
Service de découpe laser grand format pose des problèmes considérables aux ingénieurs car les tables de découpe conventionnelles ne sont pas en mesure de supporter des pièces aussi massives ( plus de 6 mètres de long ). Le problème fondamental réside dans l'incapacité de fournir un contrôle précis des systèmes de portiques à grande échelle, ce qui entraîne des erreurs d'empilement de tolérance de longueur substantielles et des incohérences dans l'alignement des coupes dans les matériaux sur plusieurs kilowatts de puissance, entraînant des difficultés d'assemblage.
LS Manufacturing résout ce problème en développant une grande machine laser à fibre de 12 000 mm x 3 000 mm avec un contrôle de rétroaction en boucle fermée et des algorithmes DFM optimisés, offrant un service de personnalisation complet aux OEM du monde entier. Explorons maintenant les technologies innovantes que nous mettons en œuvre pour obtenir une précision inégalée et des économies de matériaux lors de opérations de découpe à grande échelle .
Découpe laser grand format : référence rapide des pièces surdimensionnées
| Considération technique | Implémentation de pièces surdimensionnées | Résultat pour votre projet |
| Capacité du lit de machine | Nos machines disposent de bancs jusqu'à 4m x 12m , capables de découper des plaques complètes. | Permet la fabrication de grands panneaux structurels , de bâtis de machines et d'éléments de construction. |
| Cohérence du faisceau sur la distance | Des entraînements optiques et linéaires de haute qualité garantissent des coupes précises sur toute la plage d'usinage. | Garantit une qualité de bord et des dimensions constantes ( ±0,2 mm ), même lorsque vous travaillez sur les plus grandes pièces. |
| Manutention des matériaux | Automatisation de matériel de découpe laser le chargement et le positionnement facilitent la manipulation de tôles lourdes et volumineuses. | Réduit la manutention manuelle des matériaux et minimise le risque de dommages. |
| Contrôle de la distorsion thermique | Un ordre de coupe et une gestion de l'énergie optimaux évitent les distorsions thermiques. | Garantit que la pièce reste plate et que sa géométrie n'est pas affectée, ce qui est important pour le soudage et l'assemblage ultérieurs . |
| Imbrication et utilisation des feuilles | Le logiciel d'imbrication assure un placement optimal des différentes pièces sur une grande feuille . | L'utilisation maximale des matériaux entraîne une réduction des coûts de matériaux par pièce fabriquée. |
| Résultat : une production ininterrompue | Création transparente sans avoir à assembler les pièces. | Crée un produit avec une résistance, une apparence et une facilité d'assemblage accrues. |
Nous abordons les problèmes liés à la fabrication de composants métalliques de précision à grande échelle . Notre découpeuses laser à grande échelle fournir des composants métalliques précis et plats directement à partir de l’ensemble de la plaque métallique. Ils nous permettent de fabriquer facilement des objets volumineux et sans soudure, de les assembler rapidement et d’utiliser correctement les matériaux, garantissant ainsi des services fiables dans les secteurs de la construction, des transports et des machines.

Figure 1 : L'équipement de gravure laser sculpte des motifs sur de petites planches de contreplaqué avec un faisceau laser pour les travaux manuels.
Pourquoi faire confiance à ce guide ? Expérience pratique des experts de fabrication LS
De nombreux articles sont disponibles sur la découpe laser . Qu’est-ce qui distingue ce guide des autres ? Contrairement à de nombreux autres auteurs qui proposent simplement des concepts théoriques, nous sommes des spécialistes travaillant dans un véritable atelier luttant contre les plaques surdimensionnées, la déformation thermique et les exigences strictes de l'industrie énergétique et de la fabrication de machines. Nous faisons vérifier toutes nos connaissances pratiques par des bases de données de science des matériaux, telles que Conception de subvention (CES EduPack) .
La survie exige que nous apprenions à surmonter les obstacles qui accompagnent le territoire en matière de service de découpe laser de pièces de grand format . Il ne suffit pas de comprendre les concepts théoriques, nous avons appris à gérer des problèmes tels que la tolérance d'empilement sur une portée de 12 mètres et la qualité de découpe dans des tôles épaisses. Qu'il s'agisse de la précision des pièces d'une éolienne ou de l'assemblage des tôles de construction navale, tout se résume à ces connaissances pratiques.
Chaque conseil que vous trouverez dans ce guide est basé sur notre expérience et les erreurs que nous avons commises lors de la découpe de ces pièces dans le passé. Nous vous apportons des connaissances pratiques étayées par les concepts fondamentaux décrits par des sources réputées telles que Wikipédia et prouvé dans la pratique grâce à des tests avec du liquide de refroidissement, des étincelles et des feuilles de rapport.
Pourquoi la précision est-elle essentielle pour les fournisseurs de services de découpe laser grand format ?
