
Servicio de moldeo por inserción de precisión enfrenta directamente la discrepancia del mundo real entre las definiciones simplistas en línea de lo que es el moldeo por inserción y los difíciles problemas de aplicación, como el desplazamiento de la inserción, la rebaba o la falla de unión en sensores de precisión. El problema clave aquí es el de la "desviación de posición" debido a la falta de equilibrio de presión en el molde y al desajuste térmico durante el moldeo por inyección .
La solución proporcionada en LS Manufacturing que aborda todos estos problemas implica sistemas de control de desplazamiento cero, ventilación optimizada en moldes y acabado preciso de la interfaz de metal/plástico para garantizar que sea posible una verdadera entrega sin defectos y, a continuación, se analizará este enfoque profesional desde el punto de vista técnico y en ejemplos particulares.

Moldeo por inserción de precisión: referencia rápida de desplazamiento cero
| Desafío central | Solución de ingeniería para desplazamiento cero | Resultado del ensamblaje OEM |
| Posicionamiento y fijación de insertos | Cavidades del molde con precisión controlada con dispositivos de fijación mecánicos/por vacío para la estabilización. | Precisión de micras en el posicionamiento del inserto dentro de la carcasa de plástico moldeado. |
| Manejo del estrés térmico | Tratamiento térmico de compensación del inserto y gestión de la temperatura del molde. | Previene el agrietamiento térmico del inserto durante el enfriamiento debido a la contracción diferencial . |
| Control de flujo de materiales y línea de soldadura |
Optimice el proceso de puerta y insertar parámetros de moldeo para asegurar una encapsulación completa. |
Crea una encapsulación sin huecos alrededor del inserto, necesaria para componentes eléctricos o fluídicos. |
| Fuerza de unión y confiabilidad | Preparación de la superficie del inserto ( chapado, grabado , etc.) y selección del material para una adhesión óptima. | Genera una unión mecánica inmejorable que resiste vibraciones y temperaturas variables. |
| Nuestro manejo automatizado de plaquitas | Inserción robótica de los insertos en el molde con sistema de inspección por visión en cada ciclo. | Evita errores del operador y logra una tasa de precisión de inserción del 100 % . |
| Resultado: Conjunto funcional en forma de red | Crea un conjunto funcional en el que el inserto ha sido encapsulado en su posición final. | Esto elimina cualquier necesidad de procesos adicionales de posicionamiento o unión y simplifica el proceso de ensamblaje de su producto. |
Conclusiones clave:
- La precisión está en la fijación: la capacidad del molde para capturar el inserto ocupa el primer lugar en esta lista de variables controlables.
- La gestión térmica es crucial: las temperaturas no coincidentes crean problemas que pueden evitarse mediante un diseño de ingeniería adecuado .
- La automatización garantiza la coherencia: la única forma de garantizar tolerancia de moldeo por inserción Sin defecto es la automatización y la colocación de robots .
- El resultado es un ensamblaje: el producto final debe ser un ensamblaje del subconjunto, no solo la pieza del molde con el inserto adjunto.
¿Por qué confiar en esta guía? Experiencia práctica de los expertos en fabricación de LS
Mientras que puede haber muchas guías sobre el tema en general, nuestra guía se destaca por su enfoque del tema. De hecho, hemos pensado mucho en dominar los principios y prácticas del moldeado por inserción . Como resultado, hemos decidido elaborar nuestra guía basada en las experiencias prácticas de los especialistas que trabajan en LS Manufacturing y que comprenden el concepto de Instituto Nacional de Estándares y Tecnología (NIST).
Nuestros componentes son absolutamente críticos; microfluidos de diagnóstico que no pueden tolerar ninguna micra de destello, sensores aeroespaciales que deben soportar vibraciones severas sin desprenderse, conectores automotrices que exigen un aislamiento perfecto. Para cumplir con estos estrictos criterios, nuestros procesos de selección y validación de materiales coinciden con los exigentes estándares de SAE Internacional , en particular la familia de materiales AMS.
Esta experiencia se obtiene a través de años de prueba y error, sabiendo cómo manejar la dinámica térmica del proceso para garantizar que no se imponga tensión a los insertos, dominando los métodos de sujeción especiales que eliminan todo micro movimiento y sabiendo qué acabados de molde dan como resultado una adhesión total. Le enseñamos estas lecciones aprendidas con tanto esfuerzo para que pueda aplicarlas a su favor, evitando pruebas y errores innecesarios y garantizando que su primera producción no proporcione vínculos de desplazamiento.
