
大判レーザー切断サービス従来の切断テーブルではこのような巨大なワークピース (長さ 6 メートルを超える) をサポートできないため、エンジニアにとっては大きな問題が生じます。根本的な問題は、大規模なガントリー システムを正確に制御できないことにあり、これにより、数キロワットの電力を超えると材料の長さ公差の積み重ね誤差や切断位置の不一致が生じ、組み立てが困難になります。
LS Manufacturing は、閉ループ フィードバック制御と最適化された DFM アルゴリズムを備えた12,000mm x 3,000mmサイズの大型ファイバー レーザー マシンを開発することでこの問題を解決し、世界中の OEM に完全なカスタマイズ サービスを提供しています。次に、比類のない精度と材料節約を達成するために導入されている革新的なテクノロジーを探ってみましょう。大規模な切断作業。
大判レーザー切断: 大型部品のクイックリファレンス
| 技術的考察 | 特大パーツの実装 | プロジェクトの結果 |
| マシンベッド容量 | 当社の機械には最大4m x 12m のベッドがあり、プレート全体を切断できます。 | 大型の構造パネル、機械フレーム、建築コンポーネントの製造が可能になります。 |
| 距離にわたるビームの一貫性 | 高品質の光学ドライブとリニアドライブにより、加工範囲全体にわたって正確な切断が保証されます。 | 最大のピースを加工する場合でも、一貫したエッジ品質と寸法 ( ±0.2mm ) を保証します。 |
| マテリアルハンドリング | の自動化レーザーカット素材ロードと位置決めにより、重くて大きなシートの取り扱いが容易になります。 | 手作業での材料の取り扱いを減らし、損傷のリスクを最小限に抑えます。 |
| 熱歪み制御 | 最適な切断順序と電力管理により、熱歪みを防止します。 | 部品が平らなままであり、その形状が影響を受けないことを保証します。これは、その後の溶接や組み立てにとって重要です。 |
| ネスティングとシートの活用 | ネスティング ソフトウェアにより、さまざまなパーツを 1 枚の大きなシート上に最適に配置できます。 | 材料利用率を最大限に高めることで、製造される 1 個あたりの材料コストが削減されます。 |
| 結果: 中断のない生産 | ピースをつなぎ合わせずにシームレスに作成できます。 | 強度、見た目、組み立てやすさを向上させた製品を実現します。 |
大型の精密金属部品の製造における課題に取り組みます。私たちの大型レーザーカッター金属板全体から直接、精密で平坦な金属部品を提供します。これらにより、シームレスで大きなオブジェクトを簡単に作成し、迅速に組み立て、材料を適切に使用できるようになり、建設、輸送、機械業界で信頼できるサービスが保証されます。

図 1: レーザー彫刻装置は、DIY クラフト用にレーザー ビームを使用して小さなベニヤ板にパターンを彫刻します。
このガイドが信頼できる理由LS 製造の専門家による実践的な経験
レーザー切断に関する多くの記事が入手可能です。このガイドが他のガイドの中で際立っている理由は何ですか?理論的な概念を提供するだけの他の多くの著者とは異なり、私たちは実際の作業場で特大プレート、熱変形、エネルギー産業や機械製造の厳しい要件と戦う専門家です。私たちはすべての実践的な知識を次のような材料科学データベースによって検証しています。グランタデザイン(CES EduPack) 。
生き残るためには、大判作品のレーザー切断サービスにおいて、その領域に伴うハードルを克服する方法を学ぶ必要があります。理論的な概念を理解するだけでは十分ではありません。12メートルのスパンのスタック許容差や厚板材料の切断品質などの問題に対処する方法を学びました。風力タービン部品の精度であれ、造船プレートの取り付けであれ、すべてはこの実践的な知識に帰着します。
このガイドブックに記載されている各ヒントは、過去にこれらのパーツを切断したときに犯した経験と間違いに基づいています。などの信頼できる情報源によって説明されている基本的な概念に裏付けられた実践的な知識を提供します。ウィキペディアそして、クーラント、火花、レポートシートを使用したテストを通じて実際に証明されています。
大判レーザー切断サービスプロバイダーにとって精度が重要なのはなぜですか?
