
Aluminum extrusion service is specially designed for small-batch production of precision parts in fields like medical equipment, robotics, and new energy vehicles. These services help solve major problems like the high cost of mold opening, exceeding tolerance limits, and difficulties in forming complex cross-sections for small quantities of 50-500 pieces. The production lines of traditional large-scale manufacturers are big enough for ton-level large orders, but they have difficulty in balancing low costs and 0.05mm precision tolerances. This article is a comparative review of the world's top 8 service providers that focuses on their capability to closely fit customized manufacturing needs at each R&D stage with strong process parameters, this way providing a cost-efficient forming solution for small-to-medium batch precision aluminum parts.
The purchasing and design personnel face issues like high mold opening cost problems, tolerance limit exceeding, and hollow cross-section forming failures while the point of customizing low-volume aluminum extrusions is largely due to In reality traditional extrusion processes and mold configurations are geared towards large-scale mass production and because of this cannot fulfill the requirements of small-batch precision production. This article presents a multi-dimensional comparative review of mainstream service providers about process, cost, and delivery time, which will be helpful for users to find cost-effective and high-precision partners.

Quick Overview of Key Parameters of Global Best Aluminum Extrusion Services Providers
This chapter summarizes the core strengths of eight leading service providers, accurately matching the needs of low-volume aluminum extrusion projects and providing intuitive and professional data references for procurement decisions.
| Service Provider | Minimum Order Quantity (pcs) | Limit Tolerance (mm) | Mold Opening Cycle (days) | Core Applicable Scenarios | Unit Cost Range (USD) |
| LS Manufacturing | 50 | ±0.03 | 7-10 | Low-volume precision engineering verification | 12-18 |
| Protolabs | 1 | ±0.10 | 3-5 | Rapid concept prototyping | 20-28 |
| RapidDirect | 30 | ±0.06 | 8-12 | Regular small-batch mass production | 14-22 |
| Fictiv | 1 | ±0.12 | 3-6 | Short-term prototype iteration testing | 22-30 |
| Hubs | 20 | ±0.08 | 6-10 | General precision small-batch orders | 16-24 |
| Waykernm | 40 | ±0.07 | 9-13 | Mass production of industrial structural parts | 13-20 |
| Xometry | 5 | ±0.09 | 4-7 | Rapid delivery of multi-category prototypes | 18-26 |
| Jabil | 200 | ±0.04 | 12-15 | High-volume standardized mass production | 10-15 |
Key Takeaways
- Scenario Matching: For only one to ten very low-asset concept prototypes, Protolabs or Fictiv are the preferred ones for best delivery times, for 50 to 500 pcs engineering verification stages, physical mold workshop manufacturers give a higher total ROI.
- Core Technology: The secret to having the dimensional precision of aluminum extrusion under control is obtaining a mold preheating and nitriding treatment hardness of at least HRC 52, with the monitoring of the die exit temperature at 510-530℃ being in a coordinated manner.
Why Trust LS Manufacturing's Aluminum Extrusion Service for Low-Volume Production?
The biggest issues with small quantity production of aluminum extrusion are the unstable accuracies and cost control. In response to the small/medium batch precision production requirements, using the physical workshops and well-established processes, LS Manufacturing is able to deliver and conform to the ISO 9001:2015 quality systems standards. Physical testing proves that tolerance values are more likely to deviate for small-batch orders on digital platforms while our production line can stably control part twist to 0.5mm/meter.
In small-batch production, the error tolerance can be A lot lower and so the usual process parameters may not be suitable for flexible production scenarios. To consistently achieve mechanical properties of profiles meeting standards, we not only commit to comply with ASTM B221-12 material standard but also for batches from 50 to 500 pieces, the product qualification rate that goes up to 99.2% is way above the average industry figure of 85%.