Un suivi précis au niveau micrométrique sur des mètres de long constitue le défi ultime dans le service de découpe laser grand format en raison des erreurs qui s'accumulent de manière dynamique, compromettant la qualité. Notre approche répond directement à ce problème via le contrôle de mouvement avec des systèmes en boucle fermée et la gestion des faisceaux, offrant découpe laser de précision des pièces tout au long du processus :
Systèmes d'entraînement linéaire en boucle fermée pour une fidélité de trajectoire
L'utilisation d'un système d'entraînement direct avec retour de position complet élimine les erreurs inévitables dues à l'inertie mécanique dans les systèmes standards. Grâce à cette méthode, la trajectoire de l'outillage est constamment corrigée en temps réel, garantissant que tout écart de positionnement est contenu dans une plage de ±0,03 mm pour des longueurs allant jusqu'à 12 mètres , une exigence absolue pour découpe laser de l'acier .
Contrôle actif de la collimation pour une densité d'énergie constante
La densité de puissance peut devenir faible en raison de la divergence lorsque la distance de déplacement devient plus grande , ce qui entraîne une qualité de bord inférieure. Des capteurs de profilage de faisceau en temps réel sont utilisés pour vérifier l'uniformité du point focal. Il existe également une fonction de collimation dynamique qui régule le profil du faisceau pour offrir une qualité de coupe constante quelle que soit la distance de déplacement. Cette fonctionnalité est importante pour obtenir des bords lisses lors de l'exécution découpe laser de plaques épaisses sans scories ni distorsion.
Synchronisation dynamique des paramètres de processus
Les paramètres de découpe sont automatiquement ajustés pour correspondre à la vitesse réelle et à l'emplacement de la machine. Le logiciel corrèle la pression du gaz, la fréquence des impulsions et le niveau de puissance avec le profil dynamique du système afin d'éliminer les défauts aux points d'accélération ou de virage. Une découpe de contour de haute précision est obtenue pour garantir les normes de précision industrielles dans découpe laser à grande vitesse .
Étalonnage et validation basés sur la métrologie
Nous allons au-delà des étalonnages typiques en usine grâce au déploiement d'un processus d'évaluation de la précision volumétrique basé sur l'interférométrie laser. Une carte précise des erreurs sur toute l’enveloppe de travail est générée et corrigée dans la CNC de la machine. Une validation cohérente garantit que la précision inhérente du système reste conforme aux spécifications, offrant des mesures fiables et vérifiables pour chaque tâche individuelle.
Cet article décrit une solution d'ingénierie basée sur une approche systématique dans laquelle la précision est gérée plutôt que simplement stipulée. À travers la discussion de notre approche d'intégration de la métrologie en temps réel, de l'optique adaptative et de la dynamique synchronisée, nous prouvons la rigueur technique nécessaire pour répondre aux difficultés essentielles du service de découpe laser grand format .
Comment la découpe laser grand format personnalisée peut-elle optimiser vos taux de rendement des matériaux ?
Dans la fabrication métallique à grande échelle , la rentabilité dépend plus des matériaux que de toute autre chose, en particulier lorsqu'il s'agit de grandes plaques. L'efficacité dépend de l'ingénierie et pas seulement du codage. Notre découpe laser grand format sur mesure Le service utilise une technique d'ingénierie en plusieurs étapes qui transforme la tôle en pièces efficaces pour minimiser les déchets et vous faire économiser de l'argent sur vos pièces :
Algorithmes d'imbrication basés sur l'IA : au-delà de l'arrangement de base
- Logique algorithmique : Les algorithmes génétiques nous aident à trouver plusieurs options, privilégiant l'efficacité à la vitesse.
- Intégration des contraintes : Nous prenons en compte la qualité et le sens du grain du matériau pour éviter les déformations dues à la chaleur.
- Résultat : Cela conduit à la formation d'un nid où une utilisation efficace de 85 à 92 % peut être effectuée sur des feuilles vierges, ce qui représente une amélioration de 10 à 15 % par rapport à l'imbrication conventionnelle, constituant ainsi la base de l'optimisation de l'imbrication des matériaux .
Techniques de découpe avancées : maximiser l'espace des feuilles
- Coupe en ligne commune : Pendant le découpe laser en grand volume pièces, des lignes communes sont prises en compte et utilisées pour les pièces adjacentes, économisant ainsi le trait de scie.
- Minimisation du squelette : Le squelette qui se forme lors des opérations d'imbrication est réduit et maintenu pour être connecté, facilitant ainsi sa manipulation et son recyclage.
- Application : Cela s’avère très bénéfique lors de la production de masse , car le gaspillage est considérablement réduit.
