertung sowohl Innenecken als auch die Anschnittposition.
- Wichtige Änderung: Wir empfehlen, die Kehlradien um die Dichtungsnuten herum zu vergrößern (z. B. von R0,2 auf R0,5 ).
- Auswirkung: Das Ergebnis ist ein leichterer Polymerfluss, eine geringere Spannungskonzentration und erhebliche Verbesserungen der Qualität des Endprodukts Hochintegriertes Einsatzformteil Teil.
Werkzeugeffizienz: Vereinfachung von Fertigung und Montage
- Überlegung: Die Teilegeometrie wird für Werkzeugüberlegungen bewertet.
- Intervention: Es werden Designänderungen empfohlen, um die Komponentenkonsolidierung zu reduzieren und Nebenaktionen zu vereinfachen .
- Wert: Die Formkosten werden gesenkt und die Formhaltbarkeit erhöht, was zu einer zuverlässigen Fertigung und einer hervorragenden Anzeige führt OEM-Insert-Molding-Service .
Dieser strukturierte DFM-Ansatz wandelt potenzielle Fehler in optimale Konstruktionsmerkmale um, lange bevor überhaupt Stahl geschnitten wird. Unsere Empfehlungen bieten eine Lösung für Herstellbarkeitsprobleme basierend auf der Physik der Teilegeometrie, Toleranzen und Materialverhalten . Durch unsere Zusammenarbeit beseitigen wir 90 % der Probleme, die während des Herstellungsprozesses auftreten.
Warum ist ein 100 % automatisches Inline-Inspektionssystem obligatorisch?
In der Automobilindustrie, wo Sicherheit und Null-Fehler ein absolutes Muss sind, ist die statistische Erhebung unzureichend. Gemäß den Anforderungen der IATF 16949 und anspruchsvoller OEMs ist eine 100 % automatisierte Inline-Inspektion die einzige Möglichkeit, sicherzustellen, dass jedes einzelne Teil innerhalb der Spezifikation liegt. Dieser Bericht beschreibt einen geschlossenen Kreislauf und Vollständig verifiziertes Insert-Molding System, das die Qualitätskontrolle vom Kontrollpunkt in einen grundlegenden datengesteuerten Herstellungsprozess für hochpräzises Einlegespritzen umwandelt.
| Inspektionsmodul | Kernfunktion und quantifizierbarer Standard |
| Roboter-Vision-Inspektion | Automatische Roboterhandhabung und visuelle Inspektion prüfen jede Abmessung mit einer Toleranz von ±0,005 mm . |
| Automatisierte Dichtheitsprüfung | Der Druckdifferenztest wird verwendet, um Leckagen mit einer Empfindlichkeit von 0,1 Pa im Falle einer Validierung des wasserdichten Einsatzformteils zu testen. |
| SPC und Prozesskontrolle | Ein Echtzeit-Datenerfassungs- und Analysemechanismus garantiert, dass alle kritischen Parameter einen Cpk-Wert von mehr als 1,67 haben Datengesteuertes Umspritzen Entscheidungen möglich. |
| Vollständige Rückverfolgbarkeit | Jede Komponente verfügt über einen eigenen DMC, der den gesamten Produktionsverlauf und die Testergebnisse verfolgt. |
| Closed-Loop-Korrektur | Bei Prozessabweichungen passt das System die Maschinenparameter automatisch an und gewährleistet so eine reibungslose Abwicklung Zertifiziertes Umspritzen Verfahren. |
Eine solch intelligente und umfassende Lösung des entscheidenden Problems des Kunden garantiert die absolute Sicherheit, dass jedes versendete Produkt von hoher Qualität ist. Dabei handelt es sich nicht um eine bloße Annahme, sondern um eine überprüfbare Tatsache. Eine solche Qualitätsgarantie ist in jedem Fall unerlässlich Hersteller von Präzisionseinsatzformteilen . Riskieren Sie keine Rückrufe mehr durch statistische Stichproben. Um dieses Risiko vollständig auszuschließen, reichen Sie Ihren Teileentwurf für einen garantierten Qualitätsbericht und ein produktionsreifes, IATF-konformes Angebot ein.
