
Präzisions-Insert-Molding-Service stellt sich direkt der realen Diskrepanz zwischen den vereinfachten Online-Definitionen dessen, was „Insert Molding“ ist , und den schwierigen Anwendungsproblemen wie Insert-Verschiebung, Grat oder Verbindungsfehler bei Präzisionssensoren. Das Hauptproblem hierbei ist die „Positionsdrift“ aufgrund eines mangelnden Druckausgleichs in der Form und einer thermischen Fehlanpassung während des Spritzgießens .
Die bei LS Manufacturing bereitgestellte Lösung, die all diese Probleme angeht, umfasst Null-Verdrängungs-Steuerungssysteme, optimierte Entlüftung in Formen und eine präzise Endbearbeitung der Metall-/Kunststoff-Schnittstelle, um sicherzustellen, dass eine echte Null-Fehler-Lieferung möglich ist. Im Folgenden wird dieser professionelle Ansatz aus technischer Sicht und anhand konkreter Beispiele erörtert.

Precision Insert Moulding: Null-Verschiebungs-Kurzreferenz
| Kernherausforderung | Technische Lösung für Null-Verdrängung | Ergebnis für OEM-Montage |
| Positionierung und Fixierung des Einsatzes | Genauigkeitsgesteuerte Formhohlräume mit mechanischen/Vakuum-Fixierungsvorrichtungen zur Stabilisierung. | Mikrometerpräzise bei der Positionierung des Einsatzes innerhalb des geformten Kunststoffgehäuses. |
| Thermisches Stressmanagement | Kompensationswärmebehandlung des Einsatzes und Temperaturmanagement der Form. | Verhindert thermische Risse des Einsatzes während des Abkühlens aufgrund unterschiedlicher Schrumpfung . |
| Materialfluss- und Schweißlinienkontrolle |
Optimieren Sie den Gate-Prozess und Einlegeformparameter um eine vollständige Kapselung zu gewährleisten. |
Erzeugt eine hohlraumfreie Kapselung um den Einsatz herum, die für elektrische oder fluidische Komponenten erforderlich ist. |
| Bindungsstärke und Zuverlässigkeit | Vorbereitung der Einlegeoberfläche ( Plattieren, Ätzen usw.) und Materialauswahl für optimale Haftung. | Erzeugt eine unschlagbare mechanische Verbindung, die Vibrationen und Temperaturschwankungen standhält. |
| Unser automatisiertes Beilagenhandling | Robotereinsetzen der Einsätze in die Form mit Inspektion durch ein Bildverarbeitungssystem bei jedem Zyklus. | Verhindert Bedienerfehler und erreicht eine Einfügungsgenauigkeit von 100 % . |
| Ergebnis: Net-Shape-Funktionsbaugruppe | Erstellt eine funktionsfähige Baugruppe, bei der der Einsatz in seiner endgültigen Position eingekapselt wurde. | Dadurch entfallen weitere Positionierungs- oder Klebevorgänge und die Montage Ihres Produkts wird vereinfacht . |
Wichtige Erkenntnisse:
- Präzision liegt in der Befestigung: Die Fähigkeit der Form, den Einsatz einzufangen, steht in dieser Liste kontrollierbarer Variablen an erster Stelle.
- Das Wärmemanagement ist von entscheidender Bedeutung: Nicht übereinstimmende Temperaturen führen zu Problemen, die durch eine ordnungsgemäße technische Gestaltung vermieden werden können.
- Automatisierung sorgt für Konsistenz: Der einzige Weg, dies sicherzustellen Toleranz der Einlegeformteile Ohne Mängel ist die Automatisierung und Roboterplatzierung .
- Das Ergebnis ist eine Baugruppe: Das Endprodukt muss eine Baugruppe der Unterbaugruppe sein, nicht nur das Formteil mit dem daran befestigten Einsatz.
Warum diesem Leitfaden vertrauen? Praxiserfahrung von LS-Fertigungsexperten
Während es im Allgemeinen viele Leitfäden zu diesem Thema geben kann, zeichnet sich unser Leitfaden durch seine Herangehensweise an das Thema aus. Tatsächlich haben wir viel darüber nachgedacht, die Prinzipien und Praktiken des Umspritzens zu beherrschen. Aus diesem Grund haben wir uns entschieden, unseren Leitfaden auf der Grundlage praktischer Erfahrungen von Spezialisten zu erstellen, die bei der LS-Fertigung arbeiten und das Konzept verstehen Nationales Institut für Standards und Technologie (NIST).
Unsere Komponenten sind absolut kritisch; diagnostische Mikrofluidik, die keinen Mikrometer Blitz verträgt, Luft- und Raumfahrtsensoren, die starken Vibrationen standhalten müssen, ohne abzuplatzen, und Automobilsteckverbinder, die eine perfekte Isolierung erfordern. Um diese strengen Kriterien zu erfüllen, stimmen unsere Materialauswahl- und Validierungsprozesse mit den anspruchsvollen Standards von überein SAE International , insbesondere die AMS-Materialfamilie.
