
Service de moulage d'inserts de précision est directement confronté à l'écart réel entre les définitions en ligne simplistes de ce qu'est le moulage d'inserts et les problèmes d'application difficiles tels que le décalage des inserts, les bavures ou la rupture de liaison dans les capteurs de précision. Le problème clé ici est celui de la « dérive de position » due au manque d’équilibre des pressions du moule et à l’inadéquation thermique lors du moulage par injection .
La solution fournie par LS Manufacturing qui répond à tous ces problèmes implique des systèmes de contrôle à déplacement nul, une ventilation optimisée dans les moules et une finition précise de l'interface métal/plastique pour garantir qu'une véritable livraison zéro défaut est possible, et dans ce qui suit, cette approche professionnelle sera discutée du côté technique et sur des exemples particuliers.

Moulage par insert de précision : référence rapide à déplacement nul
| Défi principal | Solution d'ingénierie pour un déplacement nul | Résultat pour l'assemblage OEM |
| Positionnement et fixation des inserts | Cavités de moule contrôlées avec précision avec dispositifs de fixation mécaniques/vide pour la stabilisation. | Précision au micron dans le positionnement de l’insert dans le boîtier en plastique moulé. |
| Gestion du stress thermique | Traitement thermique de compensation de l’insert et gestion de la température du moule. | Empêche la fissuration thermique de l'insert pendant le refroidissement due au retrait différentiel . |
| Contrôle du flux de matériaux et des lignes de soudure |
Optimiser le processus de porte et paramètres de moulage par insertion pour assurer une encapsulation complète. |
Crée une encapsulation sans vide autour de l'insert, nécessaire pour les composants électriques ou fluidiques. |
| Force d'adhésion et fiabilité | Préparation de la surface de l'insert ( placage, gravure , etc.) et sélection du matériau pour une adhérence optimale. | Génère un joint mécanique imbattable qui résiste aux vibrations et aux températures variables. |
| Notre gestion automatisée des inserts | Insertion robotisée des inserts dans le moule avec inspection par système de vision à chaque cycle. | Empêche les erreurs de l'opérateur et atteint un taux de précision d'insertion de 100 % . |
| Résultat : Assemblage fonctionnel en forme de filet | Crée un assemblage fonctionnel dans lequel l'insert a été encapsulé dans sa position finale. | Cela élimine tout besoin de processus de positionnement ou de collage supplémentaires et simplifie le processus d'assemblage de votre produit. |
Points clés à retenir :
- La précision est dans le montage : La capacité du moule à capturer l'insert vient en premier dans cette liste de variables contrôlables.
- La gestion thermique est cruciale : Des températures inadaptées créent des problèmes qui peuvent être évités grâce à une conception technique appropriée .
- L'automatisation garantit la cohérence : la seule façon de garantir tolérance de moulage par insertion sans défaut, c'est l'automatisation et le placement de robots .
- Le résultat est un assemblage : Le produit final doit être un assemblage du sous-ensemble, pas seulement la pièce du moule avec l'insert qui y est attaché.
Pourquoi faire confiance à ce guide ? Expérience pratique des experts de fabrication LS
Alors qu'il peut exister de nombreux guides sur le sujet en général, notre guide se démarque par son approche du sujet. En effet, nous avons beaucoup réfléchi à la maîtrise des principes et pratiques du moulage par insert . En conséquence, nous avons décidé de baser notre guide sur les expériences pratiques de spécialistes travaillant chez LS Manufacturing qui comprennent le concept de Institut national des normes et de la technologie (NIST).
Nos composants sont absolument essentiels ; des microfluidiques de diagnostic qui ne peuvent tolérer aucun micron de flash, des capteurs aérospatiaux qui doivent supporter de fortes vibrations sans s'écailler, des connecteurs automobiles qui exigent une isolation parfaite. Pour répondre à ces critères stricts, nos processus de sélection et de validation des matériaux coïncident avec les normes rigoureuses de SAE Internationale , en particulier la famille de matériaux AMS.
Cette expérience s'acquiert au fil d'années d'essais et d'erreurs, en sachant gérer la dynamique thermique du processus pour garantir qu'aucune contrainte n'est imposée aux inserts, en maîtrisant les méthodes de serrage spéciales qui éliminent tout micro-mouvement et en sachant quelles finitions de moule entraînent une adhésion totale. Nous vous enseignons ces leçons durement gagnées afin que vous puissiez les appliquer à votre avantage, en évitant les essais et erreurs inutiles et en garantissant que votre premier cycle de production ne fournira aucune liaison de déplacement.