動的に蓄積されるエラーにより品質が危険にさらされるため、大判レーザー切断サービスにおいては、長さをメートル単位でマイクロメートルレベルで正確に追跡することが究極の課題となります。私たちのアプローチは、閉ループシステムとビーム管理によるモーション制御を通じてこの問題に直接対処し、 精密レーザー切断プロセス全体にわたる部品の構成:
経路忠実性を実現する閉ループリニアドライブシステム
完全な位置フィードバックを備えたダイレクト ドライブ システムを使用すると、標準システムの機械的慣性による避けられない誤差が排除されます。この方法により、ツーリング パスは常にリアルタイムで修正され、位置決めの偏差が最大12 メートルの長さで±0.03 mm以内に収まることが保証されます。これは、絶対要件です。鋼のレーザー切断。
エネルギー密度を一定にするアクティブコリメーション制御
移動距離が長くなると発散によりパワー密度が低下し、エッジ品質が低下する場合があります。リアルタイムビームプロファイリングセンサーは、焦点の均一性をチェックするために使用されます。ビームプロファイルを調整する動的コリメーション機能もあり、移動距離に関係なく安定した切断品質を実現します。この機能は、演奏時に滑らかなエッジを得るために重要です。 厚板レーザー切断ドロスや歪みなし。
動的プロセスパラメータの同期
切断パラメータは、機械の実際の速度と位置に対応するように自動的に調整されます。ソフトウェアは、ガス圧力、パルス周波数、および出力レベルをシステムの動的プロファイルに関連付けて、加速点または転換点での欠陥を排除します。高精度の輪郭切断を実現し、業界の精度基準を保証します。 高速レーザー切断。
計測学ベースの校正と検証
当社では、レーザー干渉法に基づく体積精度評価プロセスの導入により、一般的な工場校正を超えています。動作範囲全体にわたる誤差の正確なマップが生成され、機械の CNC 内で修正されます。一貫した検証により、システム固有の精度が仕様内に留まることが保証され、個々のジョブごとに信頼性の高い検証可能な測定が提供されます。
この文書では、精度を単に規定するのではなく管理する体系的なアプローチに基づいたエンジニアリング ソリューションについて説明します。リアルタイム計測、補償光学、同期ダイナミクスを統合する当社のアプローチの議論を通じて、大判レーザー切断サービスの本質的な困難に対処するために必要な技術的厳密性を証明します。
カスタム大判レーザー切断で材料の歩留まりを最適化するにはどうすればよいですか?
大規模な金属加工では、特に大型プレートを扱う場合、コスト効率は何よりも材料に依存します。効率はコーディングだけではなくエンジニアリングによって決まります。私たちのカスタム大判レーザー切断このサービスでは、板金を効率的な部品に変換する多段階のエンジニアリング技術を利用して、無駄を最小限に抑え、部品のコストを節約します。
AI 主導のネスティング アルゴリズム: 基本的な配置を超えて
- アルゴリズム ロジック:遺伝的アルゴリズムは複数のオプションを見つけるのに役立ち、速度よりも効率を優先します。
- 拘束の統合:熱による反りを防ぐために、材料の品質と木目の方向を考慮します。
- 出力:これにより、未使用のシートで85 ~ 92%を効率的に使用できるネストの形成が可能になります。これは、従来のネスティングと比較して10 ~ 15%の改善であり、マテリアル ネスティングの最適化の基礎となります。
高度なカッティング技術: シートの面積を最大限に活用
- コモンライン切断: 大量のレーザー切断パーツの共通ラインが考慮され、隣接するパーツに利用されるため、カーフが節約されます。
- スケルトンの最小化:ネスト操作中に形成されるスケルトンが削減され、接続された状態が維持されるため、取り扱いやリサイクルが容易になります。
- 用途:無駄が大幅に削減されるため、大量生産時に非常に有益であることがわかります。
