
Il servizio di estrusione dell'alluminio è specificamente progettato per la produzione di piccoli lotti di componenti di precisione in settori come le apparecchiature mediche, la robotica e i veicoli a energia alternativa. Questi servizi aiutano a risolvere problemi importanti come gli elevati costi di apertura degli stampi, il superamento dei limiti di tolleranza e le difficoltà nella formatura di sezioni trasversali complesse per piccole quantità di 50-500 pezzi. Le linee di produzione dei tradizionali grandi produttori sono sufficientemente grandi per ordini di tonnellate, ma faticano a conciliare costi contenuti con tolleranze di precisione di 0,05 mm. Questo articolo è una revisione comparativa degli 8 principali fornitori di servizi al mondo, focalizzata sulla loro capacità di adattarsi alle esigenze di produzione personalizzate in ogni fase di ricerca e sviluppo con parametri di processo rigorosi, fornendo così una soluzione di formatura economicamente vantaggiosa per la produzione di componenti in alluminio di precisione in piccoli e medi lotti.
Il personale addetto agli acquisti e alla progettazione si trova ad affrontare problemi come costi elevati di apertura degli stampi, superamento dei limiti di tolleranza e guasti nella formatura di sezioni cave, mentre il punto di personalizzazione delle estrusioni di alluminio a basso volume è in gran parte dovuto al fatto che, in realtà, i processi di estrusione tradizionali e le configurazioni degli stampi sono orientati alla produzione di massa su larga scala e, per questo motivo, non possono soddisfare i requisiti della produzione di precisione in piccoli lotti. Questo articolo presenta una revisione comparativa multidimensionale dei principali fornitori di servizi in merito a processo, costi e tempi di consegna , che sarà utile agli utenti per trovare partner convenienti e di alta precisione.

Panoramica rapida dei parametri chiave dei migliori fornitori globali di servizi di estrusione di alluminio
Questo capitolo riassume i principali punti di forza di otto fornitori di servizi leader del settore, individuando le soluzioni più adatte alle esigenze dei progetti di estrusione di alluminio a basso volume e fornendo dati di riferimento intuitivi e professionali per le decisioni di acquisto.
| Fornitore di servizi | Quantità minima d'ordine (pz) | Limite di tolleranza (mm) | Ciclo di apertura dello stampo (giorni) | Scenari applicabili principali | Intervallo di costo unitario (USD) |
| LS Manufacturing | 50 | ±0,03 | 7-10 | Verifica ingegneristica di precisione a basso volume | 12-18 |
| Protolab | 1 | ±0,10 | 3-5 | Prototipazione rapida di concetti | 20-28 |
| RapidDirect | 30 | ±0,06 | 8-12 | Produzione di massa regolare in piccoli lotti | 14-22 |
| Fittizio | 1 | ±0,12 | 3-6 | Test iterativo del prototipo a breve termine | 22-30 |
| Hub | 20 | ±0,08 | 6-10 | Ordini di precisione generale per piccoli lotti | 16-24 |
| Waykernm | 40 | ±0,07 | 9-13 | Produzione in serie di componenti strutturali industriali | 13-20 |
| Xometria | 5 | ±0,09 | 4-7 | Consegna rapida di prototipi multicategoria | 18-26 |
| Jabil | 200 | ±0,04 | 12-15 | Produzione di massa standardizzata ad alto volume | 10-15 |
Punti chiave
- Corrispondenza degli scenari: per prototipi concettuali da uno a dieci con un capitale minimo, Protolabs o Fictiv sono le opzioni preferibili per tempi di consegna ottimali; per fasi di verifica ingegneristica da 50 a 500 pezzi, i produttori di officine di stampaggio fisiche offrono un ROI totale più elevato.
- Tecnologia di base: il segreto per avere sotto controllo la precisione dimensionale dell'estrusione di alluminio è ottenere una durezza di almeno HRC 52 durante il preriscaldamento dello stampo e il trattamento di nitrurazione , monitorando in modo coordinato la temperatura di uscita della filiera a 510-530 °C.
Perché affidarsi al servizio di estrusione di alluminio di LS Manufacturing per produzioni a basso volume?
Le principali problematiche legate alla produzione di piccole quantità di estrusi di alluminio riguardano la precisione instabile e il controllo dei costi. Per rispondere alle esigenze di produzione di precisione in piccoli/medi lotti, LS Manufacturing , grazie a officine fisiche e processi consolidati, è in grado di fornire prodotti conformi agli standard del sistema di qualità ISO 9001:2015 . Test fisici dimostrano che i valori di tolleranza tendono a variare maggiormente per gli ordini di piccoli lotti su piattaforme digitali, mentre la nostra linea di produzione è in grado di controllare stabilmente la torsione dei pezzi con una precisione di 0,5 mm/metro.
Nella produzione di piccoli lotti, la tolleranza di errore può essere molto più bassa, pertanto i parametri di processo standard potrebbero non essere adatti a scenari di produzione flessibili. Per garantire costantemente proprietà meccaniche dei profili conformi agli standard, non solo ci impegniamo a rispettare lo standard dei materiali ASTM B221-12 , ma per lotti da 50 a 500 pezzi, il tasso di qualificazione del prodotto, che raggiunge il 99,2%, è di gran lunga superiore alla media del settore, pari all'85%.