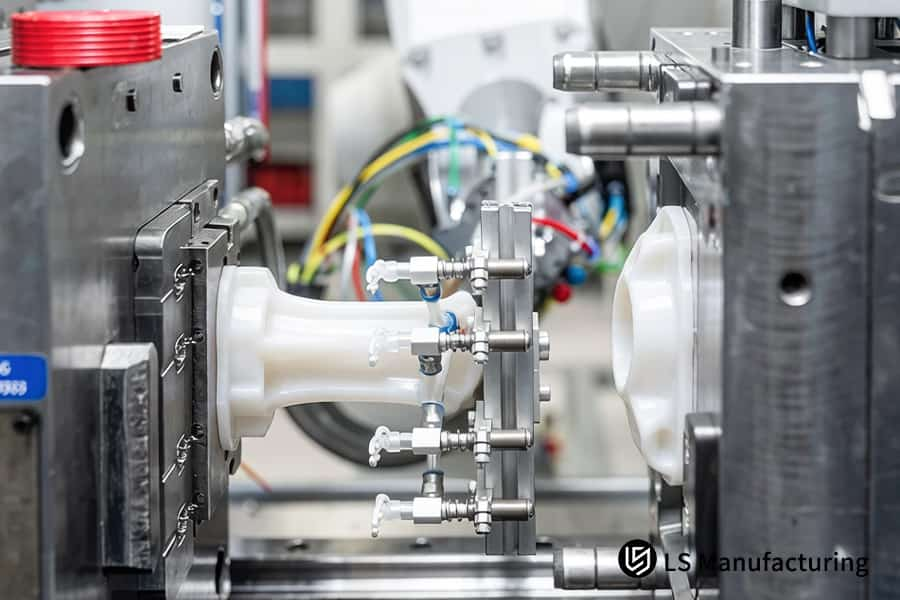
Figura 1: El servicio de moldeo por inserción OEM aplica presión hidráulica para unir plástico con inserciones metálicas para conectores industriales en herramientas de precisión.
¿Por qué el desplazamiento cero es fundamental para sus proyectos de servicio de moldeo por inserción de precisión?
El verdadero desplazamiento cero es muy importante cuando se brindan servicios de moldeo por inserción de precisión porque incluso una pequeña cantidad de desplazamiento durante la etapa de inyección afecta la funcionalidad tanto mecánica como eléctrica. En nuestro enfoque consideramos la proceso de moldeo por inyección estando altamente presurizado mediante la utilización de un proceso de simulación y diseño que garantizará que cualquier movimiento sea inferior a 10 µm . El siguiente es el proceso que seguimos:
Bloqueo activo mediante diseño de pasador patentado
Se desarrolló un pasador de bloqueo activo acoplado térmicamente para aplicar restricciones físicas al inserto antes de la inyección de resina con una contrapresión conocida. En este método, el inserto puede estar físicamente restringido dentro de la cavidad del molde, lo que ayudará a evitar el pulso de presión inicial del plástico . Un método de este tipo abordará el problema desde su origen, permitiendo un posicionamiento preciso de los insertos en moldeo de insertos de gran volumen .
Optimización de la puerta mediante simulación de llenado
La simulación de ondas de presión transitorias y asimétricas en el inserto mediante modelos avanzados de flujo multifásico ayuda a identificar áreas de desequilibrio de las ondas de presión en la interfaz entre el inserto y la masa fundida . Los resultados obtenidos proporcionarán información directa para determinar la ubicación óptima de la compuerta y el corredor para lograr el perfil de distribución de presión deseado. El objetivo es reducir las presiones de traslación generales a medida que se llenan las cavidades, lo cual es esencial para moldura de inserción termoestable .
Sujeción y validación integradas en el proceso
Existe un bloqueo mecánico que se sincroniza con el ciclo de la máquina de moldeo por inyección mediante la secuencia de sujeción específica. Después del moldeado, una CMM extremadamente precisa ejecuta la inspección del primer artículo donde la CMM validará la precisión de la posición del inserto para garantizar que la posición del inserto cumpla con las especificaciones CAD. La validación de bucle cerrado ayuda a garantizar una tolerancia de fabricación de menos de 0,01 mm para aplicaciones que incluyen el moldeado por inserción de dispositivos médicos .
