
Услуги по экструзии алюминия специально разработаны для мелкосерийного производства прецизионных деталей в таких областях, как медицинское оборудование, робототехника и электромобили. Эти услуги помогают решить такие серьезные проблемы, как высокая стоимость изготовления пресс-форм, превышение допустимых отклонений и трудности с формованием сложных поперечных сечений для небольших партий от 50 до 500 штук. Производственные линии традиционных крупных производителей достаточно велики для заказов тоннового масштаба, но им сложно сбалансировать низкие затраты и точность допусков в 0,05 мм. В данной статье представлен сравнительный обзор 8 ведущих мировых поставщиков услуг, с акцентом на их способность точно соответствовать индивидуальным производственным потребностям на каждом этапе исследований и разработок с использованием жестких технологических параметров, обеспечивая таким образом экономически эффективное решение для формования прецизионных алюминиевых деталей в мелко- и среднесерийном производстве.
Специалисты по закупкам и проектированию сталкиваются с такими проблемами, как высокие затраты на изготовление пресс-форм, превышение предельных значений допусков и отказы при формовке полых поперечных сечений, в то время как целесообразность индивидуальной настройки алюминиевых экструзионных профилей в малых объемах в значительной степени обусловлена тем, что традиционные процессы экструзии и конфигурации пресс-форм ориентированы на крупномасштабное массовое производство и поэтому не могут удовлетворить требованиям мелкосерийного высокоточного производства. В данной статье представлен многомерный сравнительный обзор основных поставщиков услуг по технологическим процессам, стоимости и срокам поставки , что поможет пользователям найти экономически эффективных и высокоточных партнеров.

Краткий обзор ключевых параметров лучших мировых поставщиков услуг по экструзии алюминия.
В этой главе обобщены основные преимущества восьми ведущих поставщиков услуг, точно соответствующих потребностям проектов по экструзии алюминия в малых объемах и предоставляющих наглядные и профессиональные справочные данные для принятия решений о закупках.
| Поставщик услуг | Минимальный объем заказа (шт.) | Предельный допуск (мм) | Цикл открытия пресс-формы (дни) | Основные применимые сценарии | Диапазон себестоимости единицы продукции (доллары США) |
| LS Manufacturing | 50 | ±0,03 | 7-10 | Проверка точности мелкосерийного производства | 12-18 |
| Протолабс | 1 | ±0,10 | 3-5 | Быстрое прототипирование концепций | 20-28 |
| RapidDirect | 30 | ±0,06 | 8-12 | Регулярное мелкосерийное массовое производство | 14-22 |
| Фиктив | 1 | ±0,12 | 3-6 | Краткосрочное тестирование итераций прототипа | 22-30 |
| Хабы | 20 | ±0,08 | 6-10 | заказы на мелкосерийное производство с высокой точностью | 16-24 |
| Уэйкернм | 40 | ±0,07 | 9-13 | Серийное производство промышленных конструкционных деталей | 13-20 |
| Ксометрия | 5 | ±0,09 | 4-7 | Быстрая разработка прототипов различных категорий. | 18-26 |
| Джабил | 200 | ±0,04 | 12-15 | Высокообъемное стандартизированное массовое производство | 10-15 |
Основные выводы
- Соответствие сценариям: Для создания всего одного-десяти концептуальных прототипов с очень низкими затратами предпочтительными вариантами являются Protolabs или Fictiv, обеспечивающие оптимальные сроки поставки; для этапов инженерной проверки, включающих от 50 до 500 штук, производители, занимающиеся изготовлением пресс-форм, обеспечивают более высокую общую рентабельность инвестиций.
- Основные технологические решения: Секрет обеспечения точности размеров при экструзии алюминия заключается в достижении твердости не менее HRC 52 при предварительном нагреве пресс-формы и азотировании , а также в скоординированном контроле температуры на выходе из матрицы (510-530℃).
Почему стоит доверить услуги экструзии алюминия компании LS Manufacturing для мелкосерийного производства?