残りの管理と戦略的な注文の統合
- デジタル在庫:オンラインのデジタルデータベースには、サイズ、材質の種類、厚さなどの残骸に関する情報が保管されます。
- スマート マッチング:端材は最初に現在の注文部品と組み合わせられ、「コストゼロ」の材料として使用されます。
- 利点:廃棄物を生産的な資源に変換します。これは特に次の用途に役立ちます。 プロトタイプのレーザー切断そして小ロット生産。
プロセス同期によるフロー効率の向上
- 統合ワークフロー:効率的なネスティング プロセスにより、自動リードイン/アウトや衝突のないガントリー移動などのマシン コードが自動的に生成されます。
- 総合的な最適化:同期により、最速のネストほどスループットが高くなるため、使用率だけでなく速度の面でもネストを最適化できます。
- 結果: 高品質のレーザー切断生産効率を損なうことなくプロセスを実現します。
この文書では、お客様のサプライチェーンを最適化する技術パートナーとして当社のサービスを提供することにより、エンジニアリングの効率化に対する当社の取り組みを紹介します。 AI ネスティングと残材管理でシートの利用率を最大化するには、当社のエンジニアリング チームと提携してください。詳細な材料収率分析と正式な見積もりをリクエストしてください。
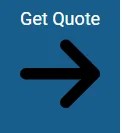
図 2: デュアルヘッド レーザー切断機は、航空宇宙部品用のアルミニウム合金シートを精密に加工します。
精密メーカーの大型部品スペシャリストを定義する基準は何ですか?
認定された精密メーカーの大型部品の独特の特徴は、熱歪みが重要な要素となる蓄積された物理的エラーを制御できることです。この文書は、形状や金属組成の均一性を必要とする重要な用途における専門的な製造基準のベンチマークとなる、単なる能力を超えた誤差を制御するための具体的な方法を提供します。
| 技術重点分野 | コアプロトコルと定量化可能な指標 |
| 動的熱補償 | 材料の厚さデータに基づいた有効電力制御の適用により、作業時の熱影響部 (HAZ) が0.2 mm以下に最小限に抑えられます。長時間のレーザー切断。 |
| 構造的な熱安定性 | ガントリーおよびリニアドライブ機構の断熱とアクティブ冷却の組み合わせにより、フレームの膨張時に生じる幾何学的歪みがないことが保証されます。精密金属レーザー切断。 |
| 体積誤差マッピング | レーザー干渉計を使用すると、体積誤差マッピングが可能になり、それを CNC システムの校正に使用できるため、プロセスの完全性が維持されることが保証されます。 高耐性レーザー切断。 |
| 同期プロセス制御 | 切削速度、ガス圧力、パルス周波数はツールパスと同期し、プロセス全体を通じて同じ切削幅と刃先形状を維持します。 |
上記は、さまざまな制御システムがどのように相互作用して複雑なチェーンを形成するかを説明しています。これにより、バッチ全体の生産に必要な時間に関係なく、最初の製造品と最終的な製造品の間の均一性を保証するという、特殊な金属製造における中心的な問題が解決されます。このような詳細レベルは、最終結果として確実性を必要とする注目度の高いプロジェクトにとって重要な技術基盤として機能します。

図 3: CNC レーザー切断システムは、建設機械向けに自動化された大判軟鋼コイルをスライスします。
特大板金レーザー切断プロジェクトに LS Manufacturing を選ぶ理由
特大板金レーザー切断成功は、機械的、寸法的、熱力学的なさまざまな問題を解決するシステムのエンジニアリングの機能です。このソリューションには、構造力学、自動マテリアルハンドリング、リアルタイム処理制御をシームレスなプロセス フローに統合することが含まれます。私たちの方法のプロセスは、大部分の生産においてこの複雑さを予測可能な高品質の結果に変換します。
構造剛性と熱管理