Ci differenziamo dalle piattaforme che si affidano esclusivamente alla subfornitura perché, oltre a disporre di una nostra officina per la produzione di stampi, siamo in grado di ottimizzare i materiali e i parametri di controllo della temperatura grazie a un'interazione continua. Eliminando i ricarichi intermedi, investiamo con precisione i fondi di ricerca e sviluppo nell'ottimizzazione dei processi, evitando al contempo le perdite derivanti da ripetute riparazioni e rilavorazioni degli stampi.
I processi standardizzati e il sistema di controllo qualità del nostro stabilimento fisico evitano efficacemente i problemi di rilavorazione nell'estrusione di alluminio a basso volume , rendendolo più adatto alla ricerca e sviluppo a lungo termine di piccoli lotti rispetto alle piattaforme di subappalto. Per approfondire i punti chiave del processo e comprendere i vantaggi dei servizi professionali di estrusione di alluminio, è possibile scaricare gratuitamente il nostro white paper esclusivo sul processo.

Perché i progettisti dovrebbero investire in servizi di estrusione di alluminio personalizzati anziché in profili standard preconfezionati?
Il servizio di estrusione di alluminio personalizzata è in grado di combinare diverse caratteristiche, come scanalature, fori filettati e alette di dissipazione del calore, in un unico profilo. Questo non solo elimina la necessità di lavorazioni CNC secondarie, ma mantiene anche la tolleranza di assemblaggio dell'intera operazione entro 0,03 mm, consentendone l'utilizzo nello sviluppo di strumenti di precisione. Inoltre, l'efficacia in termini di costi e la precisione dell'estrusione di alluminio personalizzata superano di gran lunga quelle della modifica di profili standard, rendendola la soluzione più indicata per la produzione di strumenti di precisione leggeri.
Principali svantaggi della modifica del profilo standard
La modifica del profilo mediante metodi convenzionali rimane una delle principali opzioni di sviluppo. Tuttavia, le molteplici fasi di lavorazione CNC necessarie rendono il processo molto laborioso e la tolleranza di errore è pressoché trascurabile. I profili standard lavorati con i normali processi di estrusione di alluminio soddisfano a malapena le specifiche strutturali personalizzate delle apparecchiature di precisione, con conseguente tasso di scarto del 15%, che a sua volta causa un aumento significativo dei costi e dei tempi di sviluppo.
Inoltre, le molteplici operazioni di lavorazione non solo alterano la struttura granulare del profilo, ma causano anche una riduzione della resistenza ; una progettazione strutturale accurata dell'estrusione di alluminio può contribuire notevolmente a evitare tali difetti.
Vantaggi tecnici fondamentali dell'estrusione personalizzata
L'uniformità della grana di altissima qualità è il principale vantaggio dell'estrusione personalizzata, unita alla tecnologia di simulazione DFM a canale caldo per analizzare e ottimizzare il percorso del flusso del metallo. I produttori di servizi di estrusione di alluminio personalizzata possono regolare con precisione questi parametri di processo per correggere i difetti della modifica del profilo standard fin dalla fonte.
- Miglioramento strutturale: consente di realizzare l'intero componente con uno spessore di parete ultrasottile fino a 0,8 mm, superando così il limite minimo di spessore della parete standard di 1,5 mm e soddisfacendo l'esigenza di alleggerire le apparecchiature .
- Prevenzione dei difetti: una disposizione a micrograna uniforme in tutto il volume risolve completamente i problemi di distorsione e deformazione derivanti dal raffreddamento asimmetrico dello spessore delle pareti.
- Economico: la formatura diretta in un unico pezzo elimina la necessità di lavorazioni secondarie, con una conseguente riduzione di oltre il 30% dei tempi e dei costi di post-elaborazione.
L'estrusione di alluminio personalizzata risolve gli svantaggi della tipica modifica del profilo in diverse dimensioni. Il processo di stampaggio in un unico pezzo si integra perfettamente con i progressi nella lavorazione di precisione, riducendo notevolmente le perdite in ricerca e sviluppo e gli sprechi di componenti.