Gestion des restes et intégration des commandes stratégiques
- Inventaire numérique : Une base de données numérique en ligne conserve des informations sur les restes en termes de taille, de type de matériau et d'épaisseur .
- Correspondance intelligente : les restes sont d'abord associés aux pièces de la commande en cours pour les utiliser comme matériau « à coût nul » .
- Avantage : Il convertit les déchets en ressources productives, particulièrement utiles pour découpe laser de prototypes et productions en petits lots.
Synchronisation des processus pour l'efficacité des flux
- Flux de travail intégré : un processus d'imbrication efficace génère automatiquement un code machine, qui comprend des entrées/sorties automatisées et un mouvement du portique sans collision .
- Optimisation holistique : la synchronisation permet d'optimiser le nid non seulement en termes d'utilisation mais également en termes de vitesse puisque le nid le plus rapide aura un débit plus élevé.
- Résultat : Cela permet découpe laser de haute qualité processus sans compromettre l’efficacité de la production.
Dans ce document, nous présentons notre engagement envers l’efficacité de l’ingénierie en proposant nos services en tant que partenaires techniques pour optimiser votre chaîne d’approvisionnement. Pour maximiser l’utilisation de vos feuilles grâce à l’imbrication IA et à la gestion des restes, associez-vous à notre équipe d’ingénierie. Demandez une analyse détaillée du rendement des matériaux et un devis formel.
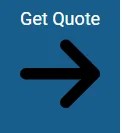
Figure 2 : La machine de découpe laser à double tête traite avec précision des tôles d'alliage d'aluminium pour les composants aérospatiaux.
Quelles normes définissent un spécialiste des pièces surdimensionnées d’un fabricant de précision ?
La caractéristique unique d'un fabricant de précision qualifié de pièces surdimensionnées est sa capacité à contrôler les erreurs physiques accumulées, où la distorsion thermique devient un élément clé. Le document fournit des méthodes spécifiques pour contrôler les erreurs qui transcendent la simple capacité à devenir la référence en matière de normes de fabrication professionnelles pour des utilisations essentielles nécessitant une uniformité dans la géométrie et la composition métallique.
| Domaine d'intervention technique | Protocole de base et métrique quantifiable |
| Compensation thermique dynamique | L'application d'un contrôle de puissance active basé sur les données d'épaisseur du matériau conduit à une zone affectée par la chaleur (ZAT) minimale de ≤0,2 mm lors de l'exécution. découpe laser longue durée . |
| Stabilité thermique structurelle | La combinaison du refroidissement actif avec l'isolation thermique du portique et des mécanismes d'entraînement linéaire garantit l'absence de distorsions géométriques causées par l'expansion du cadre pendant découpe laser de métal de précision . |
| Cartographie des erreurs volumétriques | L'utilisation de l'interférométrie laser permet une cartographie des erreurs volumétriques, qui peut ensuite être utilisée pour calibrer le système CNC, garantissant ainsi que l'intégrité du processus reste intacte pendant découpe laser haute tolérance . |
| Contrôle de processus synchronisé | La vitesse de coupe, la pression du gaz et la fréquence d'impulsion sont synchronisées avec la trajectoire de l'outil pour maintenir la même largeur de coupe et la même géométrie de bord tout au long du processus. |
Ce qui précède explique comment différents systèmes de contrôle interagissent pour former une chaîne complexe. Cela résout le problème central de la fabrication spécialisée de métaux : l’assurance de l’uniformité entre les pièces fabriquées initiales et finales, quel que soit le temps requis pour produire l’ensemble du lot. Un tel niveau de détail constitue une base technique essentielle pour les projets de grande envergure exigeant une certitude comme résultat final.

Figure 3 : Le système de découpe laser CNC coupe des bobines d'acier doux de grand format avec automatisation pour les machines de construction.
Pourquoi choisir LS Manufacturing pour les projets de découpe laser de tôle surdimensionnés ?
Découpe laser de tôles surdimensionnées le succès dépend de l’ingénierie du système qui résout la multiplicité des difficultés mécaniques, dimensionnelles et thermodynamiques. Cette solution implique l'intégration de la mécanique structurelle, de la manutention automatisée des matériaux et du contrôle du traitement en temps réel dans un flux de processus transparent. Le processus de notre méthode convertit cette complexité en résultats prévisibles et de haute qualité dans la production de grandes pièces :
Rigidité structurelle et gestion thermique
Les machines à portique sont construites à partir de matériaux à haute rigidité, à faible dilatation thermique et à température contrôlée sur tout le corps. Il annule l'affaissement et la dérive qui se produisent naturellement dans les portées au-delà de 12 mètres , garantissant une précision géométrique d'un bout à l'autre tout en garantissant une précision géométrique. découpe laser de gros calibre matériel. L'ingénierie de précision est une condition préalable pour travailler avec des machines à portique.