Diese Erfahrung basiert auf jahrelangem Versuch und Irrtum, dem Wissen, wie man mit der thermischen Dynamik des Prozesses umgeht, um sicherzustellen, dass die Einsätze nicht belastet werden, der Beherrschung der speziellen Spannmethoden, die alle Mikrobewegungen eliminieren , und dem Wissen, welche Formoberflächen zu einer vollständigen Haftung führen. Wir bringen Ihnen diese hart erkämpften Lektionen bei, damit Sie sie zu Ihrem Vorteil nutzen können, um unnötige Versuche und Irrtümer zu vermeiden und um sicherzustellen, dass Ihr erster Produktionslauf keine Verdrängungsbindungen mit sich bringt.
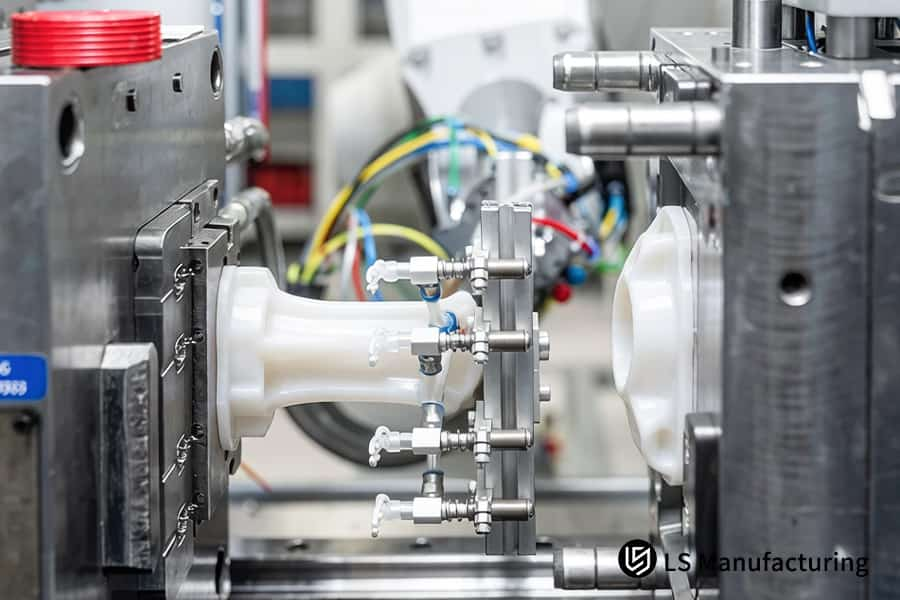
Abbildung 1: Der OEM-Insert-Molding-Service wendet hydraulischen Druck an, um Kunststoff mit Metalleinsätzen für Industriesteckverbinder in Präzisionswerkzeugen zu verbinden.
Warum ist Null-Verschiebung für Ihre Präzisions-Insert-Molding-Service-Projekte von entscheidender Bedeutung?
Eine echte Nullverschiebung ist bei der Bereitstellung von Präzisions-Insert-Molding-Dienstleistungen von entscheidender Bedeutung, da selbst eine geringfügige Verschiebung während der Einspritzphase sowohl die mechanische als auch die elektrische Funktionalität beeinträchtigt. In unserem Ansatz berücksichtigen wir die Spritzgussverfahren Durch die Verwendung eines Simulations- und Designprozesses, der sicherstellt, dass jede Bewegung weniger als 10 µm beträgt, wird ein hoher Druck ausgeübt. Das Folgende ist der Prozess, dem wir folgen:
Aktive Verriegelung durch proprietäres Pin-Design
Es wurde ein spezieller thermisch angepasster aktiver Verriegelungsstift entwickelt, um vor der Harzinjektion mit einem bekannten Gegendruck physikalische Beschränkungen auf den Einsatz auszuüben. Bei dieser Methode kann der Einsatz physisch im Formhohlraum gehalten werden, wodurch der anfängliche Druckimpuls des Kunststoffs vermieden wird. Eine solche Methode wird das Problem von Anfang an angehen und eine präzise Positionierung von Einsätzen beim großvolumigen Einsatzspritzen ermöglichen.
Anschnittoptimierung durch Füllsimulation
Die Simulation transienter und asymmetrischer Druckwellen im Einsatz durch fortschrittliche Mehrphasenströmungsmodelle hilft dabei, Bereiche mit Druckwellenungleichgewicht an der Grenzfläche zwischen Einsatz und Schmelze zu identifizieren . Die erhaltenen Ergebnisse liefern einen direkten Input für die Bestimmung der optimalen Anguss- und Angusskanalplatzierung, um das gewünschte Druckverteilungsprofil zu erreichen. Das Ziel besteht darin, den gesamten Translationsdruck beim Füllen der Hohlräume zu reduzieren, was für wichtig ist Duroplast-Einlegeformteil .
Prozessintegrierte Klemmung und Validierung
Es erfolgt eine mechanische Verriegelung, die über die spezifische Schließfolge mit dem Zyklus der Spritzgießmaschine synchronisiert wird. Nach dem Formen führt ein äußerst präzises KMG die Erstmusterprüfung durch, bei der die Genauigkeit der Einlegeposition vom KMG validiert wird, um sicherzustellen, dass die Einlegeposition den CAD-Spezifikationen entspricht. Die Closed-Loop-Validierung trägt dazu bei, die Herstellungstoleranz von weniger als 0,01 mm für Anwendungen wie das Umspritzen medizinischer Geräte zu gewährleisten.
