
Услуги прецизионного формования вставок непосредственно сталкивается с реальным несоответствием между упрощенными онлайн-определениями того, что такое формование вставок , и сложными проблемами применения, такими как смещение вставки, заусенец или разрушение соединения в прецизионных датчиках. Ключевой проблемой здесь является «дрейф положения» из-за отсутствия баланса давления в форме и температурного несоответствия во время литья под давлением .
Решение, предлагаемое LS Manufacturing и решающее все эти проблемы, включает в себя системы управления с нулевым смещением, оптимизированную вентиляцию в пресс-формах и точную обработку поверхности раздела металл/пластик, чтобы гарантировать возможность поставки без дефектов. В дальнейшем этот профессиональный подход будет обсуждаться с технической стороны и на конкретных примерах.

Прецизионное формование вставок: краткий справочник по нулевому смещению
| Основная задача | Инженерное решение для нулевого смещения | Результат для OEM-сборки |
| Расположение и фиксация вставки | Полости пресс-форм с контролируемой точностью и устройствами механической/вакуумной фиксации для стабилизации. | Микронная точность позиционирования вставки внутри формованного пластикового корпуса. |
| Управление тепловым стрессом | Компенсационная термообработка вставки и управление температурой пресс-формы. | Предотвращает термическое растрескивание вставки во время охлаждения из-за дифференциальной усадки . |
| Управление потоком материала и линией сварки |
Оптимизируйте процесс ворот и вставить параметры формования чтобы обеспечить полную инкапсуляцию. |
Создает герметичную герметизацию вокруг вставки, необходимую для электрических или жидкостных компонентов. |
| Прочность и надежность связи | Подготовка поверхности пластины ( покрытие, травление и т. д.) и выбор материала для оптимальной адгезии. | Создает непревзойденное механическое соединение, устойчивое к вибрациям и переменным температурам. |
| Наша автоматизированная обработка вставок | Роботизированная установка вставок в форму с контролем системы технического зрения на каждом цикле. | Предотвращает ошибки оператора и обеспечивает 100% точность вставки. |
| Результат: функциональная сборка чистой формы | Создает функциональную сборку, в которой вставка инкапсулирована в свое окончательное положение. | Это устраняет необходимость в дальнейших процессах позиционирования или склеивания и упрощает процесс сборки вашего продукта. |
Ключевые выводы:
- Точность зависит от крепления: способность формы захватывать вставку стоит на первом месте в этом списке контролируемых переменных.
- Управление температурным режимом имеет решающее значение: несовпадение температур создает проблемы, которых можно избежать при правильном инженерном проектировании .
- Автоматизация обеспечивает согласованность: единственный способ обеспечить допуск формования вставки без дефектов. автоматика и установка робота .
- Результатом является сборка. Конечный продукт должен представлять собой сборку подузла, а не просто деталь формы с прикрепленной к ней вставкой.
Почему стоит доверять этому руководству? Практический опыт экспертов LS Manufacturing
Хотя в целом по этой теме может быть много руководств, наше руководство выделяется своим подходом к этой теме. Действительно, мы много думали о освоении принципов и методов формования вставок . В результате мы решили составить наше руководство, основываясь на практическом опыте специалистов, работающих на производстве ЛС, которые понимают концепцию Национальный институт стандартов и технологий (НИСТ).
Наши компоненты абсолютно необходимы; диагностическая микрофлюидика, которая не выдерживает ни одного микрона вспышки, аэрокосмические датчики, которые должны выдерживать сильную вибрацию, не отслаиваясь, автомобильные разъемы, требующие идеальной изоляции. Чтобы соответствовать этим жестким критериям, наши процессы выбора и проверки материалов соответствуют строгим стандартам САЭ Интернешнл , в частности семейство материалов AMS.
Этот опыт получен годами проб и ошибок, знания того, как управлять тепловой динамикой процесса, чтобы гарантировать, что вставки не подвергаются нагрузке, освоения специальных методов зажима, которые исключают все микродвижения , и знания того, какая обработка формы обеспечивает полную адгезию. Мы преподаем вам эти с трудом завоеванные уроки, чтобы вы могли применить их в своих интересах, предотвращая ненужные пробы и ошибки и гарантируя, что ваш первый производственный цикл не приведет к возникновению замещающих связей.