Este artículo enfatiza cómo la ingeniería de sistemas hace aplicable el principio de desplazamiento cero . Nuestro servicio de moldeo por inserción OEM se mostrará mediante nuestro diseño mecánico, simulación y parámetros de sujeción. Debido a nuestra excelente capacidad de resolución de problemas, somos el candidato perfecto para OEM moldura de inserción automotriz aplicaciones. Para aplicar esta ingeniería de desplazamiento cero a su proyecto, envíe su ensamblaje para una revisión del sistema y reciba una cotización lista para producción y validada por el proceso.

¿Cómo puede el fabricante de molduras de inserción personalizadas garantizar un desplazamiento cero en entornos de alta presión?
Es necesario que cualquier fabricante de moldes de inserción personalizados evite cualquier desplazamiento del inserto debido a la alta presión utilizada en la fase de inyección del moldeo. El desplazamiento del inserto, incluso de unos pocos micrómetros durante la inyección, seguramente influirá en el resultado final. Las siguientes son nuestras formas innovadoras de resolver el desafío en predicciones, simulación, control activo y refuerzo en insertar moldura para desplazamiento cero :
Bloqueo hidráulico sincronizado multipunto
- Diseño del sistema: Nuestro sistema implica colocar varios cilindros hidráulicos en varios lugares dentro del molde como soporte del inserto.
- Contrafuerza activa: estos cilindros hidráulicos producen fuerzas sincronizadas que actúan sobre el inserto antes de la inyección de plástico en el molde . Esto crea un estrés previo.
- Resultado: Este mecanismo resiste la onda de presión de fusión entrante y, por lo tanto, evita cualquier forma de desplazamiento de "impacto" experimentado por los insertos estáticos, fundamental para moldura de inserción de alta presión .
Detección en el molde y ajuste dinámico del proceso
- Monitoreo en tiempo real: Se pueden instalar sensores de presión detrás de los pilares de soporte. Esto nos da lecturas en vivo de las presiones ejercidas sobre el inserto por el material fundido.
- Control de circuito cerrado: los datos de presión pueden ser analizados por el software de control de la máquina para realizar ajustes de microsegundos al perfil de presión de inyección.
- Resultado: Ayuda a eliminar cualquier desequilibrio de presión en cualquier punto en tiempo real y crea un equilibrio de presión en toda la cara del inserto, una técnica esencial para el moldeado de insertos de alta precisión .
Mitigación preventiva de la deriva mediante análisis de llenado
- Diseño basado en simulación: utilizando un software avanzado de análisis de flujo de molde, simulamos el proceso de llenado bajo las mismas presiones de inyección altas , como 120 MPa .
- Refuerzo Dirigido: La simulación nos proporciona los datos necesarios sobre los vectores de deriva. Por tanto, el diseño del molde se basa en el número y diámetro de los pilares de soporte.
- Resultado: Esta metodología nos permite identificar y abordar proactivamente más del 95% de los posibles puntos de deriva antes de la construcción del molde, una característica esencial de moldura con microinsertos procesos.
Nuestra metodología describe un proceso de ingeniería de bucle cerrado de predicción, control y refuerzo. Demuestra nuestra experiencia como fabricante de moldes de inserción personalizados al ilustrar la aplicación de información cuantificada y técnicas de control para abordar el desplazamiento de alta presión. Este método estratégico y holístico es nuestra ventaja competitiva, asegurando una estabilidad absoluta en la fabricación de piezas críticas, como las de moldura de inserción de sensor automotriz .

Figura 2: Un fabricante de molduras de inserción personalizadas inyecta nailon fundido alrededor de tornillos de acero inoxidable para componentes electrónicos automotrices en LS Manufacturing.
¿Qué papel desempeña DFM en el éxito del moldeado por inserción de precisión personalizado?
Con moldura de inserción de precisión personalizada , el fallo de la pieza ya se determina antes de que comience la fabricación. Nuestro proceso de Diseño para la Manufacturabilidad (DFM) juega un papel esencial en la ingeniería para prevenir estas fallas antes de que sucedan. Este artículo destaca cómo intervenimos en estos casos para convertir la intención del diseño en piezas fabricables mediante la resolución de conflictos, un requisito absoluto para el moldeo por inserción de alta precisión .