In diesem Artikel wird betont, wie die Systemtechnik das Prinzip der Nullverschiebung anwendbar macht. Unser OEM-Insert-Molding-Service wird anhand unseres mechanischen Designs, unserer Simulation und unserer Klemmparameter präsentiert. Aufgrund unserer hervorragenden Problemlösungsfähigkeiten sind wir der perfekte Kandidat für OEM Automobil-Einlegeformteil Anwendungen. Um dieses Zero-Displacement-Engineering auf Ihr Projekt anzuwenden, reichen Sie Ihre Baugruppe für eine Systemprüfung ein und erhalten Sie ein prozessvalidiertes, produktionsreifes Angebot.

Wie kann ein Hersteller von kundenspezifischen Einsatzformteilen sicherstellen, dass es in Hochdruckumgebungen zu keiner Verschiebung kommt?
Für jeden Hersteller von kundenspezifischen Einlegeteilen ist es notwendig, eine Verschiebung des Einlegeteils aufgrund des hohen Drucks, der in der Einspritzphase des Formteils verwendet wird, zu verhindern. Eine Verschiebung des Einsatzes um nur wenige Mikrometer während der Injektion hat zwangsläufig Einfluss auf das Endergebnis. Im Folgenden finden Sie unsere innovativen Methoden zur Lösung der Herausforderung in den Bereichen Vorhersage, Simulation, aktive Steuerung und Verstärkung Einlegeformteil für Nullverschiebung :
Synchronisierte hydraulische Mehrpunktverriegelung
- Systemdesign: Unser System beinhaltet die Platzierung mehrerer Hydraulikzylinder an verschiedenen Stellen innerhalb der Form zur Unterstützung des Einsatzes.
- Aktive Gegenkraft: Diese Hydraulikzylinder erzeugen synchronisierte Kräfte, die vor dem Einspritzen des Kunststoffs in die Form auf den Einsatz wirken. Dadurch entsteht eine Vorspannung.
- Ergebnis: Dieser Mechanismus widersteht der ankommenden Druckwelle der Schmelze und verhindert so jegliche Form der „Schock“-Verschiebung, die statische Einsätze erfahren, was entscheidend für ist Hochdruck-Insert-Molding .
In-Mold-Sensorik und dynamische Prozessanpassung
- Echtzeitüberwachung: Hinter den Stützpfeilern können Drucksensoren installiert werden. Dadurch erhalten wir Live-Messwerte über die Drücke, die das geschmolzene Material auf den Einsatz ausübt.
- Regelung im geschlossenen Regelkreis: Die Druckdaten können dann von der Maschinensteuerungssoftware analysiert werden, um Anpassungen des Einspritzdruckprofils im Mikrosekundenbereich vorzunehmen.
- Ergebnis: Es trägt dazu bei, Druckungleichgewichte zu jedem Zeitpunkt in Echtzeit zu beseitigen und ein Druckgleichgewicht auf der gesamten Einsatzfläche zu erzeugen, eine wesentliche Technik für hochpräzises Einsatzformen .
Präventive Driftminderung durch Füllanalyse
- Simulationsgesteuertes Design: Mithilfe fortschrittlicher Mold-Flow-Analysesoftware simulieren wir den Füllprozess unter den gleichen hohen Einspritzdrücken , beispielsweise 120 MPa .
- Gezielte Verstärkung: Die Simulation liefert uns die notwendigen Daten über Driftvektoren. Daher basiert die Formkonstruktion auf der Anzahl und dem Durchmesser der Stützpfeiler.
- Ergebnis: Diese Methodik ermöglicht es uns, über 95 % der möglichen Driftpunkte vor dem Formenbau proaktiv zu identifizieren und zu beheben, ein wesentliches Merkmal von Mikroeinsatzformen Prozesse.
Unsere Methodik beschreibt einen geschlossenen Engineering-Prozess aus Vorhersage, Kontrolle und Verstärkung. Es beweist unser Fachwissen als Hersteller von kundenspezifischen Einsatzformteilen , indem es die Anwendung quantifizierter Informationen und Steuerungstechniken zur Bewältigung der Hochdruckverdrängung veranschaulicht. Diese strategische und ganzheitliche Methode ist unser Wettbewerbsvorteil und gewährleistet absolute Stabilität bei der Herstellung kritischer Teile, wie z. B. für Einlegeformteil für Kfz-Sensoren .

Abbildung 2: Ein Hersteller von kundenspezifischen Einlegeteilen spritzt bei LS Manufacturing geschmolzenes Nylon um Edelstahlschrauben für Automobilelektronikkomponenten.
Welche Rolle spielt DFM für Ihren Erfolg beim kundenspezifischen Präzisions-Insert-Molding?
