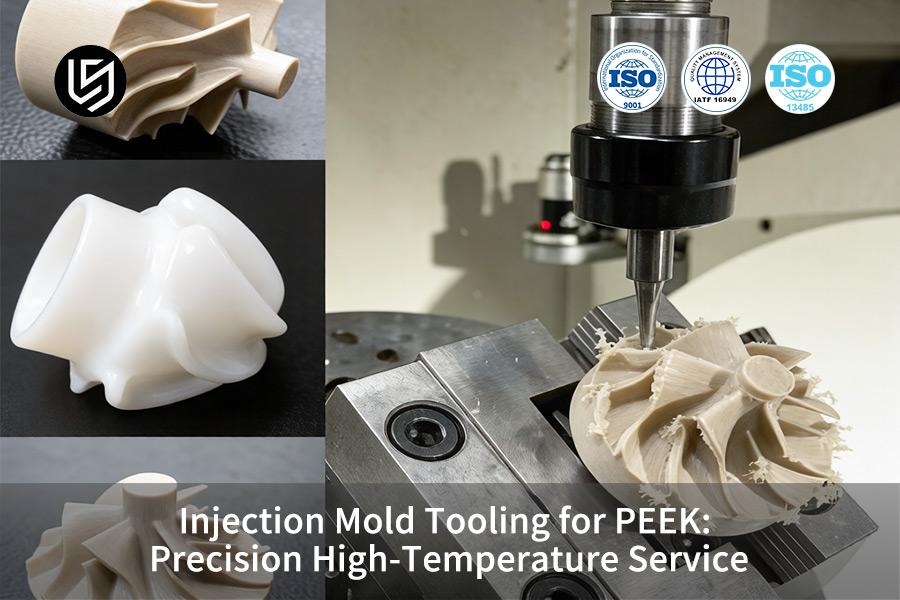
PEEK injection mold tooling service provided by LS Manufacturing starts off with an important realization for high-precision buyers around the world looking into what materials are used in plastic injection molds; conventional steel cannot withstand the requirements set forth by PEEK. The mold needs to be functional above 200°C, but traditional molds tend to seize up or fail prematurely because of a lack of temperature stability during prolonged usage.
To address this problem, our PEEK injection mold tooling service uses imported S136 hardened steel (HRC 52-54) and our unique multi-physics conformal cooling technology to limit the temperature variance of the mold to ±1°C. We will guarantee high-efficiency manufacturing processes through our experienced front-loaded DFM analysis and end-to-end lifecycle management, turning complicated tooling into a dependable quality resource for the OEMs, as shown below.
Injection Mold Tooling For PEEK: High-Temp Service Quick-Reference
| Tooling Challenge | Engineering Solution for PEEK Molding | Molding Process Result |
| Abrasive Wear Resistance | Usage of high-quality tool steel (H-13, S-7) and advanced coatings (CrN, DLC). | Increases tool life expectancy, ensures dimensional accuracy, and decreases maintenance frequency. |
| High-Temperature Operation | Injection mold tooling design capable of long-term use at 165-200°C with uniform heating and minimum thermal stress. | Ensures stable mold temperature and prevents premature cooling. |
| Corrosion Resistance | Special selection of corrosion resistant steel and application of appropriate surface coating for tools. | Protects against surface erosion due to acid formation in the PEEK process. |
| Venting for Degassing | Micro-ventilation that allows escape of gases and steam during injection. | Prevents occurrence of burn marks, short shots, and voids. |
| Our Hot Runner Design | Valve-gated, internally heated systems with individual temperature controls for each drop. | Ensures minimal material dwell time in the hot runner to avoid degradation and dripping. |
| Result: Production-Stable Tooling | Mold design tailored specifically to the unique requirements of PEEK, ensuring performance and durability. | Produces high-quality, high-performing components meeting the most stringent aerospace and medical specifications. |
Key Takeaways:
- Material Dictates Tooling: Standard mold materials deteriorate rapidly; PEEK needs hard, coated, and corrosion-resistant molds.