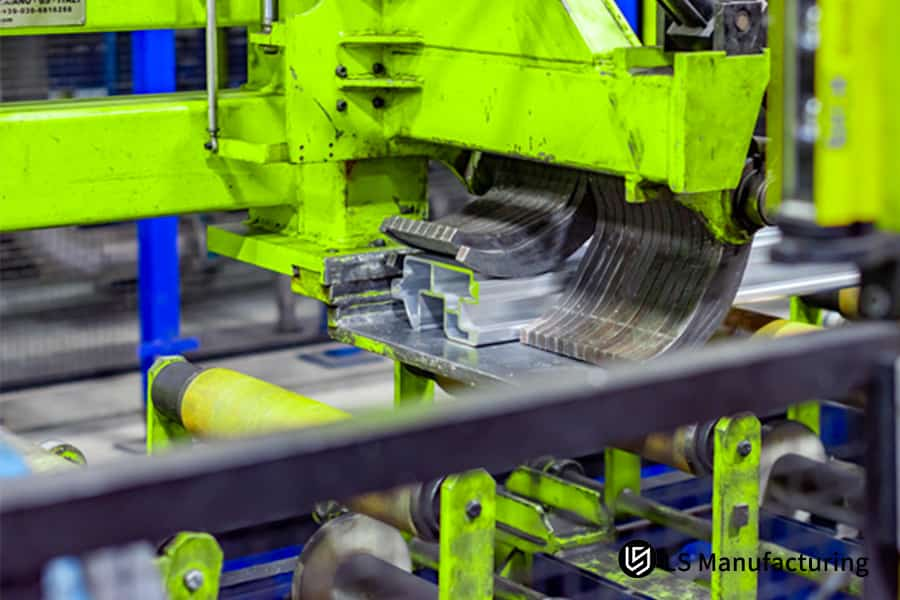
Figura 1: Una macchina per l'estrusione di alluminio in una fabbrica, intenta a formare un profilo di alluminio personalizzato.
Come gestiscono i fornitori leader come LS Manufacturing la produzione rapida di stampi per bassi volumi?
Quando si lavora con ordini di estrusione di alluminio inferiori a 200 pezzi, il principio di ammortamento degli stampi per l'estrusione di alluminio a rapida prototipazione presenta notevoli differenze tra i vari fornitori e, di conseguenza, anche il costo unitario di approvvigionamento ne risente considerevolmente. Le piattaforme digitali e gli stabilimenti fisici non solo si differenziano per la scelta dei materiali per gli stampi, ma anche per le modalità di rotazione degli stessi, pertanto le due soluzioni possono essere adatte a diverse fasi di ricerca e sviluppo. Per ottenere il massimo dai costi del progetto, è fondamentale optare per l'approccio più appropriato.
Differenze tra i fornitori di servizi nei modelli di ammortamento per la muffa
Il cambio stampo modulare è il concetto cardine alla base delle piattaforme digitali di ultima generazione. Aziende come Protolabs, Fictiv e simili si affidano a un unico tipo di telaio per stampi per garantire cambi stampo rapidissimi e riescono a consegnare i campioni in tre giorni, risultando adatte alla prototipazione ultraveloce, sebbene con costi unitari di ammortamento più elevati . Molte piattaforme che offrono i migliori servizi di estrusione di alluminio adottano questo modello di business; un cambio stampo efficiente può talvolta ridurre ulteriormente i tempi del ciclo di prototipazione.
Metodi per ridurre i costi negli ordini di piccole quantità
La modifica del materiale degli stampi è l'arma principale a disposizione delle fabbriche per ridurre i costi. LS Manufacturing ha scelto di utilizzare acciaio per stampi P20 pre-temprato anziché l'acciaio tradizionale, ottenendo una riduzione dei costi di realizzazione degli stampi del 30-45%. Questo è il motivo principale che determina una diminuzione dei costi e un aumento dell'efficienza in termini di tempo quando si intraprende un progetto di estrusione di alluminio a basso volume con tecnologia di prototipazione rapida. Una stima accurata dei costi di estrusione dell'alluminio è fondamentale per poter controllare con precisione il budget del progetto .
- Fase di prototipazione (1-10 pezzi): è preferibile utilizzare piattaforme digitali, in quanto in grado di sfruttare la flessibilità della catena di fornitura per una prototipazione rapida.
- Fase di validazione (50-500 pezzi): Questa potrebbe essere la fase ideale per affidarsi a produttori fisici, in quanto consente di beneficiare di politiche di ordine minimo senza sovrapprezzi e di ricevere un feedback diretto dal team di ingegneri, che si traduce in un ROI migliore e a lungo termine.
I modelli di ammortamento degli stampi offerti dai diversi fornitori di servizi sono adatti a diverse fasi di ricerca e sviluppo. Gli stabilimenti fisici offrono vantaggi significativi in termini di costi per progetti di estrusione di alluminio con stampi rapidi per lotti di piccole e medie dimensioni. Per un calcolo accurato dei costi, inviateci i requisiti del vostro progetto per ricevere un preventivo preciso.

Figura 2: Componenti complessi in alluminio con canali interni, ideali per la prototipazione e la produzione di piccole serie.
Quali fattori garantiscono un'elevata precisione nel servizio di estrusione di alluminio di precisione?
Il modo in cui si rivede e si migliora la qualità complessiva del servizio di estrusione dell'alluminio è generalmente determinato dall'estrusione a temperatura costante di 510-530 °C e da un processo di stiramento e raddrizzamento completamente automatizzato che limita la distorsione del profilo a livelli standard di grado aerospaziale di 0,5 mm/metro . Tre fattori critici – durezza dello stampo, controllo della temperatura e controllo statistico della qualità – si confrontano direttamente con le competenze di produzione di precisione del fornitore.
