
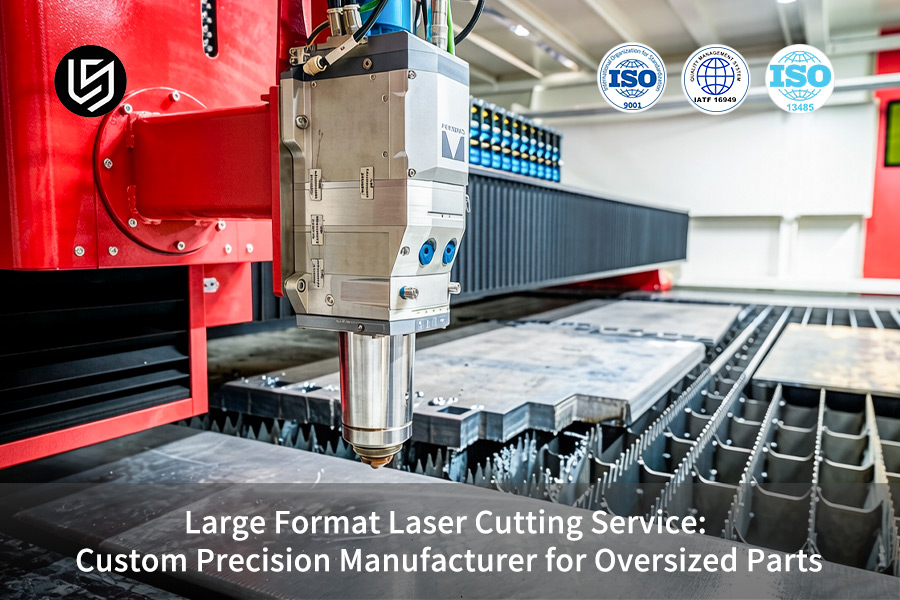
Großformatiger Laserschneidservice stellt Ingenieure vor erhebliche Probleme, da herkömmliche Schneidetische derart massive Werkstücke ( über 6 Meter Länge ) nicht tragen können. Das grundlegende Problem liegt in der Unfähigkeit, eine genaue Steuerung großer Portalsysteme bereitzustellen, die zu erheblichen Stapelungsfehlern bei Längentoleranzen und Inkonsistenzen bei der Schnittausrichtung bei Materialien über mehreren Kilowatt Leistung führt, was zu Montageschwierigkeiten führt.
LS Manufacturing löst dieses Problem durch die Entwicklung einer großen Faserlasermaschine mit einer Größe von 12.000 mm x 3.000 mm mit geschlossener Rückkopplungssteuerung und optimierten DFM-Algorithmen und bietet OEMs weltweit einen vollständigen kundenspezifischen Service. Lassen Sie uns nun die innovativen Technologien erkunden, die wir einsetzen, um unübertroffene Genauigkeit und Materialeinsparungen zu erzielen groß angelegte Schneidarbeiten .
Großformatiges Laserschneiden: Kurzübersicht über übergroße Teile
| Technische Überlegung | Implementierung übergroßer Teile | Ergebnis für Ihr Projekt |
| Maschinenbettkapazität | Unsere Maschinen verfügen über Betten von bis zu 4 x 12 m und können komplette Platten schneiden. | Ermöglicht die Herstellung großer Bauplatten , Maschinenrahmen und Gebäudekomponenten. |
| Strahlkonsistenz über die Entfernung | Hochwertige optische und lineare Antriebe sorgen für präzise Schnitte im gesamten Bearbeitungsbereich. | Garantiert eine gleichbleibende Kantenqualität und -abmessungen ( ±0,2 mm ), selbst bei der Bearbeitung der größten Teile. |
| Materialtransport | Automatisierung von Laserschneidmaterial Das Laden und Positionieren erleichtert die Handhabung schwerer und großer Bleche. | Reduziert den manuellen Materialtransport und minimiert das Schadensrisiko. |
| Kontrolle der thermischen Verformung | Optimale Schnittreihenfolge und Leistungsmanagement verhindern thermische Verzerrungen. | Stellt sicher, dass das Teil flach bleibt und seine Geometrie nicht beeinträchtigt wird, was für das anschließende Schweißen und Zusammenbauen wichtig ist. |
| Verschachtelung und Blattnutzung | Eine Nesting-Software gewährleistet die optimale Platzierung verschiedener Teile auf einem großen Blatt . | Höchste Materialausnutzung führt zu geringeren Materialkosten pro hergestelltem Stück. |
| Ergebnis: Unterbrechungsfreie Produktion | Nahtlose Erstellung , ohne dass Teile zusammengefügt werden müssen. | Erzeugt ein Produkt mit erhöhter Festigkeit, verbessertem Aussehen und einfacherer Montage. |
Wir befassen uns mit den Problemen bei der Herstellung großformatiger Präzisionsmetallkomponenten . Unser Großformatige Laserschneider liefern präzise und ebene Metallbauteile direkt aus der gesamten Metallplatte. Sie ermöglichen es uns, problemlos nahtlose und große Objekte herzustellen, sie schnell zusammenzubauen und das Material richtig zu nutzen, wodurch zuverlässige Dienstleistungen in der Bau-, Transport- und Maschinenindustrie gewährleistet werden.

Abbildung 1: Das Lasergravurgerät schnitzt mit einem Laserstrahl Muster auf kleine Sperrholzplatten für Heimwerkerarbeiten.
Warum diesem Leitfaden vertrauen? Praxiserfahrung von LS-Fertigungsexperten
Es gibt viele Artikel zum Thema Laserschneiden . Was zeichnet diesen Leitfaden aus? Im Gegensatz zu vielen anderen Autoren, die lediglich theoretische Konzepte anbieten, sind wir Spezialisten, die in einer echten Werkstatt arbeiten und gegen übergroße Platten, thermische Verformung und die harten Anforderungen der Energiewirtschaft und des Maschinenbaus ankämpfen. Wir lassen unser gesamtes praktisches Wissen durch materialwissenschaftliche Datenbanken verifizieren, wie z Granta-Design (CES EduPack) .