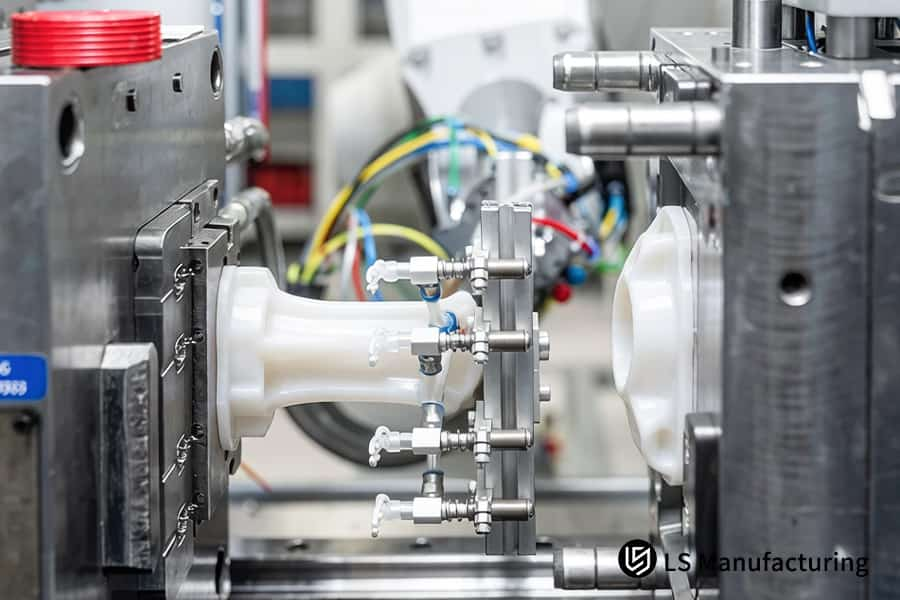
Figure 1 : Le service de moulage d'inserts OEM applique une pression hydraulique pour lier le plastique avec des inserts métalliques pour les connecteurs industriels dans l'outillage de précision.
Pourquoi le déplacement nul est-il essentiel pour vos projets de service de moulage par insert de précision ?
Le véritable déplacement nul est crucial lorsqu'il s'agit de fournir des services de moulage d'inserts de précision, car même un déplacement infime pendant l'étape d'injection a un impact sur les fonctionnalités mécaniques et électriques. Dans notre approche, nous considérons le processus de moulage par injection étant hautement pressurisé en utilisant un processus de simulation et de conception qui garantira que tout mouvement sera inférieur à 10 µm . Voici le processus que nous suivons :
Verrouillage actif via une conception de broche exclusive
Une goupille de verrouillage active thermiquement adaptée a été développée pour appliquer des contraintes physiques à l'insert avant l'injection de résine avec une contre-pression connue. Dans cette méthode, l'insert peut être physiquement retenu dans la cavité du moule, ce qui permettra d'éviter l'impulsion de pression initiale du plastique . Une telle méthode résoudra le problème à la source, en permettant un positionnement précis des inserts dans le moulage d'inserts en grand volume .
Optimisation des portes grâce à la simulation de remplissage
La simulation des ondes de pression transitoires et asymétriques dans l'insert par des modèles d'écoulement multiphasiques avancés permet d'identifier les zones de déséquilibre des ondes de pression à l'interface insert-fusion . Les résultats obtenus fourniront une entrée directe pour déterminer le placement optimal des portes et des canaux afin d'atteindre le profil de distribution de pression souhaité. L'objectif est de réduire les pressions de translation globales à mesure que les cavités se remplissent, ce qui est essentiel pour moulage d'inserts thermodurcissables .
Serrage et validation intégrés au processus
Il existe un verrouillage mécanique qui est synchronisé avec le cycle de la machine de moulage par injection en utilisant la séquence de serrage spécifique. Après le moulage, une MMT extrêmement précise effectue l' inspection du premier article où la précision de la position de l'insert sera validée par la MMT pour garantir que la position de l'insert est conforme aux spécifications CAO. La validation en boucle fermée permet de garantir une tolérance de fabrication inférieure à 0,01 mm pour les applications incluant le moulage d'inserts pour dispositifs médicaux .