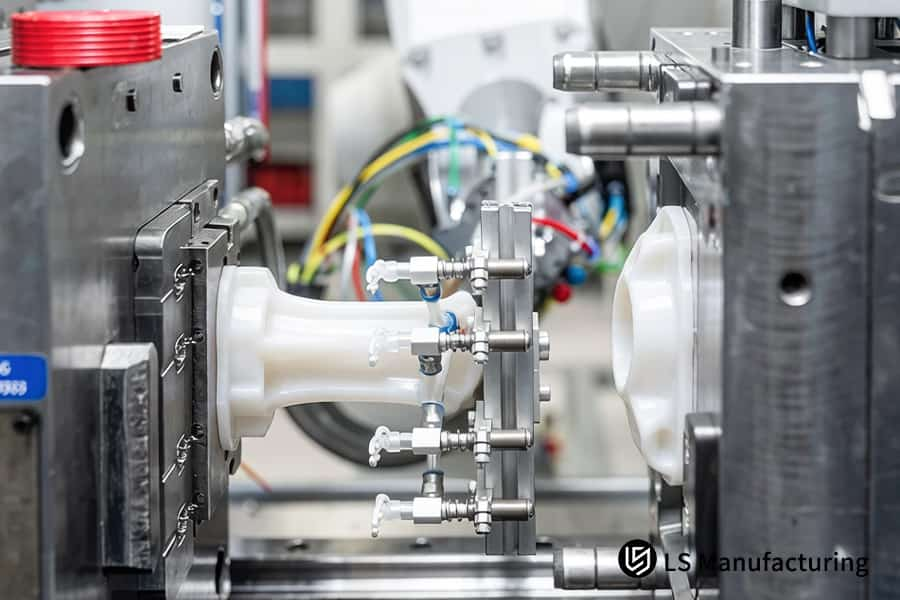
Рисунок 1. OEM-сервис по формованию вставок применяет гидравлическое давление для соединения пластика с металлическими вставками для промышленных разъемов в прецизионных инструментах.
Почему нулевое смещение имеет решающее значение для ваших проектов по прецизионному формованию вставок?
Истинное нулевое смещение очень важно при предоставлении услуг прецизионного формования вставок, поскольку даже небольшое смещение на этапе впрыска влияет как на механическую, так и на электрическую функциональность. В нашем подходе мы рассматриваем процесс литья под давлением подвергается высокому давлению за счет использования процесса моделирования и проектирования, который гарантирует, что любое перемещение будет менее 10 мкм . Ниже приводится процесс, которому мы следуем:
Активная блокировка благодаря собственной конструкции штифта
Специальный термически согласованный активный стопорный штифт был разработан для физического ограничения вставки перед инъекцией смолы с известным противодавлением. В этом методе вставка может быть физически закреплена внутри полости формы, что поможет избежать первоначального импульса давления со стороны пластика . Такой метод решит проблему с самого начала, позволяя точно позиционировать вставки при формовании вставок в больших объемах .
Оптимизация ворот посредством моделирования заполнения
Моделирование переходной и асимметричной волны давления во вставке с помощью усовершенствованных моделей многофазного потока помогает выявить области дисбаланса волны давления на границе раздела вставка-расплав . Полученные результаты станут прямым вкладом в определение оптимального размещения ворот и направляющих для достижения желаемого профиля распределения давления. Цель состоит в том, чтобы уменьшить общее поступательное давление по мере заполнения полостей, что важно для пресс-форма из термореактивной вставки .
Интегрированное в процесс ограничение и проверка
Имеется механическая блокировка, которая синхронизируется с циклом работы литьевой машины с использованием определенной последовательности зажима . После формования чрезвычайно точная КИМ проводит проверку первого изделия , во время которой точность положения вставки проверяется КИМ, чтобы обеспечить соответствие положения вставки спецификациям САПР. Проверка с обратной связью помогает гарантировать производственный допуск менее 0,01 мм для таких применений, как формование вставок медицинских устройств .