Um zu überleben, müssen wir lernen, die Hürden zu überwinden, die mit dem Gebiet des Laserschneidens von großformatigen Teilen einhergehen. Es reicht nicht aus, die theoretischen Konzepte zu verstehen, wir haben gelernt, mit Problemen wie der Stapeltoleranz für eine Spannweite von 12 Metern und der Schnittqualität bei dickem Plattenmaterial umzugehen. Ob es um die Genauigkeit von Windkraftanlagenteilen oder die Passung von Schiffbaublechen geht – auf dieses praktische Wissen kommt es an.
Jeder Tipp, den Sie in diesem Ratgeber finden, basiert auf unseren Erfahrungen und Fehlern, die wir in der Vergangenheit beim Schneiden dieser Teile gemacht haben. Wir vermitteln Ihnen praktisches Wissen, das auf den grundlegenden Konzepten basiert, die von seriösen Quellen wie beschrieben werden Wikipedia und in der Praxis durch Tests mit Kühlmittel, Funken und Protokollblättern nachgewiesen.
Warum ist Präzision für Anbieter von großformatigen Laserschneiddiensten von entscheidender Bedeutung?
Die genaue Verfolgung im Mikrometerbereich über mehrere Meter ist die ultimative Herausforderung beim großformatigen Laserschneiden, da sich Fehler dynamisch anhäufen und die Qualität gefährden. Unser Ansatz geht dieses Problem durch Bewegungssteuerung mit geschlossenen Regelkreissystemen und Strahlmanagement direkt an und liefert Ergebnisse Präzisions-Laserschneiden der Teile im gesamten Prozess:
Linearantriebssysteme mit geschlossenem Regelkreis für Pfadtreue
Der Einsatz eines Direktantriebssystems mit vollständiger Positionsrückmeldung eliminiert die unvermeidlichen Fehler aufgrund der mechanischen Trägheit in Standardsystemen. Durch diese Methode wird der Werkzeugweg ständig in Echtzeit korrigiert, um sicherzustellen, dass etwaige Positionierungsabweichungen bei Längen von bis zu 12 Metern innerhalb von ±0,03 mm liegen, was eine absolute Voraussetzung für ist Laserschneiden von Stahl .
Aktive Kollimationskontrolle für konstante Energiedichte
Die Leistungsdichte kann aufgrund der Divergenz sinken, wenn die Verfahrstrecke größer wird , was zu einer schlechteren Kantenqualität führt. Echtzeit-Strahlprofilierungssensoren werden verwendet, um die Gleichmäßigkeit des Brennpunkts zu überprüfen. Es gibt außerdem eine dynamische Kollimationsfunktion, die das Strahlprofil reguliert, um unabhängig von der Verfahrstrecke eine gleichbleibende Schnittqualität zu liefern. Diese Funktion ist wichtig, um beim Ausführen glatte Kanten zu erhalten Dickblech-Laserschneiden ohne Schlacke oder Verzerrung.
Dynamische Prozessparametersynchronisierung
Die Schneidparameter werden automatisch an die tatsächliche Geschwindigkeit und den Standort der Maschine angepasst. Die Software korreliert Gasdruck, Impulsfrequenz und Leistungsniveau mit dem dynamischen Profil des Systems, um Fehler an Beschleunigungs- oder Wendepunkten zu beseitigen. Es wird ein hochpräzises Konturschneiden erreicht, um industrielle Präzisionsstandards zu gewährleisten Hochgeschwindigkeits-Laserschneiden .
Metrologiebasierte Kalibrierung und Validierung
Wir gehen über typische Werkskalibrierungen hinaus, indem wir einen auf Laserinterferometrie basierenden Prozess zur Bewertung der volumetrischen Genauigkeit einsetzen. Es wird eine genaue Fehlerkarte über den gesamten Arbeitsbereich erstellt und in der CNC der Maschine korrigiert. Eine konsequente Validierung stellt sicher, dass die inhärente Genauigkeit des Systems innerhalb der Spezifikationen bleibt und zuverlässige und überprüfbare Messungen für jede einzelne Aufgabe bietet.
In diesem Artikel wird eine technische Lösung beschrieben, die auf einem systematischen Ansatz basiert, bei dem die Präzision verwaltet und nicht nur festgelegt wird. Durch die Diskussion unseres Ansatzes bei der Integration von Echtzeitmesstechnik, adaptiver Optik und synchronisierter Dynamik beweisen wir die technische Genauigkeit, die erforderlich ist, um die wesentlichen Schwierigkeiten des großformatigen Laserschneiddienstes anzugehen.
Wie kann kundenspezifisches großformatiges Laserschneiden Ihre Materialausbeute optimieren?
Bei der Metallverarbeitung im großen Maßstab hängt die Kosteneffizienz vor allem von den Materialien ab, insbesondere wenn es um große Bleche geht. Effizienz hängt vom Engineering ab und nicht nur vom Codieren. Unser Maßgeschneidertes großformatiges Laserschneiden Der Service nutzt eine mehrstufige technische Technik, die Bleche in effiziente Teile umwandelt, um Abfall zu minimieren und Ihnen Geld für Ihre Einzelteile zu sparen:
KI-gesteuerte Verschachtelungsalgorithmen: Über die grundlegende Anordnung hinaus
- Algorithmische Logik: Genetische Algorithmen helfen uns, mehrere Optionen zu finden, wobei Effizienz der Geschwindigkeit vorgezogen wird.
- Constraint-Integration: Wir berücksichtigen die Qualität und die Faserrichtung des Materials, um ein Verziehen aufgrund von Hitze zu verhindern .
