
アルミニウム押出成形サービスは、医療機器、ロボット、新エネルギー車などの分野における精密部品の小ロット生産向けに特別に設計されています。これらのサービスは、金型製作コストの高さ、公差限界の超過、50~500個の小ロットでの複雑な断面形状の成形の難しさといった主要な問題を解決するのに役立ちます。従来の大規模メーカーの生産ラインはトン単位の大量注文に対応できる規模ですが、低コストと0.05mmの精密公差のバランスを取ることが困難です。この記事では、強力なプロセスパラメータを用いて各R&D段階でカスタマイズされた製造ニーズに的確に対応できる能力に焦点を当て、世界トップ8のサービスプロバイダーを比較検討し、小ロットから中ロットの精密アルミニウム部品向けにコスト効率の高い成形ソリューションを提供します。
購買担当者や設計担当者は、金型開口コストの高さ、公差限界超過、中空断面成形不良などの問題に直面していますが、少量アルミニウム押出成形品のカスタマイズのポイントは、実際には従来の押出成形プロセスと金型構成が大規模量産向けであるため、小ロット精密生産の要件を満たすことができないという点にあります。この記事では、プロセス、コスト、納期に関する主流サービスプロバイダーの多次元比較レビューを紹介しており、ユーザーが費用対効果が高く高精度なパートナーを見つけるのに役立ちます。

世界最高のアルミニウム押出成形サービスプロバイダーの主要パラメータの概要
本章では、8つの主要サービスプロバイダーの中核となる強みを要約し、少量生産のアルミニウム押出成形プロジェクトのニーズに的確に対応し、調達決定のための直感的で専門的なデータ参照情報を提供する。
| サービスプロバイダー | 最小注文数量(個) | 許容限界値(mm) | 金型開口サイクル(日数) | 主要な適用シナリオ | 単価範囲(米ドル) |
| LSマニュファクチャリング | 50 | ±0.03 | 7-10 | 少量生産の精密工学検証 | 12-18 |
| プロトラボ | 1 | ±0.10 | 3-5 | 迅速なコンセプトプロトタイピング | 20~28歳 |
| ラピッドダイレクト | 30 | ±0.06 | 8~12歳 | 定期的な小ロット大量生産 | 14-22 |
| 架空の | 1 | ±0.12 | 3-6 | 短期的なプロトタイプ反復テスト | 22~30歳 |
| ハブ | 20 | ±0.08 | 6-10 | 一般的な精密小ロット注文 | 16-24 |
| ウェイカーム | 40 | ±0.07 | 9-13 | 工業用構造部品の大量生産 | 13-20 |
| Xometry | 5 | ±0.09 | 4-7 | 複数カテゴリーのプロトタイプを迅速に納品 | 18-26 |
| ジャビル | 200 | ±0.04 | 12-15 | 大量標準化生産 | 10-15 |
主なポイント
- シナリオのマッチング:資産が非常に少ないコンセプトプロトタイプが1~10個程度の場合、納期が最短となるため、ProtolabsまたはFictivが推奨されます。一方、50~500個のエンジニアリング検証段階の場合は、金型製作を行う実店舗メーカーの方が総投資額(ROI)が高くなります。
- コアテクノロジー:アルミニウム押出成形の寸法精度を制御する秘訣は、金型の予熱と窒化処理による硬度を少なくともHRC 52にすること、そして金型出口温度を510~530℃に調整しながら監視することです。
少量生産において、LSマニュファクチャリングのアルミニウム押出成形サービスを信頼する理由とは?