| Área de enfoque del DFM | Intervención técnica y resultado cuantificable |
| Insertar tratamiento previo | Reducir la temperatura de precalentamiento del inserto minimiza el choque térmico, clave para el éxito moldura de inserción de alta temperatura . |
| Ingeniería de Superficies | La designación de patrones de moleteado/grabado maximiza la superficie de unión y mejora la resistencia a la extracción entre un 25 y un 40 % . |
| Gestión CTE | Basar los ajustes de interferencia en las diferencias de materiales evita el agrietamiento después del moldeado. |
| Diseño de flujo y compuerta | La simulación de moldeado logra una encapsulación completa y garantiza que no se aplique fuerza directa a los insertos. |
| Mitigación del estrés | El rediseño geométrico (radios, nervaduras) disipa la tensión y prolonga la vida útil ante la fatiga en el servicio de moldeo por inserción OEM . |
Nuestro procedimiento DFM toma los problemas probables y los convierte en soluciones, mostrando nuestra experiencia técnica. Superamos problemas recurrentes como la desunión y las fracturas por tensión realizando ajustes de diseño basados en datos. Esta estrategia preventiva y de resolución de problemas representa nuestra propuesta de venta única para moldura de inserción de dispositivo médico y otras aplicaciones críticas. Para evitar costosos modos de falla con una estrategia preventiva, envíe su diseño para un análisis DFM y reciba una solución cuantificada con una cotización garantizada.
¿Cómo solucionamos los desafíos de unión de metal a plástico para sus piezas moldeadas con inserto OEM?
Desarrollar una unión fuerte y duradera entre inserciones metálicas y encapsulantes de plástico es una preocupación importante en insertar piezas OEM moldeadas , lo que afecta directamente a la capacidad de sellado y a las propiedades mecánicas del componente. Abordamos este problema a través de una estrategia doble que no solo mejora la unión sino que hace que el área de unión sea la mejor parte del componente. A través de nuestra estrategia, aseguramos la adhesión a largo plazo entre los insertos metálicos y el componente plástico:
Activación de la superficie del plasma para enlaces moleculares
Empleamos tratamiento con plasma a baja presión en inserciones metálicas antes del moldeo . Este proceso limpia y funcionaliza microscópicamente la superficie del metal, aumentando su energía superficial y creando sitios moleculares activos. Esto permite que el plástico fundido forme enlaces químicos primarios (frente a una mera adhesión mecánica) , mejorando significativamente la fuerza de unión y la resistencia a la entrada de fluidos, crucial para moldura de inserción para manejo de fluidos .
Diseño de geometría de enclavamiento mecánico
Aparte del aspecto de la química de la superficie, nuestro diseño para el inserto se basa en patrones de corte particulares, como patrones moleteados o ranuras de múltiples ángulos . El diseño de estos patrones se realiza mediante simulación de tensiones para determinar su profundidad y espaciado adecuados. En el servicio de moldeo por inserción de precisión , el material plástico fluirá hacia estos patrones, formando un fuerte agarre mecánico para complementar la unión creada mediante la química.
Control de procesos para la formación óptima de la interfaz
Los parámetros importantes del proceso incluyen la temperatura de precalentamiento del inserto, la temperatura del molde y la velocidad de inyección . El control de estos parámetros del proceso garantiza que el flujo de material del plástico llegue a la superficie del material metálico previamente activado. Este proceso es crítico para servicios de moldeo por inserción de alta resistencia .
La metodología proporciona la experiencia técnica de un fabricante de molduras de inserción personalizadas para abordar los problemas detrás de las fallas de unión. Nuestro enfoque proactivo e integrado ofrece vínculos verificados y duraderos para situaciones críticas. moldura de inserción automotriz debajo del capó aplicaciones, asegurando el rendimiento donde el fallo no es una opción.
Carcasa de sensor médico de LS Manufacturing: Historia de éxito de moldeo por inserción personalizado de alta precisión
La siguiente estudio de caso destaca cómo LS Manufacturing pudo ayudar a resolver el problema de rendimiento que enfrenta un importante OEM de dispositivos médicos. La situación implicaba una carcasa de sensor miniaturizada hecha de policarbonato, que requería un moldeado de inserción de alta precisión que pudiera rodear con precisión el frágil conjunto de electrodos en su interior. El problema se debió al desplazamiento a nivel de micras, lo que provocó fallos eléctricos.
Desafío del cliente
El proveedor anterior tuvo problemas con el movimiento del inserto más allá de 0,15 mm en su proyecto de moldeado de inserto de precisión personalizado . La carcasa de la PC en miniatura fue diseñada para albergar un delicado electrodo cerámico dentro de su cavidad. Este movimiento resultó en interferencia en la señal capacitiva, lo que aumentó la tasa de rechazo funcional en más del 35 % durante el proyecto. Esta baja tasa de producción detuvo la producción y representó una amenaza para el lanzamiento del producto de próxima generación.
