精密アクリルレーザー切断サービスレーザー切断にどのような種類のアクリルが使用されているかを工学的に検証することから始めます。しかし、大量生産では、複雑なコンポーネントの微小亀裂や切り口のテーパーなどの課題に直面しています。問題は、熱の影響を受けるゾーンを最小限に抑えるためにレーザー出力密度を補正する際に、ほとんどのサプライヤーが鋳造アクリルと押し出しアクリルの機械的特性の違いをデジタルで制御する能力がないことです。
LS Manufacturing は、DFM 検査と「コールド パルス」切断技術の適用によりこの問題を克服し、厚さ15 mmまでのレーザー切断アクリル部品の公差±0.05 mmを可能にしました。当社が提供するカスタム加工レーザー切断には、可能な限り最高の価値を提供するために、応力除去アニーリングまでのパスの最適化が含まれます。次の分析は、複雑なアクリル部品の製造における精度と効率の矛盾に、専門的な技術ソリューションがどのように対処するかを示しています。
精密アクリルレーザー切断: 複雑な部品のクイックリファレンス
| 技術的な課題 | 複雑な設計のための製造ソリューション |
| 内部応力亀裂 | 応力を軽減したキャストアクリルと最適な切断パスを採用し、応力の軽減を軽減します。 |
| 微細加工と薄肉加工 | 当社では、精密な光学系とパラメータ調整を利用して、材料を溶かしたり破損したりすることなく、微細な形状を切り出します。 |
| エッジの明瞭さと磨き | レーザーによって発生する熱により自然な研磨効果が生じ、滑らかで透明な仕上がりになります。 |
| 多層およびアセンブリ機能 | パーツにタブ、スロット、位置決め穴を切り込むことで、正確に組み立てることができます。 |
| 当社の 3D ネスティングとフィクスチャリング | カスタムネストと治具を 3D で設計し、平らなシートから 1 回の操作で複数平面のジオメトリを機械加工できるようにします。 レーザーカット素材。 |
| 結果: 光学的および寸法的完全性 | 輪郭が明確で高精細な部品を製造し、応力による曇りや変形のリスクがありません。 |
| 結果: すぐに組み立てられる精度 | 完璧にフィットする完全に組み立てられた製品なので、美的価値を提供しながら組み立てが簡単になります。 |
当社のソリューションは、複雑で精密なアクリル部品の製造に伴う問題に対処します。当社のレーザー切断システムにより、応力の防止、細部の精度、光学品質を保証します。その結果、機能性と美観を念頭に置き、展示またはプロトタイプ用に組み立てる準備が整った、寸法的に正確なコンポーネントが得られます。 レーザー切断用途。
このガイドが信頼できる理由LS 製造の専門家による実践的な経験
精密なアクリルレーザー切断サービスについては何百もの記事で説明されていますが、当社は直接の経験に基づいて15 年間運営してきました。当社のワークショップでは、困難な形状や熱負荷との日々の格闘により、絶対に故障してはならず、次のような基準を満たすコンポーネントが作成されます。医療機器に関する ISO 13485そして国際航空宇宙品質グループ(IAQG)ガイドライン。真の経験とは、レーザー切断操作中のアクリルの挙動を理解していることを意味します。
熱の影響を受けるゾーンを減らし、微小亀裂を回避する当社の技術は、動的レーザーキャリブレーションを使用して完成されました。当社のオーダーメイド設計のレーザー切断システムは、公差が±0.05 mm未満であるため、重要な産業において信頼性が高くなります。苦労して得た経験により、無駄な実験をせずに複雑なデザインを効率的かつ効果的に製造することが容易になります。