ガントリー マシンは、高剛性、低熱膨張の材料を使用して構築され、本体全体の温度が制御されています。 12 メートルを超えるスパンで自然に発生するたわみやドリフトを打ち消し、端から端までの幾何学的精度を保証します。ヘビーゲージレーザー切断材料。ガントリー機械を使用する場合、精密エンジニアリングが必須条件となります。
自動化された損傷のないマテリアルハンドリング
大きくて重い素材にストレスを与えたり、表面に傷を残さずに移動することが重要です。このため、当社ではコンピューター制御のエア浮上テーブルと、精密なグリップ機構を備えた同期真空リフト システムを使用しています。マイクロメートルの精度でシートを機械のベッド上で自動的に持ち上げ、移動し、位置決めし、あらゆる自動レーザー切断ラインのジョブで常に完璧な位置合わせを保証します。
重量セクション向けの適応型プロセス制御
厚さ 50 mm の金属板の切断には、熱管理の点でいくつかの課題が伴います。当社のシステムでは、レーザー出力とともにガス圧力を制御する閉ループ システムを利用して、切り溝の深さ全体にわたってエネルギー密度を一定に保ちます。その結果、失速、過剰なドロスの形成、面取りのないスムーズなプロセスが実現し、最も厳しい条件下でも、わずか 1 回のパスで完全に真っ直ぐな切断部品が得られます。 耐久性の高いレーザー加工仕事。
CADから部品までの統合デジタルワークフロー
私たちはデザインの構想からその実現までの距離を広げます。ネスティング ソフトウェアは、マテリアル ハンドリングおよび CNC 加工と密接にリンクされており、最適化されたレイアウトを、マテリアルの移動、パンチング、切断の動作をガイドするコマンドに変換できるようにします。密接な結合により非切削時間が短縮され、完璧な性能が保証されます。 産業用レーザー切断システム。
大規模製造によって生じる物流とエンジニアリングの問題、つまり材料の安全な輸送、応力下での構造的完全性、大きなセクションの正確な切断に対する当社のソリューションは、プロセス内の変数としてのそれらの相互接続にあります。特大プレートの切断で課題に直面していませんか?当社の設計されたシステムは、自動化されたハンドリングと適応制御を通じて精度を実現します。実現可能性評価と技術提案については、今すぐお問い合わせください。
高出力レーザー切断サービスはどのようにして高品質のエッジ仕上げを保証するのでしょうか?
エッジ品質高出力レーザー切断サービス単純な出力を超えています。正確なエネルギー供給、最適なガスダイナミクス、効果的な熱制御が必要です。重要な問題は、溶融金属を冷却してドロスや粗い表面に戻さずに除去することです。この文書では、強力なビームを精密切削工具に変換し、さらなる加工を行わずにRa 6.3 μm以上の切削エッジを確保するために必要なプロセス制御の概要を説明しています。
クリーンな溶融物を排出するための高精度のガスダイナミクス
- ガスノズルの最適化:層流用の多段ノズルを備えたデジタル制御を使用して、アシストガスシールドが切り溝の深さ全体にわたって常に一貫しているようにします。
- 動的圧力調整:圧力と流量は、切断される材料の厚さと切断パスの形状に応じて動的に変化し、溶融金属の排出に最適な運動量を可能にします。
- 結果:この流体力学的環境制御は、 ステンレス鋼のレーザー切断溶融スラグの縞模様や付着を引き起こす乱流を避けることができるからです。
熱入力とカーフ安定性管理
- 変調された電力供給:高出力レーザーは、最小限の入熱で材料のグレードと厚さに応じてパルス波または連続波を使用します。
- カーフ幅制御:切断パラメータの調整により、均一で狭いカーフが保証され、アシストガスがその速度と冷却特性を維持できるようになります。
- 結果:この微調整により、過度の溶解と HAZ が回避されます。これは、エッジの品質管理と部品の寸法にとって重要です。
制御されたピアシングとリードイン戦略