Наибольшие проблемы при мелкосерийном производстве алюминиевых профилей связаны с нестабильной точностью и контролем затрат. В ответ на требования к точности мелкосерийного и среднесерийного производства, используя собственные производственные цеха и отлаженные процессы, компания LS Manufacturing способна обеспечить соответствие стандартам системы качества ISO 9001:2015 . Физические испытания показывают, что при мелкосерийном производстве на цифровых платформах допуски могут быть более выраженными, в то время как наша производственная линия обеспечивает стабильный контроль скручивания деталей до 0,5 мм/метр.
При мелкосерийном производстве допустимая погрешность может быть значительно ниже, поэтому обычные параметры процесса могут быть непригодны для гибких сценариев производства. Для стабильного достижения механических свойств профилей, соответствующих стандартам, мы не только придерживаемся стандарта ASTM B221-12 , но и обеспечиваем для партий от 50 до 500 штук процент соответствия продукции требованиям, достигающий 99,2%, что значительно выше среднего показателя по отрасли, составляющего 85%.
We differ from subcontracting-only platforms because apart from having our own mold workshop, we can also optimize mold materials and temperature control parameters largely through continuous interaction. After removing intermediate markups, precisely investing R&D funds in process optimization is exactly what gets done while saves the extra losses that are result of repeated mold repairs and rework.
Стандартизированные процессы и система контроля качества нашего завода эффективно предотвращают проблемы, связанные с переделкой при мелкосерийном экструзионном производстве алюминия , что делает его более подходящим для долгосрочных мелкосерийных исследований и разработок, чем платформы субподряда. Чтобы освоить основные этапы процесса и понять преимущества профессиональных услуг по экструзионному производству алюминия, вы можете бесплатно скачать наш эксклюзивный аналитический отчет о процессе.

Почему инженерам-конструкторам следует инвестировать в услуги по изготовлению алюминиевых профилей на заказ, а не в стандартные готовые профили?
Изготовление алюминиевых профилей на заказ позволяет одновременно комбинировать различные элементы, такие как пазы, резьбовые отверстия и теплоотводящие ребра, в одном профиле. Это не только исключает необходимость вторичной обработки на станках с ЧПУ, но и обеспечивает точность сборки в пределах 0,03 мм, что позволяет использовать такие профили при разработке прецизионных инструментов. Кроме того, общая экономическая эффективность и точность изготовления алюминиевых профилей на заказ значительно превосходят показатели модификации стандартных профилей, поэтому это наиболее предпочтительный метод в производстве легких прецизионных инструментов.
Основные недостатки стандартной модификации профиля
Модификация профиля традиционными методами остается одним из основных вариантов разработки. Однако многочисленные этапы обработки на станках с ЧПУ делают этот процесс очень трудоемким, а допустимая погрешность практически ничтожна. Стандартные профили, обработанные с помощью обычной экструзионной обработки алюминия, едва соответствуют индивидуальным конструктивным требованиям высокоточного оборудования, что приводит к проценту брака в 15%, а это, в свою очередь, вызывает значительное увеличение стоимости и времени, необходимого для разработки.
Кроме того, многократная механическая обработка не только нарушает зернистую структуру профиля, но и приводит к снижению прочности ; грамотно разработанная конструкция алюминиевого экструзионного профиля может в значительной степени помочь избежать таких недостатков.
Основные технические преимущества экструзии по индивидуальному заказу
Высокое качество и однородность зерна являются основным преимуществом экструзии по индивидуальному заказу в сочетании с технологией моделирования горячеканальной системы DFM, позволяющей анализировать и оптимизировать траекторию потока металла. Производители, предоставляющие услуги по экструзии алюминия по индивидуальному заказу, могут точно настроить эти параметры процесса , чтобы устранить недостатки стандартной модификации профиля, возникающие на начальном этапе.
- Усиление конструкции: позволяет изготавливать всю деталь со сверхтонкой толщиной стенки до 0,8 мм, тем самым превосходя стандартный предел минимальной толщины стенки профиля в 1,5 мм и удовлетворяя потребность в снижении веса оборудования .
- Предотвращение дефектов: равномерное расположение микрозерен по всему объему полностью решает проблемы деформации и искажения, возникающие при асимметричном охлаждении стенки.
- Экономичность: Прямая формовка цельной детали исключает необходимость вторичной обработки, что приводит к сокращению времени и затрат на последующую обработку более чем на 30% .
