
精密インサート成形サービスインサート成形とは何かというオンラインでの単純な定義と、インサートのずれ、バリ、精密センサーの接着不良などの難しい応用問題との間の現実の矛盾に直接直面しています。ここでの重要な問題は、射出成形中の金型圧力バランスの欠如と熱の不一致による「位置ドリフト」の問題です。
これらすべての問題に対処する LS マニュファクチャリングが提供するソリューションには、ゼロ変位制御システム、金型内の最適化された通気、および真の欠陥ゼロの納品を確実に可能にする正確な金属/プラスチック界面仕上げが含まれます。以下では、この専門的なアプローチを技術面および特定の例に基づいて説明します。

精密インサート成形:ゼロ変位早見表
| コアチャレンジ | ゼロ変位を実現するエンジニアリング ソリューション | OEM組立結果 |
| インサートの位置決めと固定 | 安定化のための機械/真空固定装置を備えた精度管理された金型キャビティ。 | 成形プラスチック筐体内でのインサートの位置決めはミクロン単位の精度で行われます。 |
| 熱ストレス管理 | インサートの補償熱処理と金型温度管理。 | 冷却中のインサートの収縮差による熱割れを防止します。 |
| マテリアル フローとウェルド ラインの制御 |
ゲートプロセスを最適化し、インサート成形パラメータ完全なカプセル化を保証します。 |
電気部品または流体部品に必要な、インサートの周囲にボイドのないカプセル化を作成します。 |
| 結合強度と信頼性 | 最適な接着のためのインサートの表面処理 (メッキ、エッチングなど) と材料の選択。 | 振動や温度変化に耐える無敵の機械的ジョイントを生成します。 |
| 当社の自動インサート処理 | 各サイクルでビジョンシステム検査を使用してインサートを金型にロボットで挿入します。 | 作業者のミスを防ぎ、挿入精度100%を実現します。 |
| 結果: ネットシェイプの機能アセンブリ | インサートが最終位置にカプセル化された機能アセンブリを作成します。 | これにより、さらなる位置決めや接着のプロセスが不要になり、製品の組み立てプロセスが簡素化されます。 |
重要なポイント:
- 精度は治具にあります:インサートを捕捉する金型の能力は、制御可能な変数のリストの最初にあります。
- 熱管理は重要です:温度の不一致は問題を引き起こしますが、適切なエンジニアリング設計によって回避できます。
- 自動化により一貫性を確保: 一貫性を確保する唯一の方法インサート成形公差欠陥のないものは自動化及びロボット搭載。
- 出力はアセンブリです:最終製品は、インサートが取り付けられた金型部品だけではなく、サブアセンブリのアセンブリである必要があります。
このガイドが信頼できる理由LS 製造の専門家による実践的な経験
一般に、このトピックに関するガイドは数多くありますが、私たちのガイドは、このトピックへのアプローチにおいて際立っています。実際、私たちはインサート成形の原理と実践を習得するために多くのことを考えてきました。その結果、このコンセプトを理解しているLS製造の専門家の実践経験に基づいてガイドを作成することにしました。米国国立標準技術研究所(NIST)。
私たちのコンポーネントは絶対に重要です。いかなるミクロンのフラッシュも許容できない診断用マイクロ流体工学、剥がれることなく激しい振動に耐えなければならない航空宇宙センサー、完全な絶縁が要求される自動車用コネクタなどです。これらの厳しい基準を満たすために、当社の材料選択および検証プロセスは、次の厳しい基準と一致しています。 SAEインターナショナル、特に AMS ファミリの材料です。