В этой статье подчеркивается, как системная инженерия делает применимым принцип нулевого смещения . Наши услуги по формованию вставок OEM будут продемонстрированы с помощью нашего механического проектирования, моделирования и параметров зажима. Благодаря нашим отличным способностям решать проблемы, мы являемся идеальным кандидатом на OEM-производство. автомобильная вставка литья приложения. Чтобы применить технологию нулевого смещения к вашему проекту, отправьте сборку на системную проверку и получите проверенное технологическое предложение, готовое к производству.

Как производитель нестандартных формованных изделий может обеспечить нулевое смещение в условиях высокого давления?
Любому производителю формованных вставок по индивидуальному заказу необходимо предотвратить любое смещение вставки из-за высокого давления, используемого на этапе литья под давлением. Смещение вставки даже на несколько микрометров во время инъекции обязательно повлияет на конечный результат. Ниже приведены наши инновационные способы решения задач в области прогнозирования, моделирования, активного управления и подкрепления. вставить молдинг для нулевого смещения :
Многоточечная синхронизированная гидравлическая блокировка
- Проектирование системы: Наша система предполагает размещение нескольких гидравлических цилиндров в разных местах формы для поддержки вставки.
- Активная противодействующая сила: эти гидравлические цилиндры создают синхронизированные силы, действующие на вставку перед впрыском пластика в форму . Это создает предварительный стресс.
- Результат: Этот механизм противостоит поступающей волне давления расплава и, таким образом, предотвращает любую форму «ударного» смещения, испытываемого статическими вставками, критически важного для формование вставок под высоким давлением .
Датчики внутри формы и динамическая регулировка процесса
- Мониторинг в реальном времени: датчики давления могут быть установлены за опорными стойками. Это дает нам оперативные данные о давлении, оказываемом на вставку расплавленным материалом.
- Управление с обратной связью: данные давления затем могут быть проанализированы программным обеспечением управления машиной, чтобы внести микросекундные корректировки в профиль давления впрыска.
- Результат: Это помогает устранить любые дисбалансы давления в любой момент в режиме реального времени и создает равновесие давления по всей поверхности пластины, что является важным методом высокоточного формования пластины .
Упреждающее уменьшение сноса посредством анализа заполнения
- Проектирование, основанное на моделировании: используя передовое программное обеспечение для анализа текучести пресс-формы, мы моделируем процесс наполнения при тех же высоких давлениях впрыска , например 120 МПа .
- Целевое подкрепление: моделирование предоставляет нам необходимые данные о векторах дрейфа. Таким образом, конструкция формы зависит от количества и диаметра опорных стоек.
- Результат: Эта методология позволяет нам заранее выявлять и устранять более 95% возможных точек отклонения до изготовления формы, что является важной особенностью молдинг с микровставками процессы.
Наша методология описывает замкнутый инженерный процесс прогнозирования, контроля и усиления. Он доказывает наш опыт как производителя формованных изделий по индивидуальному заказу, иллюстрируя применение количественной информации и методов контроля для решения проблемы смещения под высоким давлением. Этот стратегический и целостный метод является нашим конкурентным преимуществом, обеспечивая абсолютную стабильность при производстве критически важных деталей, например, для пресс-вставка автомобильного датчика .

Рисунок 2. Производитель индивидуальных вставок впрыскивает расплавленный нейлон вокруг винтов из нержавеющей стали для автомобильных электронных компонентов на предприятии LS Manufacturing.
Какую роль DFM играет в успехе прецизионного формования вставок?
С индивидуальная прецизионная вставка неисправность детали определяется еще до начала производства. Наш процесс проектирования технологичности (DFM) играет важную роль в проектировании, предотвращая эти сбои до того, как они произойдут. В этой статье показано, как мы вмешиваемся в такие случаи, чтобы превратить проектный замысел в производственные детали посредством разрешения конфликтов, что является абсолютным требованием для высокоточного формования вставок .