以下は、精度と効率の間の矛盾に対処するためのベスト プラクティスに関するガイドです。これには、 DFM 分析からストレス解放に至るまでの包括的なプロセスが含まれており、プロトタイピングから製造までプロジェクトの成功を保証します。これは、部品の完全性を確保し、最も困難なアクリル部品を最良の価格で提供するための当社の実績のあるシステムです。
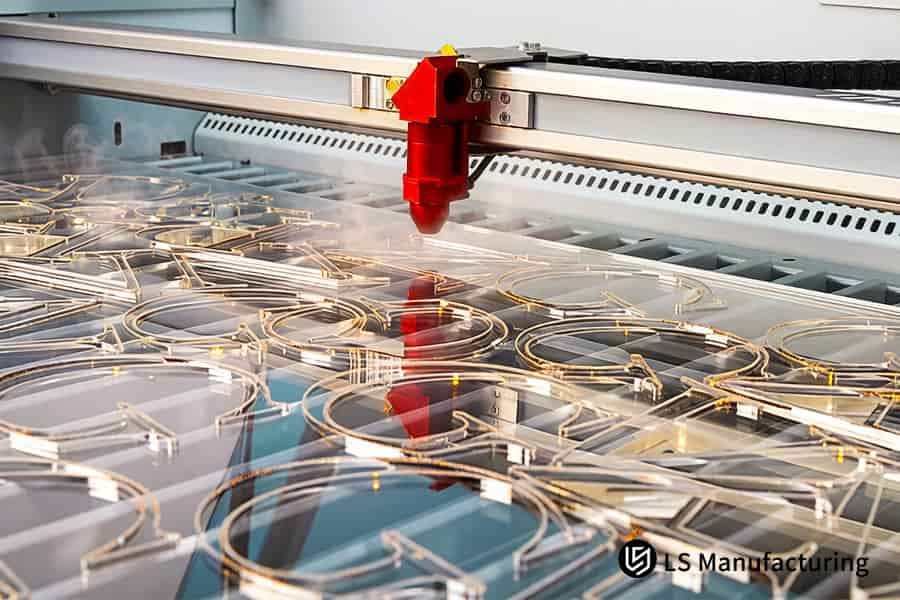
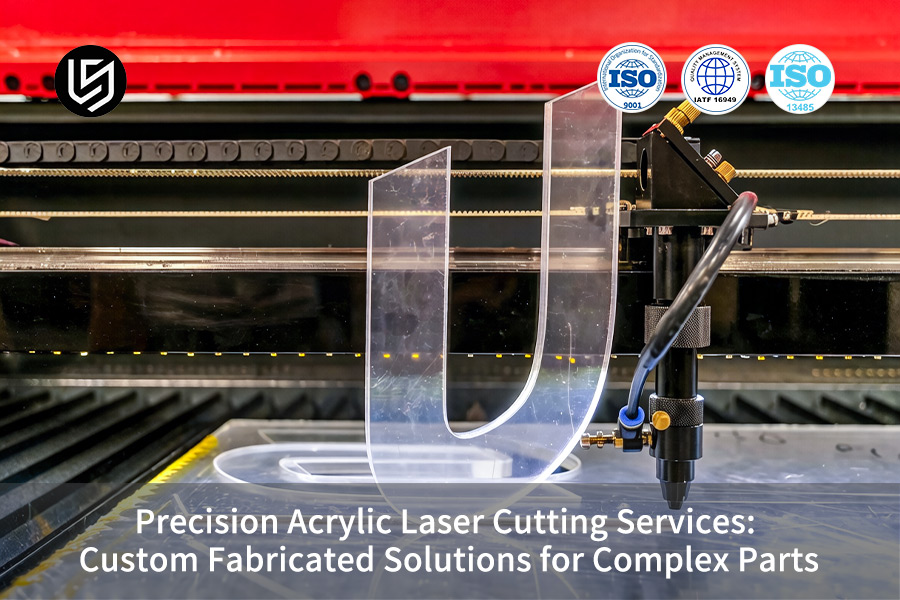
図 1: レーザー切断により、産業オートメーション部品用の押し出しアクリルに正確な歯車の歯が形成されます。
LS Manufacturing が 2026 年の精密アクリルレーザー切断サービスの第一候補となるのはなぜですか?
で精密加工、複雑な組み立てにおける複数のコンポーネントの合計エラーの蓄積は、引き続き非効率と高コストの重大な原因となっています。 LS Manufacturingでは、閉ループ デジタル制御システムと統計的プロセス制御を組み合わせてこの問題に対処し、 ±0.05 mmの形状公差を達成しています。このプロセスにより、部品の互換性が保証され、アセンブリの歩留まりが向上します。
ミクロンレベルの安定性を実現する閉ループデジタル制御
当社が採用しているシステムは完全なデジタル フィードバック メカニズムを採用しており、干渉エンコーダを使用してレーザー ガルバノの位置を測定します。収集されたデータは、設計のデジタル コピーと比較して評価されます。偏差は、熱ドリフトに対処する補正メカニズムをトリガーします。この機能は当社の精密アクリルレーザー切断サービスの中核であり、信頼性の高い部品の製造を可能にします。カスタムレーザー切断ソリューション。
SPC ダッシュボード: プロアクティブなドリフト管理
サンプリングからリアルタイムへ移行しました品質保証。このような重要な要素はビジョン システムによって自動的に監視され、リアルタイムの管理図に表示されます。これにより、材料のロット間の違いなどのばらつきがあった場合でも、公差に影響を与える前にエンジニアが即座に対応することが可能になります。このプロアクティブなシステムは、当社が提供するすべてのアクリル レーザー切断サービスを支え、光学用途のレーザー切断の一貫性を保証します。
組み立てを成功させるための公差ロック戦略
±0.05mmという厳密な公差を強制するという当社の決定は、高度に戦略的なアプローチに基づいており、これはスタックアップ公差を完全に排除することを目的としています。そのためには、レンズの焦点合わせや環境制御などの高度なLS製造技術が不可欠です。これにより、異なるバッチ間での部品間の完全な互換性が確保され、成功への道が開かれます。 大量のレーザー切断。
この文書では、当社の革新的な製造プロセスの背後にある戦略について説明します。高度なテクノロジーにアクセスできることは、側面の 1 つにすぎません。しかし、私たちは、デジタル制御、分析、および非常に厳密な公差が連携して動作する統合システムを構築して、エラーの蓄積の問題を解決することに成功しました。

カスタムレーザー切断サービスはどのようにして医療機器の光学グレードのエッジの鮮明さを実現できるのでしょうか?