We differ from subcontracting-only platforms because apart from having our own mold workshop, we can also optimize mold materials and temperature control parameters largely through continuous interaction. After removing intermediate markups, precisely investing R&D funds in process optimization is exactly what gets done while saves the extra losses that are result of repeated mold repairs and rework.
The standardized processes and quality control system of our physical factory effectively avoids rework issues in low-volume aluminum extrusion, making it more suitable for long-term small-batch R&D than subcontracting platforms. To master core process points and understand the advantages of professional aluminum extrusion services, you can download our exclusive process white paper for free.

Why Should Design Engineers Invest in Custom Aluminum Extrusion Services Over Standard Off the Shelf Profiles?
Custom aluminum extrusion service are able to combine different features such as slots, threaded holes, and heat dissipation fins in one profile at the same time, which not only removes the need for secondary CNC machining but also keeps the assembly tolerance of the whole operation within 0.03mm permitting its use in developing precision instruments. Also, the total cost effectiveness and accuracy of custom aluminum extrusion greatly exceed those of modifying standard profiles, so it is the most favored method in the production of lightweight precision instruments.
Principal Disadvantages of Standard Profile Modification
Profile modification by conventional methods remains a major choice for development Yet the multiple CNC machining steps required make the process very laborious and the error tolerance is almost negligible. The standard profiles processed with regular aluminum extrusion service barely meet the customized structural specifications of precision equipment resulting in a scrap rate of 15%, which in turn causes a significant increase in cost and the time required for development.
Also, the multiple machining operations will not only disrupt the profile's grain structure but also cause a reduction in strength, a well-designed aluminum extrusion structural conception can largely help in steering clear of such flaws.
Fundamental Technical Benefits of Custom Extrusion
Top-quality grain uniformity is the primary advantage of custom extrusion plus DFM hot runner simulation technology to analyze and optimize the metal flow path. Custom aluminum extrusion service manufacturers can accurately adjust these process parameters to fix the defects of standard profile modification from the source.
- Structural Enhancement: Makes it possible to form the entire part with ultra-thin wall thickness down to 0.8mm, thereby surpassing the standard profile minimum wall thickness limit of 1.5mm and meeting the need for equipment light weighting.
- Prevention of Defects: A micro-grain arrangement that is uniform throughout the whole volume completely resolves the problems of distortion and deformation resulting from asymmetric wall thickness cooling.
- Economical: Direct one-piece forming does away with the need for secondary processing leading to a more than 30% reduction in time and cost of post processing.
Custom aluminum extrusion will tackle the disadvantages of typical profile modification in various dimensions. Single piece molding process also partners well with the precision tooling advancement, a lot cutting down R&D losses and parts waste rates.
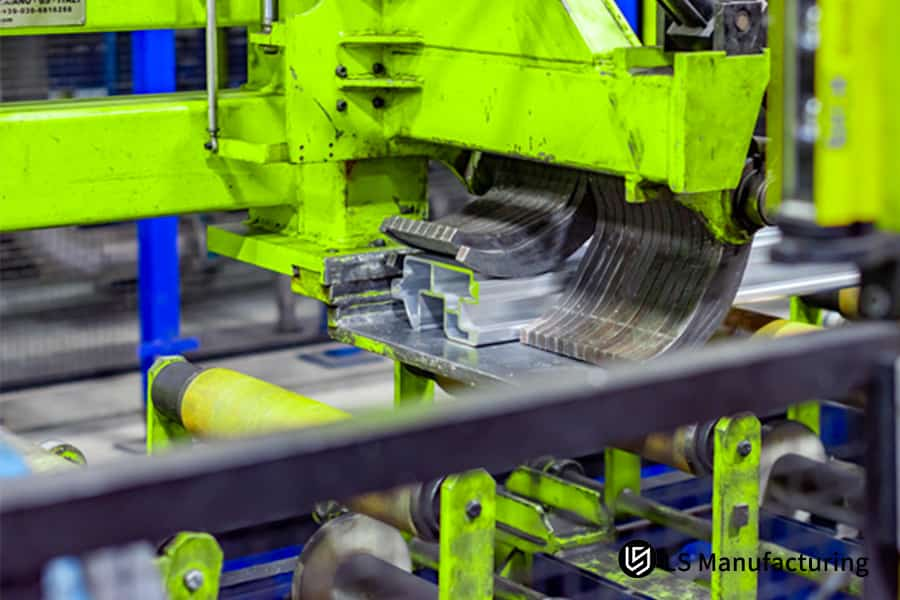
Figure 1: An aluminum extrusion machine in a factory, actively forming a custom aluminum profile.