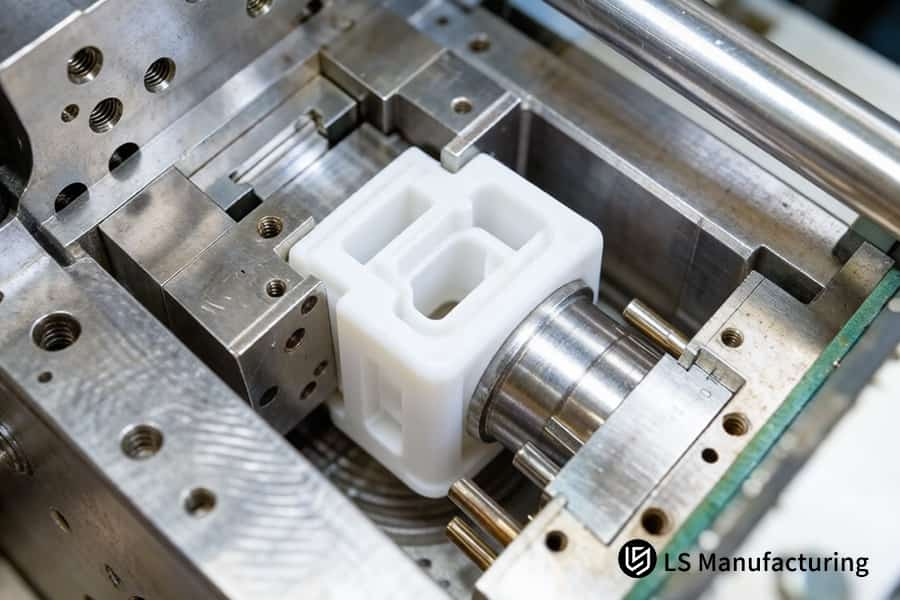
Abbildung 4: Ein Metallstab wird für einen kundenspezifischen Umspritzservice in das ABS-Kunststoffteil innerhalb der Stahlform eingesetzt.
Welche Faktoren bestimmen direkt die Kosten von Spritzgussprojekten mit mehreren Kavitäten?
Obwohl sich die Anzahl der Teile auf den Preis auswirkt, liegen die Kosten für ein zuverlässiges und hermetisches Mehrkavitäten-Formprojekt in der anfänglichen Konstruktion und dem Werkzeugdesign, die bestimmen, wie effizient und effektiv die Teile hergestellt werden. Um die Kosten zu verstehen, sollte der Kompromiss zwischen der Investition in die Form, der Zuverlässigkeit und den Teilekosten beurteilt werden. Das Verständnis dieser Faktoren hilft dabei, die wichtigsten Treiber für die Bereitstellung aufzuschlüsseln Preis für kundenspezifische Einlegeformteile :
Strategische Hohlraumanzahl und Formstahlauswahl
Wir ermitteln die optimale Kavitätenzahl (z. B. 8 vs. 16 ) durch eine Lebenszyklusanalyse, bei der die Werkzeugkosten im Vergleich zum Volumen abgewogen werden. Projekte mit hohem Volumen rechtfertigen den Einsatz hochwertiger Stähle wie gehärteter S136, die eine Haltbarkeit von Millionen Zyklen gewährleisten und die Sicherheit gewährleisten komplexes Umspritzen Werkzeuginvestitionen. Dies vermeidet kostspielige Werkzeugreparaturen während der Produktion und sorgt für eine gleichbleibende Teilequalität, was die effektiven Kosten pro Teil direkt senkt.
Präzises Formendesign für die automatisierte Produktion
Kosteneffizienz erfordert Automatisierung. In unsere Formenkonstruktionen integrieren wir Robotik und ein Führungssystem mit hoher Toleranz. So haben wir Automatisches Einlegen von Beilagen , das eine Genauigkeit von ±0,005 mm erreicht, was für die hohen Ausbeuteraten entscheidend ist, die für eine wirtschaftliche Produktion von Volumen-Insert-Molding erforderlich sind. Eine geringe Präzision führt zu Verschwendung und Ausfallzeiten und macht somit alle Kostenvorteile zunichte.