アルミニウム押出成形品の少量生産における最大の課題は、精度とコスト管理の不安定さです。LS Manufacturingは、実店舗と確立されたプロセスを活用することで、小~中量バッチの精密生産要件に対応し、 ISO 9001:2015品質システム規格に準拠した製品を提供しています。実地試験の結果、デジタルプラットフォーム上での小ロット注文では公差値が変動しやすいことが証明されていますが、当社の生産ラインでは部品のねじれを0.5mm/メートルに安定的に制御できます。
小ロット生産では、許容誤差が非常に小さくなるため、通常のプロセスパラメータでは柔軟な生産シナリオには適さない場合があります。規格を満たすプロファイルの機械的特性を一貫して実現するために、当社はASTM B221-12材料規格に準拠するだけでなく、50個から500個のロットにおいて、製品合格率が99.2%に達し、業界平均の85%をはるかに上回っています。
当社は、下請け専門のプラットフォームとは異なり、自社で金型製作工場を保有しているだけでなく、継続的な連携を通じて金型材料や温度制御パラメータを大幅に最適化できます。中間マージンを排除することで、研究開発資金をプロセス最適化に的確に投資することが可能となり、金型の修理や再加工を繰り返すことによる余分な損失を削減できます。
当社の工場における標準化されたプロセスと品質管理システムは、少量アルミニウム押出成形における手直し問題を効果的に回避し、下請けプラットフォームよりも長期的な小ロット研究開発に適しています。コアとなるプロセスポイントを習得し、プロフェッショナルなアルミニウム押出成形サービスのメリットを理解するために、当社独自のプロセスホワイトペーパーを無料でダウンロードできます。

設計エンジニアは、既製の標準的なプロファイルではなく、カスタムアルミニウム押出成形サービスに投資すべき理由とは?
カスタムアルミニウム押出成形サービスでは、スロット、ねじ穴、放熱フィンなど、さまざまな機能を1つのプロファイルに同時に組み合わせることができます。これにより、二次的なCNC加工が不要になるだけでなく、全体の組立公差を0.03mm以内に抑えることができるため、精密機器の開発にも利用できます。また、カスタムアルミニウム押出成形の総合的なコスト効率と精度は、標準プロファイルの改造をはるかに凌駕するため、軽量精密機器の製造において最も好まれる方法となっています。
標準プロファイル変更の主な欠点
従来の方法による形状変更は、開発において依然として主要な選択肢となっている。しかし、必要なCNC加工工程が複数あるため、非常に手間がかかり、許容誤差はごくわずかである。通常のアルミニウム押出加工サービスで加工された標準形状は、精密機器のカスタマイズされた構造仕様をかろうじて満たす程度であり、不良率が15%にも達する。その結果、開発コストと所要時間が大幅に増加する。
また、複数回の機械加工は、プロファイルの結晶構造を破壊するだけでなく、強度低下も引き起こすため、適切に設計されたアルミニウム押出成形構造は、このような欠陥を回避するのに大いに役立ちます。
カスタム押出成形の基本的な技術的利点
カスタム押出成形とDFMホットランナーシミュレーション技術を組み合わせることで、金属の流れ経路を分析・最適化し、最高品質の結晶粒均一性を実現できます。カスタムアルミニウム押出成形サービスメーカーは、これらのプロセスパラメータを正確に調整することで、標準プロファイル変更時の欠陥を根本から修正できます。
- 構造強化:部品全体を0.8mmまでの超薄肉で成形することが可能になり、標準プロファイルの最小肉厚制限である1.5mmを超え、機器の軽量化のニーズを満たします。
- 欠陥の防止:体積全体にわたって均一な微細粒構造により、非対称な肉厚冷却によって生じる歪みや変形の問題を完全に解決します。
- 経済的:直接一体成形により二次加工が不要となり、後処理の時間とコストを30%以上削減できます。
カスタムアルミニウム押出成形は、様々な寸法における従来の形状変更の欠点を克服します。また、一体成形プロセスは精密金型技術の進歩と相性が良く、研究開発費の損失や部品廃棄率を大幅に削減します。
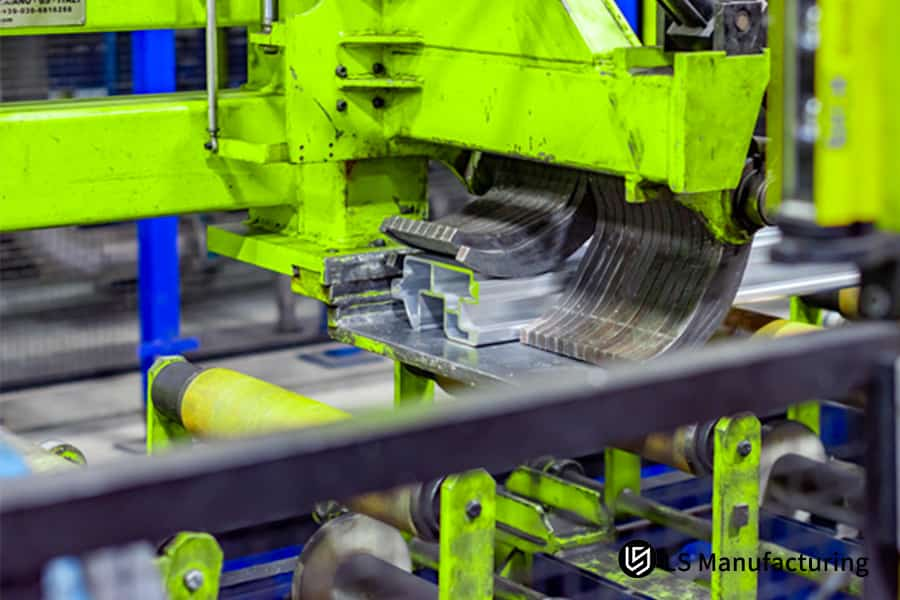
図1:工場内のアルミニウム押出成形機が、カスタムアルミニウムプロファイルを成形している様子。
LS Manufacturingのような大手プロバイダーは、少量生産向けの迅速な金型製作をどのように行っているのでしょうか?