Manutention automatisée et sans dommage
Il est essentiel de déplacer des matériaux volumineux et lourds sans les stresser ni laisser de rayures sur leur surface. Pour cette raison, nous utilisons une table de flottation à air contrôlée par ordinateur et un système de levage par vide synchronisé avec des mécanismes de préhension délicats. Il soulève, déplace et positionne automatiquement les feuilles sur le lit de la machine avec une précision micrométrique, garantissant un enregistrement impeccable à tout moment pour chaque travail de lignes de découpe laser automatisées .
Contrôle de processus adaptatif pour les sections lourdes
La découpe d'une tôle de 50 mm d'épaisseur implique plusieurs défis en termes de gestion de la chaleur. Dans nos systèmes, nous nous appuyons sur un système en boucle fermée qui contrôle la pression du gaz ainsi que la puissance du laser pour maintenir la densité d'énergie constante sur toute la profondeur du trait de scie. Le résultat est un processus fluide, sans calage, formation excessive de scories ou biseau, qui donne des pièces parfaitement droites en un seul passage, même pour les plus rigoureux. fabrication laser robuste des emplois.
Flux de travail numérique intégré de la CAO à la pièce
Nous comblons la distance entre la conception des designs et leur réalisation. Le logiciel d'imbrication est étroitement lié à la manipulation des matériaux et à l'usinage CNC, garantissant qu'une disposition optimisée peut être convertie en commandes qui guident les mouvements de transfert de matériaux, de poinçonnage et de découpe. L'accouplement étroit réduit le temps sans coupe et garantit une performance sans faille de systèmes de découpe laser industriels .
Nos solutions aux problèmes de logistique et d’ingénierie posés par la fabrication à grande échelle – transport sûr des matériaux, intégrité structurelle sous contrainte et découpe précise de grandes sections – résident dans leur interconnexion en tant que variables d’un processus. Vous êtes confronté à des défis liés à la découpe de plaques surdimensionnées ? Notre système d'ingénierie offre une précision grâce à une manipulation automatisée et un contrôle adaptatif. Renseignez-vous dès maintenant pour une évaluation de faisabilité et une proposition technique.
Comment le service de découpe laser haute puissance garantit-il une finition des bords de haute qualité ?
Qualité des bords dans service de découpe laser haute puissance va au-delà de la simple puissance de sortie ; cela nécessite une fourniture d’énergie précise, une dynamique des gaz optimale et un contrôle thermique efficace. Le principal problème est d’éliminer le métal en fusion sans le faire refroidir en scories ou en une surface rugueuse. Le document décrit les contrôles de processus requis pour transformer une poutre puissante en un outil de coupe de précision, garantissant des bords de coupe de Ra 6,3 μm ou mieux sans traitement supplémentaire :
Dynamique des gaz de précision pour une éjection propre de la matière fondue
- Optimisation des buses à gaz : des commandes numériques avec des buses à plusieurs étages pour un flux laminaire sont utilisées de telle sorte que la protection contre le gaz d'assistance soit cohérente à tout moment sur toute la profondeur de la saignée.
- Régulation dynamique de la pression : la pression et le débit varient dynamiquement en fonction de l'épaisseur du matériau à couper et de la géométrie du chemin de coupe, permettant ainsi une impulsion optimale pour l'expulsion du métal fondu .
- Résultat : Ce contrôle du milieu hydrodynamique est nécessaire dans découpe laser en acier inoxydable car cela évitera les turbulences entraînant des stries et l'adhésion des scories fondues.
Gestion de l'apport thermique et de la stabilité des saignées
- Alimentation modulée : le laser haute puissance utilise une onde pulsée ou continue en fonction de la qualité et de l'épaisseur du matériau avec un apport de chaleur minimal.
- Contrôle de la largeur de saignée : Les ajustements des paramètres de coupe garantissent des saignées uniformes et étroites, permettant ainsi au gaz d'assistance de conserver sa vitesse et ses propriétés de refroidissement.
- Résultat : Ce réglage précis évite trop de fusion et de HAZ, ce qui est crucial pour le contrôle de la qualité des bords et les dimensions des pièces.
Stratégie de perçage et d'entrée contrôlée
- Cycles de perçage synchronisés : L'augmentation de la puissance du laser, l'activation du gaz et la synchronisation du point focal garantissent qu'aucune projection explosive ne se produit qui pourrait endommager la surface de la plaque ou la buse.
- Chemins d'entrée optimisés : La conception d'entrée et de sortie est générée de manière algorithmique de telle manière qu'il n'y aura aucun défaut à proximité des bords critiques, garantissant ainsi une transition en douceur vers le motif de coupe .
- Avantage : De cette façon, nous évitons tout défaut possible dans les zones de départ ou d'arrivée, qui est l'une des sources de défaillance courantes dans découpe laser en biseau de précision .