- Ergebnis: Dies führt zur Bildung einer Verschachtelung, bei der eine effiziente Ausnutzung von 85–92 % bei Neufolien erreicht werden kann, was einer Verbesserung von 10–15 % im Vergleich zur herkömmlichen Verschachtelung entspricht und somit die Grundlage für die Optimierung der Materialverschachtelung bildet.
Fortgeschrittene Schneidtechniken: Maximierung der Blechfläche
- Common-Line-Cutting: Während der Großserien-Laserschneiden Teile werden gemeinsame Linien berücksichtigt und für angrenzende Teile verwendet, wodurch Schnittfugen eingespart werden.
- Gerüstminimierung: Das Gerüst, das sich bei Verschachtelungsvorgängen bildet, wird reduziert und bleibt verbunden, sodass es einfacher zu handhaben und zu recyceln ist.
- Anwendung: Es erweist sich bei der Massenproduktion als äußerst vorteilhaft, da der Ausschuss erheblich reduziert wird.
Restpostenmanagement und strategische Auftragsintegration
- Digitales Inventar: Eine digitale Online-Datenbank speichert Informationen über Reste in Bezug auf Größe, Materialart und Dicke .
- Smart Matching: Reste werden zunächst mit den aktuellen Bestellteilen gepaart, um sie als „Zero-Cost“-Material zu nutzen .
- Vorteil: Es wandelt Abfallmaterial in produktive Ressourcen um, die besonders nützlich sind Prototyp des Laserschneidens und Kleinserienfertigungen.
Prozesssynchronisierung für Flusseffizienz
- Integrierter Arbeitsablauf: Ein effizienter Verschachtelungsprozess generiert automatisch Maschinencode, der automatisierte Ein-/Ausfahrten und kollisionsfreie Portalbewegungen umfasst .
- Ganzheitliche Optimierung: Durch die Synchronisierung kann das Nest nicht nur hinsichtlich der Auslastung, sondern auch hinsichtlich der Geschwindigkeit optimiert werden, da das schnellste Nest einen höheren Durchsatz aufweist.
- Ergebnis: Es ermöglicht hochwertiges Laserschneiden Prozesse ohne Kompromisse bei der Produktionseffizienz.
In diesem Dokument stellen wir unser Engagement für technische Effizienz unter Beweis, indem wir unsere Dienste als technische Partner bei der Optimierung Ihrer Lieferkette anbieten. Um Ihre Blechausnutzung durch KI-Verschachtelung und Restemanagement zu maximieren, arbeiten Sie mit unserem Engineering-Team zusammen. Fordern Sie eine detaillierte Materialertragsanalyse und ein formelles Angebot an.
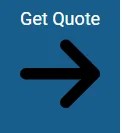
Abbildung 2: Die Doppelkopf-Laserschneidmaschine bearbeitet Aluminiumlegierungsbleche präzise für Luft- und Raumfahrtkomponenten.
Welche Standards zeichnen einen Präzisionshersteller für übergroße Teile aus?
Das einzigartige Merkmal eines qualifizierten Präzisionsherstellers für übergroße Teile ist seine Fähigkeit, alle angehäuften physikalischen Fehler zu kontrollieren, bei denen thermische Verformung ein Schlüsselelement darstellt. Das Dokument bietet spezifische Methoden zur Fehlerkontrolle, die über die bloße Fähigkeit hinausgehen, zum Maßstab für professionelle Fertigungsstandards für wesentliche Anwendungen zu werden, die eine einheitliche Geometrie und Metallzusammensetzung erfordern.
| Technischer Schwerpunktbereich | Kernprotokoll und quantifizierbare Metrik |
| Dynamische thermische Kompensation | Die Anwendung der Wirkleistungssteuerung auf der Grundlage von Materialdickendaten führt bei der Ausführung zu einer minimalen Wärmeeinflusszone (HAZ) von ≤0,2 mm Laserschneiden mit längerer Dauer . |
| Strukturelle thermische Stabilität | Die Kombination aus aktiver Kühlung und thermischer Isolierung der Portal- und Linearantriebsmechanismen gewährleistet, dass es während des Transports nicht zu geometrischen Verzerrungen durch Rahmendehnungen kommt Präzisions-Laserschneiden von Metallen . |
| Volumetrische Fehlerkartierung | Der Einsatz von Laserinterferometrie ermöglicht die Kartierung volumetrischer Fehler, die dann zur Kalibrierung des CNC-Systems verwendet werden kann, um sicherzustellen, dass die Prozessintegrität währenddessen erhalten bleibt Laserschneiden mit hoher Toleranz . |
| Synchronisierte Prozesssteuerung | Schnittgeschwindigkeit, Gasdruck und Impulsfrequenz werden mit dem Werkzeugweg synchronisiert, um während des gesamten Prozesses die gleiche Schnittbreite und Kantengeometrie beizubehalten. |
Das Obige erklärt, wie verschiedene Steuerungssysteme zusammenwirken und eine komplexe Kette bilden. Dies löst das Kernproblem der spezialisierten Metallfertigung – die Gewährleistung der Einheitlichkeit zwischen den ursprünglich hergestellten und den endgültig hergestellten Teilen, unabhängig von der Zeit, die für die Herstellung der gesamten Charge erforderlich ist. Dieser Detaillierungsgrad dient als entscheidende technische Grundlage für hochkarätige Projekte, deren Endergebnis Sicherheit erfordert.

Abbildung 3: Das CNC-Laserschneidsystem schneidet großformatige Weichstahlspulen mit Automatisierung für Baumaschinen.
Warum sollten Sie sich für LS Manufacturing für übergroße Blechlaserschneidprojekte entscheiden?