医療機器に光学品質のエッジを作成するために不必要な二次仕上げ操作を適用することは、時間がかかるだけでなく非効率的です。この記事では、レーザー切断時に材料の制御されたリフローを引き起こし、Ra 0.8μm 未満の表面仕上げを実現するエンジニアリング ソリューションの概要を説明します。提案されたソリューションの鍵は、「自己アニーリング」切断を可能にするエネルギー管理とガスダイナミクスにあります。
その場溶解のための正確なエネルギー制御
- 課題:制御されていないエネルギーにより、切断面に粗い縞模様の表面が生じます。
- 当社の方法:均一に溶融した切り溝を実現するために、材料の表面の下にレーザーを配置することで10.6 µmレーザーの焦点位置を制御します。
- 結果:平滑化できる均一な溶融ゾーンが生成されます。医療機器のレーザー切断表面の完全性については例外はありません。
表面改質のためのガスダイナミクス
- 課題:従来のアシストガスは通常、溶融ゾーンを急速に冷却し、その動きを停止させます。
- 私たちの方法:超高純度窒素の層流を使用することにより、酸素のない微小環境を作り出します。これにより溶融ポリマーが保護され、表面張力によって溶融物が再形成されます。
- 結果:このプロセスにより、エッジに比類のない光学的透明度が得られ、機械自体によって生成されたすぐに使用可能な表面による厳しい公差のレーザー切断が可能になります。
統合パラメータ同期
- 課題:個々のパラメーターを最適化しても、一貫性と再現性のある結果は得られません。
- 私たちの方法:私たちの閉ループシステムは焦点、ガス圧力、送り速度を微調整します。パラメーターは、最適な「研磨ウィンドウ」を構成するレシピを介して、対象の材料に応じて構成されます。
- 結果:この調整の結果は、次の条件を作り出します。カスタムレーザー切断サービス後処理を行わずにあらかじめ仕上げられたエッジを使用するため、後処理が不要になるためコストが削減されます。これが、当社が付加価値の高い信頼性の高い精密レーザー切断サービスを実現する方法です。
この技術的ソリューションは、ビーム操作、雰囲気制御、パラメータ同期などのプロセスを 1 サイクルに追加することで、切断における既存の技術を拡張することに基づいています。当社の方法論では、コストのかかる手動研磨方法を廃止できる効率的なソリューションを使用して、カットされたままのコンポーネントに関するエッジ仕上げの問題に対処することを目標としています。プロセスエンジニアリングは当社の独自のアプローチにおける重要な要素であり、成功した結果とコストの節約を保証します。 複雑なレーザー切断プロジェクト。

図 2: 電子デバイスのエンクロージャのミラー アクリルのガスケット エッジをレーザー切断スライスできれいにします。
OEM エンジニアが統合 DFM エンジニアリングによる複雑な部品のレーザー切断を優先する必要があるのはなぜですか?