| Область деятельности ДФМ | Техническое вмешательство и количественный результат |
| Вставьте предварительную обработку | Снижение температуры предварительного нагрева пластины сводит к минимуму термический шок, что является ключом к успеху. высокотемпературное формование вставок . |
| Поверхностная инженерия | Назначение рисунков накатки/протравки увеличивает площадь склеивания и повышает прочность на выдергивание на 25–40 % . |
| Управление CTE | Посадка с натягом на основе различий в материалах предотвращает растрескивание после формовки. |
| Проектирование потоков и ворот | Моделирование литья обеспечивает полную герметизацию и исключает воздействие прямых сил на вставки. |
| Смягчение стресса | Изменение геометрической формы (радиусы, ребра) рассеивает напряжение, продлевая усталостный срок службы OEM-производителей вставок . |
Наша процедура DFM рассматривает вероятные проблемы и превращает их в решения, демонстрируя наш технический опыт. Мы преодолеваем повторяющиеся проблемы, такие как отслоение связей и трещины под напряжением, внося коррективы в конструкцию на основе данных. Эта превентивная стратегия решения проблем представляет собой наше уникальное торговое предложение для формование вставки медицинского устройства и другие важные приложения. Чтобы избежать дорогостоящих отказов с помощью превентивной стратегии, отправьте свой проект на анализ DFM и получите количественное решение с гарантированной ценой.
Как мы решаем проблемы соединения металла с пластиком для ваших OEM-формованных деталей со вставками?
Создание прочного и прочного соединения между металлическими вставками и пластиковыми герметиками является основной задачей в вставьте формованные детали OEM , что напрямую влияет на герметичность и механические свойства компонента. Мы решаем эту проблему с помощью двусторонней стратегии, которая не только улучшает соединение, но и делает область соединения лучшей частью компонента. Благодаря нашей стратегии мы обеспечиваем долговременную адгезию между металлическими вставками и пластиковыми деталями:
Плазменная активация поверхности для молекулярного связывания
Перед формовкой мы применяем плазменную обработку металлических вставок под низким давлением. Этот процесс микроскопически очищает и функционализирует металлическую поверхность, увеличивая ее поверхностную энергию и создавая активные молекулярные центры. Это позволяет расплавленному пластику образовывать первичные химические связи (а не просто механическую адгезию) , что значительно повышает прочность связи и устойчивость к проникновению жидкости, что имеет решающее значение для пресс-форма для работы с жидкостью .
Расчет геометрии механической блокировки
Помимо аспекта химического состава поверхности, наша конструкция пластины основана на определенных рисунках поднутрений, таких как рифленые узоры или многоугольные канавки . Проектирование этих шаблонов осуществляется путем моделирования напряжений для определения их правильной глубины и расстояния. При прецизионном формовании вставок пластиковый материал будет течь в эти узоры, образуя прочное механическое сцепление, дополняющее связь, созданную химическим путем.
Управление процессом для формирования оптимального интерфейса
Важные параметры процесса включают температуру предварительного нагрева вставки, температуру пресс-формы и скорость впрыска . Контроль этих параметров процесса гарантирует, что поток пластика достигнет поверхности заранее активированного металлического материала. Этот процесс имеет решающее значение для услуги по формованию высокопрочных вставок .
Методика обеспечивает техническую экспертизу производителя нестандартных вставных формованных изделий для решения проблем, вызывающих отказы соединения. Наш проактивный комплексный подход обеспечивает проверенные и прочные связи для критически важных автомобильный молдинг под капотом приложений, обеспечивая производительность там, где сбой невозможен.
Корпус медицинского датчика LS Manufacturing: история успеха высокоточного формования вставок на заказ
Следующее тематическое исследование рассказывает о том, как компания LS Manufacturing смогла помочь решить проблему с производительностью, с которой столкнулся крупный производитель медицинского оборудования. Ситуация повлекла за собой создание миниатюрного корпуса датчика из поликарбоната, что потребовало высокоточного формования вставки , которая могла бы точно окружать хрупкий узел электрода внутри. Проблема была вызвана смещением на микронном уровне, приводящим к электрическим неисправностям.
Клиентский вызов
У предыдущего поставщика были проблемы с перемещением вставки более 0,15 мм в рамках проекта прецизионного формования вставок по индивидуальному заказу . Миниатюрный корпус ПК был спроектирован так, чтобы в его полости размещался тонкий керамический электрод. Это движение привело к помехам в емкостном сигнале, что увеличило процент функциональных отклонений более чем на 35% в ходе проекта. Этот низкий темп производства остановил производство и поставил под угрозу выпуск продукта следующего поколения.