- Heat Management is Systemic: The whole mold, including cores, cavities, and hot runners, must be optimized for long-term heat exposure.
- Venting is Non-Negotiable: Venting is essential to produce defect-free parts due to the high temperatures involved in PEEK injection mold processing.
- The Goal is Process Stability: The mold is a system created to ensure a consistent thermal and fill process for every molding cycle.
Why Trust This Guide? Practical Experience From LS Manufacturing Experts
Numerous articles can be found concerning PEEK material characteristics. However, this article is distinctive since it comes from the authors themselves who engineer and manufacture the molds used to form this plastic daily at elevated temperatures. Our approach to mold design and testing is inherently in sync with the strict guidelines provided by the International Organization for Standardization (ISO).
Our molds are used to manufacture medical devices such as spinal implant devices, aerospace parts for jet fuel systems, and semiconductor handling equipment. The intense heat and chemical exposures these industries experience necessitate tooling materials that surpass normal industry standards. Our steel alloy choices, cooling channel designs, and surface treatments have been established to satisfy the stringent mechanical engineering criteria outlined by American Society of Mechanical Engineers (ASME).

Figure 1: The mold opens and ejection pins lift a finished white PEEK part from the precision cavity for inspection.
Why Is Choosing A Professional PEEK Injection Mold Tooling Service Critical For High Temperature Success?
Proper processing of PEEK involves controlling crystallization in a mold operating in the range of 180°C to 220°C. Poor thermal management results in inconsistent mechanical properties and potential field failure. The following is an overview of our engineering approach that guarantees high temperature stability and crystallinity consistency:
Overcoming Thermal Inertia with Zonal High-Power Heating
There are some deficiencies within the standard oil systems in relation to their capability to attain and sustain the required higher mold temperature exceeding 220°C. Our PEEK injection mold tooling service uses our patented high-watt zonal heating technology that is integrated into the tool. This guarantees rapid and even heating without any chance of creating cold areas that cause the material to solidify prematurely, causing incomplete filling of the complex injection mold tooling solutions.
Governing Crystallinity Through Scientific Process Design
Crystallinity control is a process design that is not automatic. It entails coordinating the thermal behavior with the rheology characteristics, from which the required pressures and cooling rates will be determined. This scientific process design regulates the crystallization behavior of the polymer, thus enhancing the physical attributes of PEEK components.
Validating Performance via Comparative Metrology and Testing
Success is defined through comparison. Crystallinity of the standard coupons, molded via regular tooling, and crystallinity from high precision injection mold tooling is tested with DSC. This results in an empirical reduction in crystallinity variation by 40%. To be more specific, we can prove that there is always the same performance in tensile strength and chemical resistance of high-volume injection mold tooling.
Mitigating Field Risk with Engineered Cooling and Stress Management
The post molding cooling process is meticulously carried out to establish the crystalline structures developed and to prevent the occurrence of any stresses. The design of the injection molds we develop is done considering the cooling configuration and sequence to prevent the formation of stress accumulators, which can result in stress fractures, thereby protecting our customers against liability and developing durable injection mold tooling.
This white paper details the key engineering considerations—thermal design, process science, and validation—that define our service offering. We concentrate on the concrete technical route that ensures crystallinity consistency, from materials science to performance on-site, giving you a definite competitive edge.

How Can Precision High Temperature Mold Tooling Maintain Micron Level Tolerances Under Extreme Heat?
Reaching micron-tolerant accuracy in high temperature molding is inherently hindered by the known but irregular thermal expansion properties of tool steel. Traditional tooling becomes obsolete due to changes in size as a result of heating, creating tolerance discrepancies and flash issues. Our solution solves the problem of thermal drift upfront by engineering the tool at room temperature for optimal performance under operational conditions:
Proactive Dimensional Design via Predictive Engineering
- Core Approach: By engineering for thermal expansion upfront, we account for any dimensional changes that will occur at high temperatures.