Изготовление алюминиевых профилей на заказ позволит устранить недостатки типичной модификации профиля в различных размерах. Процесс цельнолитого литья также хорошо сочетается с достижениями в области прецизионной оснастки, что значительно сокращает потери на НИОКР и количество отходов деталей.
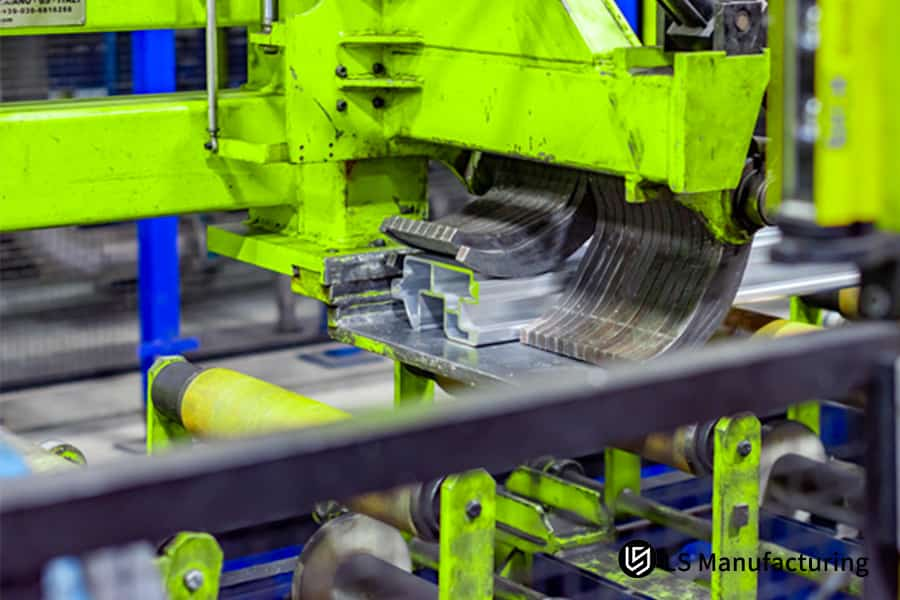
Рисунок 1: Алюминиевый экструзионный станок на заводе, в процессе работы формирующий алюминиевый профиль по индивидуальному заказу.
Как ведущие поставщики, такие как LS Manufacturing, справляются с быстрым изготовлением оснастки для небольших объемов производства?
При работе с заказами на экструзию алюминия в количестве менее 200 штук принцип амортизации пресс-форм для быстрой экструзии алюминия значительно различается у разных поставщиков, и, как следствие, существенно влияет на себестоимость единицы продукции. Цифровые платформы и физические заводы отличаются не только выбором материалов для пресс-форм, но и способом их изготовления, поэтому они могут подходить для разных этапов исследований и разработок. Для максимальной эффективности затрат на проект следует выбрать правильный подход.
Различия в моделях амортизации ущерба от плесени у разных поставщиков услуг
Модульная смена штампов — это основная концепция работы современных цифровых платформ. Protolabs, Fictiv и им подобные компании полагаются на один тип штампов для очень быстрой смены штампов и могут поставлять образцы за три дня, что делает их подходящими для сверхбыстрого прототипирования, но с более высокими затратами на амортизацию единицы продукции . Многие платформы, предлагающие лучшие услуги по экструзии алюминия, используют этот тип бизнеса, поскольку эффективная смена штампов при экструзии алюминия иногда может еще больше сократить цикл прототипирования.
Методы экономии средств при заказе небольших партий товара.
Изменение материала штампов — главный инструмент в арсенале предприятий по производству пресс-форм для снижения затрат. Компания LS Manufacturing решила использовать предварительно закаленную пресс-формовую сталь P20 вместо обычной стали, что позволило снизить затраты на изготовление пресс-форм на 30–45%. Это главная причина снижения затрат и повышения эффективности при реализации проектов по быстрой экструзии алюминия в малых объемах. Точная оценка стоимости экструзии алюминия является ключом к точному контролю бюджета проекта .
- Этап создания прототипа (1-10 штук): Лучше всего использовать цифровые платформы, поскольку они позволяют использовать преимущества гибкости цепочки поставок для быстрого создания прототипов.
- Этап валидации (50-500 штук): На этом этапе вы можете захотеть обратиться к физическим производителям, поскольку это позволит вам воспользоваться политикой минимального заказа без надбавок , а также получить прямую обратную связь от инженеров, что приведет к лучшей и долгосрочной окупаемости инвестиций.