Производственное решение LS
Инструмент был модернизирован с использованием другой линии разъема и прецизионного ползуна для полного удержания пластины. Для компенсации теплового расширения использовалась усовершенствованная система регулирования температуры пресс-формы . Сочетание систем механического и терморегулирования, обязательное для многополостная вставная формовка , эффективно решила проблему с самых ее корней, гарантируя тем самым стабильность процесса, критически важного для формования вставок медицинских устройств .
Результаты и ценность
Положение пластины стабильно удерживалось в пределах допуска ±0,005 мм , что подтверждается визуальной КИМ. Функциональная доходность была увеличена до 99,8% . При этом стоимость каждой детали была снижена на 22% за счет повышения эффективности. Решение обеспечило возможность быстрого выхода на рынок, сэкономив нашему клиенту три месяца. Компания LS Manufacturing была назначена поставщиком всех штампованных OEM-деталей , включая разработку новых микрожидкостное формование вставок технология.
Наша инженерная стратегия воплощена в следующем проекте: выявление причин возникновения любых неисправностей и применение комплексного, проверенного решения для их устранения. Это демонстрирует наш опыт в предоставлении высокоточного формования вставок , характеризующегося точностью микронного уровня. Мы предлагаем гарантированную стабильность производства, что позволяет нам превращать сложные ситуации в практические производственные сценарии .
Чтобы обеспечить точность пластины ±0,005 мм и выход продукции 99,8 %, отправьте свою конструкцию на проверенный процесс формования и получите гарантированное и экономичное производственное предложение.

Как автоматизированный контроль повышает надежность пресс-форм с нулевым смещением?
Вставка с нулевым смещением в производстве невозможно достичь успеха без перехода от проектирования технологического процесса к автоматизированному контролю . Мы используем инспекционную экосистему, которая предлагает 100% поточный контроль и контроль процессов. Это помогает обеспечить согласованность процесса обеспечения качества посредством мониторинга на основе данных, гарантируя тем самым прецизионное формование вставок :
In-Line Vision для 100% проверки размеров
- Примененная технология: Со стороны пресс-эжектора установлены ПЗС-камеры с телецентрическими объективами.
- Прямое измерение: после извлечения деталь сканируется, фиксируя жизненно важный размер между краями вставки и краем корпуса , а также осевое позиционирование.
- Мгновенное действие: Деталь, выходящая за пределы допуска, автоматически отбраковывается, что обеспечивает соответствие, необходимое для крупносерийного формования вставок .
Автоматизированная КИМ для субмикронной проверки
- Запланированный отбор проб: робот отбирает репрезентативную выборку деталей из каждой партии и помещает ее в КИМ с сенсорным триггером .
- 3D-отображение опорных точек: датчик определяет фактическое трехмерное положение вставки относительно основных опорных точек детали.
- Основание данных: это дает данные измерений, которые являются достоверными и достоверными для системы SPC , что доказывает возможность процесса индивидуального прецизионного формования вставок .
Управление процессами на основе данных (SPC)
- Анализ тенденций: данные видения и CMM передаются через централизованную систему SPC , создавая контрольные диаграммы в реальном времени.
- Прогнозируемое оповещение: система подает сигнал тревоги в случае, если измерения демонстрируют тенденцию (например, дрейф 0,02 мм ), помогая принять превентивные меры до того, как пределы будут нарушены.
- Корреляция первопричин: она устанавливает взаимосвязь между размерными тенденциями и машинными переменными, позволяя корректирующие действия для автоматическое формование вставок стабильность.
Система петли самокоррекции
- Автоматическая коррекция: Система SPC способна предупреждать контроллер станка о необходимости проведения микрокоррекций (например, температуры вставки ).
- Управление процессом: Это создает самокорректирующуюся производственную ячейку, способную самостоятельно поддерживать строгое окно процесса.
- Гарантия согласованности: эта система контуров гарантирует наиболее надежный контроль процесса для пресс-форма для критически важных операций проекты.
Экосистема представляет собой упреждающий подход к проектированию, который выходит за рамки обнаружения и переходит к прогнозированию и автоматизации для исправления. Технология формования вставок с нулевым смещением гарантирует надежную работу, предлагая основанные на данных и проверяемые результаты. Вышеупомянутая технологическая реализация является окончательным ответом на проблемы, связанные с проверкой и контролем формования вставок в линии . формование вставок с замкнутым контуром приложения, где согласованность деталей имеет решающее значение.