熱歪みは、複雑な形状を持つコンポーネントの寸法忠実度に重大な潜在的なリスクをもたらします。このドキュメントでは、対象を絞ったDFM 最適化を通じて設計段階でこのリスクを軽減するプロアクティブな方法論について詳しく説明します。当社のエンジニアリング主導の分析複雑な部品のレーザー切断潜在的な生産障害を予測可能でコスト効率の高い結果に変換し、最初からプロジェクトの優れた信頼性を保証します。
| チャレンジ部門 | 当社のプロアクティブな DFM メソッド | 定量化可能な結果と価値 |
| 非平面形状と熱応力 | 内側のエッジ角度の最適化を見直して、局所的な変形を生じさせずに熱エネルギーと材料質量のバランスを確保します。 | 熱変形の可能性を60%以上に低減します。 |
| マイクロフィーチャーアレイ (例: 通気孔) | 熱の蓄積を防ぐ高密度のレーザー切断パターンに関する研究と推奨。 | 微細構造を溶かして設計を変更する潜在的な熱蓄積を回避します。 |
| 異方性材料の挙動 | 切断パスに対するブランクの位置合わせと材料粒子の形成の評価。 | パーツの軸に関係なく、エッジと寸法の均一性が維持されます。 |
| 重要なインターフェース機能 | ネスティング段階でデータム構造と犠牲タブをベースにすることで、後処理をストレスなく行うことができます。 | さらなる加工中の完成品の精度を保証し、 厳しい公差のレーザー切断。 |
この文書では、製造前の複雑なコンポーネントにおける製造信頼性のエンジニアリングに焦点を当てています。私たちのアプローチレーザー切断複雑な部品の場合、熱の根本原因の問題に取り組む決定論的な DFM スタディが必要となり、 100% のスケジュール保証が実現します。この方法により、打ち上げ後の改造で発生する無駄な出費が防止され、当社のサービスは航空宇宙レーザー切断において傑出したものになります。部品だけではなく、堅牢な製造方法を提供します。
プロのアクリルレーザー切断サービスが内部応力亀裂を軽減できるのはなぜですか?
アクリル材料の一般的な欠陥の 1 つは応力亀裂であり、材料が溶剤にさらされると致命的な破損につながる可能性があります。この技術レポートでは、内部応力亀裂を除去するプロセスに関する当社の特許について詳しく説明します。カスタム加工のレーザー切断アニーリングプロセスを使用して部品を製造します。
応力再分散のためのターゲットを絞ったサーマルソーキング
この欠陥に対する従来のアプローチには、温度勾配を作成する冷却が含まれていました。ただし、当社の技術では、材料の歪み温度よりも低い、所定の浸漬温度に達するまで材料を徐々に加熱します。この時点で、分子は緩和され、コンポーネント本体全体の応力が均等に軽減されます。
積極的なテストを通じて検証されたパフォーマンス
私たちはテストを受けることで、ストレスのないコンポーネントを提供できる能力を証明します。当社が製造する部品、特に医療グレードの部品は、 70%イソプロピル アルコールに浸す厳しいテストを受けます。当社のプロセスを経たものには微小亀裂がなく、応力の中立性が確認されています。
一貫した結果をもたらすプロセスの統合
これは独立したバッチ処理ではありません。アニーリング サイクルの仕様は、個々のプロジェクトごとにジョブ トラベラー カードに事前にプログラムされています。このようにして、すべてのバッチが、正確なレーザー切断を成功させるための鍵となる完全に最適化されたプロセスを通過するため、プロの評判に値する結果が得られます。アクリルレーザーカットサービス。
以下の論文では、アクリルにおける溶剤の使用によって引き起こされる亀裂に対するプロセス指向の解決策について説明しています。当社は、問題の根本原因に効果的に対処する特許取得済みのストレス軽減手順を提供しています。プロセスの奥深さが私たちの製品を作ります。 安定性の高いレーザー切断本当にユニークです。当社の検証済みアニーリングプロセスは、溶剤にさらされてもアクリルに亀裂が生じないことを保証します。信頼性を重視した製造の見積もりのために仕様を送信してください。
カスタム加工されたレーザー切断は、高価なエンジニアリング プラスチックの材料ネスティングをどのように最適化しますか?