Different service providers' mold amortization models are suitable for different R&D stages. Physical factories offer significant cost advantages in small-to-medium batch rapid tooling aluminum extrusion projects. For accurate cost calculation, submit your project requirements to receive a precise quote.

Рисунок 2: Сложные алюминиевые детали с внутренними каналами, идеально подходящие для прототипирования и мелкосерийного производства.
Что обеспечивает высокую точность при выполнении высокоточной экструзии алюминия?
Способы улучшения общего качества услуг по экструзии алюминия, как правило, определяются экструзией при постоянной температуре 510-530℃ и полностью автоматизированным процессом растяжения и выпрямления, который ограничивает деформацию профиля до уровня, соответствующего аэрокосмическим стандартам, — 0,5 мм/метр . Три критически важных фактора — твердость матрицы, контроль температуры и статистический контроль качества — напрямую связаны с компетенциями поставщика в области высокоточной обработки.
Основные параметры точного управления технологическим процессом
Калибровка твердости матрицы является основой контроля точности. Высококачественные производственные компании точно стабилизируют твердость азотирования матрицы до HRC 52+, чтобы предотвратить отклонения деформации при экструзии. Кроме того, для профессиональных услуг по экструзии алюминия крайне важно всегда предоставлять высокоточные детали, а строгий контроль точности экструзии алюминия обеспечивает высокую степень размерной согласованности от партии к партии.
Стандарты точных испытаний на стабильность
Оценка качества процесса имеет центральное значение для контроля качества. На отличных производственных линиях используется статистический контроль SPC для достижения показателя CPK1,33, что позволяет стабилизировать допуски партий. Эта система контроля качества очень распространена у ведущих поставщиков услуг по экструзии алюминия . В сочетании с технологией охлаждения под высоким давлением для достижения идеального качества профиля и стабильным терморегулированием процесса экструзии алюминия для обеспечения точного контроля температуры .
| Поставщик услуг | Твердость по форме (HRC) | Температура извлечения из формы (°C) | Витки на метр (мм) | Значение CPK |
| LS Manufacturing | ≥52 | 510-530 | ≤0,5 | ≥1,33 |
| Хабы | 48-51 | 500-540 | ≤0,8 | ≥1,10 |
| Уэйкернм | 47-50 | 505-535 | ≤0,7 | ≥1,15 |
Стабильность размеров при экструзии алюминия высокого качества контролируется множеством ключевых параметров, а различия в технологическом процессе напрямую определяют точность готовой продукции и процент годных изделий в партии.
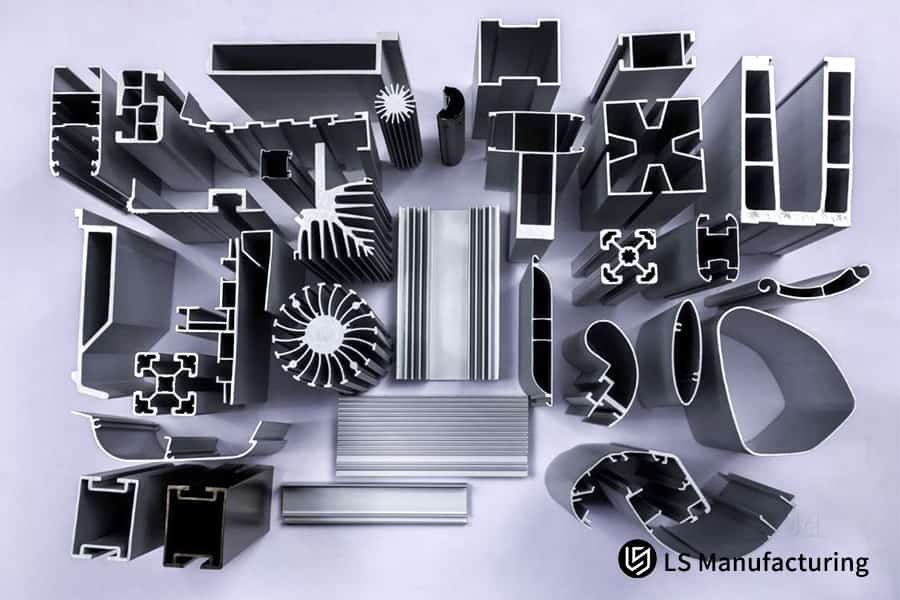
Рисунок 3: Различные профили из алюминиевого профиля, изготовленные на заказ, демонстрирующие широкий спектр поперечных сечений и форм.