Cet article souligne comment l’ingénierie des systèmes rend applicable le principe de déplacement nul . Notre service de moulage par insert OEM sera présenté au moyen de nos paramètres de conception mécanique, de simulation et de serrage. Grâce à nos excellentes capacités de résolution de problèmes, nous sommes le candidat idéal pour les OEM. moulage d'inserts automobiles candidatures. Pour appliquer cette ingénierie à déplacement nul à votre projet, soumettez votre assemblage à un examen du système et recevez un devis validé par le processus et prêt pour la production.

Comment un fabricant de moulage par insert personnalisé peut-il garantir un déplacement nul dans les environnements à haute pression ?
Il est nécessaire pour tout fabricant de moulage d'inserts sur mesure d'éviter tout déplacement de l'insert dû à la haute pression utilisée lors de la phase d'injection du moulage. Un déplacement de l'insert, même de quelques micromètres lors de l'injection, influencera forcément le résultat final. Voici nos méthodes innovantes pour résoudre les défis en matière de prédictions, de simulation, de contrôle actif et de renforcement dans moulage par insertion pour un déplacement nul :
Verrouillage hydraulique synchronisé multipoint
- Conception du système : Notre système consiste à placer plusieurs vérins hydrauliques à divers endroits du moule pour soutenir l'insert.
- Contre-force active : ces vérins hydrauliques produisent des forces synchronisées agissant sur l'insert avant l' injection du plastique dans le moule . Cela crée une précontrainte.
- Résultat : Ce mécanisme résiste à l'onde de pression de fusion entrante et empêche ainsi toute forme de déplacement de « choc » subi par les inserts statiques, essentiel pour moulage d'inserts à haute pression .
Détection dans le moule et ajustement dynamique du processus
- Surveillance en temps réel : des capteurs de pression peuvent être installés derrière les piliers de support. Cela nous donne des lectures en direct des pressions exercées sur l'insert par le matériau en fusion.
- Contrôle en boucle fermée : Les données de pression peuvent ensuite être analysées par le logiciel de contrôle de la machine pour effectuer des ajustements en microsecondes au profil de pression d'injection.
- Résultat : Il permet d'éliminer tout déséquilibre de pression à tout moment en temps réel et crée un équilibre de pression sur toute la face de l'insert, une technique essentielle pour le moulage d'inserts de haute précision .
Atténuation préventive de la dérive via l'analyse de remplissage
- Conception basée sur la simulation : à l'aide d'un logiciel avancé d'analyse du flux de moule, nous simulons le processus de remplissage sous les mêmes pressions d'injection élevées , telles que 120 MPa .
- Renforcement ciblé : La simulation nous fournit les données nécessaires sur les vecteurs de dérive. Ainsi, la conception du moule est basée sur le nombre et le diamètre des piliers de support.
- Résultat : Cette méthodologie nous permet d'identifier et de traiter de manière proactive plus de 95 % des points de dérive possibles avant la construction du moule, une caractéristique essentielle de moulage de micro-inserts processus.
Notre méthodologie décrit un processus d'ingénierie en boucle fermée de prédiction, de contrôle et de renforcement. Il prouve notre expertise en tant que fabricant de moulages d'inserts personnalisés en illustrant l'application d'informations quantifiées et de techniques de contrôle pour gérer les déplacements à haute pression. Cette méthode stratégique et holistique constitue notre avantage concurrentiel, garantissant une stabilité absolue dans la fabrication de pièces critiques, comme celles pour moulage d'insert de capteur automobile .

Figure 2 : Un fabricant de moulage par insert personnalisé injecte du nylon fondu autour de vis en acier inoxydable pour les composants électroniques automobiles chez LS Manufacturing.
Quel rôle DFM joue-t-il dans la réussite de votre moulage par insertion de précision sur mesure ?
Avec moulage d'inserts de précision sur mesure , la défaillance d'une pièce est déjà déterminée avant le début de la fabrication. Notre processus de conception pour la fabricabilité (DFM) joue un rôle essentiel en ingénierie pour prévenir ces défaillances avant qu'elles ne se produisent. Cet article met en évidence la manière dont nous intervenons dans ces cas pour transformer l'intention de conception en pièces manufacturables grâce à la résolution des conflits, une exigence absolue pour le moulage d'inserts de haute précision .