Рисунок 3. Роботизированная рука выполняет высокоточное формование вставки, помещая вставку из нержавеющей стали в прозрачный поликарбонатный корпус для медицинских устройств.
Каковы факторы затрат при выборе опытного OEM-поставщика услуг по формованию вставок?
Выбор OEM услуги по формованию вставок партнер, основанный исключительно на цене за штуку, игнорирует основные факторы затрат. Возможность оптимизировать весь процесс – инструменты, время цикла и производительность – позволит минимизировать общую стоимость владения. Следующий анализ предлагает разбивку основных технических факторов, определяющих стоимость, что позволяет оценить ваших партнеров по критериям:
| Драйвер затрат | Технические характеристики и финансовое влияние |
| Инструментальная сталь и строительство | Использование стали более высокого качества (например, S136 для повышения коррозионной стойкости ) первоначально увеличивает стоимость инструмента на 20–30 % , но продлевает его срок службы в 2–3 раза , тем самым снижая общую стоимость единицы инструмента в 2–3 раза. крупнообъемное формование вставок . |
| Кавитационная стратегия | Правильное количество полостей позволит сбалансировать затраты на оснастку и производственные мощности; Чрезмерное использование полостей может привести к ухудшению качества и проблемам с гибкостью в проектах производителей нестандартных вставок . |
| Оптимизация времени цикла | Эффективные инженерные усовершенствования, такие как конформное охлаждение или уменьшение тоннажа зажимов, могут помочь сократить время цикла с 45 до 30 секунд , увеличив производительность на 33 % и сэкономив затраты на рабочую силу и оборудование на деталь. |
| Уровень обеспечения качества | Полная автоматизация испытаний AOI увеличивает накладные расходы, но предотвращает сбои в конце линии и потенциальные проблемы с отзывом/переработкой, которые могут привести к огромным потерям при формовании вставок для медицинских устройств . |
| Эффективность материалов и процессов | Хорошая проектная работа по литникам и направляющим позволяет уменьшить размеры стояков; Важно сэкономить всего 5% материала, особенно при использовании дорогих конструкционных пластиков для прецизионного формования вставок . |
| Сложность конструкции детали | Сложные конструкции с такими особенностями, как глубокие выточки и микропрецизионные допуски, требуют многоэтапных инструментов и, следовательно, требуют более длительных периодов разработки и продолжительности цикла для каждой детали, что влияет на общую стоимость вставка сложной геометрии . |
Это обсуждение подчеркивает тот факт, что производитель с наименьшими затратами часто перекладывает бремя рисков, связанных с использованием инструментов или неэффективных процессов, что приводит к более высоким будущим затратам. В компании, производящей пресс-формы по индивидуальному заказу , мы создаем ценность за счет устранения недостатков, присущих нашим продуктам на ранних этапах: оптимальное время цикла, долговечность и гарантированное качество. Это позволяет последовательно снижать общие затраты на формование вставок автомобильных датчиков и аналогичные приложения, поскольку надежность становится основной статьей затрат.
Почему стоит выбрать LS Manufacturing в качестве надежного партнера для высокоточного формования вставок?
Выбор высокоточная формовка вставок Партнер выходит за рамки простого производственного опыта и включает в себя совместное снижение рисков и техническое видение . Суть проблемы заключается в гарантии надежной работы с течением времени, а не в простой приемке при выборочных испытаниях. Этого можно достичь, используя метод, основанный на управлении процессом, проверке и сотрудничестве с точки зрения проектирования:
Упреждающее снижение рисков посредством традиционного обучения
Наш двадцатилетний опыт в разработке комплексных вставка из нескольких материалов проекты были инкапсулированы во внутреннюю базу данных режимов сбоев. Используя этот ресурс, наша команда инженеров может оценить конструкции новых деталей с учетом предыдущих видов отказов, таких как растрескивание под напряжением между пластиком и металлом или термическая усталость, и внести необходимые профилактические изменения в конструкцию перед применением каких-либо инструментов.
Сертифицированный контроль процесса для повторяемой точности
Наша сертификация IATF 16949 требует стандартизированного процесса расширенного планирования качества продукции (APQP) . В рамках каждого проекта мы создаем подробный План контроля, в котором указаны точные настройки процесса, проверки и действия, которые необходимо предпринять в случае каких-либо отклонений. Наша способность контролировать все эти факторы гарантирует, что наши высокоточные результаты формования вставок остаются точными на протяжении миллионов циклов, что делает их идеальными для Литая вставка автомобильного разъема приложения.