200個未満のアルミニウム押出成形品の注文を扱う場合、ラピッドツーリングによるアルミニウム押出成形品の金型償却原則はサプライヤーによって大きく異なり、その結果、単位調達コストにも大きな影響が出ます。デジタルプラットフォームと実工場は、金型材料の選択だけでなく、金型の転換方法においても正反対であるため、それぞれ異なる研究開発段階に適しています。プロジェクトコストを最大限に活用するには、適切なアプローチを選択する必要があります。
サービスプロバイダーごとのカビ償却モデルの違い
モジュール式の金型交換は、実際にデジタルプラットフォームを運用する上でのまさに核心的な概念です。Protolabs、Fictivなどは、非常に迅速な金型交換のために単一の金型フレームに依存しており、3日間でサンプルを納品できるため、超高速プロトタイピングに適していますが、ユニット償却コストは高くなります。最高のアルミニウム押出成形サービスを提供する多くのプラットフォームは、このタイプのビジネスを採用しており、効率的なアルミニウム押出成形金型交換によって、プロトタイピングサイクルをさらに短縮できる場合があります。
少量注文におけるコスト削減方法
金型材料の変更は、製造工場がコスト削減のために用いる主要な手段です。LS Manufacturing は、従来の鋼材ではなく、事前に硬化処理された P20 金型鋼材を採用することで、金型製作コストを 30% から 45% 削減することに成功しました。これは、少量生産のラピッドツーリングによるアルミニウム押出成形プロジェクトを実施する際に、コスト削減と時間効率の向上をもたらす最大の理由です。正確なアルミニウム押出成形コストの見積もりを行うことが、プロジェクト予算を正確に管理するための鍵となります。
- プロトタイプ段階(1~10個):サプライチェーンの柔軟性を活かして迅速なプロトタイピングを実現できるため、デジタルプラットフォームの利用をお勧めします。
- 検証段階(50~500個):この段階では、実店舗の製造業者を利用するのも良いでしょう。最低注文数量に制限がなく、エンジニアリング部門からの直接的なフィードバックも得られるため、より良い長期的な投資対効果(ROI)につながります。
サービスプロバイダーによって、金型償却モデルは研究開発の段階に応じて異なります。小規模から中規模のバッチ生産における迅速な金型製作を伴うアルミニウム押出成形プロジェクトでは、実店舗での生産がコスト面で大きなメリットをもたらします。正確なコスト計算のためには、プロジェクトの要件をご提出いただき、詳細な見積もりをご提示いたします。

図2:内部に溝を持つ複雑なアルミニウム部品。試作品製作や少量生産に最適です。
精密アルミニウム押出成形サービスにおいて、高精度を実現する要因は何ですか?