Mit Maßgeschneidertes Präzisionseinsatzformen , wird der Teileausfall bereits vor Beginn der Fertigung festgestellt. Unser Design for Manufacturability (DFM) -Prozess spielt im Engineering eine wesentliche Rolle, um diese Fehler zu verhindern, bevor sie auftreten. In diesem Artikel wird hervorgehoben, wie wir in diesen Fällen eingreifen, um die Entwurfsabsicht durch Konfliktlösung in herstellbare Teile umzuwandeln, eine absolute Voraussetzung für hochpräzises Umspritzen .
| DFM-Fokusbereich | Technische Intervention und quantifizierbares Ergebnis |
| Vorbehandlung einfügen | Durch die Senkung der Vorheiztemperatur des Einsatzes wird der Thermoschock minimiert, was der Schlüssel zum Erfolg ist Hochtemperatur-Einlegeformen . |
| Oberflächentechnik | Durch die Festlegung von Rändel-/Ätzmustern wird die Klebefläche maximiert und die Auszugsfestigkeit um 25–40 % verbessert. |
| CTE-Management | Indem Presspassungen auf Materialunterschieden basieren , werden Risse nach dem Formen verhindert . |
| Strömungs- und Tordesign | Durch die Formsimulation wird eine vollständige Kapselung erreicht und sichergestellt, dass keine direkte Kraft auf die Einsätze ausgeübt wird. |
| Stressminderung | Die geometrische Neugestaltung (Radien, Rippen) leitet Spannungen ab und verlängert die Ermüdungslebensdauer im OEM-Einsatzformservice . |
Unser DFM-Verfahren nimmt wahrscheinliche Probleme auf und wandelt sie in Lösungen um, wobei wir unser technisches Fachwissen unter Beweis stellen. Wir überwinden wiederkehrende Probleme wie Ablösungen und Spannungsbrüche, indem wir datengesteuerte Designanpassungen vornehmen. Diese problemlösende, präventive Strategie stellt unser Alleinstellungsmerkmal dar Einlegeformteil für medizinische Geräte und andere kritische Anwendungen. Um kostspielige Fehlermöglichkeiten mit einer präventiven Strategie zu vermeiden, reichen Sie Ihren Entwurf für eine DFM-Analyse ein und erhalten Sie eine quantifizierte Lösung mit einem garantierten Angebot.
Wie lösen wir die Herausforderungen bei der Metall-Kunststoff-Verklebung für Ihre OEM-Einsatzteile?
Die Entwicklung einer dauerhaften, starken Verbindung zwischen Metalleinsätzen und Kunststoffkapselungen ist ein wichtiges Anliegen Einlegegeformte OEM-Teile , was sich direkt auf die Dichtfähigkeit und die mechanischen Eigenschaften des Bauteils auswirkt. Wir gehen dieses Problem mit einer zweigleisigen Strategie an, die nicht nur die Verklebung verbessert, sondern auch den Verklebungsbereich zum besten Teil des Bauteils macht. Durch unsere Strategie stellen wir eine langfristige Haftung zwischen Metalleinlagen und dem Kunststoffbauteil sicher:
Plasmaoberflächenaktivierung für molekulare Bindung
Wir wenden bei Metalleinsätzen vor dem Formen eine Niederdruck-Plasmabehandlung an. Dieser Prozess reinigt und funktionalisiert die Metalloberfläche mikroskopisch, erhöht ihre Oberflächenenergie und schafft aktive molekulare Stellen. Dadurch kann der geschmolzene Kunststoff primäre chemische Bindungen eingehen (im Gegensatz zu bloßer mechanischer Adhäsion) , was die Bindungsstärke und den Widerstand gegen das Eindringen von Flüssigkeiten deutlich erhöht, was entscheidend für ist Einlegeformteil für die Handhabung von Flüssigkeiten .
Design der mechanischen Verriegelungsgeometrie
Abgesehen vom Aspekt der Oberflächenchemie basiert unser Design für den Einsatz auf bestimmten Hinterschneidungsmustern, wie z. B. gerändelten Mustern oder mehrwinkligen Rillen . Der Entwurf dieser Muster erfolgt durch Spannungssimulation, um ihre richtige Tiefe und Abstände zu bestimmen. Beim Präzisions-Insert-Molding-Service fließt das Kunststoffmaterial in diese Muster und bildet einen starken mechanischen Halt, der die durch Chemie geschaffene Verbindung ergänzt.
Prozesskontrolle für optimale Schnittstellenbildung
Zu den wichtigen Prozessparametern gehören die Vorwärmtemperatur des Einsatzes, die Formtemperatur und die Einspritzgeschwindigkeit . Durch die Steuerung dieser Prozessparameter wird gewährleistet, dass der Materialfluss des Kunststoffs die Oberfläche des zuvor aktivierten Metallmaterials erreicht. Dieser Prozess ist entscheidend für Dienstleistungen im Bereich des hochfesten Umspritzens .
Die Methodik bietet das technische Fachwissen eines Herstellers von kundenspezifischen Einsatzformteilen bei der Bewältigung der Probleme, die zu Verbindungsfehlern führen. Unser proaktiver, integrierter Ansatz liefert verifizierte, dauerhafte Bindungen für kritische Einlegeformteil für die Fahrzeughaube unter der Motorhaube Anwendungen und stellt die Leistung dort sicher, wo ein Ausfall keine Option ist.