- 同期ピアスサイクル:レーザー出力の立ち上げ、ガスの活性化、焦点の同期により、プレート表面やノズルに損傷を与える可能性のある爆発性のスパッタが発生しないようにします。
- 最適化されたリードイン パス:リードインおよびリードアウトの設計は、クリティカル エッジ付近に欠陥がないようにアルゴリズムで生成され、カット パターンへのスムーズな移行が確実に行われます。
- 利点:こうすることで、一般的な障害の原因の 1 つである、開始領域または終了領域で発生する可能性のある欠陥を回避できます。精密ベベルレーザー切断。
データ駆動型パラメータの最適化
- 材料固有のライブラリ:当社は、特定の材料グレードと厚さに対する最適な切断パラメータ (レーザー出力と速度、ガス圧力と流量、周波数) を含む独自の材料データベースを開発しています。
- インラインモニタリング:光学センサーを使用して切断プロセスを観察し、さらなる調整に使用できるデータを得ることができます。
- 影響:このアプローチの経験的でデータ駆動型の性質により、当社の優れた機能のすべてが保証されます。 ファイバーレーザー切断技術を活用して、一貫した優れたパフォーマンスを実現します。
この手順では、閉ループのプロセス制御メカニズムについて説明します。私たちは、単に出力を指定するのではなく、ビーム、材料、ガスの相互作用がどのように発生するかを制御することによって、エッジ品質の問題に対処します。制御されたガスダイナミクスと熱管理を通じて、生産準備が整ったエッジを実現します。材料と公差の要件について話し合って、カスタマイズされた高出力切断ソリューションを入手してください。

図 4: 工業用レーザー切断機は、自動車製造向けに高出力で厚い合金鋼板を切断します。
優れた大型部品のレーザー切断サービスを定義する技術的利点は何ですか?
優れた大部分のレーザー切断サービス重要なのは、装置のサイズではなく、大きくて複雑な部品の加工に伴う運動学や幾何学的問題の解決を予測する能力です。当社の優れている点は、加工プロセス中に問題がないことを保証する仮想検証を使用していることです。この文書では、初回レート (FTR)の定量的な測定を通じて、複雑な形状を生産可能な部品に変えるために使用される技術的柱の概要を説明します。
| 技術の柱 | 実装と定量化可能な成果 |
| オフライン 3D パス シミュレーション | すべてのプログラムは3D パス シミュレーションの対象となり、プログラムを物理的に実行する前に、軸上の特異点、衝突、制限が検出されます。 |
| ロボットの運動学的最適化 | 複雑な形状の場合は、 ロボットレーザー切断セル3D 表面上で均一なスタンドオフ高さと切断角度を保証するために、最適な TCP パスを使用してコード化されています。 |
| 予測的プロセス検証 | ソフトウェアは切断シーケンス、熱の蓄積、部品のスプリングバックをシミュレートし、寸法の整合性を維持するためのプロアクティブな調整を可能にします。航空宇宙グレードのレーザー切断公差。 |
| デジタルから物理へのシームレスなハンドオフ | 最適化されたすべてのパラメータを含むシミュレーション プログラムは制御システムに直接アップロードされ、物理的な仮想計画の完璧な実行が保証されます。 複雑な3Dレーザー切断プロセス。 |
このアプローチは、プロアクティブなエンジニアリング手法を表します。当社は、デジタルツインで事前に設計を検証することで、運動学的破損、熱歪み、およびカスタム精密切断におけるプログラムの検証という主要な問題に対処します。そうすることで、事後対応的な方法論からより正確な方法論に移行し、 99.8% 以上の初回の正しいパフォーマンスを実現します。文書化された方法論により、高価値で許容度の低いプロジェクトに対する技術的信頼が確実に確立されます。
カスタム高精度レーザー切断はどのようにして長いビームの熱歪みを最小限に抑えますか?