Parametri chiave per il controllo di precisione del processo
La calibrazione della durezza dello stampo è fondamentale per il controllo di precisione. Le aziende produttrici di alta qualità stabilizzano con precisione la durezza di nitrurazione dello stampo a HRC 52+ per prevenire deviazioni di deformazione dovute all'estrusione. Inoltre, la fornitura di componenti di alta precisione è un prerequisito essenziale per i servizi professionali di estrusione dell'alluminio; un controllo rigoroso della precisione di estrusione dell'alluminio garantisce un elevato livello di uniformità dimensionale tra i diversi lotti di produzione.
Standard di prova di stabilità di precisione
Comprendere la qualità del processo è fondamentale per il controllo qualità. Le linee di produzione più efficienti utilizzano il controllo statistico SPC per ottenere un CPK di 1,33, stabilizzando così le tolleranze del lotto. Questo sistema di controllo qualità è molto comune presso i principali fornitori di servizi di estrusione di alluminio . A ciò si aggiungono la tecnologia di raffreddamento ad alta pressione per una qualità del profilo impeccabile e una gestione termica stabile dell'estrusione di alluminio per garantire un controllo preciso della temperatura .
| Fornitore di servizi | Durezza della muffa (HRC) | Temperatura di sformatura (°C) | Torsione per metro (mm) | Valore CPK |
| LS Manufacturing | ≥52 | 510-530 | ≤0,5 | ≥1,33 |
| Hub | 48-51 | 500-540 | ≤0,8 | ≥1,10 |
| Waykernm | 47-50 | 505-535 | ≤0,7 | ≥1,15 |
La stabilità dimensionale del servizio di estrusione di alluminio di precisione è controllata da molteplici parametri fondamentali; le differenze di processo determinano direttamente la precisione dei prodotti finiti e la percentuale di successo della produzione del lotto.
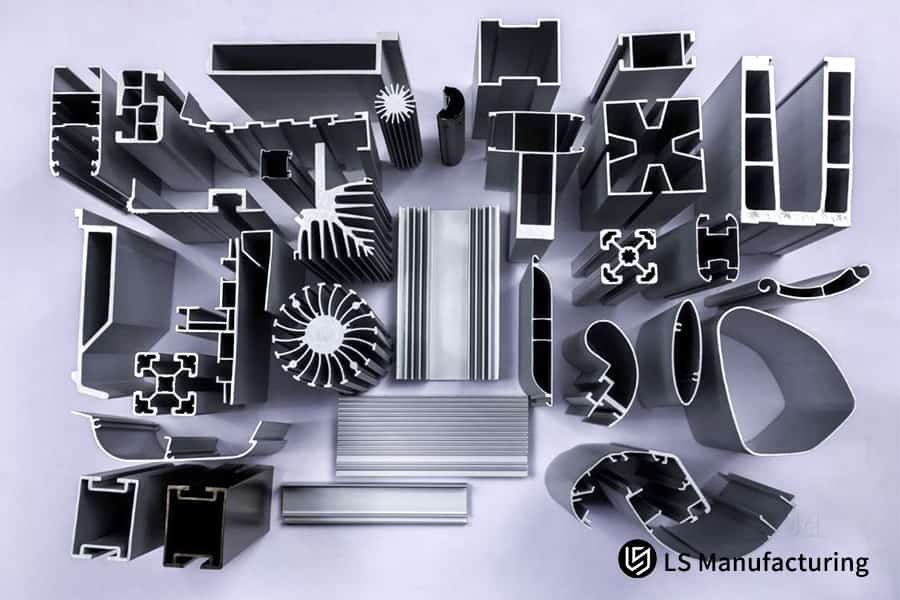
Figura 3: Vari profili di estrusione di alluminio personalizzati, che mostrano una gamma di design e forme della sezione trasversale.
In che modo l'estrusione di alluminio per la prototipazione accelera la verifica nei settori automobilistico e della robotica?
Grazie alla tecnologia di stampaggio rapido a stampo morbido per l'estrusione di alluminio destinata alla prototipazione, è possibile ottenere campioni di qualità pari a quella della produzione di massa entro 7-10 giorni lavorativi , riducendo notevolmente il ciclo di test per i componenti strutturali destinati al settore robotico e automobilistico. Questo metodo rappresenta un buon compromesso tra velocità di consegna e mantenimento delle proprietà meccaniche standard, caratteristiche ideali per le rapide modifiche iterative tipiche dei progetti nel campo delle energie rinnovabili e della robotica .
Standard di prestazione del prototipo di profilo estruso
Le prestazioni meccaniche standard rappresentano il criterio principale per la verifica dei prototipi. I parametri meccanici del profilo in alluminio 6061-T6 testato sono pienamente conformi agli standard industriali ASTM B221. L'estrusione di alluminio di alta qualità per la prototipazione può essere garantita da un controllo standardizzato delle prestazioni , che assicura l'autenticità e la validità dei dati di prova del prototipo. Inoltre, la validazione standardizzata dei prototipi di estrusione di alluminio consente di eliminare eventuali distorsioni nei dati di prova.