Optimisation des paramètres basée sur les données
- Bibliothèques spécifiques aux matériaux : nous développons nos propres bases de données de matériaux contenant les paramètres de découpe optimaux ( puissance et vitesse du laser, pression et débit du gaz, fréquence ) pour des qualités et épaisseurs de matériaux spécifiques.
- Surveillance en ligne : Des capteurs optiques peuvent être utilisés pour observer le processus de découpe afin de disposer de données pour un ajustement ultérieur.
- Impact : La nature empirique et basée sur les données de cette approche garantit que toutes les capacités supérieures de notre technologie de découpe laser à fibre sont exploités pour offrir des performances constantes et exceptionnelles.
Cette procédure décrit un mécanisme de contrôle de processus en boucle fermée. Nous abordons le problème de la qualité des bords en contrôlant la manière dont l'interaction faisceau-matériau-gaz se produit, plutôt qu'en spécifiant simplement la puissance. Obtenez des bords prêts pour la production grâce à une dynamique des gaz et une gestion thermique contrôlées. Discutez de vos exigences en matière de matériaux et de tolérances pour recevoir une solution de coupe haute puissance sur mesure.

Figure 4 : La machine de découpe laser industrielle coupe des plaques d'acier alliées épaisses avec une puissance élevée pour la fabrication automobile.
Quels avantages techniques définissent un service de découpe laser de grandes pièces de qualité supérieure ?
Un supérieur service de découpe laser de grandes pièces il ne s'agit pas de la taille des équipements mais de la capacité à anticiper la résolution des problèmes de cinématique et de géométrie liés à l'usinage de pièces grandes et complexes. Ce qui rend notre entreprise supérieure, c'est l'utilisation de la validation virtuelle, garantissant qu'il n'y aura aucun problème pendant le processus d'usinage. Dans ce document, nous décrivons les piliers techniques utilisés pour transformer une géométrie complexe en pièces productibles grâce à la mesure quantitative du First Time-Rate (FTR) :
| Pilier technique | Mise en œuvre et résultat quantifiable |
| Simulation de chemin 3D hors ligne | Tous les programmes sont soumis à une simulation de chemin 3D pour détecter les singularités, collisions et limites sur les axes avant d'exécuter physiquement le programme. |
| Optimisation cinématique robotique | Pour les formes compliquées, un cellule de découpe laser robotisée est codé avec des chemins TCP optimaux pour garantir une hauteur d'écartement et un angle de coupe uniformes sur les surfaces 3D. |
| Validation prédictive des processus | Le logiciel simule la séquence de coupe, l'accumulation de chaleur et le retour élastique de la pièce, permettant ainsi des ajustements proactifs pour préserver l'intégrité dimensionnelle des pièces. découpe laser de qualité aérospatiale tolérances . |
| Transfert transparent du numérique au physique | Le programme de simulation, comprenant tous les paramètres optimisés, est téléchargé directement sur le système de contrôle, garantissant une exécution parfaite du plan virtuel dans le cadre physique. découpe laser 3D complexe processus. |
Cette approche représente une méthodologie d’ingénierie proactive. Nous abordons les problèmes clés de défaillance cinématique, de distorsion thermique et de vérification du programme dans notre découpe de précision personnalisée en validant la conception dès le départ dans un jumeau numérique. Ce faisant, nous passons d’une méthodologie réactive à une méthodologie plus précise, générant ainsi une performance de plus de 99,8 % dès la première fois. Une méthodologie documentée garantit que la confiance technique est établie pour les projets de grande valeur et à faible tolérance .
Comment la découpe laser de précision personnalisée minimise-t-elle la distorsion thermique sur les poutres longues ?
Le plus grand obstacle dans la fabrication de poutres longues à l’aide d’une découpe laser de précision personnalisée n’est pas la découpe du matériau mais la gestion des impacts cumulatifs de l’apport thermique et des contraintes internes qui conduisent à la déformation et à la distorsion. À cette fin, nous utilisons une méthodologie basée sur les données et orientée chemin pour contrôler l'apport thermique et ainsi maintenir la précision géométrique dans des tolérances aussi étroites que ±0,2 mm/m :
Analyse des contraintes des matériaux prédécoupés et stratégie de trajectoire
L'analyse du certificat de matériau et de la direction des grains est effectuée avant la programmation pour définir les conditions de contraintes naturelles . Le chemin de coupe est planifié de telle sorte qu'il fonctionne dans ces conditions et non en opposition. Cette analyse servira de base à l'ensemble découpe laser décalée processus.