Техническое партнерство полного жизненного цикла
Мы начинаем наши отношения с инженерного консультирования, гарантируя, что соответствующие смолы будут соответствовать необходимым термическим и химическим требованиям . На протяжении всего производства такие методы, как краткие исследования, помогут подтвердить правильную текучесть и капсулирование внутри формы. После отказа анализ неисправности в лаборатории определит, почему продукт вышел из строя с помощью микроскопии и механических испытаний, предложив корректирующие меры, помимо простой замены. Это обязательство и есть то, что делает истинное производитель формованных вставок на заказ .
Партнерские отношения в LS Manufacturing основаны на инженерной уверенности, а не на простых компонентах. LS Manufacturing предотвращает проблемы с надежностью благодаря знаниям, основанным на данных, которые позволяют избежать ранее возникших проблем, дисциплинированному контролю процесса для обеспечения согласованности и полной технической ответственности на протяжении всего процесса. Только благодаря этому методу будет достигнут желаемый уровень надежности при формовании вставок медицинских изделий .
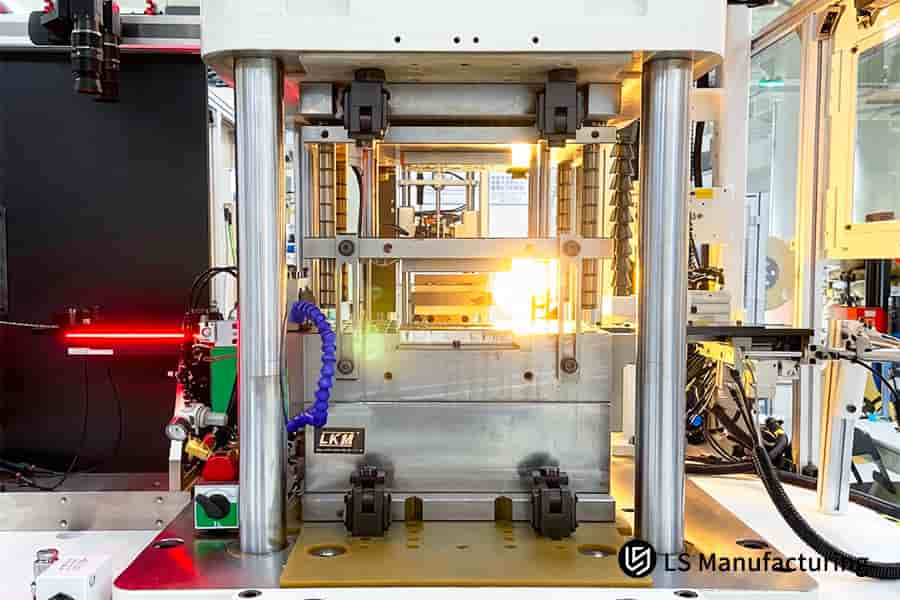
Рис. 4. Служба прецизионного формования вставок собирает металлические вставки с охлаждающими каналами в формы LS Manufacturing для автомобильных датчиков.
Часто задаваемые вопросы
1. Каков типичный допуск для вашей услуги по прецизионному формованию вставок?
LS Manufacturing поддерживает допуск ±0,02 мм для стандартных деталей. Для специализированных прецизионных компонентов мы достигаем ±0,005 мм за счет расширенной компенсации пресс-формы на микронном уровне, строгого контроля процесса и встроенной проверки КИМ для обеспечения постоянной точности.
2. Как компания LS Manufacturing предотвращает засветы на поверхностях металлических вставок?
Мы предотвращаем заусенцы, точно рассчитывая посадку с натягом между вставками и полостью формы с помощью моделирования методом FEA . Это сочетается с обязательным процессом ультразвуковой очистки, чтобы гарантировать, что все поверхности вставок полностью очищены от масла и микроскопических загрязнений перед формовкой.
3. Можете ли вы обрабатывать небольшие объемы заказов на прецизионное формование вставок?