アルミニウム押出成形サービスの全体的な品質をどのように改善するかは、一般的に、510~530℃の定温押出成形と、プロファイルの歪みを航空宇宙グレードの標準レベルである0.5mm/メートルに抑える完全自動化された延伸および矯正プロセスによって決まります。金型硬度、温度制御、統計的品質管理という3つの重要な要素は、プロバイダーの精密製造能力に直接関係します。
コアプロセス精度制御パラメータ
金型硬度校正は、精密制御の基礎となります。高品質な製造会社は、押出成形時の変形偏差を防ぐため、金型の窒化硬度をHRC 52以上に正確に安定させます。さらに、高精度部品を常に提供することは、プロのアルミニウム押出成形サービスにとって主要な前提条件であり、厳密に管理されたアルミニウム押出成形精度は、部品のバッチごとに高いレベルの寸法一貫性をもたらします。
精密安定性試験規格
プロセスの良し悪しを把握することは、品質管理の中心です。優れた生産ラインでは、SPC統計管理を採用してCPK1.33を達成し、バッチ公差を安定させています。この品質管理システムは、トップクラスのアルミニウム押出成形サービスプロバイダーで非常に一般的です。高圧冷却技術と組み合わせることでプロファイル品質を完璧にし、安定したアルミニウム押出成形熱管理によって正確な温度制御を保証します。
| サービスプロバイダー | 金型硬度(HRC) | 脱型温度(℃) | 1メートルあたりのねじれ数(mm) | CPK値 |
| LSマニュファクチャリング | 52歳以上 | 510-530 | ≤0.5 | ≥1.33 |
| ハブ | 48-51 | 500-540 | ≤0.8 | ≥1.10 |
| ウェイカーム | 47-50 | 505-535 | ≤0.7 | ≥1.15 |
精密アルミニウム押出成形サービスの寸法安定性は、複数の主要パラメータによって制御され、工程の違いが完成品の精度とバッチ生産の合格率を直接左右します。
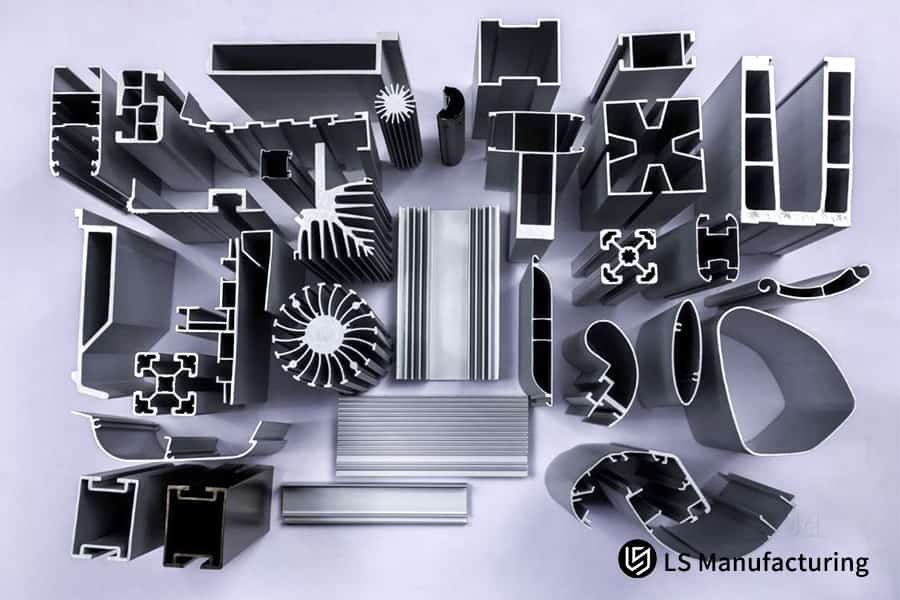
図3:さまざまな断面形状とデザインを示す、カスタムアルミニウム押出成形プロファイル。
自動車・ロボット分野におけるプロトタイプ製作のためのアルミニウム押出成形は、どのように検証を迅速化するのでしょうか?