Entrée thermique discrétisée avec découpe par points
Plutôt qu’une coupe continue sur toute la longueur de la poutre, nous utilisons ce que nous appelons une technique de « point » ou de « coupe sautée ». La chaleur peut se dissiper d’une zone à une autre grâce à plusieurs coupes non linéaires réalisées le long du trajet du faisceau laser. Notre technique de contrôle de la distorsion thermique évite efficacement le développement du gradient thermique cumulatif, qui autrement provoquerait une flexion et une torsion. découpe laser à long faisceau candidatures.
Refroidissement synchronisé et modulation des paramètres
Les paramètres de découpe, tels que la puissance, la vitesse et le gaz , sont ajustés dynamiquement en fonction de l'endroit où la découpe aura lieu et de la température actuelle du matériau environnant à l'aide de l'imagerie thermique. Le refroidissement par une lame d'air active peut être effectué entre les points. Ainsi, nous garantissons que chaque coupe sera réalisée dans un environnement thermique stable qui est l'un des principes fondamentaux de l'ingénierie de précision .
Métrologie en cours de processus et usinage compensatoire
Pour les pièces critiques, des trackers laser ou des systèmes de mesure en ligne capturent la géométrie du faisceau pendant le processus de découpe. Ces données sont renvoyées à la CNC, permettant des micro-ajustements dans les trajectoires de découpe ultérieures ou le lancement d'une passe finale de découpe laser légère pour ramener le composant dans les tolérances après relaxation des contraintes.
Cette approche explique la boucle fermée de prévision, de distribution et de correction de l’effet thermique. La difficulté de déformation des pièces longues est résolue en remplaçant la source d'énergie linéaire par un processus thermique plus prévisible basé sur la science des matériaux et les données des lectures des capteurs. Cela tourne découpe laser de précision sur mesure dans un processus déterministe avec une rectitude garantie et un alignement correct de l'assemblage sans aucun processus de redressage.
Pourquoi la découpe laser à grande échelle est-elle la plus rentable pour les pièces industrielles ?
La véritable rentabilité à l’échelle industrielle transcende un faible taux horaire de machine. Cet avantage économique résulte plutôt de l’optimisation des processus, par exemple l’obtention d’une efficacité maximale d’utilisation des matériaux, d’une réduction des temps d’inactivité et d’un travail de haute qualité effectué du premier coup. En cas de découpe laser à grande échelle , ces économies sont intégrées au processus, conduisant à :
Maximiser le débit grâce à la découpe à grande vitesse
- Levier technologique : Utilisation d'une puissance élevée ( 12 kW-20 kW ) systèmes laser à fibre qui peut couper plus rapidement que d'autres techniques, en particulier dans les matériaux épais, ce qui réduit le temps d'arc par pièce.
- Optimisation des paramètres : Les paramètres de coupe seront réglés sur la combinaison parfaite de vitesse et de qualité des bords afin qu'il n'y ait aucun travail de finition supplémentaire sur les bords.
- Impact : La réduction du temps consacré aux processus primaires qui en résultera constituera l'épine dorsale d' une fabrication rentable .
Minimiser le temps sans valeur ajoutée grâce à l'automatisation
- Manutention intégrée des matériaux : Les systèmes de chargement/déchargement et le changement de palette garantiront que la découpeuse laser fonctionne automatiquement , sans perdre de temps à se déplacer manuellement entre les feuilles.
- Fonctionnement sans éclairage : Le lignes de découpe laser automatisées sont capables de fonctionner sans surveillance, en exécutant des algorithmes d'imbrication optimaux pendant la nuit pour optimiser l'utilisation des équipements.
- Avantage : Cela réduit considérablement le coût de la main-d'œuvre par pièce et améliore l'efficacité globale de l'équipement (OEE) , un élément crucial pour permettre la fabrication de masse.
Garantir la qualité du premier coup pour éliminer les retouches
- Contrôle prédictif des processus : un logiciel d'imbrication sophistiqué permet d'éviter les collisions et de simuler la déformation thermique, éliminant ainsi tout problème potentiel lié à une programmation incorrecte qui entraînerait un gaspillage.
- Surveillance en ligne : Les capteurs en cours de processus ont la capacité de mesurer la qualité de coupe, ce qui permet des ajustements en temps réel pour garantir le respect de toutes les spécifications.
- Résultat : Atteindre le taux de première utilisation (FTR) le plus élevé grâce à une découpe de production de précision est l'élément le plus important dans la gestion des coûts totaux, car il élimine le coût élevé associé au rejet ou à la remise à neuf de composants coûteux.
Intégration de flux de travail basée sur les données
- Fil numérique : La création d'un fil numérique transparent depuis la conception CAO/FAO jusqu'à la machine de découpe CNC évite les erreurs lors du transfert de programme et permet une planification des lots plus efficace.
- Analyses pour une amélioration continue : les temps de coupe, le rendement des matériaux et les données d'utilisation des consommables peuvent être analysés pour gagner en efficacité dans le domaine. efficacité de la découpe laser de production faire du vélo.