Soluzioni per la mitigazione dei rischi nello sviluppo di prototipi
Prevedere il rischio di frattura del materiale è alla base dell'ottimizzazione del processo. Utilizzando la simulazione FEA (Analisi agli Elementi Finiti), è possibile identificare in anticipo i difetti strutturali , prevenendo così i problemi di cricche a caldo. La tecnologia di simulazione avanzata non solo aumenta notevolmente la resa del prodotto finito nella produzione rapida di estrusi di alluminio, ma consente anche una correzione precisa dei difetti di estrusione, eliminando completamente diversi difetti di stampaggio .
- Scelta del materiale e della modifica più adatti: per ottenere la migliore combinazione di tenacità e rigidità, i profili in lega 6061-T6 sono indicati per i componenti strutturali dei robot, mentre i profili in lega 6063-T6 sono adatti per le parti leggere del settore automobilistico .
- Simulazione e previsione: le aree deboli possono essere pre-rinforzate e ottimizzate tramite simulazione delle sollecitazioni agli elementi finiti prima che il prodotto entri in produzione di massa.
- Iterazione rapida: la tecnologia degli stampi morbidi consente cambi di stampo rapidi nella produzione di piccoli lotti e può soddisfare molteplici iterazioni di ricerca e sviluppo.
L'estrusione di alluminio per la prototipazione può ridurre significativamente i tempi del ciclo di verifica ingegneristica delle apparecchiature di precisione, bilanciando efficienza di consegna e proprietà meccaniche standardizzate. Per consultare esperienze di implementazione simili in ambito R&S, è possibile visualizzare gratuitamente casi di implementazione di alta qualità provenienti da tutto il settore.
Quale fornitore si posiziona al primo posto nella matrice di confronto dei servizi di estrusione di alluminio per esigenze di basso volume?
Non esiste una soluzione ottimale assoluta per i migliori servizi di estrusione di alluminio . I diversi fornitori di soluzioni presentano punti di forza differenti in termini di tolleranze del MOQ, tempi di consegna e prezzi. La scelta dovrebbe dipendere dal volume dell'ordine e dalla fase di ricerca e sviluppo; individuare la soluzione più adatta massimizzerà il rapporto costi-efficacia dell'approvvigionamento.
Analisi del posizionamento strategico dei fornitori di servizi
Il posizionamento nella catena di fornitura è fondamentale per la scelta. Jabil è ideale per ordini di produzione di massa a livello di tonnellate, mentre Protocolabs è più orientato alla prototipazione rapida. Diversi fornitori di servizi, insieme, formano un sistema di mercato completo per i migliori servizi di estrusione di alluminio. Una produzione in serie di estrusi di alluminio ben sviluppata può essere compatibile con diversi volumi di ordine.
Metodo di selezione ottimale per ordini di basso volume
Le tecniche di abbinamento per piccoli lotti possono essere di grande aiuto nel processo decisionale relativo agli acquisti. Negli ordini di prova da 50 a 500 pezzi, LS Manufacturing si distingue dalle altre piattaforme di subappalto grazie alla sua maggiore precisione, ai prezzi più bassi e ai tempi di consegna ridotti . Questo è anche il motivo principale per cui è spesso annoverata tra i migliori fornitori di servizi di estrusione di alluminio a livello globale. La messa a punto mirata delle tolleranze di estrusione dell'alluminio si adatta perfettamente ai progetti che richiedono un'elevata precisione.
I migliori fornitori di servizi di estrusione di alluminio hanno punti di forza specifici. Valutare sia il volume degli ordini che la fase di ricerca e sviluppo consente di ottenere la massima efficienza in termini di costi di approvvigionamento e di implementazione del progetto.

Figura 4: Profili, staffe e elementi di fissaggio in alluminio disposti in modo da mostrare un kit di servizio per estrusione di piccoli lotti.
Caso di studio: come LS Manufacturing ha sviluppato componenti personalizzati in alluminio estruso per un braccio robotico chirurgico.
Questo servizio di estrusione di alluminio personalizzato per il settore medicale, realizzato per un cliente OEM, ha previsto la produzione di componenti a sbalzo per robot chirurgici . In soli 14 giorni lavorativi sono stati consegnati 200 set di componenti multicavità con tolleranze stabili di 0,03 mm, eliminando il rischio di microfratture . Si tratta di un caso esemplare per la produzione di precisione di componenti medicali in piccoli volumi.
Sfide principali del cliente
Il cliente aveva precedentemente personalizzato la leva a sbalzo del proprio robot con un design a doppia cavità asimmetrica. Dopo la produzione del primo lotto di campioni, sono stati riscontrati disallineamenti delle partizioni e segni di flusso superficiale. I test non distruttivi eseguiti per scopi medicali hanno dato esito negativo e, di conseguenza, il programma di verifica R&S del progetto ha subito un ritardo.
Soluzione di produzione LS
- Grazie alla nostra vasta esperienza nella realizzazione di progetti di personalizzazione di componenti per robot medicali, i principali difetti dei profili cavi complessi derivano da un controllo non uniforme della temperatura e/o da una progettazione dello stampo inadeguata.