Laserschneiden von übergroßen Blechen Erfolg ist eine Funktion der Technik im System, die die Vielzahl mechanischer, dimensionaler und thermodynamischer Schwierigkeiten löst. Diese Lösung beinhaltet die Integration von Strukturmechanik, automatisierter Materialhandhabung und Echtzeit-Verarbeitungssteuerung in einen nahtlosen Prozessablauf. Der Prozess unserer Methode setzt diese Komplexität in vorhersehbare, qualitativ hochwertige Ergebnisse in der Großteilefertigung um:
Strukturelle Steifigkeit und Wärmemanagement
Portalmaschinen werden aus Materialien mit hoher Steifigkeit, geringer Wärmeausdehnung und kontrollierter Temperatur im gesamten Körper gebaut. Es verhindert das Durchhängen und Abdriften, das bei Spannweiten über 12 Metern natürlicherweise auftritt, und garantiert durchgehende geometrische Genauigkeit Schweres Laserschneiden Material. Feinmechanik ist bei der Arbeit mit Portalmaschinen Voraussetzung.
Automatisierter, beschädigungsfreier Materialtransport
Es ist wichtig, großes, schweres Material zu bewegen, ohne es zu beanspruchen oder Kratzer auf der Oberfläche zu hinterlassen. Aus diesem Grund verwenden wir einen computergesteuerten Luftschwebetisch und ein synchronisiertes Vakuumhebesystem mit feinen Greifmechanismen. Es hebt, bewegt und positioniert die Bleche automatisch mit Mikrometergenauigkeit auf dem Bett der Maschine und gewährleistet so jederzeit eine einwandfreie Ausrichtung bei jedem Auftrag an automatisierten Laserschneidlinien .
Adaptive Prozesssteuerung für schwere Abschnitte
Das Schneiden eines 50 mm dicken Blechs bringt mehrere Herausforderungen hinsichtlich des Wärmemanagements mit sich. In unseren Systemen verlassen wir uns auf ein geschlossenes Kreislaufsystem, das den Gasdruck zusammen mit der Laserleistung steuert, um die Energiedichte über die gesamte Tiefe der Schnittfuge konstant zu halten . Das Ergebnis ist ein reibungsloser Prozess ohne Unterbrechungen, übermäßige Krätzebildung oder Fasen, der selbst bei strengsten Anforderungen in nur einem Durchgang perfekt gerade geschnittene Teile liefert Hochleistungs-Laserfertigung Arbeitsplätze.
Integrierter digitaler Workflow vom CAD bis zum Teil
Wir spannen den Bogen zwischen der Konzeption von Entwürfen und ihrer Umsetzung. Die Verschachtelungssoftware ist eng mit der Materialhandhabung und der CNC-Bearbeitung verknüpft und stellt sicher, dass ein optimiertes Layout in Befehle umgewandelt werden kann, die die Bewegungen der Materialübertragung, des Stanzens und des Schneidens steuern. Die enge Kupplung reduziert die Nebenzeiten und garantiert eine einwandfreie Leistung industrielle Laserschneidanlagen .
Unsere Lösungen für die logistischen und technischen Probleme, die die Großserienfertigung mit sich bringt – sicherer Materialtransport, strukturelle Integrität unter Belastung und präzises Schneiden großer Abschnitte – liegen in ihrer Verknüpfung als Variablen in einem Prozess. Stehen Sie vor Herausforderungen beim Schneiden übergroßer Platten? Unser technisches System liefert Präzision durch automatisierte Handhabung und adaptive Steuerung. Fordern Sie jetzt eine Machbarkeitsbewertung und einen technischen Vorschlag an.
Wie gewährleistet der Hochleistungs-Laserschneidservice eine hochwertige Kantenbearbeitung?
Kantenqualität in Hochleistungs-Laserschneidservice geht über die einfache Leistungsabgabe hinaus; es erfordert eine präzise Energiezufuhr, optimale Gasdynamik und eine effektive thermische Kontrolle. Das Hauptproblem besteht darin, das geschmolzene Metall zu entfernen, ohne dass es wieder zu Schlacken oder einer rauen Oberfläche abkühlt. Das Dokument beschreibt die Prozesskontrollen, die erforderlich sind, um einen leistungsstarken Strahl in ein Präzisionsschneidwerkzeug zu verwandeln, das Schnittkanten von Ra 6,3 μm oder besser ohne weitere Bearbeitung gewährleistet:
Präzise Gasdynamik für sauberen Schmelzeauswurf
- Gasdüsenoptimierung: Digitale Steuerungen mit mehrstufigen Düsen für laminare Strömung werden verwendet, sodass der Hilfsgasschutz jederzeit über die gesamte Tiefe der Schnittfuge kohärent ist.
- Dynamische Druckregulierung: Druck und Durchfluss variieren dynamisch entsprechend der Dicke des zu schneidenden Materials und der Schnittbahngeometrie und ermöglichen so einen optimalen Impuls zum Ausstoß von geschmolzenem Metall .
- Ergebnis: Diese hydrodynamische Umgebungskontrolle ist notwendig in Laserschneiden von Edelstahl weil dadurch Turbulenzen vermieden werden, die zur Streifenbildung und zum Anhaften geschmolzener Schlacke führen.
Wärmeeintrag und Kerf-Stabilitätsmanagement
- Modulierte Leistungsabgabe: Hochleistungslaser verwenden je nach Materialqualität und -dicke entweder gepulste oder kontinuierliche Wellen bei minimalem Wärmeeintrag.
- Steuerung der Schnittfugenbreite: Anpassungen der Schnittparameter sorgen für gleichmäßige und schmale Schnittfugen und ermöglichen so, dass das Hilfsgas seine Geschwindigkeit und Kühleigenschaften beibehält.
- Ergebnis: Diese Feinabstimmung vermeidet zu viel Schmelzen und HAZ, was für die Kantenqualitätskontrolle und die Teileabmessungen von entscheidender Bedeutung ist.
Kontrollierte Piercing- und Lead-In-Strategie
- Synchronisierte Lochstechzyklen: Das Hochfahren der Laserleistung, die Gasaktivierung und die Brennpunktsynchronisierung stellen sicher, dass keine explosiven Spritzer entstehen, die die Plattenoberfläche oder die Düse beschädigen könnten.