- Technical Execution: Utilizing FEA, we are able to simulate and predict the precise thermal expansion properties of each core and cavity block at the designated mold temperature, for example 200°C.
- Result: The CAD model of the tool is deliberately smaller at room temperature to build in precise thermal expansion compensation in its design to reach desired dimensions at operating temperatures.
Ultra-Precise Machining to Realize Compensated Geometry
- Machining Protocol: The compensated design is manufactured through a machining process known as 5-axis CNC machining done at very high spindle speeds (e.g., 24,000 RPM).
- Critical Detail: Important parting surfaces and sealing lands are machined using a carefully planned pre-compensation gap, usually of the order of 0.002mm, an important factor for tolerance management.
- Capability: The capability to produce precision high temperature mold tooling which can hold ±0.01mm parts tolerance even under thermal load.
Validating Tool Closure Under Operational Thermal Load
- Validation Method: Tools are tested at full operational temperature and pressure cycles.
- Measured Outcome: Mold closure at temperature is validated, thereby ensuring parting line alignment. This approach results in flash elimination, which occurs because of material flow through expanded parting line gaps due to heat.
- Benefit: No need for any trimming after molds have been formed, thus saving up to 15% on secondary labor costs associated with the high-volume injection mold tooling production.
Ensuring Long-Term Stability with Material Science
- Material Selection: All key parts are made from high-temperature tool steels with coefficient of expansion match.
- Heat Treatment: Modern heat treatment guarantees that the material is stabilized under repeated thermal loads.
- Durability: This foundation enables the specialized injection mold tooling to maintain its compensated precision throughout its entire life cycle in production, necessary for mission-critical injection mold tooling processes.
This document explains the engineered process of predictive simulation, compensated milling, and thermal verification that make up our advanced injection mold tooling solution. We offer an injection mold tooling solution which goes beyond typical manufacturing by addressing thermal expansion and resulting in actual savings in the form of flash elimination and reliable part production.
Figure 2: A complex steel mold cavity cools and solidifies the injected PEEK material for a custom medical device component.
What Strategies Define The Best Custom PEEK Injection Mold Tooling For Complex Medical Components?
The production of implantable or fluid-contact medical devices using PEEK requires tools that are capable of ensuring total purity and precision. Normal molding techniques are susceptible to factors like contamination and inconsistency that endanger bio-compatibility and certification. This paper examines the unique engineering approaches involved in designing the custom PEEK injection mold tooling for medical grade standards.
| Strategy Dimension | Implementation & Outcome |
| Material Foundation & Purity | Select superior-grade steels (e.g., ASSAB/BOHLER) for ease of polishing and anti-corrosive properties, forming the foundation for high-integrity injection mold tooling. |
| Surface Finish for Cleanability | Provide surface finish Ra 0.05 through multi-level polishing process to remove pits in which contaminants may hide. |
| Flow Design to Prevent Degradation | Free Process Design "dead-leg" free runners that prevent hang-ups and thermal degradation resulting in black specks. |
| Precision for Assembly | Manufacture tight-tolerance injection mold tooling, which is thermally compensated, ensuring key assembly attributes are molded precisely. |
| Validation & Compliance Framework | Capabilities within ISO 13485 control processes that generate auditable documentation in regard to validated injection mold tooling output. |
The solution provided addresses the fundamental problem of converting PEEK into clean, precise, and biocompatible parts. By ensuring that the tooling does not get contaminated and the dimensions are exact, the validation risk and production bottlenecks are eliminated. When your medical PEEK component demands absolute purity and precision, let's define the specifications. Contact us to schedule a tooling feasibility review and outline a project plan.
Why Is Investing In High Precision PEEK Molding Tool Design The Key To Reducing TCO?