- Abbiamo riprogettato la struttura della camera di saldatura nello stampo combinato a divisione di flusso e introdotto una formula unica di compensazione del controllo della temperatura: Valore di fluttuazione della temperatura = Temperatura misurata - Mediana dell'intervallo standard , la compensazione del tempo di raffreddamento è di 0,2 s/. Questa tecnica elimina quasi completamente qualsiasi problema di deformazione strutturale in una struttura di estrusione di alluminio.
- Abbiamo garantito che la durezza dello stampo rimanga fissa a HRC 52+ e che la temperatura di estrusione sia stabilizzata a 515℃ grazie al controllo della temperatura a circuito chiuso con azoto liquido . Insieme a un rapporto di estrusione di precisione di 35x, questo elimina completamente problemi come il flusso irregolare del metallo e le cricche a caldo.
- Il processo è stato perfezionato a tal punto da adattarsi perfettamente agli standard di produzione di precisione dell'estrusione di alluminio ad alta tecnologia e a rapida lavorazione. L'esperienza nel processo di estrusione dell'alluminio viene sfruttata per garantire la corretta implementazione dei parametri di processo.
Risultati del progetto
La tolleranza della cavità del pezzo finale è stabile a 0,03 mm. I test professionali dimostrano che le sue proprietà meccaniche superano gli standard del settore. Con questa soluzione, i clienti possono ottenere un ciclo di verifica della fusione inferiore del 40% e un costo unitario inferiore del 38%, affrontando così, direttamente in fase di processo, i problemi tipici della formatura di componenti complessi a parete sottile e raggiungendo una tripla ottimizzazione di precisione, costi e tempi di ciclo.
Questo esempio dimostra che processi ottimizzati possono consentire di trasformare i servizi di estrusione di alluminio personalizzati in componenti medicali di alta precisione, risolvendo di fatto i complessi difetti di formatura dei profili. Se desiderate replicare questa soluzione, inviateci i vostri disegni per ottenere un piano di produzione personalizzato.

Quali sono le insidie progettuali che causano il fallimento nell'estrusione di alluminio in piccoli lotti e come evitarle?
Due errori di progettazione comuni nell'estrusione di alluminio in piccoli lotti sono lo spessore asimmetrico delle pareti e gli angoli interni molto piccoli e appuntiti. Entrambi causano facilmente scheggiature dello stampo e crepe nel profilo. Standardizzando i parametri di disegno, i produttori possono prevenire oltre l'80% dei difetti di produzione alla fonte , riducendo notevolmente le perdite dovute a rilavorazioni.
Studio sui rischi derivanti da frequenti difetti di progettazione
La progettazione con spessori di parete non uniformi è una delle principali cause di fallimento. Lo spessore asimmetrico delle pareti provoca un flusso di metallo non bilanciato, con conseguente distorsione del profilo e formazione di crepe . È anche il difetto più comunemente trascurato nella progettazione di estrusi di alluminio per piccoli lotti . Angoli molto piccoli e acuti causano concentrazioni di stress; un'ottimizzazione scientifica della progettazione degli estrusi di alluminio può prevenire questi problemi in anticipo.
Principi per evitare progetti standardizzati
La standardizzazione della progettazione degli angoli può prevenire efficacemente i difetti di produzione. Metodi di progettazione molto specifici per piccoli lotti consentono ai progettisti di ottimizzare i disegni in tempi rapidi. La verifica dei disegni di produzione prima della fabbricazione è una pratica sempre adottata dalle aziende specializzate nell'estrusione di alluminio. La corretta selezione dei parametri di estrusione dell'alluminio si adatta perfettamente alle condizioni di produzione di piccoli lotti .
- Regolazione dello spessore delle pareti: il rapporto di spessore delle pareti delle parti asimmetriche è rigorosamente controllato entro 2:1 per garantire un flusso uniforme del metallo.
- Design con angoli arrotondati: per eliminare la concentrazione di stress, tutti gli angoli sono stati progettati con transizioni arrotondate da R0,5 a R1,2 mm .
- Selezione del processo: Per evitare difetti di porosità interna e migliorare la densità strutturale, si consiglia l'estrusione dell'alluminio anziché la pressofusione .
La standardizzazione della progettazione dei disegni è fondamentale per ottenere alta qualità e bassi costi nell'estrusione di alluminio in piccoli lotti. Il rispetto dei principi standardizzati consente ai produttori di evitare la maggior parte dei guasti di produzione e dei problemi di scarto fin dall'inizio.
In che modo le fasi di post-elaborazione influiscono sui costi nella produzione rapida tramite estrusione di alluminio?
Le fasi di post-lavorazione, come la fresatura CNC e l'anodizzazione dura, rappresentano in genere oltre il 40% del costo totale nella produzione rapida di estrusi di alluminio. Pertanto, è fondamentale concentrarsi sul controllo di questi costi. Metodi di post-lavorazione efficienti, combinati con una produzione ottimizzata che garantisca la precisione dell'assemblaggio, possono contribuire a ridurre significativamente il costo complessivo anche degli ordini di piccole dimensioni .