プロトタイプ製作にアルミニウム押出成形用の高速ソフトモールド技術を用いることで、 7~10営業日以内に量産レベルの品質のサンプルを得ることが可能となり、ロボットや自動車の構造部品の試験サイクルを大幅に短縮できます。この方法は、納期の短縮と標準的な機械的特性の維持という点で優れたバランスを実現しており、新エネルギーやロボットプロジェクトにおける迅速な反復変更に適しています。
試作押出成形プロファイルの性能基準
プロトタイプ試験の主な基準は、標準的な機械的性能です。試験対象の6061-T6プロファイルの機械的特性は、ASTM B221業界標準に完全に準拠しています。標準化された性能管理によって、プロトタイプ試験データの信頼性と妥当性が確保され、高品質のプロトタイプ用アルミニウム押出材が保証されます。さらに、標準化されたアルミニウム押出材プロトタイプの検証により、試験データの偏りを排除することができます。
プロトタイプ開発におけるリスク軽減ソリューション
材料の破損リスクを予測することは、プロセス最適化の基礎となります。FEA(有限要素解析)シミュレーションを用いることで、構造上の欠陥を事前に特定することが可能となり、これにより高温割れの問題を未然に防ぐことができます。高度なシミュレーション技術は、アルミニウム押出成形の高速製造における完成品の歩留まりを大幅に向上させるだけでなく、精密なアルミニウム押出成形欠陥修正によって、様々な成形欠陥を完全に解消することができます。
- 適切な材料と加工方法の選択:靭性と剛性の最適な組み合わせを実現するには、ロボットの構造部品には6061-T6プロファイルを使用し、軽量自動車部品には6063-T6プロファイルを使用するのが適切です。
- シミュレーションと予測:製品が量産に入る前に、有限要素応力シミュレーションによって弱点を事前に補強し、最適化することができる。
- 迅速な反復:ソフトモールド技術により、小ロット生産における金型交換を迅速に行うことができ、複数の研究開発反復に対応できます。
試作用アルミニウム押出成形は、精密機器のエンジニアリング検証サイクルを大幅に短縮し、納期効率と標準化された機械的特性のバランスを取ることができます。同様の研究開発導入事例については、業界全体の高品質な導入事例を無料でご覧いただけます。
少量生産のアルミニウム押出成形サービスにおいて、どのサプライヤーが最適な比較マトリックスを提示しているか?
最適なアルミニウム押出成形サービスには絶対的な正解はありません。各サービスプロバイダーは、最小発注数量(MOQ)、納期、価格においてそれぞれ異なる強みを持っています。最適なプロバイダーを選ぶには、注文量と研究開発の段階を考慮する必要があります。最適なプロバイダーを見つけることで、調達の費用対効果を最大限に高めることができます。
サービスプロバイダーの中核的位置付け分析
サプライチェーンにおけるポジショニングが選定の決め手となります。Jabilはトン単位の大量生産注文に最適である一方、Protocolabsはラピッドプロトタイピングに特化しています。様々なサービスプロバイダーが連携することで、最適なアルミニウム押出成形サービスを提供する包括的な市場システムが構築されます。高度に開発されたアルミニウム押出成形バッチ生産は、様々な注文量に対応可能です。
少量注文に最適な選定方法
少量生産向けのマッチング技術は、調達意思決定において非常に役立ちます。50~500個のテスト注文では、 LS Manufacturingは高精度、低価格、短納期という点で、下請けプラットフォームよりも優位に立っています。これが、LS Manufacturingが世界トップクラスのアルミニウム押出成形サービスプロバイダーとして頻繁に名を連ねている最大の理由でもあります。ターゲットを絞ったアルミニウム押出成形の公差調整は、高精度が求められるプロジェクトに最適です。
優れたアルミニウム押出成形サービスプロバイダーはそれぞれ独自の強みを持っています。注文量と研究開発段階の両方を考慮して選定することで、調達コスト効率とプロジェクト実施効率を最大限に高めることができます。

図4:アルミニウム形材、ブラケット、およびファスナーを配置した、小ロット押出成形サービスキット。
事例研究:LS Manufacturing社が手術用ロボットアーム向けカスタムアルミニウム押出成形部品を開発した方法