- Optimierte Einlaufpfade: Das Ein- und Auslaufdesign wird algorithmisch so generiert, dass es in der Nähe kritischer Kanten keine Fehler gibt, wodurch sichergestellt wird, dass ein reibungsloser Übergang zum Schnittmuster erfolgt .
- Vorteil: Auf diese Weise vermeiden wir mögliche Mängel im Start- oder Endbereich, die eine der häufigsten Fehlerquellen in der Branche darstellen Präzisions-Fasenlaserschneiden .
Datengesteuerte Parameteroptimierung
- Materialspezifische Bibliotheken: Wir entwickeln unsere eigenen Materialdatenbanken mit optimalen Schneidparametern ( Laserleistung und -geschwindigkeit, Gasdruck und -flussrate, Frequenz ) für bestimmte Materialqualitäten und -dicken.
- Inline-Überwachung: Optische Sensoren können verwendet werden, um den Schneidprozess zu beobachten , um Daten für weitere Anpassungen zur Verfügung zu haben.
- Auswirkung: Der empirische, datengesteuerte Charakter dieses Ansatzes garantiert, dass alle überlegenen Fähigkeiten unserer Faserlaserschneidtechnologie werden genutzt, um eine konstante und herausragende Leistung zu erbringen.
Dieses Verfahren beschreibt einen Prozesskontrollmechanismus mit geschlossenem Regelkreis. Wir gehen das Kantenqualitätsproblem an, indem wir steuern, wie die Wechselwirkung zwischen Strahl, Material und Gas auftritt, und nicht nur die Leistung angeben. Erzielen Sie produktionsbereite Kanten durch kontrollierte Gasdynamik und Wärmemanagement. Besprechen Sie Ihre Material- und Toleranzanforderungen, um eine maßgeschneiderte Lösung für das Hochleistungsschneiden zu erhalten.

Abbildung 4: Die industrielle Laserschneidmaschine schneidet dicke Platten aus legiertem Stahl mit hoher Leistung für den Automobilbau.
Welche technischen Vorteile zeichnen einen erstklassigen Laserschneiddienst für große Teile aus?
Ein Vorgesetzter Großteil-Laserschneidservice Dabei geht es nicht um die Größe der Ausrüstung, sondern um die Fähigkeit, die Lösung kinematischer und geometrischer Probleme im Zusammenhang mit der Bearbeitung großer und komplexer Teile vorherzusehen. Was unser Unternehmen auszeichnet, ist der Einsatz der virtuellen Validierung, die garantiert, dass es während des Bearbeitungsprozesses keine Probleme gibt. In diesem Dokument skizzieren wir die technischen Säulen, die verwendet werden, um komplexe Geometrie durch quantitative Messung der First-Time-Rate (FTR) in produzierbare Teile umzuwandeln:
| Technische Säule | Implementierung und quantifizierbares Ergebnis |
| Offline-3D-Pfadsimulation | Alle Programme werden einer 3D-Pfadsimulation unterzogen, um Singularitäten, Kollisionen und Achsengrenzen zu erkennen, bevor das Programm physisch ausgeführt wird. |
| Optimierung der Roboterkinematik | Für komplizierte Formen, a Roboter-Laserschneidzelle ist mit optimalen TCP-Pfaden codiert, um eine gleichmäßige Abstandshöhe und einen gleichmäßigen Schnittwinkel auf 3D-Oberflächen zu gewährleisten. |
| Prädiktive Prozessvalidierung | Die Software simuliert die Schnittreihenfolge, den Wärmeaufbau und die Rückfederung des Teils und ermöglicht so proaktive Anpassungen zur Wahrung der Maßhaltigkeit Laserschneiden in Luft- und Raumfahrtqualität Toleranzen . |
| Nahtlose digitale-zu-physische Übergabe | Das Simulationsprogramm inklusive aller optimierten Parameter wird direkt in das Steuerungssystem hochgeladen und garantiert so eine einwandfreie Umsetzung des virtuellen Plans im physischen System komplexes 3D-Laserschneiden Verfahren. |
Dieser Ansatz stellt eine proaktive Engineering-Methodik dar. Bei unserem kundenspezifischen Präzisionsschneiden gehen wir die Hauptprobleme kinematischer Fehler, thermischer Verzug und Programmerprobung an, indem wir das Design vorab in einem digitalen Zwilling validieren. Dabei gehen wir von einer reaktiven Methodik zu einer genaueren über und erzielen so eine Leistung von über 99,8 % beim ersten Mal. Eine dokumentierte Methodik stellt sicher, dass technisches Vertrauen für hochwertige Projekte mit geringen Toleranzen aufgebaut wird.
Wie minimiert kundenspezifisches Präzisionslaserschneiden die thermische Verformung bei langen Trägern?
Die größte Hürde bei der Herstellung langer Träger mittels kundenspezifischem Präzisionslaserschneiden besteht nicht im Schneiden des Materials, sondern im Umgang mit den kumulativen Auswirkungen von Wärmeeintrag und inneren Spannungen, die zu Verformungen und Verformungen führen. Zu diesem Zweck verwenden wir eine datengesteuerte, pfadorientierte Methodik , um den Wärmeeintrag zu steuern und so die geometrische Genauigkeit innerhalb von Toleranzen von bis zu ±0,2 mm/m aufrechtzuerhalten:
Spannungsanalyse und Pfadstrategie für vorgeschnittenes Material
Vor der Programmierung wird eine Analyse des Materialzertifikats und der Kornrichtung durchgeführt, um natürliche Spannungsbedingungen zu definieren . Der Schnittpfad ist so geplant, dass er innerhalb dieser Bedingungen funktioniert und nicht im Widerspruch dazu. Diese Analyse dient als Grundlage für das Ganze gestaffeltes Laserschneiden Verfahren.