多くの場合、材料自体が製品価格の合計の40%以上を占めるため、材料の利用がコスト最適化の主要な手段となります。以下のペーパーでは、最適なネスティングとカーフ制御によりシートの使用を最大限に高めるための当社の技術的アプローチを紹介します。カスタム製作のレーザー切断プロジェクト。
動的カーフ補償によるアルゴリズム的ネスティング
- 課題:固定カーフを使用してネスティングする従来の方法では、幾何学的図形の複雑さと高密度により無駄が生じます。
- 私たちの方法:切断パターンと部品の位置を動的に変更するアルゴリズムにより、ブリッジやギャップの使用を最小限に抑えることができます。レーザー光線を正確に制御することで、最小0.8mmのカーフを設定することが可能です。
- 結果:このようにして、1 枚のシートあたりの部品配置を最大化し、 高歩留まりのレーザー切断文書化されているいくつかの例では、使用率が91%でした。
幾何学的解析による最適なレイアウト
- 課題:奇妙な形状の部品と混合バッチ生産により、材料シートに未使用のスペースが生じます。
- 当社の方法:当社のソフトウェアは徹底した幾何学的解析を実行するため、負のスペースが最小限になるように部品を回転させることで部品のレイアウトを最大化できます。
- 結果:この方法は、以下の点で重要な役割を果たします。 自動レーザー切断生産これは、アクリルおよび合成材料に対する当社の効果的なレーザー切断ソリューションの基礎を構成します。
シートの完全性を実現する自動マイクロブリッジング
- 課題:シートから部品が完全に剥がれると、切断中に部品が移動したり落下したりする可能性が高くなります。
- 私たちの方法:ソフトウェアは、応力が発生する特定の点でさまざまな部品の間にマイクロブリッジを構築し、切断プロセスの最後まで部品が安定に保たれるようにします。
- 結果:切断の品質に影響を与えることなく、最適なネスティングを実現できます。これは、正確なレーザー切断プロジェクトを確実に行うために不可欠です。
統合されたコストモデリングとレポート
- 課題:効率的なネスティングによるコスト削減の可能性は仮説であり、クライアントに提供される具体的な説明が不足しています。
- 当社の方法:使用した材料の量、発生する廃棄物の量、および見積書で固定されている部品ごとの材料コストの節約に関する詳細を含む、各ネスティング プロジェクトに関する個別のレポートを提供します。
- 結果:上記の数値は、事実に基づいた透明性とコストの最適化を提供し、言及されたコスト削減が単価レベルで確実に達成されることを保証します。
この文書では、主要なコストセンターの 1 つからの材料を使用し、それを当社の事業の非常に効果的なセグメントの 1 つに変える、技術的に健全なアプローチを紹介します。廃棄物問題に対する答えは、プロセス保持自動化テクノロジーと組み合わせた動的なカーフ管理と形状の最適化にあります。技術的な複雑さの程度は、競争力のある価格を提示するのに役立ちますエンジニアリングプラスチックのレーザー切断。
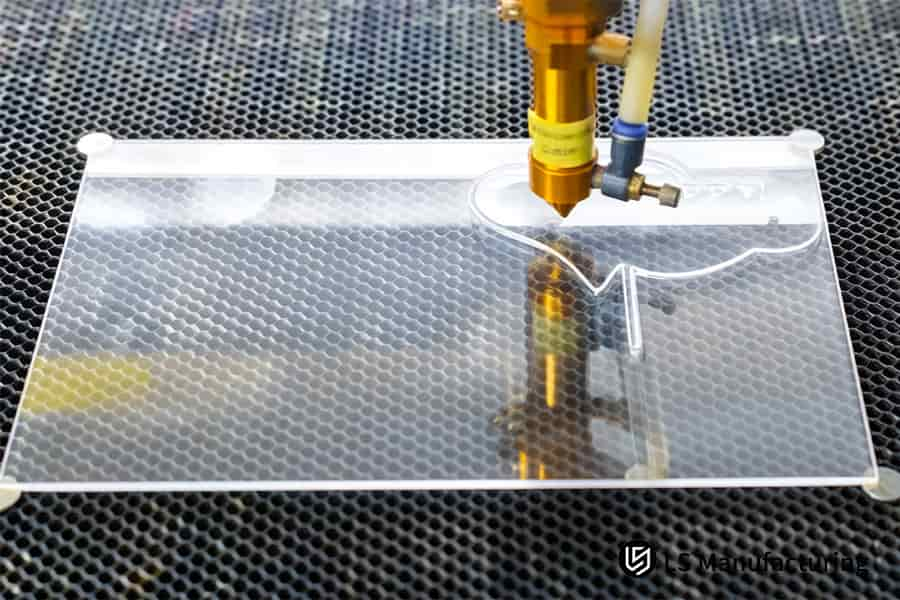
図 3: レーザー切断により、キッチン家電のコントロール ボタン用に透明アクリルに穴を開けます。
精密レーザー切断サービスは、10,000 ユニットにわたってミクロンレベルの一貫性を維持できますか?