この医療用カスタムアルミニウム押出成形サービスは、OEM顧客向けに手術用ロボットのカンチレバー部品をカスタマイズしたものです。14営業日以内に、0.03mmの安定した公差で200セットの多空洞部品を納品し、微小亀裂の可能性を排除しました。これは、少量生産の精密医療部品製造におけるベンチマーク事例です。
クライアントの主要な課題
顧客は以前、ロボットのカンチレバーを非対称の二重中空構造にカスタマイズしていた。最初のサンプルが製造された後、仕切りのずれや表面の流動痕が発見された。医療目的で非破壊検査を行ったところ、不合格となり、その結果、プロジェクトの研究開発検証スケジュールが直接的に遅延した。
LSマニュファクチャリングソリューション
- 医療用ロボット部品のカスタマイズプロジェクトにおける豊富な経験から、複雑な中空断面形状の主な欠陥は、温度制御の不均一性や不適切な金型設計に起因することがわかっています。
- 流量分割型複合金型の溶接室の構造を再設計し、独自の温度制御補正式(温度変動値=測定温度-標準範囲の中央値、冷却時間補正は0.2秒)を導入しました。この技術により、アルミニウム押出成形構造における構造変形の問題をほぼ完全に解消します。
- 液体窒素を用いた閉ループ温度制御により、金型硬度をHRC 52+に維持し、押出温度を515℃に安定させました。さらに、35倍という高精度な押出比を実現することで、金属の流れの不均一性や高温割れといった問題を完全に解消しました。
- このプロセスは高度に開発され、現在ではハイエンドの高速ツーリングアルミニウム押出成形における精密生産基準に完全に適合するようになっています。アルミニウム押出成形プロセスの専門知識を活用することで、プロセスパラメータが正しく実装されることを保証しています。
プロジェクト成果
最終部品のキャビティ公差は0.03mmで安定しています。専門家によるテストの結果、その機械的特性は業界標準を上回っていることが明らかになりました。このソリューションにより、お客様はマージ検証サイクルを40%短縮し、単位コストを38%削減できます。また、複雑な薄肉部品の成形における典型的な問題をプロセスの初期段階で解決することで、精度、コスト、サイクルタイムの3つの最適化を実現できます。
この事例は、プロセスの改善によって、カスタムアルミニウム押出成形サービスからハイエンドの精密医療部品の製造が可能になり、複雑な形状成形における欠陥を根本的に解決できることを示しています。このソリューションを模倣したい場合は、図面を提出してカスタマイズされた生産計画を入手してください。

小ロットアルミニウム押出成形における設計上の落とし穴とその回避方法とは?
小ロットのアルミニウム押出成形においてよくある設計ミスは、肉厚の非対称性と、非常に小さく鋭利な内角です。これらはどちらも金型の欠けや形状のひび割れを引き起こしやすい原因となります。図面パラメータを標準化することで、製造業者は生産不良の80%以上を初期段階で防止でき、再加工による損失を大幅に削減できます。
設計上の欠陥が頻繁に発生するリスクに関する研究
壁厚が不均一な設計は、故障の主な原因の一つです。壁厚が非対称だと金属の流れが不均衡になり、形状の歪みや亀裂が生じます。これは、少量生産のアルミニウム押出成形設計において最も見落とされがちな欠陥でもあります。非常に小さな鋭角な角は応力集中を引き起こしますが、科学的なアルミニウム押出成形設計の最適化によって、これらの問題を事前に回避することができます。
標準化されたデザインを避けるための原則
コーナー設計を標準化することで、生産上の欠陥を効果的に防止できます。非常に具体的な小ロット生産設計手法を用いることで、設計者は図面を迅速に最適化できます。製造前に生産図面を確認することは、プロのアルミニウム押出成形会社が必ず行うことです。適切なアルミニウム押出成形パラメータを選択することで、小ロット生産条件に大きく対応できます。
- 肉厚規制:非対称部品の肉厚比は、均一な金属の流れを確保するために2:1の範囲内で厳密に管理されます。
- 角丸設計:応力集中を解消するため、すべての角はR0.5~R1.2mmの丸みを帯びた形状になっています。
- 加工方法の選択:内部気孔欠陥を回避し、構造密度を向上させるために、ダイカストではなくアルミニウム押出成形が推奨されます。
小ロットのアルミニウム押出成形において、高品質かつ低コストを実現するには、標準化された図面設計が不可欠です。標準化された原則に従うことで、製造業者は生産上の不具合や不良品の問題を初期段階から回避することができます。
アルミニウム押出成形における後処理工程は、コストにどのような影響を与えるのか?