Ce document décrit une approche globale de la fabrication dans laquelle les coûts sont intégrés hors du système. La fabrication rentable n'est pas obtenue en ayant le prix le plus bas du marché, mais plutôt en créant l'opération la plus efficace : l'utilisation de l'automatisation pour réduire les temps d'arrêt, des vitesses de haute précision pour réduire les temps de cycle et l'utilisation des données pour garantir que le rendement du premier passage est parfait. Cette approche permet d'obtenir le coût total de possession le plus bas en matière de découpe laser à grande échelle .
LS Manufacturing donne du pouvoir aux fabricants mondiaux d'équipements énergétiques : une étude de cas sur la découpe de précision personnalisée pour les connecteurs éoliens offshore de 10 mètres
Il s'agit d'un exemple de cas difficile dans lequel LS Manufacturing a appliqué avec succès l'intégration de principes d'ingénierie pour résoudre les problèmes de fabrication d'une entreprise énergétique en Europe. Dans un scénario où notre client s'est vu refuser la certification par DNV en raison de défaillances dues au soudage, nous avons réalisé une avancée décisive grâce à notre découpe laser en un seul passage technologie qui a fait passer l'adaptateur d'une pièce soudée à une pièce découpée monobloc :
Défi client
La pièce était un adaptateur à bride de 10,5 mètres de long , en acier S355J2 d'une épaisseur de 35 mm . Le processus actuel impliquait une découpe segmentée suivie d'un soudage qui créait des contraintes supérieures à 300 MPa conduisant à des fissures micrométriques dans la pièce. De plus, cela aboutissait à un niveau de tolérance de ± 5 mm , alors que le niveau de tolérance autorisé pour la certification DNV n'était que de ± 1,5 mm .
Solution de fabrication LS
Notre élimination du soudage a été réalisée en utilisant notre plate-forme laser haute puissance, mesurant 12 mx 3 m , qui a été utilisée pour découper les pièces monolithiques. Nous avons créé une stratégie de trajectoire unique qui implique un ajustement dynamique de l'alimentation électrique et du gaz d'assistance, dans ce cas, de l'azote à haute pression , pour contrôler l'apport de chaleur. Il en résulte une excellente verticalité de la saignée inférieure à 0,5° et un bord de coupe totalement exempt de scories. Le découpe laser intégrée Ce procédé garantissait une parfaite continuité géométrique et une homogénéité du matériau qui ne pouvaient être obtenues par soudage.
Résultats et valeur
Le composant en une seule pièce a respecté une tolérance dimensionnelle de ± 0,3 mm , bien dans les directives DNV et a obtenu avec succès tous les certificats de structure. Comme nous n'avons eu recours ni à la soudure, ni au traitement thermique post-soudage, ni à aucun meulage, le coût a été réduit de 40 % . De plus, le délai de livraison a été réduit de 15 jours à seulement quatre jours. Grâce à ce développement rapide du prototype, le client a remporté un contrat de plusieurs millions d'euros.
Dans ce scénario particulier, il s'agissait de transformer un échec potentiel en un succès certain grâce à des étapes de traitement innovantes. Le problème des contraintes liées au soudage sur des structures importantes a été résolu en passant d'une technique d'assemblage soustractive à une technique monolithique innovante et hautement contrôlée. découpe laser de sections épaisses processus. Notre capacité à fournir non seulement des pièces, mais aussi des solutions définitives qui répondent aux critères industriels les plus stricts est présentée ici.
Obtenez la certification DNV et 40 % d’économies en éliminant les contraintes de soudage grâce à notre découpe laser monolithique. Contactez-nous pour demander une étude de faisabilité du projet et un devis formel.

FAQ
1. Quelle est la taille maximale de la table de travail disponible pour votre service de découpe laser grand format ?
Chez LS Manufacturing, nous proposons des tables de travail surdimensionnées de pointe, mesurant jusqu'à 12 000 mm de long et 3 000 mm de large . Avec une table de travail aussi grande, nous pouvons couper efficacement les plus grandes tôles utilisées dans les applications de construction, de transport et de machinerie lourde.
2. Pouvez-vous obtenir des tolérances de précision sur des pièces dépassant 6 mètres de longueur ?
Oui, absolument. Nous maintenons des tolérances linéaires exceptionnelles de ± 0,05 mm sur toute la portée grâce au retour d'encodeur linéaire avancé et aux systèmes de compensation thermique intégrés en temps réel, garantissant une précision dimensionnelle critique pour les cadres et composants structurels les plus longs.