Sekundärverarbeitungsintegration für mehr Leistung
Oftmals erfordern die hermetisch versiegelten Teile einige Nachbearbeitungsprozesse. Unsere Kostenberechnungsmethodik berücksichtigt ausdrücklich alle sekundären Prozesse, die erforderlich sind, um sicherzustellen, dass das fertige Teil im Voraus alle erforderlichen Eigenschaften erfüllt , ohne dass für die Nachproduktion zusätzliche Kosten anfallen – dies ist von grundlegender Bedeutung für den Aufbau einer effektiven Partnerschaft im Bereich kundenspezifischer Insert-Molding-Services .
Prozessoptimierung für nachhaltige Effizienz
Die niedrigen Kosten sind die Kosten einer konsistenten, unterbrechungsfreien Herstellung. Wir wenden vom ersten Tag an die Prinzipien des Scientific Moulding und der Closed-Loop-Prozesskontrolle an. Es stellt sicher, dass es keine Schwankungen in der Zykluszeit gibt und minimiert die Materialverschwendung; Daher machen wir die Kosten pro Teil über den gesamten Lebenszyklus des Herstellungsprozesses vorhersehbar und definieren unseren Wert als Lieferant für kundenspezifische Einlegeformteile .
Dieser Ansatz geht über die einfache Angebotserstellung pro Teil hinaus und übernimmt eine integrierte Total Cost of Ownership (TCO)-Philosophie. Durch das gemeinsam entwickelte Design mit perfekter Optimierung der Kavitätenanzahl und Automatisierung der Form und des Prozesses für eine lange Lebensdauer können wir das Haupthindernis bei der Kostensenkung überwinden und gleichzeitig die Qualitätsstandards von Null Fehler einhalten, die für geschäftskritische Einsatzformanwendungen erforderlich sind.
FAQs
1. Wie hoch ist die Mindestbestellmenge für Ihre kundenspezifischen Insert-Molding-Services?
Die reguläre Produktions-MOQ-Anforderung für unseren kundenspezifischen Einlegeform-Service beträgt 1.000 Stück pro Lauf. Darüber hinaus bieten wir eine flexible Testproduktionskapazität, die es uns ermöglicht, hohe Präzision zu liefern Insert-Molding-Produkte Bei kleinen Mengen (ab 100 Stück ) ermöglichen wir Ingenieurteams, wasserdichte Dichtungsdesigns der Schutzklasse IP68 bereits in der Entwicklungsphase zu testen.
2. Wie garantieren Sie eine leckagefreie Leistung unter Hochdruckbedingungen?
Wir führen eine 100-prozentige Kreuzvalidierung unserer Produkte mit fortschrittlichen Inline-Differenzdruck-Leckprüfgeräten und hochempfindlichen Helium-Massenspektrometer-Lecksuchern durch und stellen so sicher, dass die kritische Leckrate für jede kundenspezifische luftdichte Komponente unter dem strengen Schwellenwert von 1×10⁻⁷ mbar·l/s bleibt.
3. Kann LS bei der Materialauswahl für biomedizinische Geräte behilflich sein?
Ja. Unser Ingenieurteam kann Ihre Konstruktionszeichnungen direkt überprüfen und Materialpaarungen empfehlen – wie biokompatible Harze wie PEEK und TPU in medizinischer Qualität gepaart mit passiviertem SUS316L-Metall – und so die Polarität und Wärmeausdehnung optimieren, um strenge regulatorische Anforderungen, wie sie beispielsweise von der FDA festgelegt werden, zu erfüllen.
4. Welche spezifischen Toleranzgrenzen können Ihre Geräte für Miniatursensoren erreichen?
Nutzung der Spitzenklasse vollelektrische Spritzgießmaschinen Dank unserer hauseigenen CNC-Formenfertigung können wir kritische Maßtoleranzen mit mikroskopischer Präzision – bis zu ±0,005 mm – kontrollieren, um eine perfekte geometrische Passform für Dichtungsanwendungen sicherzustellen.