How Do Leading Providers Like LS Manufacturing Handle Rapid Tooling for Low Volumes?
Working with aluminum extrusion orders of less than 200 pieces, the mold amortization principle for rapid tooling aluminum extrusion has a big difference between various suppliers and as a result, the unit procurement cost is also greatly affected. Digital platforms and physical factories are not only opposite in the choice of materials for the molds but also in the way the molds are turned over, so that the two can be suitable for different stages of R&D. To get the most out of project costs, one should opt for the right approach.
Service Provider's Differences in Mold Amortization Models
Modular die changeover is the very core concept of operating actually going digital platforms. Protolabs, Fictiv, and the like really depend on one single kind of mold frames for a very quick changeover and they manage to deliver samples in three days, making them suitable for ultra-fast prototyping but with higher costs of unit amortization. Many platforms which have best aluminum extrusion services embrace this type of business, efficient aluminum extrusion die changes can sometimes make the prototyping cycle even shorter.
Cost-Saving Methods for Small Quantity Orders
Alteration in die material is the main weapon in the arsenal of physical factories for cutting down the costs. LS Manufacturing has decided to go for pre-hardened P20 mold steel rather than the usual steel which has resulted in lowering the mold-making costs by 30%45%. It is the biggest reason that brings about a decrease in costs and an increase in the efficiency of the time when a low-volume rapid tooling aluminum extrusion project is undertaken. Making an accurate aluminum extrusion cost estimation is the key to being able to control the project budget precisely.
- Prototype Stage (1-10 pieces): It will be best if you prefer digital platforms, as they are capable of taking advantage of supply chain flexibility for rapid prototyping.
- Validation Stage (50-500 pieces): This could be the time when you would like to go for physical manufacturers as you get to enjoy no-premium minimum order policies and also you get direct engineering feedback which will lead to better and long-term ROI.
Different service providers' mold amortization models are suitable for different R&D stages. Physical factories offer significant cost advantages in small-to-medium batch rapid tooling aluminum extrusion projects. For accurate cost calculation, submit your project requirements to receive a precise quote.

Figure 2: Complex aluminum parts with internal channels, ideal for prototyping and small batch manufacturing.
What Controls High Accuracy in a Precision Aluminum Extrusion Service?
How you revise and improve the overall quality of aluminum extrusion service is generally determined by 510-530℃ constant-temperature extrusion and fully automated stretching and straightening process that limit profile distortion to aerospace-grade standard levels of 0.5 mm/meter. Three critical factorsdie hardness, temperature control, and statistical quality controlgrapple directly with the provider's precision manufacturing competencies.
Core Process Precision Control Parameters
Die hardness calibration is the basis of precision control. High-quality production companies accurately stabilize die nitriding hardness to HRC 52+ to prevent extrusion deformation deviations. Besides, it is the main precondition for professional aluminum extrusion services to always provide high-precision parts, tightly controlled aluminum extrusion precision leads to a high level of dimensional consistency from one batch of parts to another.