Tool selection on just the basis of its initial cost misses out on all the costs incurred during the entire life cycle of the tool in terms of production delays, maintenance, and variability. High performance PEEK requires a high precision PEEK molding tool that offers the benefits of total cost optimization in terms of tool longevity and manufacturing predictability:
Engineering for Extended Service Life Beyond Initial Cycles
Our designs for longevity begin from the start. Wear parts such as guide pins and bushes are subjected to deep nitriding surface treatment which raises the hardness of their surfaces to between 60-62 HRC. This forms a barrier against the abrasive properties of reinforced PEEK compounds. The end product is a mold that lasts longer than 500,000 cycles without suffering significant wear, resulting in a lasting investment in high-performance injection mold tooling.
Mitigating Thermal Stress for Structural Integrity
One failure point for high temperature molding is heat stress and corrosion of mold material. Our solution involves incorporating an independent heating system with zone balancing to prevent any thermal gradients. Alongside the use of corrosion-resistant mold steel, this eliminates any risk of heat checking or galling. This helps avoid unscheduled down time for welding or maintenance to maintain the precision of our production-proven injection mold tooling.
Precision Manufacturing for Consistent Part Quality
Our designs for longevity begin from the start. Wear parts such as guide pins and bushes are subjected to deep nitriding surface treatment which raises the hardness of their surfaces to between 60-62 HRC. This forms a barrier against the abrasive properties of reinforced PEEK compounds. The end product is a mold that lasts longer than 500,000 cycles without suffering significant wear, resulting in a lasting investment in precision injection mold tooling.
Integrating Systems for Predictive Process Control
Real manufacturing predictability comes from repeatable and controlled processes. The tooling we design works harmoniously with state-of-the-art molding machinery and process control equipment. Through this interaction, there is a closed-loop control of the important process variables. This ensures that any problem is caught before it leads to defective products, thus ensuring that there is predictable performance from our validated injection mold tooling.
The following text describes how engineering—including metallurgy, thermal management, precision manufacturing, and systems integration—characterizes our tooling philosophy. Rather than providing a mere mold, we offer a production solution to reduce the cost-per-part through maximum uptime and efficiency. By optimizing engineering solutions to TCO reduction, we provide tangible ROI for mission-critical applications.

Figure 3: Precision high temperature mold tooling processes PEEK-450G polymer for high-strength automotive connectors.
How Does An Expert PEEK Mold Tooling Manufacturer Solve The Challenges Of Flow Line Defects?
Flow lines and weld marks in PEEK indicate flow-front hesitation and premature cooling, which can compromise structural integrity. As an expert PEEK mold tooling manufacturer, we address the root cause—inconsistent polymer flow and temperature—through physics-based design. Our approach utilizes advanced flow simulation to engineer the tool from the outset for complete defect elimination and superior aesthetic quality:
Simulation-Driven Runner Design for Front Control
- Core Strategy: We use shear-thinning flow properties rather than conventional templates to design our runners.
- Technical Execution: Using Moldflow simulations at realistic melt temperatures (around 380°C), we predict the behavior of PEEK and create a tapered runner with a well-designed hydraulic diameter.
- Outcome: It helps us achieve uniform pressure and velocity at the melt front and prevents any hesitation in the flow front. There will be no flow lines on the final part resulting from high-yield injection mold tooling.
Precision Gate and Thermal Management
- Gate Optimization: Design the shape and size of the gates to generate a balanced flow with appropriate shear heating without having any cold slug issues.
- Hot Runner Control: When designing multi-cavity molds, it will be necessary to have hot runner nozzles controlled independently at each gate.
- Benefit: This will be useful for controlling and ensuring a balanced distribution of materials, which is important for producing quality parts out of high-quality injection mold tooling.
Active Mold Temperature Regulation
- Challenge: Uneven temperature distribution on the mold surface results in inconsistencies in the flow front cooling rate and creates marks.
- Our Solution: We incorporate high-power multiple zone tool temperature control systems with turbulence flow channels next to the cavity surface.