大量生産では、一貫性がサプライ チェーンの信頼性の鍵となります。この文書では、当社のシステムが10,000 回以上のユニット実行にわたって 1.5 メートルのスケールで±0.05mmの位置許容誤差を維持できるようにする技術プロトコルについて詳しく説明します。当社は、厳密なCPK 安定性メトリクスによって管理される閉ループ焦点校正システムを通じてこれを実現し、決定論的な出力を保証します。精密レーザー切断サービス。
| チャレンジ | 当社の技術ソリューション | 定量化された結果 |
| 材料の厚さの変化 | すべてのシートに対する継続的な Z 軸と焦点面の補正により、焦点ぼけエラーが発生しません。 | 精密なアクリルレーザー切断サービスに必要なビームプロファイルを確保します。 |
| 熱および機械的ドリフト | ビジョンシステムとスケーリングフィードバックの使用によるマイクロスケールのドリフトの制御により、カッティングヘッドの精度がリアルタイムで維持されます。 | プログラムされた軌道が正確であり、大量のレーザー切断に必要であることを保証します。 |
| プロアクティブなプロセス管理 | 寸法偏差とCPK の安定性を監視し、ドリフトが発生する前に通知を送信するインライン SPC ダッシュボード。 | 継続的な機能のプロアクティブな管理を支援します。 複雑な部品のレーザー切断サービス。 |
| ビームプロファイルの一貫性 | レーザー切断前の自動コリメーションとレーザー切断中のプロファイリングにより、最適な切断ツールのパフォーマンスを維持できます。 | 重要なビームプロファイルは製造目的で維持されます。 |
この論文に見られるように、ミクロン単位の精度は工学的な成果であることは明らかです。フォーカスと位置決めに関するリアルタイムのフィードバックとプロセス制御を使用することで、エラーを最小限に抑え、必要な信頼性を提供することができます。 閉ループレーザー切断欠陥ゼロ、大量生産のサプライチェーン環境で。
アクリルのレーザー切断ソリューションが厚板で Ra 0.8 の表面仕上げを達成するための鍵となるのはなぜですか?
アクリル板( 20~30mm )に垂直カットを施し、表面仕上げRa0.8を得るのは技術的に難しい問題です。以下は、当社の特許取得済みの方法である周波数変調パルスプロトコルが、切断の形状と表面の品質の両方を同時に制御するのにどのように役立つか、つまり垂直度の偏差<0.5° および Ra ≤0.8µmの切断を制御するのにどのように役立つかについての概要です。これは高度な目的にとって重要です。
熱入力を制御するための動的周波数変調
不均一な熱入力を提供し、リキャスト層や縞模様を引き起こす通常の CW (連続波) レーザーや定パルス レーザーとは異なり、当社のアプローチでは、レーザー カットがシートの厚さを通過する間にレーザー パルスの周波数と振幅がリアルタイムで変更されます。これにより、 HAZ(熱影響部)を制御し、不要な溶融を防ぎ、高品質な製品を得ることができます。表面仕上げ。これが、当社が優れたアクリルレーザー切断サービスを提供する理由です。
溶融材料射出のためのアシストガスの最適化
切断品質に加えて、滑らかな表面には切り口から溶融物を適切に排出する必要があります。当社では、制御され加圧された乾燥空気または混合ガスの層流を利用します。ガスの流れはパルスレーザーと同期しており、切断壁に戻らずに溶融物を切り口から即座に除去します。厚板を効率よく切断するにはこの工程が重要です。このシステムは、当社の主要コンポーネントの 1 つを表します。 精密レーザー切断システム。
デジタルツインによる統合パラメータ最適化
これらのパラメーターは変更することができ、切断プロセスのコンピューター シミュレーションを使用して、あらゆる固有の素材とその厚さに合わせて最適化されます。実際の生産を開始する前に、レーザー切断プロセス全体をシミュレーションし、そのパフォーマンスを予測することで、完璧なエッジ直角度と可能な限り低い表面粗さを実現する独自のパラメーターセットを取得します。これは通常よりも複雑なアプローチです。レーザー切断ソリューションアクリル素材の場合、保証された結果が得られます。これは、厚いアクリルをレーザー切断した後の計測レポートを利用して実証されています。
この文書では、厚い材料の加工における品質と効率の問題を解決する決定論的な方法について概説します。理想的な結果としては、高品質のエッジレーザー切断、高度なビーム処理システム、正確なガス処理、製造前のシミュレーションを使用して実現できます。このホワイトペーパーで概説されている高度な技術は、完全な寸法測定レポートによって裏付けられており、独自の利点を提供し、一般的なプロセスがアクリル材料上で光学品質のエッジを製造するための明確なソリューションとなることを保証します。
複雑な部品のレーザー切断により、熱に弱い部品の熱影響部をどのように最小限に抑えることができるのでしょうか?