| Domaine d'intervention du DFM | Intervention technique et résultat quantifiable |
| Insérer un prétraitement | L'abaissement de la température de préchauffage de l'insert minimise le choc thermique, clé du succès moulage d'inserts à haute température . |
| Ingénierie des surfaces | La désignation de motifs moletés/gravés maximise la surface de liaison et améliore la résistance à l'arrachement de 25 à 40 % . |
| Gestion du CTE | Baser les ajustements serrés sur les différences de matériaux évite les fissures après le moulage. |
| Conception de flux et de portes | La simulation de moulage permet une encapsulation complète et garantit qu'aucune force directe n'est appliquée aux inserts. |
| Atténuation du stress | La nouvelle conception géométrique (rayons, nervures) dissipe les contraintes, prolongeant ainsi la durée de vie en fatigue dans le service de moulage par insert OEM . |
Notre procédure DFM prend les problèmes probables et les transforme en solutions, démontrant notre expertise technique. Nous surmontons les problèmes récurrents tels que le décollement et les fractures de contrainte en effectuant des ajustements de conception basés sur les données. Cette stratégie préventive de résolution de problèmes représente notre proposition de vente unique pour moulage par insertion de dispositif médical et d'autres applications critiques. Pour éviter des modes de défaillance coûteux grâce à une stratégie préventive, soumettez votre conception à une analyse DFM et recevez une solution quantifiée avec un devis garanti.
Comment résolvons-nous les problèmes de liaison métal-plastique pour vos pièces moulées par insert OEM ?
Développer une liaison durable et solide entre les inserts métalliques et les encapsulants plastiques est une préoccupation majeure dans insérer des pièces OEM moulées , ce qui affecte directement la capacité d'étanchéité et les propriétés mécaniques du composant. Nous abordons ce problème grâce à une stratégie à deux volets qui non seulement améliore la liaison, mais fait de la zone de liaison la meilleure partie du composant. Grâce à notre stratégie, nous assurons une adhésion à long terme entre les inserts métalliques et le composant plastique :
Activation de surface plasma pour la liaison moléculaire
Nous utilisons un traitement plasma basse pression sur les inserts métalliques avant le moulage . Ce processus nettoie et fonctionnalise de manière microscopique la surface métallique, augmentant son énergie de surface et créant des sites moléculaires actifs. Cela permet au plastique fondu de former des liaisons chimiques primaires (par rapport à une simple adhésion mécanique) , améliorant considérablement la force de liaison et la résistance à la pénétration de fluides, cruciales pour moulage d'insert pour le traitement des fluides .
Conception de la géométrie de verrouillage mécanique
Outre l'aspect chimique de la surface, notre conception de la plaquette est basée sur des motifs de contre-dépouille particuliers, tels que des motifs moletés ou des rainures multi-angles . La conception de ces motifs est réalisée par simulation de contraintes afin de déterminer leur profondeur et leur espacement appropriés. Dans le service de moulage d'inserts de précision , la matière plastique s'écoulera dans ces motifs, formant une forte adhérence mécanique pour compléter la liaison créée par la chimie.
Contrôle des processus pour une formation d'interface optimale
Les paramètres importants du processus incluent la température de préchauffage des inserts, la température du moule et la vitesse d'injection . Le contrôle de ces paramètres de processus garantit que le flux de matière plastique atteint la surface du matériau métallique préalablement activé. Ce processus est essentiel pour services de moulage d'inserts à haute résistance .
La méthodologie fournit l'expertise technique d'un fabricant de moulage par insert personnalisé pour résoudre les problèmes liés aux ruptures de liaison. Notre approche proactive et intégrée offre des garanties vérifiées et durables pour les besoins critiques. Moulage d'insert automobile sous le capot applications, garantissant des performances là où l'échec n'est pas une option.
Boîtier de capteur médical LS Manufacturing : témoignage de réussite en matière de moulage d'inserts personnalisés de haute précision
Ce qui suit étude de cas souligne comment LS Manufacturing a pu aider à résoudre le problème de rendement auquel est confronté un important fabricant de dispositifs médicaux. La situation impliquait un boîtier de capteur miniaturisé en polycarbonate, qui nécessitait un moulage d'insert de haute précision capable d'entourer avec précision l'ensemble d'électrodes fragile à l'intérieur. Le problème était dû à un déplacement au niveau du micron, entraînant des dysfonctionnements électriques.
Défi client
Le fournisseur précédent avait des problèmes avec le mouvement des inserts au-delà de 0,15 mm dans son projet de moulage d'inserts de précision personnalisé . Le boîtier miniature du PC a été conçu pour abriter une délicate électrode en céramique dans sa cavité. Ce mouvement a entraîné des interférences sur le signal capacitif, ce qui a augmenté le taux de rejet fonctionnel de plus de 35 % au cours du projet. Ce faible taux de production a interrompu la production et a constitué une menace pour la commercialisation du produit de nouvelle génération.