この経験は、インサートに応力がかからないようにプロセスの熱力学を処理する方法を知り、微動をすべて排除する特別なクランプ方法を習得し、どの金型仕上げが完全な接着をもたらすかを知りながら、長年にわたる試行錯誤を通じて得られました。これらの苦労して得た教訓を活用して、不必要な試行錯誤を防ぎ、最初の生産実行で置換結合が発生しないことを保証できるように、これらの教訓を教えます。
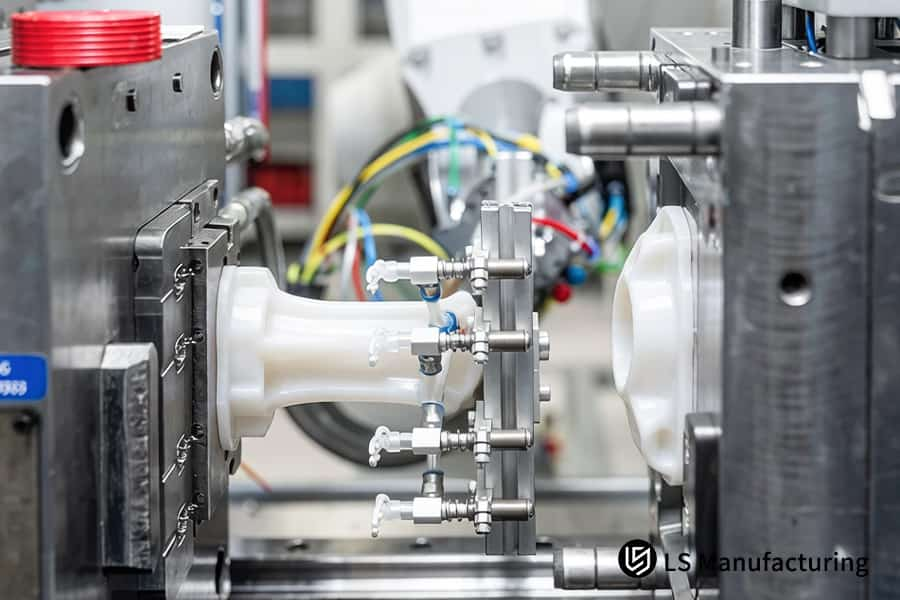
図 1: OEM インサート成形サービスは、精密ツーリングの産業用コネクタ用に、油圧をかけてプラスチックと金属インサートを結合します。
精密インサート成形サービス プロジェクトにとってゼロ変位が重要なのはなぜですか?
射出段階でのわずかな変位でも機械的機能と電気的機能の両方に影響を与えるため、精密インサート成形サービスを提供する場合、真のゼロ変位は非常に重要です。私たちのアプローチでは、次のことを考慮します。射出成形プロセスシミュレーションと設計プロセスを利用することで高圧がかけられ、動きは10µm 未満になることが保証されます。私たちが従うプロセスは次のとおりです。
独自のピン設計によるアクティブロック
熱的に適合した専用のアクティブ ロッキング ピンは、既知の逆圧力で樹脂を射出する前にインサートに物理的拘束を適用するために開発されました。この方法では、インサートを金型キャビティ内に物理的に拘束することができ、プラスチックからの初期圧力パルスを回避するのに役立ちます。このような方法は問題の根本から解決し、大量のインサート成形におけるインサートの正確な位置決めを可能にします。
充填シミュレーションによるゲートの最適化
高度な混相流モデルによるインサート内の非定常および非対称圧力波シミュレーションは、インサートと溶融界面の圧力波の不均衡領域を特定するのに役立ちます。得られた結果は、望ましい圧力分布プロファイルを達成するための最適なゲートとランナーの配置を決定するための直接の入力となります。目標は、空洞が充填される際の全体的な並進圧力を軽減することです。これは、熱硬化性インサート成形。
プロセスに統合されたクランプと検証
特定の型締めシーケンスを使用して射出成形機のサイクルと同期する機械的ロックがあります。成形後、非常に高精度の CMM で初品検査が実行され、インサート位置の精度が CMM によって検証され、インサート位置が CAD 仕様に従っていることが保証されます。クローズループ検証は、医療機器インサート成形などの用途で0.01mm 未満の製造公差を保証するのに役立ちます。
この記事では、システム工学がゼロ変位原則をどのように適用できるかを強調します。当社のOEM インサート成形サービスは、機械設計、シミュレーション、クランプ パラメーターによって紹介されます。優れた問題解決能力により、当社は OEM の最適な候補者です。自動車用インサート成形アプリケーション。このゼロ変位エンジニアリングをプロジェクトに適用するには、アセンブリをシステム レビューに提出し、プロセスが検証された、すぐに生産可能な見積書を受け取ります。

カスタムインサート成形メーカーはどのようにして高圧環境でも変位ゼロを保証できるのでしょうか?