Medizinisches Sensorgehäuse von LS Manufacturing: Kundenspezifische, hochpräzise Insert-Molding-Erfolgsgeschichte
Die folgende Fallstudie hebt hervor, wie LS Manufacturing dazu beitragen konnte, das Ertragsproblem eines großen OEM für medizinische Geräte zu lösen. Die Situation erforderte ein miniaturisiertes Sensorgehäuse aus Polycarbonat, das eine hochpräzise Umspritzung erforderte, die die empfindliche Elektrodenbaugruppe darin präzise umschließen konnte. Das Problem wurde durch eine Verschiebung im Mikrometerbereich verursacht, die zu elektrischen Fehlfunktionen führte.
Kundenherausforderung
Der vorherige Lieferant hatte bei seinem kundenspezifischen Präzisions-Einsatzformprojekt Probleme mit einer Einsatzbewegung von mehr als 0,15 mm . Das Miniatur-PC-Gehäuse wurde so konzipiert, dass in seinem Hohlraum eine empfindliche Keramikelektrode untergebracht ist. Diese Bewegung führte zu Störungen des kapazitiven Signals, was die funktionale Ablehnungsrate während des Projekts um mehr als 35 % erhöhte. Diese niedrige Produktionsrate stoppte die Produktion und stellte eine Gefahr für die Veröffentlichung des Produkts der nächsten Generation dar.
LS-Fertigungslösung
Das Werkzeug wurde mit einer anderen Trennfuge und einer präzisionsgesteuerten Schlittenbaugruppe zur vollständigen Aufnahme des Einsatzes überarbeitet. Um die Wärmeausdehnung auszugleichen, wurde ein fortschrittliches System zur Regelung der Formtemperatur eingesetzt. Die Kombination von mechanischen und thermischen Kontrollsystemen, die für erforderlich ist Mehrkavitäten-Einlegegießen hat das Problem effektiv von Grund auf angegangen und so die Stabilität des Prozesses gewährleistet, der für das Umspritzen medizinischer Geräte von entscheidender Bedeutung ist.
Ergebnisse und Wert
Die Position des Einsatzes wurde stets innerhalb der Toleranzgrenzen von ±0,005 mm gehalten, was durch ein optisches KMG bestätigt wurde. Die funktionale Ausbeute konnte auf 99,8 % gesteigert werden. Darüber hinaus wurden die Kosten für jedes Teil aufgrund der verbesserten Effizienz um 22 % gesenkt. Die Lösung ermöglichte eine schnelle Markteinführung und sparte unserem Kunden drei Monate. LS Manufacturing wurde als Lieferant für alle umspritzten OEM-Teile bestimmt, einschließlich der Entwicklung neuartiger Mikrofluidisches Insert-Molding Technologie.
Unsere Engineering-Strategie wird durch das folgende Projekt verkörpert: Identifizierung der Ursachen etwaiger Störungen und Anwendung einer umfassenden, verifizierten Lösung zu deren Behebung. Es zeigt unsere Kompetenz im hochpräzisen Einsatzspritzen , das sich durch Präzision im Mikrometerbereich auszeichnet. Wir bieten garantierte Fertigungsstabilität und ermöglichen es uns, schwierige Situationen in praktische Fertigungsszenarien umzusetzen .
Um eine Einsatzgenauigkeit von ±0,005 mm und eine Ausbeute von 99,8 % zu gewährleisten, reichen Sie Ihr Design für einen validierten Umspritzprozess und ein garantiertes, kostensparendes Produktionsangebot ein.

Wie verbessert die automatisierte Inspektion die Zuverlässigkeit beim verschiebungsfreien Einlegespritzgießen?
Zero-Displacement-Insert-Molding in der Fertigung können nicht erreicht werden, ohne vom Prozessdesign zur automatisierten Inspektion überzugehen. Wir nutzen ein Inspektionsökosystem, das eine 100 % Inline-Inspektion und Prozesskontrolle bietet. Dies trägt dazu bei, die Konsistenz des Qualitätssicherungsprozesses durch datengesteuerte Überwachung sicherzustellen und so den Präzisions-Insert-Molding-Service zu gewährleisten:
Inline-Vision für 100-prozentige Dimensionsprüfung
- Angewandte Technologie: Auf der Auswerferseite der Presse sind CCD-Kameras mit telezentrischen Objektiven installiert.
- Direkte Messung: Nach dem Auswerfen wird das Teil gescannt und dabei das entscheidende Maß zwischen den Kanten des Einsatzes und der Gehäusekante sowie die axiale Positionierung erfasst.
- Sofortige Aktion: Ein Teil, das außerhalb der Toleranz liegt, wird automatisch aussortiert, wodurch die Konformität sichergestellt wird, was für das Umspritzen von Umspritzungen mit hohen Stückzahlen unerlässlich ist.
Automatisiertes CMM für die Submikron-Validierung
- Geplante Probenahme: Der Roboter entnimmt aus jeder Charge eine repräsentative Teileprobe und legt sie in das taktgesteuerte KMG ein.