Solution de fabrication LS
L'outil a été repensé avec une ligne de joint différente et un ensemble coulissant contrôlé avec précision pour un confinement complet de l'insert. Un système avancé de régulation de la température du moule a été utilisé pour compenser la dilatation thermique. La combinaison de systèmes de contrôle mécanique et thermique, obligatoire pour moulage par insertion multi-empreintes , a résolu efficacement le problème depuis ses racines, garantissant ainsi la stabilité du processus, essentiel pour le moulage d'inserts de dispositifs médicaux .
Résultats et valeur
La position de l'insert a été systématiquement maintenue dans les niveaux de tolérance de ± 0,005 mm , confirmés par la vision CMM. Le taux de rendement fonctionnel a été augmenté à 99,8 % . De plus, le coût de chaque pièce a été réduit de 22 % grâce à une efficacité améliorée. La solution a permis une mise sur le marché rapide, ce qui a permis à notre client de gagner trois mois. LS Manufacturing a été désigné comme fournisseur de toutes les pièces OEM moulées par insert , y compris le développement de nouveaux moulage d'inserts microfluidiques technologie.
Notre stratégie d'ingénierie s'incarne dans le projet suivant : identifier les origines des éventuels dysfonctionnements et appliquer une solution globale et vérifiée pour y remédier. Cela montre notre expertise dans l'offre de moulage d'inserts de haute précision , caractérisé par une précision au micron. Nous offrons une stabilité de fabrication garantie, nous permettant de transformer des situations difficiles en scénarios de fabrication pratiques .
Pour garantir une précision d'insert de ±0,005 mm et un rendement de 99,8 %, soumettez votre conception à un processus de surmoulage validé et à un devis de production garanti et économique.

Comment l’inspection automatisée améliore-t-elle la fiabilité du moulage par insert à déplacement nul ?
Moulage d'insert à déplacement nul dans la fabrication ne peut être accompli sans passer de la conception des processus à l'inspection automatisée . Nous utilisons un écosystème d'inspection qui offre une inspection et un contrôle des processus 100 % en ligne. Cela permet d'assurer la cohérence du processus d'assurance qualité grâce à un suivi basé sur les données, garantissant ainsi le service de moulage d'inserts de précision :
Vision en ligne pour une vérification dimensionnelle à 100 %
- Technologie appliquée : Des caméras CCD dotées d'objectifs télécentriques sont installées du côté de l'éjecteur de la presse.
- Mesure directe : Après l'éjection, la pièce est numérisée, capturant la dimension vitale entre les bords de l'insert et le bord du boîtier , ainsi que le positionnement axial.
- Action instantanée : Une pièce hors tolérance est automatiquement rejetée, garantissant ainsi la conformité, essentielle pour le moulage d'inserts à grand volume .
MMT automatisée pour la validation submicronique
- Échantillonnage programmé : le robot prélève un échantillon représentatif de pièces de chaque lot et les place dans la MMT à déclenchement tactile .
- Cartographie des références 3D : Le palpeur détermine la position 3D réelle de l'insert par rapport aux références principales de la pièce.
- Base de données : Cela produit des données de mesure crédibles et authentiques pour le système SPC , prouvant la capacité du processus de moulage d'inserts de précision personnalisé .
Contrôle de processus basé sur les données (SPC)
- Analyse des tendances : les données de vision et de CMM sont diffusées via un système SPC centralisé , produisant des cartes de contrôle en temps réel.
- Alerte prédictive : Le système déclenche une alarme en cas de mesures présentant une tendance (par exemple, dérive de 0,02 mm ), aidant ainsi à prendre des mesures préventives avant que les limites ne soient violées.
- Corrélation des causes profondes : Elle établit la relation entre les tendances dimensionnelles et les variables de la machine, permettant des actions correctives pour moulage d'inserts automatisé stabilité.
Système de boucle d'autocorrection
- Correction automatique : Le système SPC est capable d'alerter le contrôleur de la machine pour entreprendre des micro-corrections (par exemple, insérer la température ).
- Contrôle du processus : Cela produit une cellule de production autocorrective capable de maintenir par elle-même la fenêtre de processus stricte.
- Cohérence assurée : Ce système en boucle garantit le contrôle de processus le plus fiable pour Moulage d'inserts critiques projets.