Solución de fabricación LS
La herramienta fue rediseñada con una línea de separación diferente y un conjunto deslizante controlado con precisión para una contención completa del inserto. Se empleó un sistema avanzado de regulación de la temperatura del molde para compensar la expansión térmica. La combinación de sistemas de control mecánico y térmico, que es obligatoria para moldura de inserción de múltiples cavidades , abordó eficazmente el problema desde sus raíces, garantizando así la estabilidad del proceso, fundamental para el moldeo por inserción de dispositivos médicos .
Resultados y valor
La posición del inserto se mantuvo consistentemente dentro de los niveles de tolerancia de ±0,005 mm , confirmado por la CMM visual. La tasa de rendimiento funcional se incrementó al 99,8% . Además, el coste de cada pieza se redujo en un 22 % gracias a una mayor eficiencia. La solución proporcionó una capacidad de comercialización rápida, lo que ahorró tres meses a nuestro cliente. LS Manufacturing fue designado como proveedor de todas las piezas OEM moldeadas por inserción , incluido el desarrollo de novedosos moldeado por inserción de microfluidos tecnología.
Nuestra estrategia de ingeniería se materializa en el siguiente proyecto: identificar el origen de cualquier mal funcionamiento y aplicar una solución integral y verificada para solucionarlo. Muestra nuestra experiencia en ofrecer moldeado por inserción de alta precisión , que se caracteriza por una precisión a nivel de micras. Ofrecemos estabilidad de fabricación garantizada, lo que nos permite convertir situaciones difíciles en escenarios prácticos de fabricación .
Para garantizar una precisión de inserción de ±0,005 mm y un rendimiento del 99,8 %, envíe su diseño para un proceso de sobremoldeo validado y una cotización de producción garantizada y económica.

¿Cómo mejora la inspección automatizada la confiabilidad del moldeo por inserción de desplazamiento cero?
Moldura de inserción de desplazamiento cero en la fabricación no se puede lograr sin avanzar desde el diseño de procesos hasta la inspección automatizada . Utilizamos un ecosistema de inspección que ofrece inspección y control de procesos 100 % en línea. Esto ayuda a garantizar la coherencia del proceso de garantía de calidad a través del monitoreo basado en datos, garantizando así el servicio de moldeo por inserción de precisión :
Visión en línea para una verificación 100 % dimensional
- Tecnología aplicada: Las cámaras CCD que tienen lentes telecéntricas están instaladas en el lado del expulsor de la prensa.
- Medición directa: después de la expulsión, la pieza se escanea, capturando la dimensión vital entre los bordes del inserto y el borde de la carcasa , junto con el posicionamiento axial.
- Acción instantánea: Una pieza fuera de tolerancia se rechaza automáticamente, lo que garantiza la conformidad, algo esencial para el moldeo por inserción de gran volumen .
CMM automatizada para validación submicrónica
- Muestreo programado: el robot toma una muestra representativa de piezas de cada lote y las coloca en la CMM de disparo táctil .
- Mapeo de datos 3D: La sonda determina la posición 3D real del inserto con respecto a los datos principales de la pieza.
- Base de datos: esto produce datos de medición que son creíbles y auténticos para el sistema SPC , lo que demuestra la capacidad del proceso para el moldeado de insertos de precisión personalizado .
Control de procesos basado en datos (SPC)
- Análisis de tendencias: los datos de visión y CMM se transmiten a través de un sistema SPC centralizado , lo que produce gráficos de control en tiempo real.
- Alerta predictiva: el sistema activa una alarma en caso de mediciones que muestren una tendencia (por ejemplo, desviación de 0,02 mm ), lo que ayuda a tomar medidas preventivas antes de que se violen los límites.
- Correlación de Causa Raíz: Establece la relación entre las tendencias dimensionales y las variables de la máquina, permitiendo acciones correctivas para moldeado por inserción automatizado estabilidad.
Sistema de bucle de autocorrección
- Corrección automática: el sistema SPC puede alertar al controlador de la máquina para que realice microcorrecciones (p. ej., temperatura de inserción ).
- Control de proceso: Esto produce una celda de producción autocorrectiva capaz de mantener la estricta ventana del proceso por sí sola.