Precision Stability Testing Standards
Getting to know how good the process is is central to quality control. Great production lines employ SPC statistical control to have CPK1.33, thereby stabilizing batch tolerances. This quality control system is a very common one at top aluminum extrusion service providers. When coupled with high-pressure cooling technology to perfect profile quality, and stable aluminum extrusion thermal management to make sure of accurate temperature control.
| Service Provider | Mold Hardness (HRC) | Demolding Temperature (°C) | Twist Per Meter (mm) | CPK Value |
| LS Manufacturing | ≥52 | 510-530 | ≤0.5 | ≥1.33 |
| Hubs | 48-51 | 500-540 | ≤0.8 | ≥1.10 |
| Waykernm | 47-50 | 505-535 | ≤0.7 | ≥1.15 |
The dimensional stability of precision aluminum extrusion service is controlled by multiple core parameters, process differences directly determine the precision of finished products and the batch production pass rate.
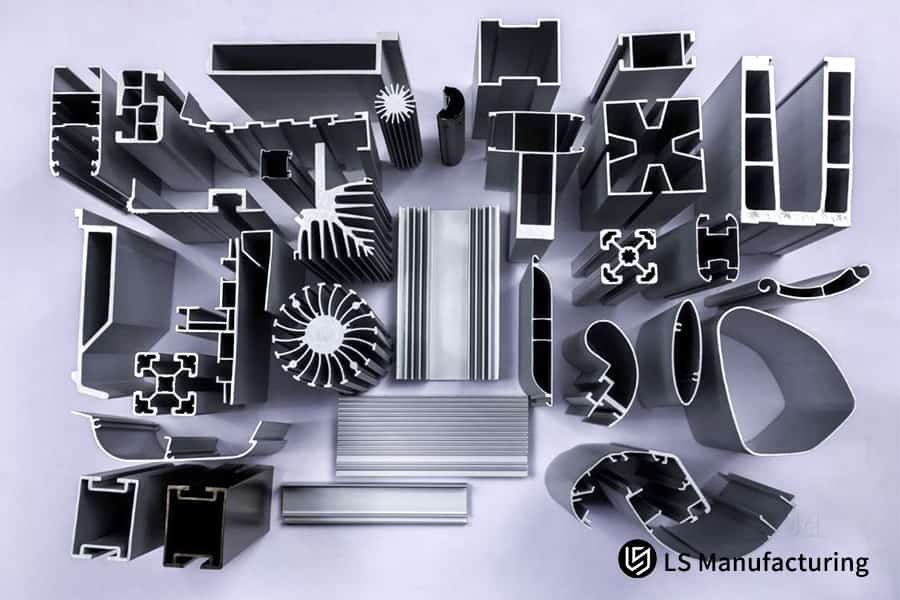
Figure 3: Various custom aluminum extrusion profiles, showcasing a range of cross-sectional designs and shapes.
How Does Aluminum Extrusion for Prototyping Speed Up Verification in Automotive/Robotics?
Using rapid soft mold technology for aluminum extrusion for prototyping, it is possible to get samples at mass production level quality within 7-10 working days, thereby much reducing the testing cycle for robotic and automotive structural components. This method makes a good compromise between the speed of delivery and maintaining the standard mechanical properties, which are suitable for the quick iterative changes of new energy and robotics projects.
Prototype Extruded Profile Performance Standards
Standard mechanical performance is the main criterium for prototype testing. The mechanical parameters of the 6061-T6 profile tested are completely in line with the ASTM B221 industry standards. High-quality aluminum extrusion for prototyping can be ensured by standardized performance control which is why of authenticity and validity of the prototype test data. Besides, standardized aluminum extrusion prototype validation is able to eliminate test data bias.
Prototype Development Risk Mitigation Solutions
Predicting the risk of material fracture is the basis of the process optimization. Using FEA (Finite Element Analysis) simulation, it is possible to identify the structural defects beforehand, this way preventing the hot cracking problems. Advanced simulation technology not only increases the finished product yield of aluminum extrusion rapid manufacturing a lot but also precise aluminum extrusion defect correction can fully eliminate various molding defects.
- Choosing the right material and modification: To work out the best combination of toughness and stiffness, 6061-T6 profiles should be used for robot structural components, while 6063-T6 profiles are suitable for lightweight automotive parts.