- 3D-Bezugspunktzuordnung: Der Messtaster ermittelt die tatsächliche 3D-Position des Einsatzes in Bezug auf die Hauptbezüge des Teils.
- Datengrundlage: Dadurch entstehen glaubwürdige und authentische Messdaten für das SPC-System , die die Leistungsfähigkeit des Prozesses für kundenspezifisches Präzisions-Insert-Molding belegen.
Datengesteuerte Prozesssteuerung (SPC)
- Trendanalyse: Vision- und CMM-Daten werden über ein zentrales SPC-System gestreamt und erstellen Echtzeit-Kontrollkarten.
- Vorausschauende Warnung: Das System löst einen Alarm aus, wenn Messungen einen Trend aufweisen (z. B. 0,02 mm Drift ), und hilft so, vorbeugende Maßnahmen zu ergreifen, bevor die Grenzwerte überschritten werden.
- Ursachenkorrelation: Es stellt die Beziehung zwischen Maßtrends und Maschinenvariablen her und ermöglicht Korrekturmaßnahmen für automatisiertes Einlegeformen Stabilität.
Selbstkorrektur-Schleifensystem
- Automatische Korrektur: Das SPC-System ist in der Lage, die Maschinensteuerung zu alarmieren, um Mikrokorrekturen vorzunehmen (z. B. Einlegetemperatur ).
- Prozesskontrolle: Dadurch entsteht eine selbstkorrigierende Produktionszelle, die in der Lage ist, das strenge Prozessfenster selbst einzuhalten.
- Konsistenz gewährleistet: Dieses Schleifensystem garantiert die zuverlässigste Prozesssteuerung für geschäftskritisches Insert Moulding Projekte.
Das Ökosystem stellt einen proaktiven Ansatz für die Technik dar, der über die Erkennung hinausgeht und Vorhersagen und Automatisierung zur Korrektur umfasst. Die Zero-Displacement-Insert-Molding- Technologie garantiert einen zuverlässigen Betrieb, indem sie datengesteuerte, überprüfbare Ergebnisse liefert. Die oben erwähnte technologische Implementierung ist die ultimative Antwort auf die Herausforderungen im Zusammenhang mit der Inline-Insert-Molding-Inspektion und Closed-Loop-Insert-Molding Anwendungen, bei denen die Konsistenz der Teile von entscheidender Bedeutung ist.

Abbildung 3: Ein Roboterarm führt ein hochpräzises Umspritzen durch, indem er einen Edelstahleinsatz in ein durchsichtiges Polycarbonatgehäuse für medizinische Geräte einfügt.
Was sind die Kostenfaktoren bei der Auswahl eines erfahrenen Anbieters von OEM-Einsatzspritzgussdienstleistungen?
Auswahl eines OEM-Insert-Molding-Service Wenn der Partner ausschließlich auf dem Stückpreis basiert, ignoriert er die Hauptkostentreiber. Die Möglichkeit, den gesamten Prozess – Werkzeuge, Zykluszeiten und Ausbeute – zu optimieren, ermöglicht eine Minimierung der Gesamtbetriebskosten. Die folgende Analyse bietet eine Aufschlüsselung der wichtigsten technischen Überlegungen, die die Kosten bestimmen, und ermöglicht die Bewertung Ihrer Partner anhand der folgenden Kriterien:
| Kostentreiber | Technische Spezifikation und finanzielle Auswirkungen |
| Werkzeugstahl und Bauwesen | Die Verwendung von höherwertigem Stahl (z. B. S136 zur Verbesserung der Korrosionsbeständigkeit ) verursacht zunächst 20–30 % höhere Kosten für das Werkzeug, verlängert aber seine Lebensdauer um das Zwei- bis Dreifache , wodurch die Gesamtkosten pro Stück gesenkt werden Großserien-Insert-Molding . |
| Kavitationsstrategie | Die richtige Anzahl an Kavitäten gleicht Werkzeugkosten und Produktionskapazität aus; Die übermäßige Nutzung von Hohlräumen kann zu Qualitäts- und Flexibilitätsproblemen bei Projekten von Herstellern kundenspezifischer Einlegeteile führen. |
| Zykluszeitoptimierung | Effektive technische Verbesserungen wie konforme Kühlung oder eine geringere Spannkraft können dazu beitragen, die Zykluszeit von 45 Sekunden auf 30 Sekunden zu verkürzen, die Kapazität um 33 % zu erhöhen und Arbeits- und Ausrüstungskosten pro Teil zu sparen. |
| Qualitätssicherungsniveau | Die vollständige Automatisierung der AOI-Prüfung erhöht die Gemeinkosten, verhindert jedoch Ausfälle am Ende der Produktionslinie und potenzielle Rückruf-/Nacharbeitsprobleme, die beim Einspritzen medizinischer Geräte zu enormen Verlusten führen können. |
| Material- und Prozesseffizienz | Eine gute Designarbeit für Anguss und Angusskanäle verringert die Größe der Angusskanäle. Eine Materialeinsparung von nur 5 % ist wichtig, insbesondere wenn teure technische Kunststoffe für Präzisionseinsatzformen verwendet werden. |
| Komplexität des Teiledesigns | Komplexe Designs mit Merkmalen wie tiefen Hinterschneidungen und Mikrogenauigkeitstoleranzen erfordern mehrstufige Werkzeuge und erfordern daher längere Entwicklungszeiten und längere Zykluszeiten pro Teil, was sich auf die Gesamtkosten auswirkt Umspritzen mit komplexer Geometrie . |
Diese Diskussion verdeutlicht die Tatsache, dass der kostengünstigste Hersteller häufig die Last der mit der Nutzung von Werkzeugen oder ineffizienten Prozessen verbundenen Risiken verlagert, was zu höheren zukünftigen Kosten führt. Bei einem Hersteller von kundenspezifischen Einsatzformteilen schaffen wir Wert durch die Konstruktion, um diese Ineffizienzen schon früh in unseren Produkten auszugleichen: optimale Zykluszeit, Haltbarkeit und integrierte Qualität. Dies ermöglicht gleichbleibend niedrigere Gesamtkosten beim Umspritzen von Automobilsensoren und ähnlichen Anwendungen, da Zuverlässigkeit zum Kostenfaktor wird.