3. Quelle épaisseur de matériau votre service de découpe laser haute puissance peut-il gérer ?
Nos lasers à fibre haute puissance de 20 kW peuvent couper avec précision l'acier au carbone jusqu'à 50 mm d'épaisseur et l'acier inoxydable jusqu'à 40 mm d'épaisseur. Cette capacité permet d'obtenir des bords propres et sans scories qui réduisent considérablement, voire éliminent complètement le besoin d'opérations de finition de bords secondaires.
4. Comment gérez-vous la distorsion thermique pendant le processus de découpe laser à grande échelle ?
Nous contrôlons de manière experte la distorsion thermique en mettant en œuvre des chemins de découpe de points stratégiques et une modulation dynamique de la puissance laser en temps réel. Ce processus est guidé par notre base de données exclusive sur le refroidissement des matériaux et par des algorithmes de contrôle adaptatif pour garantir une planéité et une précision géométrique optimales des pièces .
5. La découpe laser grand format personnalisée est-elle plus chère que la découpe plasma traditionnelle ?
Même si le taux horaire de la machine est plus élevé, la qualité de coupe supérieure, le trait de scie minimal et l'excellente finition des bords éliminent souvent un usinage secondaire coûteux. Cela se traduit généralement par un coût total inférieur par pièce finie et permet des délais d'achèvement globaux du projet nettement plus rapides.
6. Quelles industries nécessitent généralement des services de pièces surdimensionnées de précision ?
Nous servons principalement les secteurs de l'aérospatiale, des énergies renouvelables, de la construction navale et des infrastructures lourdes. Ces industries nécessitent une précision et une fiabilité essentielles à leur mission pour fabriquer des composants structurels de très grande taille tels que des carters d'éoliennes, des panneaux de navires et des poutres structurelles .
7. Dans quel délai LS Manufacturing peut-il fournir un devis pour une découpe laser de précision personnalisée ?
Notre équipe d'ingénierie dédiée fournit des informations détaillées, Devis intégrés à DFM dans les 24 heures suivant la réception de vos fichiers CAD ou STEP. Ce service rapide comprend une analyse de fabricabilité gratuite pour garantir une conception optimale en termes de rentabilité et de réussite de la production.
8. Proposez-vous des services de post-découpe tels que le pliage CNC de 12 mètres ou le soudage certifié ?
Oui. En tant que véritable fournisseur de services complets, nous proposons un post-traitement complet comprenant un pliage CNC à grande échelle jusqu'à 12 mètres , un soudage robotisé certifié et une finition de surface spécialisée. Cette approche intégrée et unique garantit un contrôle qualité cohérent pour les assemblages complets surdimensionnés à partir d’une source unique et fiable.
Résumé
Dans la fabrication de pièces complexes et de très grande taille, il est essentiel de trouver un partenaire qui équilibre l'échelle, la profondeur technique et la stabilité de la qualité. LS Manufacturing utilise des systèmes laser multi-kW de 12 000 mm et une expertise approfondie en DFM pour résoudre les défis en matière de déformation thermique, de contrôle de précision et d'utilisation des matériaux. Nous ne sommes pas seulement un fournisseur de découpe laser grand format , mais un partenaire fiable qui vous guide de l'optimisation de la conception à la production en série.
Prêt à lancer votre précision à grande échelle découpe laser projet? Ne laissez pas les limites de taille ou les erreurs d’épissage limiter les performances. Cliquez sur « Obtenir un devis » pour télécharger vos fichiers CAO pour une évaluation de faisabilité technique gratuite et une proposition de production compétitive. Contactez-nous dès aujourd’hui pour faire progresser ensemble vos capacités de fabrication.
📞Tél : +86 185 6675 9667
📧Courriel : info@lsrpf.com
🌐Site Internet : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est uniquement à titre informatif. Services de fabrication LS Il n'y a aucune représentation ou garantie, expresse ou implicite, quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou un fabricant tiers fournira des paramètres de performance, des tolérances géométriques, des caractéristiques de conception spécifiques, la qualité et le type de matériaux ou la fabrication via le réseau LS Manufacturing. C'est la responsabilité de l'acheteur. Exiger des pièces devis Identifier les exigences spécifiques pour ces sections. Veuillez nous contacter pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur . Concentrez-vous sur les solutions de fabrication personnalisées. Nous avons plus de 20 ans d'expérience auprès de plus de 5 000 clients et nous nous concentrons sur la haute précision. Usinage CNC , Fabrication de tôle , impression 3D , Moulage par injection . Estampage des métaux et autres services de fabrication à guichet unique.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001 : 2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse d'une production en petit volume ou d'une personnalisation à grande échelle, nous pouvons répondre à vos besoins avec la livraison la plus rapide dans les 24 heures. choisissez LS Fabrication. Cela signifie efficacité de sélection, qualité et professionnalisme.
Pour en savoir plus, visitez notre site Web : www.lsrpf.com .