L'écosystème représente une approche proactive de l'ingénierie, qui va au-delà de la détection vers la prédiction et l'automatisation pour la correction. La technologie de moulage par insert à déplacement nul garantit un fonctionnement fiable en offrant des résultats vérifiables basés sur des données. La mise en œuvre technologique mentionnée ci-dessus est la réponse ultime aux défis liés à l'inspection et à l'inspection des moulages d'inserts en ligne. moulage par insertion en boucle fermée applications, où la cohérence des pièces est essentielle.

Figure 3 : Un bras robotique exécute un moulage d'inserts de haute précision en plaçant un insert en acier inoxydable dans un boîtier en polycarbonate transparent pour dispositifs médicaux.
Quels sont les facteurs de coûts lors du choix d’un fournisseur expert de services de moulage par insertion OEM ?
Sélection d'un Service de moulage par insertion OEM Un partenaire basé uniquement sur le prix à la pièce ignore les principaux facteurs de coût. La capacité d’optimiser l’ensemble du processus – outils, temps de cycle et rendement – permettra de minimiser le coût total de possession. L'analyse suivante propose une ventilation des principales considérations techniques qui déterminent le coût, permettant d'évaluer vos partenaires selon les critères :
| Inducteur de coûts | Spécification technique et impact financier |
| Acier à outils et construction | L'utilisation d'acier de qualité supérieure (par exemple, S136 pour améliorer la résistance à la corrosion ) ajoute initialement 20 à 30 % au coût de l'outil, mais prolonge sa durée de vie de 2 à 3 fois , réduisant ainsi le coût global par pièce. moulage d'inserts à grand volume . |
| Stratégie de cavitation | Le bon nombre d'empreintes équilibrera les coûts d'outillage et la capacité de production ; la surutilisation des cavités peut entraîner des problèmes de qualité et de flexibilité médiocres pour les projets des fabricants de moulages d'inserts personnalisés . |
| Optimisation du temps de cycle | Des améliorations techniques efficaces telles qu'un refroidissement conforme ou une réduction du tonnage des pinces peuvent contribuer à réduire le temps de cycle de 45 secondes à 30 secondes , augmentant ainsi la capacité de 33 % et réduisant les coûts de main-d'œuvre et d'équipement par pièce. |
| Niveau d'assurance qualité | L'automatisation complète des tests AOI ajoute des frais généraux mais évite les pannes en fin de ligne et les problèmes potentiels de rappel/reprise qui peuvent entraîner d'énormes pertes pour le moulage d'inserts de dispositifs médicaux . |
| Efficacité des matériaux et des processus | Un bon travail de conception pour le déclenchement et les canaux réduit la taille des carottes ; il est important d'économiser seulement 5 % de matière, en particulier lors de l'utilisation de matières plastiques techniques coûteuses pour un service de moulage d'inserts de précision . |
| Complexité de la conception des pièces | Les conceptions complexes comportant des caractéristiques telles que des contre-dépouilles profondes et des tolérances de micro-précision nécessitent des outils en plusieurs étapes et nécessitent donc des périodes de développement et des temps de cycle plus longs par pièce, affectant ainsi le coût global de moulage par insertion à géométrie complexe . |
Cette discussion met en évidence le fait que le producteur aux coûts les plus bas déplace fréquemment le fardeau des risques associés à l'utilisation d'outils ou de processus inefficaces, ce qui entraîne des coûts futurs plus élevés. Chez un fabricant de moulages par inserts personnalisés , nous créons de la valeur grâce à la conception de ces inefficacités dès le début de nos produits : temps de cycle optimal, durabilité et qualité intégrée. Cela permet d'obtenir un coût total constant et inférieur dans le moulage d'inserts de capteurs automobiles et dans des applications similaires, car la fiabilité devient le résultat final des coûts.
Pourquoi choisir LS Manufacturing comme partenaire de confiance pour le moulage par insert de haute précision ?
Choisir un moulage d'inserts de haute précision Le partenaire va au-delà de la simple expertise de fabrication pour inclure une atténuation des risques et une vision technique partagées . Le nœud du problème réside dans la garantie d’une performance fiable dans le temps, plutôt que dans la simple acceptation lors de tests sur échantillons. Cela peut être réalisé en utilisant une méthode basée sur le contrôle des processus, la validation et la collaboration du point de vue de l'ingénierie de conception :
Atténuation proactive des risques grâce à l’apprentissage traditionnel
Nos vingt années d'expertise dans le développement de complexes moulage par insert multi-matériaux Les projets ont été encapsulés dans une base de données interne sur les modes de défaillance. En tirant parti de cette ressource, notre équipe d'ingénierie est en mesure d'évaluer de nouvelles conceptions de pièces par rapport aux modes de défaillance précédents tels que la fissuration sous contrainte entre le plastique et le métal ou la fatigue thermique et d'apporter les modifications préventives nécessaires à la conception avant tout outillage.