CNCフライス加工や硬質アルマイト処理といった後処理工程は、アルミニウム押出成形におけるラピッドマニュファクチャリングの総コストの40%以上を占めることが一般的です。そのため、これらのコスト管理に注力することが非常に重要です。効率的な後処理方法と、組み立て精度を確保する最適化された製造プロセスを組み合わせることで、少量生産であっても総コストを大幅に削減できます。
様々な後処理技術のコスト差
ここでコストを削減する主な方法は、統合処理です。ワンストップサービスでは、押出成形、機械加工、表面処理をすべて一度に処理できるため、異なるベンダーに外注することによる公差のばらつきや物流上の損失をなくすことができます。これは、アルミニウム押出成形の迅速な製造における主な利点の1つであり、適切なアルミニウム押出成形後処理は、納品効率を大幅に向上させることができます。
プロセス最適化によるコスト削減手法
膜厚を正確に制御することで、再加工の可能性を大幅に低減できます。精密部品の陽極酸化膜厚は、組み立て精度に影響を与えないよう、 15~25μmの範囲に保つ必要があります。治具のクランプ設計を変更することで、後処理時間を40%短縮でき、少量生産のアルミニウム押出成形品の生産量を増やすことができます。高品質のアルミニウム押出成形品表面処理を使用することで、部品の保護と外観品質を同時に向上させることができます。
| 後処理技術 | コアパラメータ | コスト割合 | 適用可能なシナリオ |
| CNCフライス加工 | 一度のクランプと成形 | 22% | 高精度穴加工およびシール溝加工 |
| 通常の陽極酸化処理 | 膜厚10~15μm | 10% | 従来の保護部品 |
| 硬質アルマイト処理 | 膜厚15~25μm、MIL-A-8625タイプ3 | 18% | 耐腐食性および耐摩耗性に優れた精密部品 |
| サンドブラスト | ガラスのサンドブラスト加工による仕上げ | 8% | 装飾的な構造部品 |
後処理技術は、アルミニウム押出成形の迅速製造における総コストに大きな影響を与えます。ワンストップ処理モデルは、コストを効果的に抑制し、品質を向上させます。総注文コストを正確に管理するために、プロジェクト全体の調達コストの無料計算サービスを提供しています。
よくある質問
Q1:試作品製作に特化したアルミニウム押出成形サービスの一般的な最小注文数量(MOQ)はどれくらいですか?
Fictivのようなプラットフォームや、LS Manufacturingのような少量生産向けサービスプロバイダーでは、フレキシブルダイの場合、最小注文数量(MOQ)を50個または総重量100kgまで設定できる場合があります。一方、一般的な押出成形工場では、最低注文数量は1トンで、これは非常に大規模な生産に適しています。
Q2:アルミニウム押出成形用のラピッドツーリング金型を製造し、最初の製品を納品するまでにはどれくらいの時間がかかりますか?
標準的な金型フレームとモジュール式のプレ硬化鋼を使用することで、柔軟な製造業者は迅速な金型製作と710営業日以内での初回製品の納品を実現しています。複雑な金型製作工程を必要とする従来の工場では、4週間以上かかる場合もあります。図面をアップロードするだけで、金型製作と納品サイクルに関する正確な見積もりを短時間で入手できます。
Q3:貴社の小ロットアルミニウム押出成形サービスは、ハイエンド電子機器に求められる厳しい公差に対応できますか?
純粋な押出成形では、せいぜい0.15mmの精度しか達成できないため、ハイエンド電子機器に必要な0.02mmの精度を実現することは不可能です。要求される寸法精度を達成し、ハイエンド電子機器の組み立てに対応するためには、高精度CNC二次フライス加工が必要となります。
Q4:御社のカスタムアルミニウム押出成形サービス部品は、どの国際的な材料および安全規格に準拠していますか?
これらの法令遵守を重視する従業員は、ASTM B221、EN 755、およびRoHS指令を厳格に遵守しています。各製品バッチには、化学組成および機械的組成に関する品質検査報告書が添付されており、製品が法令に適合していることの証拠となります。
Q5:独立系工場がオンライン仲介業者と比べて、少量注文に対して異なる価格設定を行うのはなぜですか?
オンラインの受託製造プラットフォームは、世界的なネットワークを活用して、通常10個以下の試作品注文に対して迅速な納期を提供します。一方、実店舗の工場は仲介業者を介さないため、特に100~500個の数量の場合、コスト効率と生産管理の透明性が大幅に向上します。
Q6:アルミニウム押出成形部品の耐食性を向上させる表面処理にはどのようなものがありますか?