Warum sollten Sie LS Manufacturing als Ihren vertrauenswürdigen Partner für hochpräzises Einsatzformen wählen?
Auswahl eines Hochpräzises Einlegeformen Der Partner geht über die bloße Fertigungskompetenz hinaus und umfasst eine gemeinsame Risikominderung und technische Vision . Der Kern des Problems besteht in der Gewährleistung einer zuverlässigen Leistung über einen längeren Zeitraum und nicht in der bloßen Akzeptanz bei Stichprobenprüfungen. Dies kann mithilfe einer Methode erreicht werden, die aus konstruktionstechnischer Sicht auf Prozesskontrolle, Validierung und Zusammenarbeit basiert:
Proaktive Risikominderung durch Legacy-Learning
Unsere zwanzigjährige Expertise in der Entwicklung komplexer Multimaterial-Einlegeformteil Projekte wurden in einer internen Fehlermodusdatenbank gekapselt. Durch die Nutzung dieser Ressource ist unser Ingenieurteam in der Lage, neue Teilekonstruktionen im Hinblick auf frühere Fehlerarten wie Spannungsrisse zwischen Kunststoff und Metall oder thermische Ermüdung zu bewerten und vor der Verwendung von Werkzeugen notwendige vorbeugende Konstruktionsänderungen vorzunehmen.
Zertifizierte Prozesskontrolle für wiederholbare Präzision
Unsere IATF 16949-Zertifizierung erfordert einen standardisierten Prozess der Advanced Product Quality Planning (APQP) . Im Rahmen jedes Projekts erstellen wir einen detaillierten Kontrollplan, der genaue Prozesseinstellungen, Inspektionen und Maßnahmen im Falle von Abweichungen festlegt. Unsere Fähigkeit, alle diese Faktoren zu kontrollieren, stellt sicher, dass unsere hochpräzisen Ergebnisse beim Umspritzen über Millionen von Zyklen hinweg präzise bleiben, was sie perfekt für macht Umspritzen von Kfz-Steckverbindern Anwendungen.
Technische Partnerschaft über den gesamten Lebenszyklus
Wir beginnen unsere Zusammenarbeit mit der technischen Beratung und stellen sicher, dass geeignete Harze die erforderlichen thermischen und chemischen Anforderungen erfüllen . Während der gesamten Produktion helfen Methoden wie Kurzzeitstudien dabei, den ordnungsgemäßen Fluss und die Einkapselung innerhalb der Form zu bestätigen. Nach einem Ausfall ermittelt die Fehleranalyse im Labor mithilfe von Mikroskopie und mechanischen Tests, warum das Produkt ausgefallen ist, und bietet Korrekturmaßnahmen, die über den bloßen Austausch hinausgehen. Dieses Engagement macht einen wahren Menschen aus Hersteller von kundenspezifischen Einsatzformteilen .
Bei LS Manufacturing entstehen Partnerschaften durch technische Sicherheit und nicht durch einfache Komponenten. LS Manufacturing verhindert Zuverlässigkeitsprobleme durch datengesteuertes Wissen, das zuvor aufgetretene Probleme vermeidet, disziplinierte Prozesskontrolle für Konsistenz und volle Verantwortung für die technischen Verantwortlichkeiten während des gesamten Prozesses. Nur mit dieser Methode kann das gewünschte Maß an Zuverlässigkeit beim Umspritzen medizinischer Geräte erreicht werden.
Abbildung 4: Der Precision Insert Moulding-Service montiert Metalleinsätze mit Kühlkanälen in LS Manufacturing-Formen für Automobilsensoren.
FAQs
1. Was ist die typische Toleranz für Ihren Präzisionseinlegeguss-Service?
LS Manufacturing hält für Standardteile eine Toleranz von ±0,02 mm ein. Für spezielle Präzisionskomponenten erreichen wir ±0,005 mm durch fortschrittliche Formkompensation im Mikrometerbereich, strenge Prozesskontrollen und Inline-KMG-Überprüfung, um eine gleichbleibende Genauigkeit sicherzustellen.