Как экструзия алюминия для прототипирования ускоряет проверку в автомобильной/робототехнической отрасли?
Использование технологии быстрого формования алюминиевых профилей для прототипирования позволяет получать образцы качества, соответствующего уровню массового производства, в течение 7-10 рабочих дней , что значительно сокращает цикл тестирования роботизированных и автомобильных конструкционных компонентов. Этот метод обеспечивает хороший компромисс между скоростью поставки и сохранением стандартных механических свойств, что подходит для быстрых итеративных изменений в проектах в области энергетики и робототехники .
Стандарты эксплуатационных характеристик прототипа экструдированного профиля
Стандартные механические характеристики являются основным критерием для испытаний прототипов. Механические параметры испытанного профиля 6061-T6 полностью соответствуют отраслевым стандартам ASTM B221. Высокое качество алюминиевого профиля для прототипирования может быть обеспечено стандартизированным контролем характеристик , что гарантирует подлинность и достоверность данных испытаний прототипа. Кроме того, стандартизированная проверка прототипов алюминиевого профиля позволяет исключить предвзятость данных испытаний.
Решения по снижению рисков при разработке прототипов
Predicting the risk of material fracture is the basis of the process optimization. Using FEA (Finite Element Analysis) simulation, it is possible to identify the structural defects beforehand , this way preventing the hot cracking problems. Advanced simulation technology not only increases the finished product yield of aluminum extrusion rapid manufacturing a lot but also precise aluminum extrusion defect correction can fully eliminate various molding defects .
- Выбор подходящего материала и модификации: для достижения оптимального сочетания прочности и жесткости профили 6061-T6 следует использовать для конструкционных элементов роботов, а профили 6063-T6 подходят для легких автомобильных деталей .
- Simulation and Prediction: Weak areas can be pre-reinforced and optimized through finite element stress simulation before the product goes into mass production.
- Быстрая итерация: Технология мягких пресс-форм позволяет быстро менять пресс-формы при мелкосерийном производстве и обеспечивает возможность проведения многочисленных итераций исследований и разработок.
Aluminum extrusion for prototyping can significantly shorten the engineering verification cycle of precision equipment, balancing delivery efficiency and standardized mechanical properties. To refer to similar R&D implementation experience, you can view high-quality implementation cases across the entire industry for free.
Какой поставщик лидирует в сравнительной таблице услуг по экструзии алюминия для мелкосерийного производства?
Абсолютно оптимального решения для наилучших услуг по экструзии алюминия не существует. Различные поставщики решений обладают разными преимуществами в отношении минимального объема заказа, сроков поставки и цен. Выбор должен зависеть от объема заказа и стадии исследований и разработок; точное соответствие позволит максимизировать экономическую эффективность закупок.
Анализ позиционирования поставщика услуг в ключевых областях
Позиционирование в цепочке поставок — вот причина выбора. Jabil отлично подходит для заказов массового производства тоннажного масштаба, в то время как Protocolabs больше ориентирован на быстрое прототипирование. Различные поставщики услуг вместе образуют целостную рыночную систему для лучших услуг по экструзии алюминия. Хорошо развитое серийное производство экструзии алюминия может быть совместимо с различными объемами заказов.
Оптимальный метод отбора для заказов небольшого объема
Методы подбора оборудования для небольших объемов производства могут значительно облегчить принятие решений о закупках. В заказах на тестирование от 50 до 500 единиц продукции компания LS Manufacturing опережает субподрядные организации благодаря более высокой точности, более низкой цене и более коротким срокам поставки . Это также является одной из главных причин, почему она часто входит в число ведущих мировых поставщиков услуг по экструзии алюминия. Целенаправленная настройка допусков при экструзии алюминия идеально подходит для проектов, требующих высокой точности.