Differenze di costo tra le varie tecniche di post-elaborazione
Il modo principale per ridurre i costi in questo caso è l'integrazione dei processi. Un servizio completo può gestire estrusione, lavorazione meccanica e trattamento superficiale in un'unica soluzione, eliminando così potenzialmente le deviazioni di tolleranza e le perdite logistiche dovute all'affidamento a diversi fornitori . Questo è uno dei principali vantaggi della produzione rapida tramite estrusione di alluminio : una buona post-lavorazione dell'alluminio estruso può davvero aumentare l'efficienza delle consegne.
Tecniche per ridurre i costi attraverso l'ottimizzazione dei processi
Il controllo preciso dello spessore del film riduce notevolmente le probabilità di rilavorazione. Lo spessore del film anodizzato per i componenti di precisione deve essere mantenuto tra 15 e 25 μm per garantire che non comprometta la precisione dell'assemblaggio . La modifica del design del sistema di serraggio può contribuire a completare la post-elaborazione in un tempo inferiore del 40%, il che si traduce in una maggiore produzione di estrusi di alluminio in piccoli lotti. Utilizzando un trattamento superficiale di alta qualità per gli estrusi di alluminio, è possibile migliorare contemporaneamente la protezione dei componenti e la loro qualità estetica .
| Tecnologia di post-elaborazione | Parametri chiave | Percentuale di costo | Scenari applicabili |
| Fresatura CNC | serraggio e formatura in un'unica fase | 22% | Lavorazione di fori e scanalature di tenuta ad alta precisione |
| Anodizzazione ordinaria | Spessore del film: 10-15 μm | 10% | Parti di protezione convenzionali |
| Anodizzazione dura | Spessore del film di 15-25 μm, MIL-A-8625 Tipo 3 | 18% | Componenti di precisione resistenti alla corrosione e all'usura |
| Sabbiatura | Perfezionamento della sabbiatura del vetro | 8% | Elementi strutturali decorativi |
La tecnologia di post-elaborazione incide significativamente sul costo complessivo della produzione rapida di estrusi di alluminio. Un modello di processo integrato consente di controllare efficacemente i costi e migliorare la qualità. Per un controllo preciso del costo totale dell'ordine, offriamo un calcolo gratuito del costo complessivo di approvvigionamento del progetto.
FAQ
D1: Qual è la quantità minima d'ordine (MOQ) tipica per un servizio di estrusione di alluminio pensato per la prototipazione?
Piattaforme come Fictiv e alcuni fornitori di servizi per piccoli volumi come LS Manufacturing possono offrire quantitativi minimi d'ordine (MOQ) a partire da 50 pezzi o 100 kg di peso totale per gli stampi flessibili. Solitamente, gli impianti di estrusione tradizionali richiedono un ordine minimo di 1 tonnellata, adatto a produzioni di grandi dimensioni.
D2: Quanto tempo occorre per produrre uno stampo per estrusione di alluminio con tecnologia Rapid Tooling e consegnare il primo articolo?
Grazie all'utilizzo di telai per stampi standard e acciaio pre-temprato modulare, i produttori flessibili riescono a realizzare stampi rapidamente e a consegnare i primi prototipi entro 710 giorni lavorativi. Le fabbriche tradizionali, con i loro complessi processi di realizzazione degli stampi , necessitano di 4 settimane o anche di più . È sufficiente caricare i disegni per ottenere un preventivo preciso in tempi brevi per la realizzazione degli stampi e i tempi di consegna.
D3: Il vostro servizio di estrusione di alluminio per piccoli lotti è in grado di gestire le tolleranze rigorose richieste per l'elettronica di fascia alta?
La pura estrusione può raggiungere al massimo una precisione di 0,15 mm, quindi non è fattibile ottenere la precisione di 0,02 mm richiesta dall'elettronica di fascia alta. Per raggiungere gli esigenti obiettivi dimensionali ed essere compatibili con l'assemblaggio di apparecchiature elettroniche di alta gamma, è necessaria la fresatura secondaria di precisione CNC.
D4: A quali standard internazionali di materiali e sicurezza sono conformi i componenti del vostro servizio di estrusione di alluminio personalizzato?
Questi dipendenti, orientati alla conformità, si attengono rigorosamente alle direttive ASTM B221, EN 755 e RoHS . Ogni lotto di prodotti è accompagnato da rapporti di controllo qualità sulla composizione chimica e meccanica, che attestano la conformità del prodotto.
D5: Perché le fabbriche indipendenti offrono prezzi diversi per i piccoli volumi rispetto ai rivenditori online?
Le piattaforme di subappalto online sfruttano una rete globale per offrire tempi di consegna rapidi per gli ordini di prototipi, generalmente fino a 10 pezzi. Le fabbriche fisiche, invece, non prevedono intermediari, il che si traduce in una maggiore efficienza in termini di costi e in una maggiore trasparenza nel controllo della produzione, soprattutto per ordini compresi tra 100 e 500 pezzi.