- Consistencia asegurada: este sistema de bucle garantiza el control de proceso más confiable para moldeado por inserción de misión crítica proyectos.
El ecosistema representa un enfoque proactivo de la ingeniería, que va más allá de la detección y llega a la predicción y la automatización para la corrección. La tecnología de moldeo por inserción de desplazamiento cero garantiza un funcionamiento confiable al ofrecer resultados verificables y basados en datos. La implementación tecnológica mencionada anteriormente es la respuesta definitiva a los desafíos relacionados con la inspección de moldes por inserción en línea y moldura de inserción de circuito cerrado aplicaciones donde la consistencia de las piezas es crítica.

Figura 3: Un brazo robótico ejecuta un moldeado de inserción de alta precisión colocando un inserto de acero inoxidable en una carcasa de policarbonato transparente para dispositivos médicos.
¿Cuáles son los factores que influyen en los costos al elegir un proveedor experto de servicios de moldeo por inserción OEM?
Selección de un Servicio de moldeo por inserción OEM Un socio basado únicamente en el precio por pieza está ignorando los principales factores que influyen en los costos. La capacidad de optimizar todo el proceso ( herramientas, tiempos de ciclo y rendimiento ) permitirá minimizar el costo total de propiedad. El siguiente análisis ofrece un desglose de las principales consideraciones técnicas que determinan el costo, lo que permite evaluar a sus socios según los criterios:
| Conductor de costos | Especificaciones técnicas e impacto financiero |
| Acero para herramientas y construcción | El uso de acero de mayor calidad (p. ej., S136 para mejorar la resistencia a la corrosión ) agrega entre un 20% y un 30% de costo a la herramienta inicialmente, pero extiende su vida útil entre 2 y 3 veces , reduciendo así el costo total por pieza en moldura de inserción de gran volumen . |
| Estrategia de cavitación | El número correcto de cavidades equilibrará los costos de herramientas y la capacidad de producción; El uso excesivo de cavidades puede provocar problemas de mala calidad y flexibilidad en los proyectos de fabricantes de molduras de inserción personalizadas . |
| Optimización del tiempo de ciclo | Las mejoras de ingeniería efectivas, como el enfriamiento conforme o la reducción del tonelaje de sujeción, pueden ayudar a reducir el tiempo del ciclo de 45 segundos a 30 segundos , aumentando la capacidad en un 33 % y ahorrando mano de obra y costos de equipo por pieza. |
| Nivel de garantía de calidad | La automatización completa de las pruebas de AOI agrega un costo general, pero evita fallas al final de la línea y posibles problemas de retiro/retrabajo que pueden causar enormes pérdidas en el moldeo de insertos de dispositivos médicos . |
| Eficiencia de materiales y procesos | Un buen trabajo de diseño de compuertas y corredores reduce el tamaño de los bebederos; Es importante ahorrar solo un 5% de material, especialmente cuando se utilizan materiales plásticos de ingeniería costosos para el servicio de moldeo por inserción de precisión . |
| Complejidad del diseño de piezas | Los diseños complejos con características como socavados profundos y tolerancias de microprecisión necesitan herramientas de varios pasos y, por lo tanto, requieren períodos de desarrollo más largos y tiempos de ciclo más largos por pieza, lo que afecta el costo total de moldura de inserción de geometría compleja . |
Esta discusión destaca el hecho de que el productor de menor costo frecuentemente traslada la carga de los riesgos asociados con la utilización de herramientas o procesos ineficientes, lo que resulta en mayores costos futuros. En un fabricante de molduras de inserción personalizadas , creamos valor a través del diseño a partir de esas ineficiencias tempranas en nuestros productos: tiempo de ciclo óptimo, durabilidad y calidad incorporada. Esto permite un costo total más bajo y constante en el moldeado de inserción de sensores para automóviles y aplicaciones similares, ya que la confiabilidad se convierte en el resultado final de los costos.
¿Por qué elegir LS Manufacturing como su socio de confianza para el moldeado por inserción de alta precisión?