5. Wie schützen Sie das geistige Eigentum des Kunden während des Zeichnungsprüfungsprozesses?
Wir unterzeichnen eine strikte gegenseitige Geheimhaltungsvereinbarung (NDA), bevor wir CAD-Zeichnungen erhalten. Darüber hinaus speichern wir alle Designdateien auf verschlüsselten, sicheren Offline-Servern und implementieren isolierte Produktionszellenprotokolle, um sicherzustellen, dass Ihre proprietären Designs vollständig geschützt bleiben.
6. Was ist die typische Bearbeitungszeit für eine kundenspezifische Form und Muster?
Unsere Standardvorlaufzeit für die Entwicklung und Herstellung eines hochpräzisen, Mehrkavitäten-Einsatzspritzgussform beträgt 18 bis 25 Werktage . Wir stellen Ihnen innerhalb von 48 Stunden einen kostenlosen DFM-Bericht (Design for Manufacturability) zur Verfügung und versenden die ersten T1-Muster zur Validierung per DHL.
7. Wie gehen Sie mit der CTE-Diskrepanz zwischen Metall und Kunststoff um?
Wir verwenden automatisiertes Mikrolaserätzen oder chemische Silankopplungsmittel, um das Metallsubstrat vorzubehandeln und so eine mikroskopisch kleine mechanische ineinandergreifende Struktur zu erzeugen. Dadurch werden strukturelle thermische Spannungen über einen Temperaturbereich von -40 °C bis +125 °C wirksam absorbiert und so eine Delamination der Grenzflächen verhindert.
8. Bieten Sie kostenlose DFM-Bewertungen für Abdichtungsdesigns an?
Sicherlich. Jede an LS Manufacturing übermittelte Anfrage erhält einen detaillierten, mehrseitigen professionellen DFM-Bericht und Angebotsvorschlag , sorgfältig vorbereitet von unseren erfahrenen Formenbauingenieuren. Dieser Bericht deckt eine umfassende Palette kritischer Bewertungskriterien ab, darunter die Gleichmäßigkeit der Wandstärke, Anpassungen der Angussplatzierung zur Vermeidung von Bindenähten und Entformungsschrägen.
Zusammenfassung
Formteil einsetzen ist eine systematische Disziplin, die sich mit Fluiddynamik, mikroskopischer Oberflächenmodifikation und Parameteranpassung im Mikrometerbereich befasst – und nicht nur mit einfachem Umspritzen. Unter den Anforderungen der Schutzart IP68 kann jeder versteckte Fehler im Material, in der Form oder im Prozess zu einem Ausfall in der Massenproduktion führen. LS Manufacturing kombiniert erfahrene Technik, automatisierte Linien und 100 % Inline-Leckerkennung, um das Delaminierungsrisiko zu eliminieren, und liefert versiegelte Komponenten in Industriequalität für Kunden aus den Bereichen Medizin, Automobil und Hardware.
Nach dem Produktionsstart müssen Sie sich nicht mit kostspieligen Rücksendungen im Zusammenhang mit Leckagen konfrontiert sehen. Lassen Experten für Insert Moulding Sichern Sie Ihr Projekt frühzeitig. Wenn Sie ein neues Produkt entwickeln oder Probleme mit der Lieferantenqualität haben, klicken Sie unten, um Ihre 3D-CAD-Dateien (STEP/IGS) hochzuladen. Innerhalb von 48 Stunden stellt unser Kerntechnikteam einen kostenlosen, ausführlichen DFM-Bericht (Wert 500 $) und eine maßgeschneiderte wasser-/luftdichte Formlösung für maximalen ROI zur Verfügung.
📞Tel: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. LS-Fertigungsdienstleistungen Es gibt keinerlei Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das LS Manufacturing-Netzwerk bereitstellt. Es liegt in der Verantwortung des Käufers. Erforderliche Teile Angebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen . Konzentrieren Sie sich auf maßgeschneiderte Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss. Metallprägung und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen Sie LS Manufacturing. Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.lsrpf.com .