2. Wie verhindert LS Manufacturing Grate auf Metalleinsatzoberflächen?
Wir verhindern Grate, indem wir mithilfe der FEA-Simulation die Presspassung zwischen Einsätzen und dem Formhohlraum präzise berechnen. Dies wird mit einem obligatorischen Ultraschallreinigungsprozess kombiniert, um sicherzustellen, dass alle Einsatzoberflächen vor dem Formen vollständig frei von Öl und mikroskopischen Verunreinigungen sind.
3. Können Sie kundenspezifische Präzisionseinlegespritzgussaufträge in kleinen Mengen abwickeln?
Ja, wir sind auf kostengünstige, schnelle Werkzeuglösungen aus Aluminium oder vorgehärtetem Stahl spezialisiert, die sich ideal für Forschungs- und Entwicklungsphasen eignen. Wir unterstützen hochflexible Mindestbestellmengen (MOQs), um eine effiziente und wirtschaftliche Projektvalidierung und Pilotproduktionsläufe zu ermöglichen.
4. Welche Materialien eignen sich am besten für Zero-Displacement-Insert-Molding-Projekte?
Für optimale Dimensionsstabilität empfehlen wir technische Kunststoffe mit hohem Modul und geringer Schrumpfung wie PPS oder PEEK . Diese werden mit vorbehandelten (z. B. plasmagereinigten oder sandgestrahlten) Edelstahl- oder Kupfereinsätzen kombiniert, um eine hervorragende, zuverlässige Verbindung zu gewährleisten.
5. Wie lang ist die Vorlaufzeit für ein Angebot für die Herstellung von kundenspezifischen Einsatzformteilen?
Nach Erhalt Ihrer vollständigen 3D-Zeichnungen und Spezifikationen gibt unser technisches Team innerhalb von 24 Stunden ein detailliertes DFM-Feedback und ein formelles, detailliertes Angebot. Diese schnelle Abwicklung wird durch unsere erleichtert automatisiertes Angebotssystem und erfahrenes technisches Personal.
6. Bieten Sie Sekundärbearbeitungen für umspritzte OEM-Teile an?
Ja, wir bieten eine umfassende Suite von Sekundäroperationen an, darunter präzise Lasermarkierung, Ultraschallschweißen und automatisierte Luftdichtheitsprüfungen. Wir bieten auch komplette Montage- und Verpackungsdienstleistungen an und liefern eine komplette, integrierte Lösung aus einer Hand, die sicherstellt, dass die Teile für Ihre endgültige Produktionslinie bereit sind.
7. Wie schützen Sie das geistige Eigentum meiner individuellen Designs?
Wir schützen Ihr geistiges Eigentum, indem wir strenge, rechtsverbindliche NDAs umsetzen und physisch getrennte, zugangskontrollierte Produktionszellen implementieren. Dadurch entsteht eine sichere Daten- und Fertigungs-Firewall zum Schutz Ihrer proprietären Designs und Ihres technologischen Wettbewerbsvorteils .
8. Unterstützt Ihr OEM-Insert-Molding-Service Einsätze aus mehreren Materialien?
Ja, wir verfügen über fortschrittliche Prozessfähigkeiten für Multi-Shot und Overmolding . Dadurch können wir gleichzeitig oder nacheinander verschiedene Materialien – wie starre Kunststoffe, Metalle und weiches Silikon – in eine einzige Form einspritzen, um komplexe, multifunktionale integrierte Komponenten zu schaffen.
Zusammenfassung
Der Erfolg von Präzises Einlegeformen hängt nicht nur von der Qualität der Werkzeuge ab, sondern auch von fundiertem Fachwissen in der „Null-Verdrängungs“-Steuerung. Durch wissenschaftlich fundierte DFM-Interventionen, datengesteuerte Parameteroptimierung und strenge automatisierte Inspektionen wandelt LS Manufacturing komplexe Fertigungsrisiken in eine stabile, ertragreiche Produktion um. Die Partnerschaft mit einem technisch versierten Hersteller ist der sicherste Weg zum Erfolg, sei es bei komplizierten OEM-Teilen oder bei langfristiger Kosteneffizienz.
Haben Sie Probleme mit der Verschiebung der Wendeschneidplatten oder niedrigen Ausbeuten? Klicken Sie auf „Kostenloses Angebot einholen“, um Ihre Zeichnungen hochzuladen. Unsere leitenden Ingenieure erstellen eine ausführliche technische Bewertung mit gezielten Empfehlungen zur Kosten- und Effizienzverbesserung. Lassen Sie nicht zu, dass Herausforderungen Ihre Markteinführungszeit verlangsamen – kontaktieren Sie unsere Experten, um noch heute Ihre Null-Fehler-Reise zu beginnen.
📞Tel: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. LS-Fertigungsdienstleistungen Es gibt keinerlei Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das LS Manufacturing-Netzwerk bereitstellt. Es liegt in der Verantwortung des Käufers. Erforderliche Teile Angebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen . Konzentrieren Sie sich auf maßgeschneiderte Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss . Metallprägung und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen Sie LS Manufacturing. Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.lsrpf.com .