Elegir un moldeado por inserción de alta precisión El socio va más allá de la simple experiencia en fabricación e incluye la mitigación de riesgos compartida y una visión técnica . El quid de la cuestión implica la garantía de un rendimiento fiable a lo largo del tiempo, en lugar de la mera aceptación en las pruebas de muestra. Se puede lograr utilizando un método basado en el control de procesos, la validación y la colaboración desde una perspectiva de ingeniería de diseño:
Mitigación proactiva de riesgos a través del aprendizaje heredado
Nuestros veinte años de experiencia en el desarrollo de complejos moldura de inserción multimaterial Los proyectos se han encapsulado en una base de datos interna de modo de falla. Al aprovechar este recurso, nuestro equipo de ingeniería puede evaluar nuevos diseños de piezas en relación con modos de falla anteriores, como el agrietamiento por tensión entre el plástico y el metal o la fatiga térmica , y realizar los cambios de diseño preventivos necesarios antes de cualquier herramienta.
Control de procesos certificado para precisión repetible
Nuestra certificación IATF 16949 requiere un proceso estandarizado de Planificación Avanzada de la Calidad del Producto (APQP) . Como parte de cada proyecto, creamos un Plan de Control detallado que especifica configuraciones precisas del proceso, inspecciones y acciones a tomar en caso de cualquier desviación. Nuestra capacidad para controlar todos estos factores garantiza que nuestros resultados de moldeo por inserción de alta precisión sigan siendo precisos durante millones de ciclos, lo que lo hace perfecto para moldura de inserción de conector automotriz aplicaciones.
Asociación técnica de ciclo de vida completo
Comenzamos nuestra relación con consultoría de ingeniería, asegurando que las resinas adecuadas puedan cumplir con los requisitos térmicos y químicos necesarios . A lo largo de la producción, métodos como los estudios cortos ayudarán a confirmar el flujo y la encapsulación adecuados dentro del molde. Después de una falla, el análisis de fallas en el laboratorio determinará por qué falló el producto mediante microscopía y pruebas mecánicas, proporcionando medidas correctivas más allá del simple reemplazo. Este compromiso es lo que hace que una verdadera fabricante de molduras de inserción personalizadas .
En LS Manufacturing , las asociaciones se llevan a cabo a través de certeza de ingeniería, no de simples componentes. LS Manufacturing previene problemas de confiabilidad a través del conocimiento basado en datos que evita problemas experimentados anteriormente, un control disciplinado del proceso para lograr coherencia y la propiedad total de las responsabilidades técnicas durante todo el proceso. Sólo mediante este método se obtendrá el nivel deseado de confiabilidad al realizar el moldeo por inserción de dispositivos médicos .
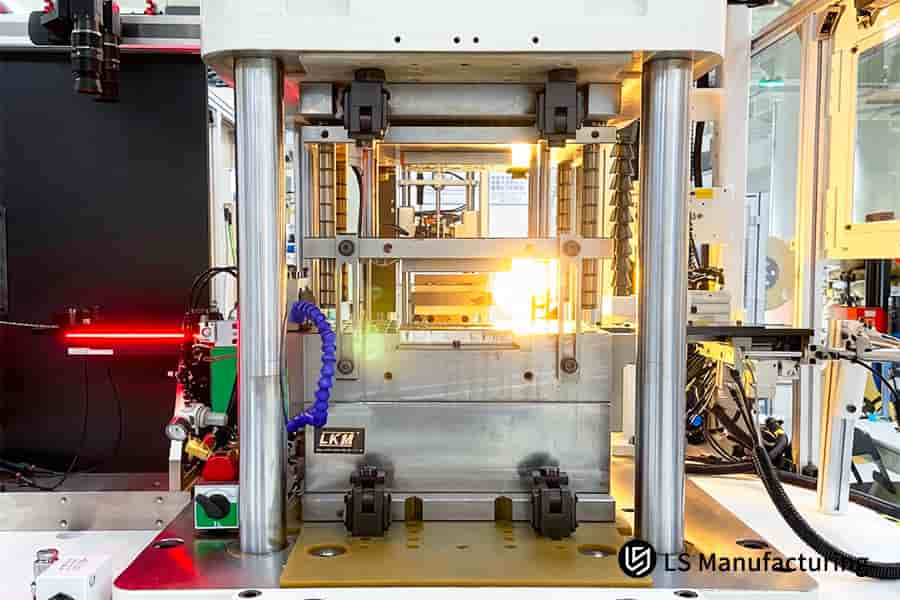
Figura 4: El servicio de moldeo por inserción de precisión ensambla inserciones metálicas con canales de refrigeración en moldes de LS Manufacturing para sensores automotrices.
Preguntas frecuentes
1. ¿Cuál es la tolerancia típica de su servicio de moldeo por inserción de precisión?