カスタムインサート成形メーカーでは、成形の射出段階で使用される高圧によるインサートの位置ずれを防ぐことが必要です。注入中のインサートの位置が数マイクロメートルでもずれると、最終的な結果に必ず影響します。以下は、予測、シミュレーション、アクティブ制御、強化における課題を解決するための革新的な方法です。インサート成形ゼロ変位の場合:
多点同期油圧ロック
- システム設計:当社のシステムでは、インサートをサポートする金型内のさまざまな場所に複数の油圧シリンダーを配置します。
- アクティブな反力:これらの油圧シリンダーは、プラスチックを金型に射出する前に、インサートに作用する同期した力を生成します。これによりプレストレスが発生します。
- 結果:この機構は入ってくる溶融圧力波に抵抗するため、静的インサートが受けるあらゆる形態の「衝撃」変位を防ぎます。高圧インサート成形。
インモールドセンシングと動的プロセス調整
- リアルタイム監視:圧力センサーを支柱の後ろに取り付けることができます。これにより、溶融した材料によってインサートにかかる圧力をリアルタイムで読み取ることができます。
- 閉ループ制御:圧力データは機械制御ソフトウェアによって分析され、射出圧力プロファイルをマイクロ秒単位で調整できます。
- 結果:どの時点でもリアルタイムで圧力の不均衡を解消し、インサート面全体に圧力の平衡を作り出すことができます。これは、高精度のインサート成形に不可欠な技術です。
充填解析による先制的なドリフト軽減
- シミュレーション主導の設計:高度なモールド フロー解析ソフトウェアを使用して、 120 MPaなどの同じ高い射出圧力下で充填プロセスをシミュレーションします。
- ターゲットを絞った補強:シミュレーションにより、ドリフト ベクトルに関する必要なデータが得られます。したがって、金型の設計は支柱の数と直径に基づいて行われます。
- 結果:この方法論により、金型の構築前に考えられるドリフト ポイントの95%以上を積極的に特定して対処することができます。これは、金型の重要な特徴です。マイクロインサート成形プロセス。
私たちの方法論は、予測、制御、強化の閉ループエンジニアリングプロセスを説明します。これは、高圧変位に対処するための定量化された情報と制御技術の適用を示すことで、カスタムインサート成形メーカーとしての当社の専門知識を証明します。この戦略的かつ総合的な方法が当社の競争力であり、重要部品の製造における絶対的な安定性を保証します。自動車用センサーインサート成形。

図 2: カスタムインサート成形メーカーは、LS Manufacturing の自動車電子部品用のステンレス鋼ネジの周囲に溶融ナイロンを注入します。
カスタム精密インサート成形の成功において、DFM はどのような役割を果たしますか?
とカスタム精密インサート成形、部品の故障は製造開始前にすでに判明しています。当社の製造容易性設計 (DFM)プロセスは、こうした障害が発生する前に防止するエンジニアリングにおいて重要な役割を果たします。この文書では、高精度インサート成形の絶対要件である競合解決を通じて設計意図を製造可能な部品に変えるために、これらの事例に当社がどのように介入するかを強調します。
| DFM 重点領域 | 技術介入と定量化可能な結果 |
| 挿入前処理 | インサートの予熱温度を下げることで熱衝撃を最小限に抑え、成功の鍵となります高温インサート成形。 |
| 表面工学 | ローレット/エッチングパターンを指定することにより、接着表面積が最大化され、引き抜き強度が25 ~ 40%向上します。 |
| CTE管理 | 材質の違いによるしまりばめにより、成形後の割れを防止します。 |
| フロー&ゲート設計 | 成形シミュレーションにより完全なカプセル化が実現され、インサートに直接力が加えられないことが保証されます。 |
| ストレスの軽減 | 幾何学的再設計 (ラジアル、リブ) により応力が分散され、 OEM インサート成形サービスにおける疲労寿命が延長されます。 |
当社の DFM 手順は、起こりそうな問題を取り上げて解決策に変換し、技術的な専門知識を発揮します。データに基づいて設計を調整することで、剥離や応力破壊などの繰り返し発生する問題を克服します。この問題解決と予防戦略は、当社の独自の販売提案を表しています。医療機器インサート成形およびその他の重要なアプリケーション。予防戦略によってコストのかかる故障モードを回避するには、設計を DFM 解析に提出し、保証された見積もりとともに定量化されたソリューションを受け取ります。
OEM インサート成形部品の金属とプラスチックの接合の課題をどのように解決しますか?