カスタム精密レーザー切断を使用して長いビームを製造する際の最大のハードルは、材料を切断することではなく、反りや歪みを引き起こす熱入力と内部応力の累積的な影響に対処することです。この目的を達成するために、データ駆動型のパス指向の方法論を使用して熱入力を制御し、 ±0.2mm/mという厳しい公差内で幾何学的精度を維持します。
プレカット材料の応力解析とパス戦略
材料証明書と結晶粒方向の分析は、自然応力条件を定義するプログラミングの前に実行されます。カット パスは、これらの条件内で機能し、それらに反しないように計画されます。この分析は、全体の基礎として機能します。千鳥状レーザー切断プロセス。
ステッチカットによる離散化された熱入力
ビームの長さ全体を連続的にカットするのではなく、「ステッチ」または「ジャンプカット」と呼ばれる技術を使用します。レーザービームの経路に沿って複数の非線形カットが行われると、熱はある領域から別の領域に放散されます。当社の熱歪み制御技術は、曲げやねじれの原因となる累積的な熱勾配の発生を効果的に回避します。 ロングビームレーザー切断アプリケーション。
同期冷却とパラメータ調整
パワー、速度、ガスなどの切断パラメータは、熱画像を使用して、切断が行われる場所と周囲の材料の現在の温度に応じて動的に調整されます。ステッチ間にアクティブエアナイフによる冷却を行ってもよい。したがって、精密工学の主要原則の 1 つである安定した熱環境で各切断が行われることを保証します。
インプロセス計測と補正加工
重要な部品の場合、レーザートラッカーまたはインライン測定システムが切断プロセス中にビームの形状をキャプチャします。このデータは CNC にフィードバックされ、後続の切断パスで微調整を行ったり、最終的な光レーザー切断パスを開始して応力緩和後にコンポーネントを許容範囲内に戻すことができます。
このアプローチは、熱の影響を予測、分配、修正する閉ループを説明します。長い部品の反りの問題は、線形エネルギー源を、材料科学とセンサー読み取りデータに基づいたより予測可能な熱プロセスに置き換えることによって解決されます。これは変わりますカスタム精密レーザー切断直線化プロセスを必要とせずに、真直性が保証され、適切なアセンブリの位置合わせが行われる決定論的なプロセスに移行します。
産業用部品にとって大規模レーザー切断が最もコスト効率が高いのはなぜですか?
産業規模の拡大における真の費用対効果は、低い時間当たりの機械料金を超えています。むしろ、この経済的利点は、材料使用効率の最大化、アイドル時間の削減、最初の試行での高品質な作業の達成などのプロセスの最適化から生まれます。の場合大規模なレーザー切断、これらの経済はプロセスに組み込まれており、次のことにつながります。
高速切断でスループットを最大化
- テクノロジーの活用:高出力 ( 12kW-20kW ) の使用ファイバーレーザーシステムこれにより、特に厚い材料の場合、他の技術よりも速く切断できるため、部品あたりのアークオン時間が短縮されます。
- パラメータの最適化:切断パラメータは速度とエッジ品質の完璧な組み合わせに設定されるため、エッジに追加の仕上げ作業を行う必要はありません。
- 影響:結果として一次プロセスに費やす時間が削減され、費用対効果の高い製造のバックボーンが形成されます。
自動化による非付加価値時間の最小化
- 統合されたマテリアルハンドリング:ロード/アンロードシステムとパレット交換により、レーザーカッターが自動的に動作し、シート間の手動移動に時間を無駄にすることがなくなります。
- 消灯操作:自動レーザー切断ライン無人で動作し、最適なネスティング アルゴリズムを夜間に実行して、機器の使用を最適化することができます。
- 利点:これにより、1 個あたりの人件費が大幅に削減され、大量生産を可能にする重要な要素である全体の設備効率 (OEE)が向上します。
初回の品質を確保して手戻りをなくす
- 予測プロセス制御:洗練されたネスティング ソフトウェアは衝突回避と熱変形シミュレーションを備えており、無駄につながる誤ったプログラミングによる潜在的な問題を排除します。