Contrôle de processus certifié pour une précision reproductible
Notre certification IATF 16949 nécessite un processus standardisé de planification avancée de la qualité des produits (APQP) . Dans le cadre de chaque projet, nous créons un plan de contrôle détaillé spécifiant les paramètres précis du processus, les inspections et les actions à prendre en cas d'écarts. Notre capacité à contrôler tous ces facteurs garantit que nos résultats de moulage d'inserts de haute précision restent exacts tout au long de millions de cycles, ce qui les rend parfaits pour moulage d'insertion de connecteur automobile candidatures.
Partenariat technique sur le cycle de vie complet
Nous commençons notre relation avec des consultants en ingénierie, en veillant à ce que les résines appropriées puissent répondre aux exigences thermiques et chimiques nécessaires . Tout au long de la production, des méthodes telles que des études de courte durée aideront à confirmer le bon écoulement et l'encapsulation dans le moule. Après une panne, l'analyse de la panne en laboratoire déterminera pourquoi le produit a échoué grâce à la microscopie et aux tests mécaniques, fournissant ainsi des mesures correctives au-delà du simple remplacement. Cet engagement est ce qui fait un véritable fabricant de moulage par insertion sur mesure .
Chez LS Manufacturing , les partenariats reposent sur une certitude technique et non sur de simples composants. LS Manufacturing prévient les problèmes de fiabilité grâce à des connaissances basées sur les données qui évitent les problèmes rencontrés précédemment, un contrôle discipliné des processus pour plus de cohérence et une pleine appropriation des responsabilités techniques tout au long du processus. Ce n'est que grâce à cette méthode que le niveau de fiabilité souhaité sera obtenu lors du moulage d'inserts pour dispositifs médicaux .
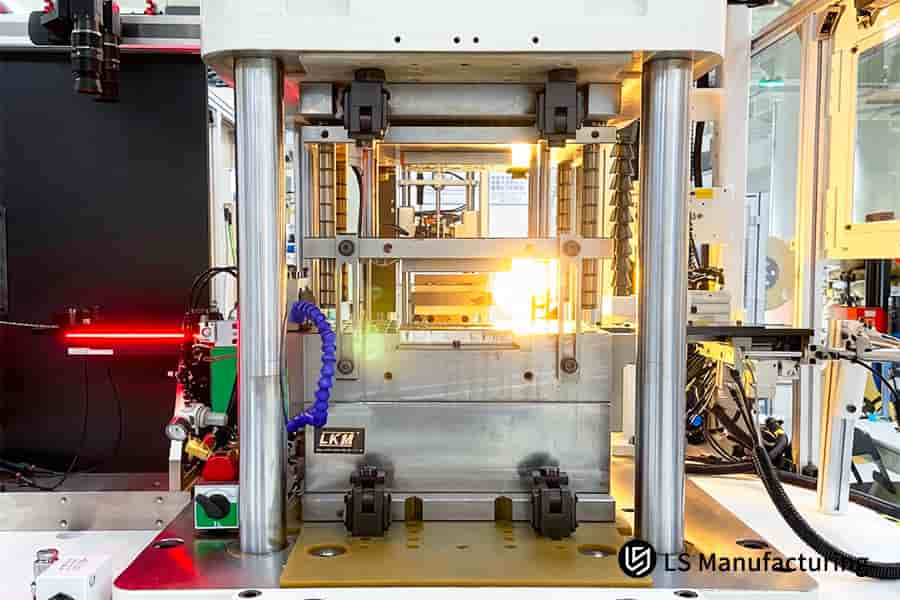
Figure 4 : Le service de moulage d'inserts de précision assemble des inserts métalliques avec des canaux de refroidissement dans des moules LS Manufacturing pour capteurs automobiles.
FAQ
1. Quelle est la tolérance typique pour votre service de moulage d’inserts de précision ?
LS Manufacturing maintient une tolérance de ±0,02 mm pour les pièces standard. Pour les composants de précision spécialisés, nous atteignons ±0,005 mm grâce à une compensation avancée du moule au niveau du micron, des contrôles de processus rigoureux et une vérification CMM en ligne pour garantir une précision constante.