金属インサートとプラスチック封止材との間の耐久性のある強力な接着を開発することは、業界の主要な関心事です。インサート成形OEM部品これは、コンポーネントのシール能力と機械的特性に直接影響します。当社は、接合を改善するだけでなく、接合領域をコンポーネントの最良の部分にする 2 つの戦略を通じてこの問題に対処します。当社の戦略により、金属インサートとプラスチック部品の間の長期的な接着を保証します。
分子結合のためのプラズマ表面活性化
当社では、成形前に金属インサートに低圧プラズマ処理を採用しています。このプロセスは、金属表面を顕微鏡的に洗浄して機能化し、その表面エネルギーを増加させ、活性分子サイトを作成します。これにより、溶融プラスチックが一次化学結合(単なる機械的接着ではなく)を形成できるようになり、接着強度と液体の浸入に対する耐性が大幅に向上します。流体ハンドリングインサート成形。
機械的インターロック形状設計
表面化学の側面とは別に、当社のインサートの設計は、ローレットパターンや多角溝などの特定のアンダーカットパターンに基づいています。これらのパターンの設計は応力シミュレーションによって行われ、適切な深さと間隔が決定されます。精密インサート成形サービスでは、プラスチック材料がこれらのパターンに流れ込み、化学によって作成された結合を補完する強力な機械的グリップを形成します。
最適な界面形成のためのプロセス制御
重要なプロセスパラメータには、インサートの予熱温度、金型温度、射出速度が含まれます。これらのプロセスパラメータを制御することで、プラスチックの材料の流れが、事前に活性化された金属材料の表面に確実に到達します。このプロセスは次の場合に重要です高強度インサート成形サービス。
この方法論は、接着不良の背後にある問題に対処する際のカスタムインサート成形メーカーの技術的専門知識を提供します。当社のプロアクティブで統合されたアプローチは、重要な製品に検証済みの耐久性のある結合を提供します。自動車用アンダーボンネットインサート成形アプリケーションでは、障害が許されないパフォーマンスを確保します。
LS Manufacturing 医療用センサー ハウジング: カスタム高精度インサート成形の成功事例
次のケーススタディLS Manufacturing が、大手医療機器 OEM が直面した歩留まりの問題の解決にどのように貢献できたかを強調しています。このため、ポリカーボネート製の小型センサーハウジングが必要となり、内部の壊れやすい電極アセンブリを正確に取り囲むことができる高精度のインサート成形が必要でした。ミクロンレベルでのズレが原因で電気的な不具合が発生したのです。
クライアントの課題
以前のサプライヤーは、カスタム精密インサート成形プロジェクトで0.15mm を超えるインサートの動きに問題を抱えていました。小型 PC ハウジングは、その空洞内に繊細なセラミック電極を収容するように設計されています。この動きにより容量性信号に干渉が発生し、プロジェクト中に機能拒否率が35%以上増加しました。この低い生産率により生産が停止し、次世代製品のリリースに脅威が生じました。
LS製造ソリューション
このツールは、インサートを完全に封じ込めるために、異なるパーティング ラインと精密に制御されたスライド アセンブリを備えて再設計されました。熱膨張を補償するために、高度な金型温度制御システムが採用されました。機械制御システムと熱制御システムの組み合わせ。これは必須です。多個取りインサート成形は、根本から問題に効果的に対処し、医療機器インサート成形にとって重要なプロセスの安定性を保証します。
結果と価値
インサートの位置は常に±0.005mmの公差レベル内に保たれており、視覚CMMによって確認されました。機能収率は99.8%まで向上しました。また、効率の向上により各部品のコストを22%削減しました。このソリューションにより、迅速に市場投入できる機能が提供され、お客様は 3 か月を節約できました。 LS Manufacturing は、新規の開発を含むすべてのインサート成形 OEM 部品のサプライヤーとして指定されました。マイクロ流体インサート成形テクノロジー。
当社のエンジニアリング戦略は、誤動作の原因を特定し、それらを修正するために包括的で検証済みのソリューションを適用するというプロジェクトによって具体化されています。ミクロンレベルの精度を特徴とする高精度インサート成形のノウハウを表しています。当社は保証された製造安定性を提供し、困難な状況を実際的な製造シナリオに変換できるようにします。
±0.005 mm のインサート精度と 99.8% の歩留まりを確保するには、検証済みのオーバーモールディング プロセスの設計を提出し、保証されたコスト削減の生産見積を提出してください。

自動検査はどのようにゼロ変位インサート成形の信頼性を高めますか?