- Simulation and Prediction: Weak areas can be pre-reinforced and optimized through finite element stress simulation before the product goes into mass production.
- Rapid Iteration: Soft mold technology allows for quick mold changes in small batch production and can meet multiple R&D iterations.
Aluminum extrusion for prototyping can significantly shorten the engineering verification cycle of precision equipment, balancing delivery efficiency and standardized mechanical properties. To refer to similar R&D implementation experience, you can view high-quality implementation cases across the entire industry for free.
Which Supplier Leads the Best Aluminum Extrusion Services Comparison Matrix for Low Volume Requirements?
There is no absolute optimal solution for best aluminum extrusion services. Different solutions providers have various strengths in MOQ tolerances lead times, and prices. The choice should depend on the order volume and the stage of R&D, getting a precise fit will maximize the cost-effectiveness of procurement.
Service Provider Core Positioning Analysis
Supply chain positioning is why for selection. Jabil is a great fit for ton-level mass production orders while Protocolabs is more into rapid prototyping. Different service providers together form a complete market system for the best aluminum extrusion services. Well-developed aluminum extrusion batch production can be compatible with different order volumes.
Best Selection Method for Low-Volume Orders
Low-volume matching techniques can be a great help for procurement decision making. In 50-500 piece testing orders, LS Manufacturing is ahead the subcontracting platform due to its higher precision, lower price and shorter delivery time. This is also the biggest reason that it has been very frequently among the global top aluminum extrusion service providers. Targeted aluminum extrusion tolerance tuning is very well matched with the projects that require high precision.
Best aluminum extrusion services providers have individual strengths. Using both order volume and R&D stage for selection can get you the highest procurement cost-effectiveness and project implementation efficiency.

Figure 4: Aluminum profiles, brackets, and fasteners arranged, showcasing a small-batch extrusion service kit.
Case Study: How LS Manufacturing Developed Custom Aluminum Extrusion Service Parts for a Surgical Robot Arm
This medical custom aluminum extrusion service for an OEM client customized surgical robot cantilever parts. Within 14 working days 200 sets of multi-cavity parts were delivered with stable tolerances of 0.03mm, eliminating micro-crack potential. It is a benchmark case for low-volume precision medical part manufacturing.
Client's Core Challenges
The client had previously customized their robot cantilever to an asymmetric double-hollow cavity design. After the first batch of samples were produced, partition misalignment and surface flow marks were found. When tested non-destructively for medical purposes, they failed and as a result, the project's R&D verification schedule was directly delayed.
LS Manufacturing Solution
- Drawing from our extensive experience in delivering medical robot parts customization projects, the main defects of complex hollow cross-section profiles arise from uneven temperature control and/or unreasonable mold design.
- We have re-designed the structure of the welding chamber in the flow-dividing combination mold and initiated a unique temperature control compensation formula: Temperature fluctuation value = Measured temperature - Standard range median, cooling time compensation is 0.2s/. This technique almost totally gets rid of any structural deformation issues in an aluminum extrusion structure.
- We have ensured that the mold hardness remains locked at HRC 52+ and have extruded temperature stabilized at 515℃ with the help of the liquid nitrogen closed-loop temperature control. Together with a precision extrusion ratio of 35x, this completely eradicates problems like uneven metal flow and hot cracking.
- The process was developed so much that it is now an exact fit for precision production standards of high-end rapid tooling aluminum extrusion. Aluminum extrusion process expertise is leveraged to ensure that the process parameters are implemented correctly.
Project Results
The final part cavity tolerance is stable at 0.03mm. The professional testing reveals that its mechanical properties outperform industry standards. Customers can get merge verification cycle 40% less and unit cost 38% less with this solution, which is also a way of addressing typical problems in the forming of complex thin-walled parts at the source of the process and so achieving triple optimization of precision, cost, and cycle time.