Diskretisierter Wärmeeintrag mit Stichschneiden
Anstelle eines kontinuierlichen Schnitts über die gesamte Länge des Balkens verwenden wir eine sogenannte „Stich“- oder „Sprungschnitt“-Technik. Wärme kann von einem Bereich zum anderen abgeleitet werden, indem entlang des Wegs des Laserstrahls mehrere nichtlineare Schnitte ausgeführt werden. Unsere Technik zur thermischen Verformungskontrolle vermeidet effektiv die Entwicklung des kumulativen Wärmegradienten, der andernfalls zu Biegung und Verdrehung führen würde Langstrahl-Laserschneiden Anwendungen.
Synchronisierte Kühlung und Parametermodulation
Die Parameter des Schneidens wie Leistung, Geschwindigkeit und Gas werden mithilfe der Wärmebildtechnik dynamisch angepasst, je nachdem, wo der Schnitt erfolgen soll und wie hoch die aktuelle Temperatur des umgebenden Materials ist. Zwischen den Stichen kann eine Kühlung durch ein aktives Luftmesser erfolgen. So stellen wir sicher, dass jeder Schnitt in einer stabilen thermischen Umgebung erfolgt, was eines der Hauptprinzipien der Präzisionstechnik ist.
Prozessbegleitende Messtechnik und kompensatorische Bearbeitung
Bei kritischen Teilen erfassen Lasertracker oder Inline-Messsysteme die Strahlgeometrie während des Schneidvorgangs. Diese Daten werden an die CNC zurückgesendet und ermöglichen Mikroanpassungen bei nachfolgenden Schneidpfaden oder die Einleitung eines letzten, leichten Laserschneiddurchgangs , um das Bauteil nach der Spannungsentspannung wieder innerhalb der Toleranz zu bringen.
Dieser Ansatz erklärt den geschlossenen Kreislauf der Vorhersage, Verteilung und Korrektur des Wärmeeffekts. Das Problem des Verziehens in den langen Teilen wird durch den Ersatz der linearen Energiequelle durch einen vorhersehbareren Wärmeprozess gelöst, der auf der Materialwissenschaft und Daten aus Sensormesswerten basiert. Das dreht sich individuelles Präzisions-Laserschneiden in einen deterministischen Prozess mit garantierter Geradheit und korrekter Montageausrichtung, ohne dass ein Richtprozess erforderlich ist.
Warum ist das Laserschneiden im großen Maßstab für Industrieteile am kostengünstigsten?
Echte Kosteneffizienz bei der industriellen Skalierung geht über einen niedrigen Maschinensatz pro Stunde hinaus. Dieser wirtschaftliche Vorteil ergibt sich vielmehr aus der Optimierung von Prozessen wie der Erzielung maximaler Materialnutzungseffizienz, reduzierter Leerlaufzeiten und qualitativ hochwertiger Arbeit auf Anhieb. Bei Laserschneiden im großen Maßstab Diese Ökonomien sind in den Prozess integriert und führen zu Folgendem:
Maximierung des Durchsatzes durch Hochgeschwindigkeitsschneiden
- Technologievorteil: Verwendung von hoher Leistung ( 12 kW bis 20 kW ) Faserlasersysteme Dadurch kann insbesondere bei dicken Materialien schneller geschnitten werden als mit anderen Techniken, was zu einer kürzeren Lichtbogen-Einschaltzeit pro Teil führt.
- Parameteroptimierung: Die Schnittparameter werden auf die perfekte Kombination aus Geschwindigkeit und Kantenqualität eingestellt, sodass keine zusätzlichen Nacharbeiten an den Kanten erforderlich sind.
- Auswirkung: Die daraus resultierende Reduzierung des Zeitaufwands für Primärprozesse wird das Rückgrat einer kosteneffizienten Fertigung bilden.
Minimierung nicht wertschöpfender Zeit durch Automatisierung
- Integrierte Materialhandhabung: Die Lade-/Entladesysteme und der Palettenwechsel sorgen dafür, dass der Laserschneider automatisch läuft , ohne dass Zeit für den manuellen Wechsel zwischen den Blechen verschwendet wird.
- Lights-Out-Operation: Die automatisierte Laserschneidlinien sind in der Lage, unbeaufsichtigt zu arbeiten und über Nacht optimale Verschachtelungsalgorithmen auszuführen, um die Gerätenutzung zu optimieren.
- Vorteil: Dies senkt die Arbeitskosten pro Stück erheblich und verbessert die Gesamtanlageneffizienz (OEE) , ein entscheidendes Element für die Massenfertigung.
Sicherstellung der Qualität beim ersten Mal, um Nacharbeit zu vermeiden
- Prädiktive Prozesssteuerung: Eine hochentwickelte Verschachtelungssoftware bietet Kollisionsvermeidung und thermische Verformungssimulation und eliminiert so potenzielle Probleme mit falscher Programmierung , die zu Ausschuss führen würden.
- Inline-Überwachung: In-Prozess-Sensoren können die Schnittqualität messen und ermöglichen Echtzeitanpassungen, um die Einhaltung aller Spezifikationen sicherzustellen .
- Ergebnis: Das Erreichen der höchsten First Time Rate (FTR) durch präzises Produktionsschneiden ist das wichtigste Element bei der Verwaltung der Gesamtkosten, da dadurch die hohen Kosten entfallen, die mit der Entsorgung oder Wiederaufbereitung teurer Komponenten verbunden sind.
Datengesteuerte Workflow-Integration
- Digital Thread: Die Schaffung eines nahtlosen digitalen Threads vom CAD/CAM-Design bis zur CNC-Schneidemaschine verhindert Fehler bei der Programmübertragung und ermöglicht eine effizientere Planung von Chargen.
- Analysen für kontinuierliche Verbesserung: Schnittzeiten, Materialausbeute und Verbrauchsmaterialverbrauchsdaten können analysiert werden, um zusätzliche Effizienzsteigerungen zu erzielen Effizienz beim Laserschneiden in der Produktion Zyklus.