ゼロ変位インサート成形製造においては、プロセス設計から自動検査への進歩なしには達成できません。当社では、 100%インライン検査とプロセス制御を提供する検査エコシステムを使用しています。これにより、データに基づいたモニタリングを通じて品質保証プロセスの一貫性が確保され、高精度のインサート成形サービスが保証されます。
100% 寸法検証のためのインラインビジョン
- 適用技術:プレスエジェクター側にテレセントリックレンズを備えたCCDカメラを設置。
- 直接測定:排出後、部品をスキャンして、軸方向の位置決めとともに、インサートのエッジとハウジングのエッジの間の重要な寸法を取得します。
- インスタントアクション:公差外の部品は自動的に拒否され、大量のインサート成形に不可欠な適合性が確保されます。
サブミクロン検証のための自動 CMM
- スケジュールされたサンプリング:ロボットは各ロットから部品の代表的なサンプルをピックアップし、タッチトリガー CMMに配置します。
- 3D データム マッピング:プローブは、部品の主要データムに対するインサートの実際の 3D 位置を決定します。
- データ基盤:これにより、SPC システムの信頼できる本物の測定データが生成され、カスタム精密インサート成形のプロセスの能力が証明されます。
データ駆動型プロセス制御 (SPC)
- 傾向分析:ビジョンおよび CMM データは集中型 SPC システムを通じてストリーミングされ、リアルタイムの管理図が生成されます。
- 予測アラート:システムは、測定値が傾向 ( 0.02mm のドリフトなど) を示した場合にアラームを発し、制限に違反する前に予防措置を講じることができます。
- 根本原因の相関関係:寸法傾向と機械変数との関係を確立し、問題の修正措置を可能にします。自動インサート成形安定性。
自己修正ループシステム
- 自動補正: SPC システムは、機械コントローラーに微小補正 (インサート温度など) を行うよう警告することができます。
- プロセス制御:これにより、厳しいプロセスウィンドウを単独で維持できる自己修正生産セルが生成されます。
- 一貫性の保証:このループ システムは、最も信頼性の高いプロセス制御を保証します。ミッションクリティカルなインサート成形プロジェクト。
このエコシステムは、検出を超えて予測と修正のための自動化に至る、エンジニアリングへのプロアクティブなアプローチを表しています。ゼロ変位インサート成形技術は、データに基づいた検証可能な結果を提供することで、信頼性の高い動作を保証します。上記の技術実装は、インラインインサート成形の検査とそれに関連する課題に対する究極の答えです。クローズドループインサート成形部品の一貫性が重要な用途。

図 3: ロボット アームは、ステンレス鋼インサートを医療機器用の透明なポリカーボネート ハウジングに配置することにより、高精度のインサート成形を実行します。
エキスパートの OEM インサート成形サービス プロバイダーを選択する際のコスト要因は何ですか?