- Result: This will help maintain a consistent temperature distribution of the tool steel (for example, 180-220°C). This is crucial to control the PEEK crystallization and reproduce an impeccable surface finish in demanding injection mold tooling applications.
Iterative Prototyping and Process Validation
- Validation Loop: Shot size analysis is done during sampling for visual confirmation of flow front synchronization.
- Process Refinement: Subsequently, injection speeds and pressures will be optimized in consideration of optimal injection parameters determined by simulation process.
- Data Outcome: The previously mentioned closed-loop methodology invariably achieves up to 95% flow lines defect rate reduction, thus providing production-ready injection mold tooling.
In this report, the entire engineering process from simulation through to validation has been described. The problem of flow lines is resolved via the development of molds capable of regulating PEEK material's rheology and heat properties. Thanks to our experience-driven expertise, we are able to manufacture components with flawless surfaces, and we will keep on offering mission-critical injection mold tooling.
What Technical Parameters Drive The Efficiency Of A High Temperature Mold Tooling Service?
An efficient high temperature mold tooling service is one whose criteria involve accuracy and consistency, rather than just speed alone. With high shrinkage rate (~1.4%), precision must be observed during the packing and cooling of PEEK. This document details the critical processing parameters that enable effective shrinkage control to ensure the final component's structural reliability under extreme loads.
| Parameter Category | Implementation & Outcome |
| Packing Pressure | Utilize a packing algorithm with switching time of 0.01s to address the issues of gates freezing and shrinking volume to provide reliable injection mold tooling. |
| Cavity Pressure Monitoring | Utilize cavity pressure measuring devices that start packing based on the actual pressure rather than the predetermined time to obtain stable product densities. The approach provides high-stability injection mold tooling. |
| Thermal Management | Evaluate mold temperature as consistently maintained between 180-220°C via better cooling control. |
| Injection Velocity | Change the filling speed graph to have appropriate velocity to achieve desired fiber orientation to affect product's mechanical strength. |
| Process Validation | Find the operating envelope of all the variables which is very important for the certified injection mold tooling process. |
Our solution described in this paper addresses the fundamental drawback of PEEK regarding its lack of volumetric stability with effective closed-loop process control. It will give us precise control of pressure and temperature parameters, ensuring the achievement of the necessary dimensions and structural reliability. The latter is crucial in the case of advanced injection mold tooling.

Figure 4: The HYT 1380 injection molding machine injects molten PEEK material into a high precision mold for aerospace parts.
Why Is Professional Injection Mold Tooling For PEEK Parts Essential For Aerospace Weight Reduction?
PEEK aerospace material substitution from metals is constrained by the difficulty of forming intricate geometries with thin walls without sacrificing integrity. This is achieved through injection mold tooling for PEEK parts designed for aerospace lightweighting, which can withstand the high injection pressure and fast cooling associated with PEEK’s high strength-to-weight ratio. We have developed this solution, allowing thin-wall molding as low as 0.8mm to deliver significant part weight savings:
Specialized Runner System Design for High-Pressure Fill
The conventional tooling experiences excessive pressure drop making it impossible to properly fill ultra-thin sections. Our hot-to-cold runner manifold design and fabrication is aimed at ensuring that the melt is maintained at optimal temperatures and viscosities along the way, reducing injection pressure needed to fill very thin areas. The method will become important in designing precision injection mold tooling.
Precision Thermal Management for Flow Front Control
Freeze-off occurs prematurely due to thermal unevenness in cooling channels. The conformal cooling channels providing high performance can be kept close to the cavity walls. With multi-zoned temperature controls, the technology will help maintain the temperature profiles constant, making sure that the melt front flows evenly throughout the fill process. This is important in high-performance injection mold tooling.
Structural Optimization via Integrated Design Analysis
Lightweighting is a co-design activity. We perform structural simulations and mold fill analysis concurrently to optimize rib patterns and transitions in the wall structure. This ensures the molded component achieves required stiffness criteria, with up to 20% reduction in mass, thus realizing the goal of aerospace lightweighting through optimized injection mold tooling.