Dieses Dokument beschreibt einen umfassenden Fertigungsansatz, bei dem die Kosten aus dem System heraus gesteuert werden. Eine kosteneffiziente Fertigung wird nicht durch den niedrigsten Preis auf dem Markt erreicht, sondern vielmehr durch die Schaffung eines möglichst effizienten Betriebs: der Einsatz von Automatisierung zur Reduzierung von Ausfallzeiten, hochpräzise Geschwindigkeiten zur Reduzierung der Zykluszeiten und die Nutzung von Daten, um sicherzustellen, dass die Ausbeute beim ersten Durchgang perfekt ist. Dieser Ansatz führt zu den niedrigsten Gesamtbetriebskosten beim Laserschneiden im großen Maßstab .
LS Manufacturing stärkt globale Hersteller von Energieausrüstung: Eine Fallstudie zum kundenspezifischen Präzisionsschneiden für 10-Meter-Offshore-Windkraftanschlüsse
Dies ist ein Beispiel für einen herausfordernden Fall, in dem LS Manufacturing die Integration technischer Prinzipien erfolgreich anwendete, um die Fertigungsprobleme eines Energieunternehmens in Europa zu lösen. In einem Szenario, in dem unserem Kunden die Zertifizierung durch DNV aufgrund von Fehlern beim Schweißen verweigert wurde, haben wir mit unseren Lösungen einen Durchbruch erzielt Laserschneiden in einem Durchgang Technologie, die den Übergang des Adapters von einem Schweißstück zu einem einteiligen Schnittstück ermöglichte:
Kundenherausforderung
Das Teil war ein 10,5 Meter langer Flanschadapter aus S355J2-Stahl mit einer Dicke von 35 mm . Der aktuelle Prozess umfasste segmentiertes Schneiden und anschließendes Schweißen, was zu Spannungen von mehr als 300 MPa führte, die zu Mikrorissen im Teil führten. Darüber hinaus ergab sich daraus ein Toleranzniveau von ± 5 mm , während das zulässige Toleranzniveau für die DNV-Zertifizierung nur ± 1,5 mm betrug.
LS-Fertigungslösung
Der Verzicht auf das Schweißen wurde durch den Einsatz unserer Hochleistungslaserplattform mit den Maßen 12 x 3 m erreicht, die zum Schneiden der monolithischen Teile eingesetzt wurde. Wir haben eine einzigartige Pfadstrategie entwickelt, die eine dynamische Anpassung der Leistungs- und Hilfsgaszufuhr, in diesem Fall Hochdruckstickstoff , zur Steuerung der Wärmezufuhr beinhaltet. Dies führte zu einer hervorragenden Vertikalität der Schnittfuge von weniger als 0,5° und einer völlig bartfreien Schnittkante. Der integriertes Laserschneiden Der Prozess gewährleistete eine perfekte geometrische Kontinuität und Homogenität des Materials, die durch Schweißen nicht erreicht werden konnte.
Ergebnisse und Wert
Das einteilige Bauteil hat eine Maßtoleranz von ±0,3 mm eingehalten, liegt damit deutlich innerhalb der DNV-Richtlinien und hat alle Strukturzertifikate erfolgreich bestanden. Da wir kein Schweißen, keine Wärmebehandlung nach dem Schweißen und kein Schleifen eingesetzt haben, konnten die Kosten um 40 % gesenkt werden. Darüber hinaus wurde die Vorlaufzeit von 15 Tagen auf nur noch vier Tage verkürzt. Mit dieser schnellen Prototypenentwicklung gewann der Kunde einen Auftrag über mehrere Millionen Euro.
In diesem konkreten Szenario ging es darum, mit innovativen Bearbeitungsschritten einen potenziellen Misserfolg in einen endgültigen Erfolg umzuwandeln. Das Problem der schweißbedingten Belastungen wichtiger Strukturen wurde durch die Umstellung von einer subtraktiven Verbindungstechnik auf eine innovative und hochkontrollierte monolithische Technik angegangen Dickschnitt-Laserschneiden Verfahren. Hier wird unsere Fähigkeit unter Beweis gestellt, nicht nur Teile, sondern endgültige Lösungen zu liefern, die die strengsten Industriekriterien erfüllen.
Sichern Sie sich die DNV-Zertifizierung und 40 % Kosteneinsparungen durch die Eliminierung von Schweißstress durch unser monolithisches Laserschneiden. Kontaktieren Sie uns, um eine Machbarkeitsprüfung des Projekts und ein formelles Angebot anzufordern.

FAQs
1. Welche maximale Arbeitstischgröße steht für Ihren Großformat-Laserschneidservice zur Verfügung?
Bei LS Manufacturing bieten wir branchenführende übergroße Arbeitstische mit einer Länge von bis zu 12.000 mm und einer Breite von 3.000 mm . Mit einer so großen Arbeitstischgröße können wir effektiv die größten einzelnen Metallbleche schneiden, die im Baugewerbe, im Transportwesen und bei Schwermaschinenanwendungen verwendet werden.
2. Können Sie Präzisionstoleranzen bei Teilen mit einer Länge von mehr als 6 Metern erreichen?
Ja, absolut. Wir halten außergewöhnliche lineare Toleranzen von ±0,05 mm über die gesamte Spanne ein, indem wir fortschrittliche lineare Encoder-Rückmeldungen und integrierte Echtzeit-Wärmekompensationssysteme nutzen und so die entscheidende Maßgenauigkeit für die längsten Strukturrahmen und Komponenten gewährleisten.
3. Welche Materialstärke kann Ihr Hochleistungs-Laserschneiddienst verarbeiten?
Unsere leistungsstarken 20-kW- Faserlaser können Kohlenstoffstahl mit einer Dicke von bis zu 50 mm und Edelstahl mit einer Dicke von bis zu 40 mm präzise schneiden. Diese Fähigkeit sorgt für saubere, bartfreie Kanten, wodurch die Notwendigkeit einer Nachbearbeitung der Kanten deutlich reduziert oder ganz überflüssig wird.