の選択OEMインサート成形サービスパートナーはピース価格のみに基づいており、コストの主な要因を無視しています。ツール、サイクルタイム、歩留まりといったプロセス全体を最適化できる機能により、総所有コストを最小限に抑えることができます。次の分析では、コストを決定する主要な技術的考慮事項の内訳が示され、基準に従ってパートナーを評価できるようになります。
| コストドライバー | 技術仕様と財務上の影響 |
| 工具鋼および建設 | 高級鋼 (耐食性を向上させるための S136など) を使用すると、最初は工具のコストが20 ~ 30%増加しますが、寿命が2 ~ 3 倍に延びるため、1 個あたりの総コストが下がります。大量インサート成形。 |
| キャビテーション戦略 | キャビティの数を適切にすると、工具コストと生産能力のバランスが取れます。キャビティを過剰に使用すると、カスタムインサート成形メーカーのプロジェクトで品質の低下や柔軟性の問題が発生する可能性があります。 |
| サイクルタイムの最適化 | コンフォーマル冷却やクランプトン数の削減などの効果的なエンジニアリングの改善により、サイクルタイムが45 秒から 30 秒に短縮され、生産能力が33%増加し、部品あたりの人件費と設備コストが節約されます。 |
| 品質保証レベル | AOI テストの完全自動化により諸経費が増加しますが、医療機器インサート成形に多大な損失を引き起こす可能性のあるラインの最後での故障や潜在的なリコール/再作業の問題を防ぎます。 |
| 材料とプロセスの効率 | ゲートとランナーを適切に設計すると、スプルーのサイズが小さくなります。特に精密インサート成形サービスに高価なエンジニアリング プラスチック材料を使用する場合、材料をわずか5%節約することが重要です。 |
| 部品設計の複雑さ | 深いアンダーカットや微小精度の公差などの機能を備えた複雑な設計には、複数のステップからなるツールが必要となるため、開発期間と部品あたりのサイクルタイムが長くなり、全体のコストに影響を与えます。複雑な形状のインサート成形。 |
この議論は、最も低コストの生産者が、ツールや非効率なプロセスの利用に関連するリスクの負担を頻繁に転嫁し、その結果、将来のコストが高くなるという事実を浮き彫りにしています。カスタムインサート成形メーカーでは、最適なサイクルタイム、耐久性、内蔵品質など、製品の初期段階の非効率性を設計を通じて価値を生み出します。これにより、信頼性がコストの最終ラインとなるため、自動車用センサーインサート成形や同様の用途において一貫した総コストの削減が可能になります。
高精度インサート成形の信頼できるパートナーとして LS マニュファクチャリングを選ぶ理由
を選択する高精度インサート成形パートナーは、単純な製造の専門知識を超えて、共有のリスク軽減と技術的ビジョンを含めます。この問題の核心は、サンプルテストで単に受け入れられることではなく、長期にわたる信頼性の高いパフォーマンスの保証に関係します。これは、設計エンジニアリングの観点からのプロセス制御、検証、コラボレーションに基づく方法を使用して実現できます。
レガシー学習によるプロアクティブなリスク軽減
複合製品開発における 20 年にわたる当社の専門知識多素材インサート成形プロジェクトは内部の障害モード データベースにカプセル化されています。このリソースを活用することで、当社のエンジニアリング チームは、プラスチックと金属の間の応力亀裂や熱疲労などの以前の故障モードに関連して新しい部品設計を評価し、ツーリングの前に必要な予防的な設計変更を行うことができます。
再現性のある精度を実現する認定プロセス制御
当社の IATF 16949 認証には、高度な製品品質計画 (APQP)の標準化されたプロセスが必要です。各プロジェクトの一環として、正確なプロセス設定、検査、逸脱があった場合に取るべき措置を指定した詳細な管理計画を作成します。これらすべての要素を制御する当社の能力により、高精度のインサート成形結果が数百万サイクルにわたって正確に維持されることが保証され、 自動車用コネクタインサート成形アプリケーション。
ライフサイクル全体にわたる技術パートナーシップ
当社はエンジニアリングコンサルティングから始まり、適切な樹脂が必要な熱的および化学的要件を確実に満たせるようにします。生産全体を通して、ショートショット研究などの方法は、金型内での適切な流れとカプセル化を確認するのに役立ちます。故障後、ラボでの故障分析により、顕微鏡検査と機械テストを通じて製品が故障した原因が特定され、単なる交換を超えた是正措置が提供されます。このこだわりこそが真のカスタムインサート成形メーカー。
LS Manufacturingでは、パートナーシップは単純なコンポーネントではなく、設計された確実性を通じて実現されます。 LS Manufacturing は、以前に経験した問題を回避するデータ主導の知識、一貫性のための規律あるプロセス制御、プロセス全体にわたる技術的責任の完全な所有権を通じて、信頼性の問題を防ぎます。この方法によってのみ、医療機器のインサート成形を行う際に必要なレベルの信頼性が得られます。
図 4: 精密インサート成形サービスでは、冷却チャネルを備えた金属インサートを自動車センサー用の LS Manufacturing の金型に組み立てます。
よくある質問
1. 精密インサート成形サービスの一般的な公差はどれくらいですか?