This example shows that improved processes can allow custom aluminum extrusion services to be changed to produce high-end precision medical components, essentially solving complex profile forming defects. If you want to imitate the solution, then submit your drawings to get a customized production plan.

What Design Pitfalls Cause Failure in Small Batch Aluminum Extrusion and How to Avoid?
Two common design mistakes in small batch aluminum extrusion are asymmetrical wall thickness and very small sharp internal corners. Both of these easily cause mold chipping and profile cracking. By standardizing drawing parameters, manufacturers can prevent over 80% of production failures at the source thereby greatly reducing rework losses.
Study on the Risks of Frequent Design Defects
Design with uneven wall thicknesses is a major reason for failure. Asymmetrical wall thickness results in imbalanced metal flow, leading to profile distortion and cracking. It is also the most commonly ignored flaw in small batch aluminum extrusion design. Very small sharp corners lead to stress concentration, scientific aluminum extrusion design optimization can steer clear of these problems beforehand.
Principles to Avoid Designs that are Standardized
When corner design is standardized it can prevent production defects effectively. Very specific small batch design methods will enable designers to optimize drawings very quickly. Checking production drawings before manufacture is something that professional aluminum extrusion companies always do. Proper aluminum extrusion parameter selection will greatly accommodate small batch production conditions.
- Wall Thickness Regulation: The wall thickness ratio of asymmetric parts is tightly controlled within 2:1 to ensure uniform metal flow.
- Rounded Corner Design: To remove stress concentration, all corners have been designed with R0.5-R1.2mm rounded corner transitions.
- Process Selection: To avoid internal porosity defects and improve structural density, aluminum extrusion is recommended instead of die casting.
Standardized drawing design is critical for achieving high quality and low cost in small batch aluminum extrusion. Compliance with standardized principles enables manufacturers to avoid most production failures and scrap problems right from the source.
How Do Post-Processing Steps Affect Cost in Aluminum Extrusion Rapid Manufacturing?
Post-processing like CNC milling and hard anodizing usually take up more than 40% of the total cost in aluminum extrusion rapid manufacturing. So, it's really important to focus on controlling these costs. Efficient post-processing methods combined with optimized manufacturing that ensure the accuracy of assembly can help greatly reduce the overall cost of even small-batch orders.
Difference in Costs of Various Post-Processing Techniques
The primary way to lower costs here is integrated processing. One-stop service can handle extrusion, machining, and surface treatment all at once, this way it potentially does away with tolerance deviations and logistical losses due to outsourcing different vendors. It is one of the main benefits of aluminum extrusion rapid manufacturing, good aluminum extrusion post-processing can really raise delivery efficiency.
Techniques for Cutting Costs through Process Optimization
Accurate control of film thickness greatly reduces the chances of rework. Anodized film thickness for precision parts should be kept between 15 to 25μm to ensure it does not impact the accuracy of assembly. Changing fixture clamping design can help accomplish post-processing in 40% less time, which means increased production of small batch aluminum extrusion. By using premium aluminum extrusion surface treatment, the protection of parts and their visual quality can be improved together.
| Post-processing Technology | Core Parameters | Cost Percentage | Applicable Scenarios |
| CNC Milling | One-time clamping and forming | 22% | High-precision hole and sealing groove machining |
| Ordinary Anodizing | 10-15μm film thickness | 10% | Conventional protective parts |
| Hard Anodizing | 15-25μm film thickness, MIL-A-8625 Type 3 | 18% | Corrosion-resistant and wear-resistant precision parts |
| Sandblasting | Glass sandblasting refinement | 8% | Decorative structural parts |
Post-processing technology significantly impacts the overall cost of aluminum extrusion rapid manufacturing. A one-stop processing model effectively controls costs and improves quality. For precise control of the overall order cost, we offer a free calculation of the overall project procurement cost.