4. Wie gehen Sie mit thermischer Verformung während des großflächigen Laserschneidprozesses um?
Wir kontrollieren die thermische Verformung fachmännisch durch die Implementierung strategischer Stichschneidepfade und dynamischer Echtzeit-Laserleistungsmodulation. Dieser Prozess wird von unserer proprietären Materialkühlungsdatenbank und adaptiven Steuerungsalgorithmen gesteuert, um eine optimale Ebenheit und geometrische Genauigkeit der Teile sicherzustellen .
5. Ist kundenspezifisches großformatiges Laserschneiden teurer als herkömmliches Plasmaschneiden?
Während der Maschinenstundensatz höher ist, machen die überlegene Schnittqualität, die minimale Schnittfuge und die hervorragende Kantenbearbeitung oft eine kostspielige Nachbearbeitung überflüssig. Dies führt in der Regel zu niedrigeren Gesamtkosten pro fertigem Teil und ermöglicht deutlich schnellere Gesamtlaufzeiten für die Projektabwicklung.
6. Welche Branchen benötigen in der Regel übergroße Präzisionsteile für Hersteller?
Wir bedienen hauptsächlich die Sektoren Luft- und Raumfahrt, erneuerbare Energien, Schiffbau und schwere Infrastruktur. Diese Branchen erfordern geschäftskritische Präzision und Zuverlässigkeit für die Herstellung sehr großer Strukturkomponenten wie Windturbinengehäuse, Schiffsplatten und Strukturträger .
7. Wie schnell kann LS Manufacturing ein Angebot für kundenspezifisches Präzisionslaserschneiden unterbreiten?
Unser engagiertes Ingenieurteam bietet detaillierte, DFM-integrierte Angebote innerhalb von 24 Stunden nach Erhalt Ihrer CAD- oder STEP-Dateien. Dieser schnelle Service umfasst eine kostenlose Herstellbarkeitsanalyse, um ein optimales Design für Kosteneffizienz und Produktionserfolg sicherzustellen.
8. Bieten Sie Nachschneidedienste wie 12-Meter-CNC-Biegen oder zertifiziertes Schweißen an?
Ja. Als echter Full-Service-Anbieter bieten wir eine umfassende Nachbearbeitung inklusive großflächiger CNC-Abkantung bis zu 12 Metern , zertifiziertem Roboterschweißen und spezieller Oberflächenveredelung. Dieser integrierte One-Stop-Ansatz garantiert eine durchgängige Qualitätskontrolle kompletter übergroßer Baugruppen aus einer einzigen, zuverlässigen Quelle.
Zusammenfassung
Bei der Herstellung sehr großer, komplexer Teile ist es von entscheidender Bedeutung, einen Partner zu finden, der Größe, technische Tiefe und Qualitätsstabilität in Einklang bringt. LS Manufacturing nutzt 12.000-mm- Multi-kW-Lasersysteme und umfassende DFM-Expertise, um Herausforderungen in den Bereichen thermische Verformung, Präzisionssteuerung und Materialnutzung zu lösen. Wir sind nicht nur ein Anbieter von großformatigem Laserschneiden , sondern ein zuverlässiger Partner, der Sie von der Designoptimierung bis zur Massenproduktion begleitet.
Bereit für den Start Ihrer Präzision im großen Maßstab Laserschneiden Projekt? Lassen Sie nicht zu, dass Größenbeschränkungen oder Spleißfehler die Leistung beeinträchtigen. Klicken Sie auf „Angebot anfordern“, um Ihre CAD-Dateien für eine kostenlose technische Machbarkeitsbewertung und einen wettbewerbsfähigen Produktionsvorschlag hochzuladen. Kontaktieren Sie uns noch heute, um gemeinsam Ihre Fertigungskapazitäten auszubauen.
📞Tel: +86 185 6675 9667
📧E-Mail: info@lsrpf.com
🌐Website: https://lsrpf.com/
Haftungsausschluss
Der Inhalt dieser Seite dient ausschließlich Informationszwecken. LS-Fertigungsdienstleistungen Es gibt keinerlei Zusicherungen oder Gewährleistungen, weder ausdrücklich noch stillschweigend, hinsichtlich der Richtigkeit, Vollständigkeit oder Gültigkeit der Informationen. Es sollte nicht gefolgert werden, dass ein Drittlieferant oder -hersteller Leistungsparameter, geometrische Toleranzen, spezifische Designmerkmale, Materialqualität und -typ oder Verarbeitung über das LS Manufacturing-Netzwerk bereitstellt. Es liegt in der Verantwortung des Käufers. Erforderliche Teile Angebot Identifizieren Sie spezifische Anforderungen für diese Abschnitte. Bitte kontaktieren Sie uns für weitere Informationen .
LS-Fertigungsteam
LS Manufacturing ist ein branchenführendes Unternehmen . Konzentrieren Sie sich auf maßgeschneiderte Fertigungslösungen. Wir haben über 20 Jahre Erfahrung mit über 5.000 Kunden und legen Wert auf höchste Präzision CNC-Bearbeitung , Blechfertigung , 3D-Druck , Spritzguss . Metallstanzen und andere Fertigungsdienstleistungen aus einer Hand.
Unser Werk ist mit über 100 hochmodernen 5-Achsen-Bearbeitungszentren ausgestattet, die nach ISO 9001:2015 zertifiziert sind. Wir bieten Kunden in mehr als 150 Ländern weltweit schnelle, effiziente und qualitativ hochwertige Fertigungslösungen. Ganz gleich, ob es sich um eine Kleinserienproduktion oder eine groß angelegte Individualisierung handelt, wir können Ihre Anforderungen mit der schnellsten Lieferung innerhalb von 24 Stunden erfüllen. Wählen Sie LS Manufacturing. Das bedeutet Auswahleffizienz, Qualität und Professionalität.
Um mehr zu erfahren, besuchen Sie unsere Website: www.lsrpf.com .