Validation for Aerial Performance and Compliance
The final step should be efficient under operational stress. Prototypes successfully pass through mechanical trials, proving the crystallinity structure formed during the thin-wall molding, which allows reaching required levels of modulus and fatigue strength for performance-critical injection mold tooling applications.
This paper outlines the processes required to overcome problems encountered with the injection molding of thin-wall PEEK components. The provision of a proven material substitution is achieved via solving the fill pressure issue and controlling crystallization in ultra-thin regions, thereby providing confirmed weight reductions without compromising structural integrity in aircraft components.
How To Evaluate An OEM PEEK Tooling Service Provider Based On Quality Standards And Scale?
The use of an OEM PEEK tooling service supplier will be a more than mere exercise in verbiage. It boils down to the basic concept of reducing purchase risk by validating the supplier’s capabilities, process knowledge, and the ease of transition from the development phase into volume production across the globe. This paper offers a detailed supplier audit questionnaire.
Verifying Dimensional Fidelity and Metrology Investment
- Evidence Request: Request full reports based on a CMM that is comparable in terms of accuracy to the one made by Zeiss as opposed to conducting random inspections.
- Our Process: Submit complete GD&T reports showing comparison between nominal and actual values of the characteristics of all features of parts to demonstrate the high precision injection mold tooling.
- Outcome: Objective proof of accuracy of tooling and consistency of parts through demonstration.
Auditing Process Stability and Statistical Control
- Evidence Request: Request evidence of statistical process control and calculation of Cpk for an entire batch, not for sample pieces.
- Our Process: Live SPC dashboards and process capability study on critical dimensions prove that our certified injection mold tooling in accordance with IATF 16949 guidelines.
- Outcome: Objectivity guarantees a consistent production process and high-quality parts.
Assessing Scalability Through Automation and Uptime
- Evidence Request: Analyze your production system that includes robotics and quality inspection in the process that supports unmanned manufacturing operations.
- Our Process: Our automatic cells with vision capabilities and conveyors enable us to work continuously, thus setting our production-volume injection mold tooling capacity.
- Outcome: This demonstrates success in scaling production capacity efficiently and consistently, as per the ramp-up of programs.
Evaluating Technical Collaboration and Responsiveness
- Evidence Request: Assess the degree of engineering support available depending on how timely and specific the DFM reply is received.
- Our Process: We make sure that there is a DFM report scribed by engineers within 24 hours of receiving RFQs, which is a quality of partner-level injection mold tooling service.
- Outcome: This minimizes obstacles and speeds up development processes, indicative of a real technical collaboration.
This assessment framework outlines a systematic process for supplier audit, transitioning away from vague statements to tangible evidence. We empower our clients to mitigate sourcing risks by providing a clear showcase of our quality assurance systems, scalability of automation solutions, and engineering collaboration capabilities.
Case Study: LS Manufacturing Medical Industry PEEK Bone Screw Precision Mold Tooling Solution
This LS Manufacturing case study details the resolution of a critical production challenge for a medical device molding application. A global medical OEM faced severe yield loss and unplanned downtime manufacturing a PEEK bone screw. Our engineered stainless steel tooling and process innovation restored reliability and delivered substantial cost savings through precision PEEK molding:
Client Challenge
The client struggled to produce a 5.0mm diameter PEEK cortical screw. The existing mold suffered from incomplete thread formation (18% scrap rate) and seizing of the thread-forming slides every 5,000 cycles at 200°C. This resulted in unstable supply, high scrap costs, and frequent production stoppages for a mission-critical injection mold tooling component.
LS Manufacturing Solution
We redesigned the tool with a multi-physics simulated approach. Key interventions included optimizing thermal expansion gaps, implementing alumina ceramic-coated slides for high-temperature lubricity, and integrating a dedicated multi-circuit cooling manifold. This high-performance injection mold tooling redesign directly targeted the root causes of short shots and mechanical failure.