FAQs
Q1: What is the typical minimum order quantity (MOQ) for an aluminum extrusion service tailored for prototyping?
Platforms like Fictiv and some low-volume service providers like LS Manufacturing can offer MOQs as low as 50 pcs or 100kg total weight for flexible dies. Usually, regular extrusion plants require a minimum order of 1 ton, which is suitable for very large production runs.
Q2: How long does it take to manufacture a rapid tooling aluminum extrusion die and deliver the first article?
By using standard die frames and modular pre-hardened steel, flexible manufacturers manage to do rapid dies and deliver first articles within 710 working days. Traditional factories with their complicated die-making processes need the time of 4 weeks or even more. You can just upload your drawings to get an accurate quote within a short time for die-making and delivery cycles.
Q3: Can your small-batch aluminum extrusion service handle the strict tolerances required for high-end electronics?
Pure extrusion can only achieve a precision of 0.15mm at best, so it is not feasible to reach the 0.02mm precision for high-end electronics. To accomplish the demanding dimensional targets and to be compatible with the assembly of high-end electronics equipment, precision CNC secondary milling is necessary.
Q4: Which international material and safety standards do your custom aluminum extrusion service components conform to?
These compliance-oriented employees strictly adhere to the ASTM B221, EN 755, and RoHS directives. Each batch of products is accompanied by quality inspection reports on chemical and mechanical composition, which be evidences of the product compliance.
Q5: Why do independent factories offer different pricing for low volumes compared to online brokers?
Online subcontracting platforms take advantage of a worldwide network to offer quick turnaround on prototype orders, generally 10 pieces or less. Physical factories however do not involve intermediaries, resulting in a greater cost-effectiveness factor and production control transparency most of all for the 100-500 pcs range.
Q6: What surface treatments boost corrosion resistance for aluminum extrusion rapid manufacturing parts?
Possible treatments include glass sandblasting, simple anodizing, and MIL-A-8625 Type III hard anodizing which is characterized by the ability to resist salt spray for over 500 hours. Besides the three treatments mentioned above, other techniques can be employed to simultaneously improve the corrosion resistance and wear resistance of parts.
Q7: How do you guarantee IP protection of custom designs during the rapid tooling stage?
A confidentiality agreement legally binding both parties is signed before the start of cooperation. All design documents are kept on an encrypted server that is ISO 27001 certified, which totally gets rid of the risk of drawing leakage or misuse while at the same time it gives a thorough protection of the client's intellectual property.
Q8: Can I request factory video inspection or third-party testing reports for small batch orders?
A qualified manufacturer offers support for real-time video remote monitoring and can also provide geometric tolerance and mechanical property testing reports that have been issued by internationally recognized authorities like SGS, TUV, and Insbeck, thereby enabling product quality traceability.
Summary
There is no universal service provider for small batch aluminum extrusion manufacturing, only by selecting products that fit the project stage can the optimal cost-effectiveness be achieved. Low-priced platforms or well-known manufacturers cannot fulfill all requirements. Prototyping should be done by the fastest digital platforms. Then again, for the final confirmation stage after the design freeze, the process control functions of a physical factory can be very effective in producing the minimum of projects risks and ensuring the progress of a project.
Accurate process control, one-stop processing, and clear cost systems are what a small batch aluminium extrusion projects can be implemented successfully.If you are able to select the right production partner, you can make the R&D cycle of precision aluminum parts not only faster but also more affordable.
In search of a data-backed, professional-grade solution to your low-volume running needs? You don't need to waste your time trying and comparing over and over again. LS Manufacturing, with its well-developed aluminum extrusion service and abundantly experienced front-line projects, can ensure that your precision parts are successful.
Share your 3D CAD drawings in STEP, IGES, or X_T formats with us, and within 24 hours, you will get a professional DFM feasibility analysis and a clear low-volume mold-opening quote. We invest our time and efforts in equipping our clients with technology and traceable test data for their speedy product launch!
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