熱に弱いアクリル部品の場合、複雑な部品のレーザー切断プロセスによって発生する熱エネルギーの入力により、最終的には HAZ の弱化により耐久性が低下します。この文書では、HAZ の厚さが0.1 mm未満になるのを防ぎ、母材の引張強度の98%以上を維持できる、当社が開発した動的出力補償ソリューションに関する詳細情報を提供します。
熱管理のための適応型電力変調
- 課題:レーザーを介して継続的にエネルギーが入力されると、材料が過熱し、重大な脆弱ゾーンが生じます。
- 当社の方法:エネルギーの大部分が蓄積する傾向にあるパスの曲がりやベクトルの端の領域でのレーザー エネルギー消費を削減します。
- 結果:熱制限により、適切な熱処理に必要な正確なHAZ 制御を保証できます。電子部品のレーザー切断。
同期ガスパルスによるインテリジェントな冷却
- 課題:ガス流を介して熱を放散するために使用される従来の技術は、薄い構造では非常に非効率的です。
- 当社の方法:レーザーの動作が停止したときに発生するガスパルス冷却により、熱は急速に放散されます。
- 結果:これは、冷却を制御して、熱プロファイルを制御するための効率的な方法です。 精密部品のレーザー切断。
予測可能な結果を実現する検証済みのプロセス ライブラリ
- 課題:一般設定は、複合材料やキャストアクリルなどの熱に弱い材料には使用できません。
- 当社の方法:当社は独自のプロセス ライブラリからの材料固有のレシピに依存しており、レーザー切断後の材料の適切な HAZ 深さと強度を確保するために金属組織検査を使用してすでに検証されています。
- 結果:このアプローチにより、当社の精密アクリルレーザー切断サービスが信頼性の高い検証済みの結果を提供することがお客様に保証されます。これが私たちの専門知識をどのように定義するかです低HAZレーザー切断。
この文書では、電力制御、冷却同期、および事前検証されたパラメータ設定を使用して、HAZ 問題を解決することを目的とした熱管理プロセスについて説明します。この方法は、熱影響を最小限に抑え、エレクトロニクスと医療機器の統合の高度な基準を満たす信頼性の高い性能と高い構造的完全性を部品に提供することを保証しており、これは実験室試験で経験的に証明されています。
図 4: 精密アクリル レーザー切断サービスは、ラピッド プロトタイピング システム用にアクリルに位置合わせパターンをマークします。
ケーススタディ: LS Manufacturing 医療用 IVD 機器のウィンドウ精密カスタム ソリューション
このケーススタディでは、LS Manufacturing が国際企業のIVD 装置の厚さ 15 mm の光学検査窓に関する重要な問題をどのように解決したかについて説明します。欠陥のあるコンポーネントはオートクレーブ滅菌に耐えられず、漏れが発生しました。カスタム製作のレーザー切断と後処理を利用した当社の革新的なソリューションにより、信頼性の向上が保証され、ミッションクリティカルなサービスを提供できる当社の能力が証明されました。 医療グレードのレーザー切断:
クライアントの課題
クライアントのオリジナルの15 mmキャストアクリル観察窓には、エッジの熱応力による微小亀裂があり、その結果、組み立て歩留まりがわずか65%にとどまり、 500 サイクルのオートクレーブ試験検証中に製品が故障しました。その結果、遅延が発生し、廃棄部品として莫大なコストが発生しました。これにより、最終的にデバイスの最終組み立てのスケジュールが遅れました。
LS製造ソリューション
製品の耐薬品性を考慮して、高架橋キャストアクリルが選択されました。私たちが開発したキーテクノロジーは双方向ガス冷却です。 精密レーザー切断プロセス。輪郭加工が完了したら、当社独自の 6 時間のステップアニーリングにより応力を取り除きます。経路補償は、複雑な部品のレーザー切断用の100% CCD ビジョン システムによって保証されます。
結果と価値
最終部品のヘリウム漏れテストでは100% の合格率を示しました。切断面の表面粗さは光学グレードRa 0.4で、さらなる研磨は必要ありませんでした。ファーストパスのアセンブリ歩留まりは99.8%に上昇しました。これにより、お客様の組み立て時間が 2 週間短縮され、全体の部品コストが18%削減され、決定的な効果が得られました。ラピッドプロトタイピングそして製造上の利点。
この特定のケースは、 LS Manufacturing がエンジニア主導のアプローチを使用して、製造におけるいくつかの非常に困難な問題を解決した方法を示しています。材料科学と制御されたプロセスを組み合わせて使用したため、信頼性の高いプロセスを開発することができました。厚板レーザー切断そしてストレス解消法。
医療用窓にオートクレーブ滅菌による確実なシールが必要な場合は、漏れゼロと最大の歩留まりを保証する精密な切断およびアニーリングのソリューションについてお問い合わせください。

よくある質問
1. 精密アクリルレーザー切断プロジェクトに LS Manufacturing を選ぶ理由は何ですか?