処理方法としては、ガラスサンドブラスト、単純陽極酸化処理、および500時間以上の塩水噴霧耐性を特徴とするMIL-A-8625タイプIII硬質陽極酸化処理などが挙げられます。上記3つの処理方法以外にも、部品の耐食性と耐摩耗性を同時に向上させるための様々な技術を用いることができます。
Q7:迅速な金型製作段階において、カスタムデザインの知的財産権をどのように保護していますか?
協力開始前に、両当事者を法的に拘束する機密保持契約が締結されます。すべての設計文書は、ISO 27001認証を取得した暗号化サーバーに保管されるため、図面の漏洩や不正使用のリスクを完全に排除すると同時に、顧客の知的財産を徹底的に保護します。
Q8:少量注文の場合、工場でのビデオ検査や第三者機関による試験報告書を依頼することはできますか?
資格を有する製造業者は、リアルタイムのビデオ遠隔監視をサポートするだけでなく、SGS、TUV、Insbeckなどの国際的に認められた機関が発行した幾何公差および機械的特性試験報告書も提供できるため、製品の品質トレーサビリティを確保できます。
まとめ
小ロットのアルミニウム押出成形製造において、万能なサービスプロバイダーは存在しません。プロジェクトの段階に合った製品を選択することによってのみ、最適なコスト効率を実現できます。低価格のプラットフォームや有名メーカーでは、すべての要件を満たすことはできません。プロトタイプの作成は、最速のデジタルプラットフォームで行うべきです。そして、設計が確定した後の最終確認段階では、実際の工場におけるプロセス制御機能が、プロジェクトのリスクを最小限に抑え、プロジェクトの進捗を確実にする上で非常に効果的です。
正確な工程管理、ワンストップ処理、そして明確なコストシステムこそが、小ロットのアルミニウム押出成形プロジェクトを成功させるための鍵となります。適切な生産パートナーを選定できれば、精密アルミニウム部品の研究開発サイクルを迅速化できるだけでなく、コスト削減にもつながります。
少量生産のニーズに対応する、データに基づいたプロフェッショナルなソリューションをお探しですか?何度も試行錯誤して比較検討する必要はありません。LS Manufacturingは、高度なアルミニウム押出成形サービスと豊富な現場経験を活かし、お客様の精密部品の成功を確実なものにします。
STEP、IGES、またはX_T形式の3D CAD図面を弊社までお送りください。24時間以内に、専門家によるDFM(製造性設計)の実現可能性分析と、少量生産向けの金型製作に関する明確な見積もりをご提供いたします。弊社は、お客様の迅速な製品発売のために、技術と追跡可能なテストデータをご提供することに時間と労力を惜しみません。
📞電話番号:+86 185 6675 9667
📧メールアドレス:info@lsrpf.com
🌐ウェブサイト: https://lsrpf.com/
免責事項
このページの内容は情報提供のみを目的としています。LS Manufacturing サービスでは、情報の正確性、完全性、有効性について、明示的または黙示的な表明または保証は一切ありません。第三者のサプライヤーまたは製造業者が、LS Manufacturing ネットワークを通じて、性能パラメータ、幾何公差、特定の設計特性、材料の品質と種類、または製造技術を提供するものと推測すべきではありません。これは購入者の責任です。部品の見積もりが必要な場合は、これらのセクションの具体的な要件を特定してください。詳細についてはお問い合わせください。
LS製造チーム
LS Manufacturingは業界をリードする企業です。カスタム製造ソリューションに特化しており、20年以上の経験と5,000社以上のお客様との実績があります。高精度CNC加工、板金加工、 3Dプリンティング、射出成形、金属プレス加工など、ワンストップの製造サービスを提供しています。
当社工場は、ISO 9001:2015認証を取得した最新鋭の5軸加工センターを100台以上保有しています。世界150カ国以上のお客様に、迅速、効率的、かつ高品質な製造ソリューションを提供しています。少量生産から大規模なカスタマイズまで、お客様のニーズに24時間以内の最短納期で対応いたします。LS Manufacturingをお選びください。効率性、品質、そしてプロフェッショナリズムをお選びいただくことを意味します。
詳細については、当社のウェブサイト( www.lsrpf.com )をご覧ください。