- インラインモニタリング:インプロセスセンサーには切断品質を測定する機能があり、すべての仕様への準拠を保証するためのリアルタイム調整が可能になります。
- 結果:精密な生産切断によって最高の初回率 (FTR) を達成することは、高価なコンポーネントの廃棄または再製造に伴う高コストを排除するため、総コストを管理する上で最も重要な要素です。
データドリブンのワークフローの統合
- デジタル スレッド: CAD/CAM 設計からCNC 切断機までのシームレスなデジタル スレッドの作成により、プログラム転送中のエラーが防止され、バッチのスケジューリングがより効率的に可能になります。
- 継続的改善のための分析:切断時間、材料歩留まり、消耗品の使用データを分析して、作業効率をさらに高めることができます。 生産レーザー切断効率サイクル。
この文書では、システムからコストを設計する製造の包括的なアプローチについて説明します。費用対効果の高い製造は、市場での最低価格を実現することではなく、最も効率的な運用を確立することによって達成されます。つまり、自動化を使用してダウンタイムを削減し、高精度の速度でサイクルタイムを短縮し、データを使用して初回パスの歩留まりが完璧であることを確認します。このアプローチにより、大規模なレーザー切断における総所有コストが最も低くなります。
LS Manufacturing が世界のエネルギー機器メーカーに力を与える: 10 メートルの洋上風力コネクタのカスタム精密切断のケーススタディ
これは、LS Manufacturing がエンジニアリング原則の統合を適用して、ヨーロッパのエネルギー会社の製造上の問題を解決することに成功した、困難な事例の一例です。溶接による失敗が原因でクライアントが DNV によって認証を拒否されたシナリオで、当社は当社のソリューションを通じてブレークスルーを実現しました。シングルパスレーザー切断アダプターを溶接部品から一体の切断部品に移行させた技術:
クライアントの課題
この部品は長さ 10.5 メートルのフランジ アダプターで、厚さ35 mmの S355J2 鋼製でした。現在のプロセスでは、セグメント化された切断とそれに続く溶接が行われており、これにより300MPa を超える応力が発生し、部品にマイクロメートルの亀裂が発生しました。さらに、DNV 認証の許容公差レベルがわずか± 1.5 mm であったのに対し、これにより公差レベルは± 5 mmとなりました。
LS製造ソリューション
溶接の省略は、モノリシック部品の切断に使用された12m x 3mの高出力レーザー プラットフォームを使用して行われました。私たちは、熱入力を制御するために電力と補助ガス供給 (この場合は高圧窒素) を動的に調整する独自の経路戦略を作成しました。これにより、 0.5°未満の優れた切り口の垂直性と完全にドロスのない切断エッジが得られました。の統合されたレーザー切断このプロセスにより、溶接では得られなかった材料の完全な幾何学的連続性と均質性が保証されました。
結果と価値
この 1 部品コンポーネントは、DNV ガイドライン内で±0.3 mmの寸法公差を満たしており、すべての構造証明書を正常に完了しています。溶接、溶接後の熱処理、研削を一切使用しないため、コストが40%削減されました。さらに、リードタイムは15 日からわずか 4 日に短縮されました。この素早いプロトタイプ開発により、顧客は数百万ユーロの契約を獲得しました。
この特定のシナリオでは、革新的な処理ステップによって潜在的な失敗を確実な成功に変えることが重要でした。重要な構造に対する溶接関連の応力の問題は、減法接合技術から革新的で高度に制御されたモノリシック接合技術に切り替えることで解決されました。厚肉レーザー切断プロセス。単なる部品ではなく、最も厳しい業界基準を通過する最終的なソリューションを提供する当社の能力がここで実証されています。
当社のモノリシックレーザー切断により溶接応力を排除することで、DNV 認証を確保し、コストを 40% 削減します。プロジェクトの実現可能性レビューと正式な見積もりをリクエストするには、お問い合わせください。

よくある質問
1. 大判レーザー切断サービスで利用できるワークテーブルの最大サイズはどれくらいですか?