±0.05mmの精度公差に加え、特殊アクリル材料に適した事前設計 DFM 解析と応力除去技術を実施して、部品の最適な機能を確保します。
2. LS Manufacturing の高品質アクリル切断サービスの最大厚さはどれくらいですか?
15kW の高輝度レーザー クラスターを使用することで、最大50 mm の厚さの鋳造アクリル部品を供給することができ、同時に業界標準までのエッジ直角度を実現できます。
3. 複雑なカスタム加工のレーザー切断注文の見積もりはどのくらい早く受け取ることができますか?
STEP ファイルを送信するだけで、当社のエンジニアリング部門が STEP ファイルを提供します。詳細な見積書—推奨加工を含む—12 ~ 24 時間以内。
4. LS Manufacturing は、カスタム レーザー切断サービスの少量生産をサポートしていますか?
もちろん、厳密な最小注文数量は適用されません。当社は、精度と品質の点でプロトタイプから本格的な製造への容易な移行を保証する迅速なプロトタイピングと検証を提供することで、お客様が製品開発段階を迅速に進めることができるよう支援します。
5. 複雑なアクリル部品のカットエッジを光学的に透明にすることはできますか?
はい、レーザーパルス周波数と補助ガスとして使用するガスの量を正確に制御することで、Ra が最大0.8の「火炎研磨」品質を備えた切断材料の表面を得ることができます。
6. アクリルのレーザー切断サービス中にひび割れを防ぐにはどうすればよいですか?
ISO 認定の制御されたアニーリング プロセスを導入して内部応力を軽減することでひび割れを防止し、溶剤や極端な環境条件にさらされた場合でも部品の構造的安定性を確保します。
7. LS Manufacturing は、医療グレードの精密製造に関してどのような認証を取得していますか?
当社はISO 9001 と ISO 13485 の両方の認証を取得しています。当社の製造プロセスは、EU RoHS 指令と FDA の両方によって義務付けられている精密部品の品質トレーサビリティ要件に完全に準拠しています。
8. 透明アクリル部品の場合、CNC フライス加工よりもレーザー切断の方がコスト効率が高いのはなぜですか?
レーザー切断により、処理速度が400%向上し、本質的に滑らかで完成したエッジが得られます。これにより、高価な5 軸 CNC 加工時間とその後の手動研磨コストが不要になり、部品あたりの単価が大幅に削減されます。
まとめ
優れたアクリルレーザー切断は、単純な材料の成形をはるかに超えています。 LS Manufacturing では、ミクロンレベルのヒートゾーン制御、工学的な応力緩和、および厳密な DFM 最適化を通じて真の精度を実現します。当社は、光学窓であろうとゼロクリアランスの医療基地であろうと、複雑な物理パラメータを測定可能な商業価値に変換します。材料科学と統合プロセスに熟練したプロバイダーと提携して、プロジェクトが予定通り、仕様通り、予算内で確実に納品されるようにします。
サプライヤーに起因する加工亀裂や寸法の不正確さによって、製品の市場投入までの時間が遅れるのをやめてください。あなたの精密な設計には、実験室レベルの品質の物理的実現ソリューションが必要です。技術図面をアップロードするには、下の「見積もりを取得」ボタンをクリックしてください。 LS Manufacturing のシニア エンジニア チームは、無料の 1 対 1 のサポートを提供します。 DFM の実現可能性評価、わずか24 時間以内に最も競争力のあるメーカー直販のソリューションを確保できるように支援します。精度の力を通じてあなたのブランドの価値を定義しましょう。
📞電話: +86 185 6675 9667
📧メール: info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。 LSマニュファクチャリングサービス情報の正確性、完全性、有効性については、明示的か黙示的かを問わず、いかなる表明も保証もありません。サードパーティのサプライヤーまたはメーカーが、LS Manufacturing ネットワークを通じて性能パラメータ、幾何公差、特定の設計特性、材料の品質およびタイプまたは仕上がりを提供すると推測すべきではありません。それは購入者の責任です。部品が必要です引用 これらのセクションの具体的な要件を特定します。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturing は業界をリードする企業です。カスタム製造ソリューションに焦点を当てます。当社は5,000社以上の顧客と20年以上の経験があり、高精度に重点を置いています。 CNC加工、板金製造、 3Dプリント、射出成形。金属プレス加工、その他のワンストップ製造サービス。
当社の工場には、ISO 9001:2015 認証を取得した最先端の 5 軸マシニング センターが 100 台以上備えられています。当社は、世界 150 か国以上のお客様に、迅速、効率的、高品質の製造ソリューションを提供しています。少量生産でも大規模なカスタマイズでも、24時間以内の最速納期でお客様のニーズにお応えします。 LSマニュファクチャリングを選択します。これは、選択の効率、品質、プロフェッショナリズムを意味します。
詳細については、当社の Web サイトをご覧ください。 www.lsrpf.com 。