LS Manufacturing mantiene una tolerancia de ±0,02 mm para piezas estándar. Para componentes de precisión especializados, logramos ±0,005 mm mediante compensación de molde avanzada a nivel de micras, controles de proceso rigurosos y verificación CMM en línea para garantizar una precisión constante.
2. ¿Cómo previene LS Manufacturing las rebabas en las superficies de los insertos metálicos?
Prevenimos la rebaba calculando con precisión el ajuste de interferencia entre los insertos y la cavidad del molde mediante simulación FEA . Esto se combina con un proceso de limpieza ultrasónico obligatorio para garantizar que todas las superficies de los insertos estén completamente libres de aceite y contaminantes microscópicos antes del moldeo.
3. ¿Pueden manejar pedidos de moldeo por inserción de precisión personalizados de bajo volumen?
Sí, nos especializamos en soluciones rápidas y rentables de herramientas de aluminio o acero preendurecido, ideales para las fases de I+D. Admitimos cantidades mínimas de pedido (MOQ) altamente flexibles para facilitar una validación de proyectos eficiente y económica y ejecuciones de producción piloto.
4. ¿Qué materiales son mejores para proyectos de moldeo por inserción de desplazamiento cero?
Para una estabilidad dimensional óptima, recomendamos plásticos de ingeniería de alto módulo y baja contracción como PPS o PEEK . Estos se combinan con inserciones de cobre o acero inoxidable pretratadas (por ejemplo, limpiadas con plasma o granalladas) para garantizar una unión superior y confiable.
5. ¿Cuál es el plazo de entrega para una cotización de fabricación de molduras de inserción personalizadas?
Al recibir sus dibujos y especificaciones completos en 3D, nuestro equipo técnico proporciona comentarios detallados de DFM y una cotización formal y detallada dentro de las 24 horas. Este rápido cambio se ve facilitado por nuestra sistema de cotización automatizado y personal de ingeniería veterano.
6. ¿Ofrecen operaciones secundarias para piezas OEM moldeadas por inserción?
Sí, ofrecemos un conjunto completo de operaciones secundarias que incluyen marcado láser de precisión, soldadura ultrasónica y pruebas automatizadas de estanqueidad. También brindamos servicios completos de ensamblaje y empaque, brindando una solución integrada completa que garantiza la preparación de las piezas para su línea de producción final.
7. ¿Cómo protegen la propiedad intelectual de mis diseños personalizados?
Protegemos su propiedad intelectual ejecutando acuerdos de confidencialidad estrictos y legalmente vinculantes e implementando células de producción físicamente segregadas y con acceso controlado. Esto crea un firewall seguro para los datos y la fabricación para salvaguardar sus diseños patentados y su ventaja competitiva tecnológica .
8. ¿Su servicio de moldeo por inserción OEM admite inserciones de múltiples materiales?
Sí, poseemos capacidades de proceso avanzadas para múltiples disparos y sobremoldeo . Esto nos permite inyectar simultánea o secuencialmente diferentes materiales, como plásticos rígidos, metales y silicona blanda, dentro de un solo molde para crear componentes integrados complejos y multifuncionales.
Resumen
El éxito de moldeado de inserción de precisión depende no sólo de la calidad de las herramientas, sino también de una profunda experiencia en el control de "desplazamiento cero". A través de la intervención DFM basada en la ciencia, la optimización de parámetros basada en datos y una rigurosa inspección automatizada , LS Manufacturing convierte los riesgos de fabricación complejos en una producción estable y de alto rendimiento. Asociarse con un fabricante técnicamente profundo es el camino más seguro hacia el éxito, ya sea para piezas OEM complejas o para la rentabilidad a largo plazo.
¿Tiene problemas con el desplazamiento de la plaquita o los bajos índices de rendimiento? Haga clic en "Obtener una cotización gratuita" para cargar sus dibujos. Nuestros ingenieros senior brindarán una evaluación técnica en profundidad con recomendaciones específicas para mejorar los costos y la eficiencia. No permita que los desafíos retrasen su tiempo de comercialización: comuníquese con nuestros expertos para comenzar su viaje hacia cero defectos hoy mismo.
📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de fabricación LS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Requerir piezas cotización Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en la industria . Centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en la alta precisión. Mecanizado CNC , Fabricación de chapa , impresión 3D , moldeo por inyección . Estampado de metales y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija Fabricación LS. Esto significa eficiencia, calidad y profesionalidad en la selección.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com .