LS Manufacturing では、長さ 12,000 mm、幅 3,000 mmまでの業界をリードする特大ワークテーブルを備えています。このような巨大な作業台サイズにより、建設、輸送、重機用途で使用される最大の単一金属シートを効果的に切断できます。
2. 長さ 6 メートルを超える部品の精度公差を達成できますか?
はい、絶対に。当社は、高度なリニアエンコーダフィードバックと統合されたリアルタイム熱補償システムを使用して、フルスパンにわたって±0.05mmという優れた線形公差を維持し、最長の構造フレームとコンポーネントの重要な寸法精度を保証します。
3. 高出力レーザー切断サービスではどのような厚さの材料を処理できますか?
当社の高出力20kWファイバー レーザーは、厚さ 50mm までの炭素鋼と厚さ40mmまでのステンレス鋼を精密に切断できます。この機能により、きれいでドロスのないエッジが得られ、二次的なエッジ仕上げ作業の必要性が大幅に削減または完全に排除されます。
4. 大規模なレーザー切断プロセス中の熱歪みはどのように処理しますか?
当社では、戦略的なステッチカットパスとダイナミックなリアルタイムレーザーパワー変調を実装することで、熱歪みを巧みに制御します。このプロセスは、当社独自の材料冷却データベースと適応制御アルゴリズムによって導かれ、最適な部品の平坦度と幾何学的精度を確保します。
5. カスタムの大判レーザー切断は、従来のプラズマ切断よりも高価ですか?
機械の時間単価は高くなりますが、優れた切断品質、最小限のカーフ、優れたエッジ仕上げにより、多くの場合、コストのかかる二次加工が不要になります。これにより通常、完成部品あたりの総コストが削減され、プロジェクト全体の完了スケジュールが大幅に短縮されます。
6. 一般的に精密メーカーの大型部品サービスを必要とする業界は何ですか?
当社は主に航空宇宙、再生可能エネルギー、造船、重インフラ分野にサービスを提供しています。これらの業界では、風力タービンのハウジング、船舶のパネル、構造梁などの非常に大型の構造コンポーネントを製造するために、ミッションクリティカルな精度と信頼性が必要です。
7. LS Manufacturing は、カスタム精密レーザー切断の見積もりをどれくらい早く提供できますか?
当社の専任エンジニアリングチームが詳細な情報を提供します。 DFM 統合見積書CAD または STEP ファイルを受け取ってから24 時間以内に。 This rapid service includes a complimentary manufacturability analysis to ensure optimal design for cost efficiency and production success.
8. Do you offer post-cutting services such as 12-meter CNC bending or certified welding?
はい。 As a true full-service provider, we offer comprehensive post-processing including large-scale CNC bending up to 12 meters , certified robotic welding, and specialized surface finishing. This integrated, one-stop approach guarantees consistent quality control for complete oversized assemblies from a single, reliable source.
まとめ
In ultra-large, complex part manufacturing, finding a partner that balances scale, technical depth, and quality stability is critical. LS Manufacturing utilizes 12,000mm multi-kW laser systems and deep DFM expertise to solve challenges in thermal deformation, precision control, and material utilization. We are not just a large-format laser cutting provider , but a reliable partner guiding you from design optimization to mass production.
Ready to launch your large-scale precisionレーザー切断プロジェクト? Don't let size limits or splicing errors constrain performance. Click “Get a Quote” to upload your CAD files for a free technical feasibility assessment and a competitive production proposal. Contact us today to advance your manufacturing capabilities together.
📞電話: +86 185 6675 9667
📧メール: info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。 LSマニュファクチャリングサービス情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、LS Manufacturing ネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です。部品が必要です引用 これらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturing は業界をリードする企業です。カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形。金属プレス加工等のワンストップ製造サービス。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。 LSマニュファクチャリングを選択します。これは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.lsrpf.com 。