2. Comment LS Manufacturing empêche-t-il les bavures sur les surfaces des inserts métalliques ?
Nous évitons les bavures en calculant avec précision l'ajustement serré entre les inserts et la cavité du moule à l'aide de la simulation FEA . Ceci est combiné à un processus de nettoyage par ultrasons obligatoire pour garantir que toutes les surfaces des inserts sont complètement exemptes d'huile et de contaminants microscopiques avant le moulage.
3. Pouvez-vous gérer des commandes de moulage par insertion de précision personnalisées en faible volume ?
Oui, nous sommes spécialisés dans les solutions d’outillage rapides et économiques en aluminium ou en acier pré-trempé, idéales pour les phases de R&D. Nous prenons en charge des quantités minimales de commande (MOQ) très flexibles pour faciliter une validation de projet efficace et économique et des cycles de production pilotes.
4. Quels matériaux conviennent le mieux aux projets de moulage par insert à déplacement nul ?
Pour une stabilité dimensionnelle optimale, nous recommandons les plastiques techniques à haut module et à faible retrait comme le PPS ou le PEEK . Ceux-ci sont combinés avec des inserts en acier inoxydable ou en cuivre prétraités (par exemple, nettoyés au plasma ou sablés) pour garantir une liaison supérieure et fiable.
5. Quel est le délai de livraison pour un devis de fabrication de moulage par insert personnalisé ?
Dès réception de vos dessins et spécifications 3D complets, notre équipe technique fournit des commentaires DFM détaillés et un devis formel et détaillé dans les 24 heures. Ce délai d'exécution rapide est facilité par notre système de devis automatisé et un personnel d'ingénierie chevronné.
6. Proposez-vous des opérations secondaires pour les pièces OEM moulées par insert ?
Oui, nous proposons une suite complète d’opérations secondaires, notamment le marquage laser de précision, le soudage par ultrasons et les tests automatisés d’étanchéité à l’air. Nous fournissons également des services complets d'assemblage et d'emballage, offrant une solution intégrée complète et unique qui garantit la préparation des pièces pour votre ligne de production finale.
7. Comment protégez-vous la propriété intellectuelle de mes créations personnalisées ?
Nous protégeons votre propriété intellectuelle en signant des NDA stricts et juridiquement contraignants et en mettant en œuvre des cellules de production physiquement séparées et à accès contrôlé. Cela crée un pare-feu sécurisé pour les données et la fabrication afin de protéger vos conceptions exclusives et votre avantage concurrentiel technologique .
8. Votre service de moulage d’inserts OEM prend-il en charge les inserts multi-matériaux ?
Oui, nous possédons des capacités de processus avancées pour le multi-shot et le surmoulage . Cela nous permet d'injecter simultanément ou séquentiellement différents matériaux, tels que des plastiques rigides, des métaux et du silicone souple, dans un seul moule pour créer des composants intégrés complexes et multifonctionnels.
Résumé
Le succès de moulage d'inserts de précision dépend non seulement de la qualité de l'outillage, mais aussi d'une expertise approfondie en matière de contrôle "à déplacement nul". Grâce à une intervention DFM basée sur la science, à une optimisation des paramètres basée sur les données et à une inspection automatisée rigoureuse , LS Manufacturing convertit les risques de fabrication complexes en une production stable et à haut rendement. Un partenariat avec un fabricant techniquement approfondi est la voie la plus sûre vers le succès, qu'il s'agisse de pièces OEM complexes ou d'une rentabilité à long terme.
Vous avez des difficultés avec le déplacement des plaquettes ou de faibles taux d'élasticité ? Cliquez sur « Obtenir un devis gratuit » pour télécharger vos dessins. Nos ingénieurs seniors fourniront une évaluation technique approfondie avec des recommandations ciblées d’amélioration des coûts et de l’efficacité. Ne laissez pas les défis ralentir votre mise sur le marché : contactez nos experts pour commencer votre parcours zéro défaut dès aujourd'hui.
📞Tél : +86 185 6675 9667
📧Courriel : info@lsrpf.com
🌐Site Internet : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de fabrication LS Il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. C'est la responsabilité de l'acheteur. Exiger des pièces devis Identifier les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur . Concentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection . Estampage des métaux , et d'autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. Cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.lsrpf.com .