Results and Value
The implemented solution elevated the part qualification rate from 82% to 99.8%. The mold maintenance interval was extended from 5,000 to over 150,000 cycles. This high-uptime, reliable performance translated to a direct saving of $125,000 in quality costs on a single order, proving the value of validated injection mold tooling and robust engineering.
This case demonstrates our capability to solve extreme high-temperature, high-precision molding challenges. We deliver guaranteed production processes characterized by exceptional yield and durability, establishing LS Manufacturing as the definitive partner for the most demanding medical device molding and injection mold tooling applications.
To secure 99.8% yield and eliminate unplanned downtime, schedule a technical consultation with our team to review your high-temp molding challenge and define a production strategy.

FAQs
1. What is the typical lead time for a PEEK injection mold tooling service project?
Leveraging LS Manufacturing's in-house digital workshop, prototype (T0) molds are delivered within 25–35 days. Our mass production molds are completed approximately 15% faster than the industry average, ensuring a seamless transition from prototyping to high-volume manufacturing for your project.
2. How does LS Manufacturing ensure the tolerance of high-precision PEEK molding tools?
We ensure tolerance by using 5-axis simultaneous machining centers combined with closed-loop thermal expansion compensation technology. This maintains fitting tolerances within ±0.005mm under actual high-temperature operating conditions, verified by in-house high-precision CMM.
3. Which mold steel is best for custom PEEK injection mold tooling?
For PEEK molds, we strictly mandate highly wear-resistant, premium-grade S136 or H13 hardened steel (HRC 52+). This is essential to withstand the severe abrasive wear caused by PEEK's glass or carbon fibers under continuous high-temperature and high-pressure molding cycles.
4. Can you handle injection mold tooling for PEEK parts intended for small-batch production?
Yes, we offer tiered solutions from rapid prototype molds for batches as low as 100 pieces to high-cavitation mass production molds for over one million units. Every project includes a complimentary, in-depth DFM review to optimize design for manufacturability and cost.
5. Why is high-temperature mold tooling service more expensive than standard mold making?
Higher costs stem from specialized high-power oil temperature controllers, heat-resistant seals, and premium steel alloys required for PEEK. However, the resulting high yield rates and extended service life significantly reduce the overall cost per part, offering a superior return on investment.
6. Does LS Manufacturing provide OEM PEEK tooling services with IP protection?
Yes, we provide robust IP protection by executing globally recognized NDAs and employing physically isolated, access-controlled CAD/CAM systems. This comprehensive approach safeguards the security and confidentiality of all your design data and patented assets throughout the project.
7. How do you resolve degassing issues during the PEEK mold tooling manufacturing process?
We resolve degassing by designing proprietary, micron-level venting channels at strategic mold locations, integrated with a high-pressure forced-venting system. This completely eliminates trapped air and prevents "black spots" or burns, ensuring pristine part quality in PEEK components.
8. How can I get a quote for precision high-temperature mold tooling today?
Our dedicated engineering team will then conduct a comprehensive, multi-faceted analysis of your design. Following this assessment, we will provide you with a detailed Design for Manufacturability (DFM) evaluation report alongside a formal project quotation, all within a swift 24-hour turnaround.
Summary
Choosing a supplier with core PEEK injection mold expertise determines whether your OEM parts perform reliably in extreme applications. LS Manufacturing’s end-to-end high-temperature mold optimization solves challenges like thermal expansion and material degradation, building a robust quality-cost advantage through a data-driven, scientific molding system. Our medical case studies show that the ultimate path to cost and efficiency gains is using technical solutions to eliminate manufacturing variables.
Ready to end high-temperature mold failures and costly scrap rates? Contact our senior engineers to start your zero-defect PEEK journey. Click “Get Instant Quote” to upload 3D drawings for a free DFM report. We commit to providing a precise cost estimate and actionable design insights within 24 hours—ensuring your PEEK part manufacturing is safe, reliable, and highly efficient.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