D6: Quali trattamenti superficiali aumentano la resistenza alla corrosione dei componenti in alluminio estruso prodotti con la manifattura rapida?
Tra i possibili trattamenti si annoverano la sabbiatura del vetro, la semplice anodizzazione e l'anodizzazione dura MIL-A-8625 Tipo III, caratterizzata dalla capacità di resistere alla nebbia salina per oltre 500 ore. Oltre ai tre trattamenti sopra menzionati, è possibile impiegare altre tecniche per migliorare simultaneamente la resistenza alla corrosione e all'usura dei componenti.
D7: Come garantite la protezione della proprietà intellettuale dei progetti personalizzati durante la fase di prototipazione rapida?
Prima dell'inizio della collaborazione, viene firmato un accordo di riservatezza legalmente vincolante per entrambe le parti. Tutti i documenti di progettazione sono conservati su un server crittografato certificato ISO 27001, che elimina completamente il rischio di divulgazione o uso improprio dei disegni , garantendo al contempo una protezione completa della proprietà intellettuale del cliente.
D8: Posso richiedere un'ispezione video in fabbrica o rapporti di prova di terze parti per ordini di piccoli lotti?
Un produttore qualificato offre supporto per il monitoraggio video remoto in tempo reale e può anche fornire report di test sulle tolleranze geometriche e sulle proprietà meccaniche rilasciati da enti riconosciuti a livello internazionale come SGS, TUV e Insbeck, consentendo così la tracciabilità della qualità del prodotto.
Riepilogo
Non esiste un fornitore di servizi universale per la produzione di estrusi di alluminio in piccoli lotti; solo selezionando i prodotti più adatti alla fase di progetto è possibile ottenere il miglior rapporto costo-efficacia. Piattaforme a basso costo o produttori rinomati non possono soddisfare tutte le esigenze. La prototipazione dovrebbe essere realizzata con le piattaforme digitali più veloci. Inoltre, per la fase di conferma finale, dopo il congelamento del progetto, le funzioni di controllo del processo di uno stabilimento fisico possono essere molto efficaci nel ridurre al minimo i rischi del progetto e garantirne il regolare avanzamento.
Un controllo accurato del processo, una gestione integrata e sistemi di costi chiari sono gli elementi che consentono di implementare con successo progetti di estrusione di alluminio per piccoli lotti. Selezionando il partner di produzione giusto, è possibile rendere il ciclo di ricerca e sviluppo di componenti in alluminio di precisione non solo più rapido, ma anche più conveniente.
Siete alla ricerca di una soluzione professionale e basata su dati concreti per le vostre esigenze di produzione a basso volume? Non c'è bisogno di perdere tempo a fare prove e confronti. LS Manufacturing, con il suo servizio di estrusione di alluminio ben consolidato e la vasta esperienza maturata sul campo, può garantire il successo dei vostri componenti di precisione.
Condividi con noi i tuoi disegni CAD 3D in formato STEP, IGES o X_T e, entro 24 ore , riceverai un'analisi di fattibilità DFM professionale e un preventivo chiaro per la realizzazione di stampi per piccoli volumi. Investiamo tempo ed energie per fornire ai nostri clienti la tecnologia e i dati di test tracciabili necessari per un lancio rapido dei loro prodotti!
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Sito web: https://lsrpf.com/
Disclaimer
Il contenuto di questa pagina è fornito a solo scopo informativo. Servizi di LS Manufacturing. Non vengono fornite dichiarazioni o garanzie, esplicite o implicite, in merito all'accuratezza, alla completezza o alla validità delle informazioni. Non si deve dedurre che un fornitore o produttore terzo fornirà parametri di prestazione, tolleranze geometriche, caratteristiche di progettazione specifiche, qualità e tipologia dei materiali o manodopera attraverso la rete di LS Manufacturing. È responsabilità dell'acquirente. Richiedi un preventivo per i componenti. Identifica i requisiti specifici per queste sezioni. Contattaci per ulteriori informazioni .
Team di produzione LS
LS Manufacturing è un'azienda leader del settore , specializzata in soluzioni di produzione personalizzate. Vantiamo oltre 20 anni di esperienza e più di 5.000 clienti, e ci concentriamo su lavorazioni CNC di alta precisione, lavorazione della lamiera , stampa 3D , stampaggio a iniezione, stampaggio di metalli e altri servizi di produzione integrati.
Il nostro stabilimento è dotato di oltre 100 centri di lavoro a 5 assi all'avanguardia, certificati ISO 9001:2015. Forniamo soluzioni di produzione rapide, efficienti e di alta qualità a clienti in oltre 150 paesi in tutto il mondo. Che si tratti di piccole produzioni o di personalizzazioni su larga scala, siamo in grado di soddisfare le vostre esigenze con consegne rapidissime entro 24 ore. Scegliete LS Manufacturing. Significa scegliere efficienza, qualità e professionalità.
Per saperne di più, visita il nostro sito web: www.lsrpf.com .