Да, мы специализируемся на экономичных, быстродействующих инструментах из алюминия или предварительно закаленной стали, идеально подходящих для этапов НИОКР. Мы поддерживаем очень гибкий минимальный объем заказа (MOQ), чтобы облегчить эффективную и экономичную проверку проекта и запуск пилотного производства.
4. Какие материалы лучше всего подходят для проектов формования вставок с нулевым смещением?
Для оптимальной стабильности размеров мы рекомендуем высокомодульные конструкционные пластики с низкой усадкой, такие как PPS или PEEK . Они сочетаются с предварительно обработанными (например, плазменной очисткой или пескоструйной обработкой) вставками из нержавеющей стали или меди для обеспечения превосходного и надежного соединения.
5. Каков срок выполнения заказа на изготовление пресс-формы по индивидуальному заказу?
После получения ваших полных 3D-чертежей и спецификаций наша техническая команда предоставит подробный отзыв DFM и официальное детализированное предложение в течение 24 часов. Этому быстрому повороту способствуют наши автоматизированная система котирования и ветераны инженерно-технического состава.
6. Предлагаете ли вы вторичные операции для штампованных OEM-деталей?
Да, мы предлагаем полный набор вторичных операций, включая прецизионную лазерную маркировку, ультразвуковую сварку и автоматическое испытание на герметичность. Мы также предоставляем услуги полной сборки и упаковки, предоставляя комплексное комплексное решение, обеспечивающее готовность деталей к вашей окончательной производственной линии.
7. Как вы защищаете интеллектуальную собственность моих индивидуальных дизайнов?
Мы защищаем вашу интеллектуальную собственность, заключая строгие юридически обязательные соглашения о неразглашении и внедряя физически изолированные производственные ячейки с контролируемым доступом. Это создает защищенный межсетевой экран для данных и производства, защищающий ваши собственные разработки и технологические конкурентные преимущества .
8. Поддерживает ли ваша OEM-услуга по формованию вставок из нескольких материалов?
Да, мы обладаем передовыми технологическими возможностями для многоразового и накладного формования . Это позволяет нам одновременно или последовательно впрыскивать различные материалы, такие как твердые пластмассы, металлы и мягкий силикон, в одну форму для создания сложных, многофункциональных интегрированных компонентов.
Краткое содержание
Успех прецизионное формование вставок зависит не только от качества оснастки, но и от глубокого опыта в области контроля «нулевого смещения». Благодаря научно обоснованному вмешательству DFM, оптимизации параметров на основе данных и тщательному автоматизированному контролю LS Manufacturing преобразует сложные производственные риски в стабильное высокодоходное производство. Партнерство с технически развитым производителем — это самый верный путь к успеху, будь то сложные OEM-запчасти или долгосрочная экономическая эффективность.
Боретесь со смещением пластины или низкой производительностью? Нажмите «Получить бесплатную цену», чтобы загрузить свои рисунки. Наши старшие инженеры проведут углубленную техническую оценку и дадут целевые рекомендации по повышению затрат и эффективности. Не позволяйте трудностям замедлить ваш выход на рынок — свяжитесь с нашими экспертами, чтобы начать путь к нулевому дефекту уже сегодня.
📞Тел.: +86 185 6675 9667.
📧Электронная почта: info@lsrpf.com
🌐Сайт: https://lsrpf.com/
Отказ от ответственности
Содержимое этой страницы предназначено только для информационных целей. LS Производственные услуги Нет никаких заявлений или гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материала или качество изготовления через производственную сеть LS. Это ответственность покупателя. Требуются детали цитата Определите конкретные требования к этим разделам. Пожалуйста, свяжитесь с нами для получения дополнительной информации .
Производственная группа LS
LS Manufacturing — ведущая компания отрасли. . Сосредоточьтесь на индивидуальных производственных решениях. У нас более 20 лет опыта работы с более чем 5000 клиентами, и мы уделяем особое внимание высокой точности. обработка с ЧПУ , Производство листового металла , 3D-печать , Литье под давлением . Штамповка металла и другие универсальные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуализация, мы можем удовлетворить ваши потребности с самой быстрой доставкой в течение 24 часов. выберите LS Manufacturing. Это означает оперативность отбора, качество и профессионализм.
Чтобы узнать больше, посетите наш сайт: www.lsrpf.com .