エルエス・マニュファクチャリングでは、標準部品に対して±0.02mmの公差を維持しています。特殊な精密部品の場合、高度なミクロンレベルの金型補正、厳格なプロセス制御、および一貫した精度を保証するインライン CMM 検証を通じて±0.005mm を達成します。
2. LS Manufacturing では、金属インサート表面のバリをどのように防止していますか?
FEAシミュレーションを使用してインサートと金型キャビティ間の締まりばめを正確に計算することでバリを防止します。これに必須の超音波洗浄プロセスを組み合わせて、成形前にすべてのインサート表面に油や微細な汚染物質が完全に付着していないことを確認します。
3. 少量のカスタム精密インサート成形の注文にも対応できますか?
はい、当社は研究開発段階に最適な、コスト効率の高い迅速なアルミニウムまたはプリハードン鋼の工具ソリューションを専門としています。当社は、効率的かつ経済的なプロジェクトの検証とパイロット生産の実行を促進するために、非常に柔軟な最小注文数量 (MOQ)をサポートしています。
4. ゼロ変位インサート成形プロジェクトに最適な材料はどれですか?
最適な寸法安定性を得るには、 PPS や PEEKなどの高弾性率、低収縮のエンジニアリング プラスチックをお勧めします。これらは、前処理された (プラズマ洗浄またはグリットブラストなど) ステンレス鋼または銅のインサートと組み合わされて、優れた信頼性の高い接合を保証します。
5. カスタムインサート成形の製造見積もりのリードタイムはどれくらいですか?
完全な 3D 図面と仕様を受け取ると、当社の技術チームは 24 時間以内に詳細な DFM フィードバックと正式な項目別の見積もりを提供します。この迅速な業績回復を促進するのは、自動見積システムそしてベテランの技術スタッフ。
6. インサート成形された OEM 部品の二次加工は可能ですか?
はい。当社は、精密レーザーマーキング、超音波溶接、自動気密テストなどの二次作業の包括的なスイートを提供しています。また、完全な組み立ておよび梱包サービスも提供し、最終生産ラインへの部品の準備を確実にする完全なワンストップ統合ソリューションを提供します。
7. 私のカスタム デザインの知的財産はどのように保護されますか?
当社は、厳格で法的拘束力のある NDA を締結し、物理的に隔離されアクセス制御された生産セルを実装することにより、お客様の IP を保護します。これにより、安全なデータと製造ファイアウォールが作成され、独自の設計と技術的な競争上の優位性が保護されます。
8. OEM インサート成形サービスは複数材料インサートをサポートしていますか?
はい、当社はマルチショットおよびオーバーモールディングのための高度なプロセス能力を備えています。これにより、硬質プラスチック、金属、軟質シリコーンなどの異なる材料を単一の金型内で同時にまたは順次に射出して、複雑で多機能の統合コンポーネントを作成することができます。
まとめ
の成功精密インサート成形工具の品質だけでなく、「ゼロ変位」制御における深い専門知識にも依存します。 LS Manufacturing は、科学に基づいた DFM 介入、データに基づくパラメータの最適化、および厳格な自動検査を通じて、複雑な製造リスクを安定した高歩留りの生産に変換します。複雑な OEM 部品であっても、長期的なコスト効率であっても、技術的に深いメーカーと提携することが成功への最も確実な道です。
インサートのズレや歩留まりの低さに悩んでいませんか? 「無料見積もりを取得」をクリックして図面をアップロードします。当社の上級エンジニアが詳細な技術評価を行い、ターゲットを絞ったコストと効率の改善に関する推奨事項を提供します。課題によって市場投入までの時間を遅らせないようにしてください。当社の専門家に連絡して、欠陥ゼロへの取り組みを今すぐ始めてください。
📞電話: +86 185 6675 9667
📧メール: info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。 LSマニュファクチャリングサービス情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、LS Manufacturing ネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です。部品が必要です引用 これらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturing は業界をリードする企業です。カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形。金属プレス加工、その他のワンストップ製造サービス。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。 LSマニュファクチャリングを選択します。これは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.lsrpf.com 。