Лучшие поставщики услуг по экструзии алюминия обладают индивидуальными преимуществами. Использование как объема заказов, так и стадии исследований и разработок при выборе поставщика позволит добиться максимальной экономической эффективности закупок и результативности реализации проекта.

Рисунок 4: Расположение алюминиевых профилей, кронштейнов и крепежных элементов, демонстрирующее комплект для мелкосерийной экструзии.
Пример из практики: Как компания LS Manufacturing разработала на заказ детали из алюминиевого профиля для хирургического роботизированного манипулятора.
Данная услуга по изготовлению алюминиевых профилей на заказ для медицинского OEM-клиента включала в себя изготовление деталей для консольных элементов хирургического робота . В течение 14 рабочих дней было поставлено 200 комплектов многогнездных деталей со стабильными допусками 0,03 мм, что исключает возможность образования микротрещин . Это эталонный пример мелкосерийного производства прецизионных медицинских деталей.
Основные проблемы клиента
Ранее заказчик модифицировал консоль своего робота, придав ей асимметричную конструкцию с двойной полостью. После изготовления первой партии образцов были обнаружены смещение перегородок и следы поверхностного потока. При неразрушающем контроле в медицинских целях образцы не прошли проверку, в результате чего график проверки проекта в рамках НИОКР был напрямую отложен.
LS Manufacturing Solution
- Основываясь на нашем обширном опыте реализации проектов по индивидуальной настройке деталей медицинских роботов, мы пришли к выводу, что основные дефекты сложных полых профилей поперечного сечения возникают из-за неравномерного контроля температуры и/или нерациональной конструкции пресс-формы .
- Мы переработали конструкцию сварочной камеры в комбинированной форме с разделительным потоком и внедрили уникальную формулу компенсации температурного контроля: значение колебания температуры = измеренная температура - медиана стандартного диапазона , компенсация времени охлаждения составляет 0,2 с. Эта технология практически полностью исключает любые проблемы, связанные с деформацией конструкции алюминиевого профиля.
- Мы обеспечили поддержание твердости пресс-формы на уровне HRC 52+ и стабилизировали температуру экструзии на уровне 515℃ с помощью замкнутой системы регулирования температуры с использованием жидкого азота . В сочетании с точным коэффициентом экструзии 35x это полностью исключает такие проблемы, как неравномерный поток металла и горячее растрескивание.
- Технология была усовершенствована настолько, что теперь идеально соответствует стандартам высокоточного производства высококачественной экструзии алюминия методом быстрой обработки. Для обеспечения правильного применения параметров процесса используется опыт специалистов по экструзии алюминия.
Результаты проекта
Допуск на формуемость готовой детали стабилен и составляет 0,03 мм. Профессиональные испытания показывают, что ее механические свойства превосходят отраслевые стандарты. Благодаря этому решению клиенты могут сократить цикл проверки слияния на 40% и снизить себестоимость единицы продукции на 38%. Это также позволяет решать типичные проблемы при формовании сложных тонкостенных деталей на этапе процесса, обеспечивая тройную оптимизацию точности, стоимости и времени цикла.
Этот пример демонстрирует, что усовершенствованные процессы позволяют адаптировать услуги по экструзии алюминия под индивидуальные требования для производства высокоточных медицинских компонентов, по сути, решая проблему сложных дефектов, связанных с формовкой профиля. Если вы хотите повторить это решение, предоставьте свои чертежи для получения индивидуального плана производства.

Какие конструктивные ошибки приводят к отказам при мелкосерийной экструзии алюминия и как их избежать?
Две распространенные ошибки проектирования при экструзии алюминия небольшими партиями — это асимметричная толщина стенок и очень маленькие острые внутренние углы. Обе эти ошибки легко приводят к сколам пресс-формы и растрескиванию профиля. Стандартизация параметров чертежей позволяет производителям предотвратить более 80% производственных браков на этапе изготовления, что значительно сокращает потери от переделок.
Исследование рисков, связанных с частыми дефектами конструкции.
Конструкция с неравномерной толщиной стенок является одной из основных причин отказов. Асимметричная толщина стенок приводит к несбалансированному потоку металла, вызывая деформацию профиля и растрескивание . Это также наиболее часто игнорируемый недостаток при проектировании алюминиевых профилей небольшими партиями . Очень маленькие острые углы приводят к концентрации напряжений, а научная оптимизация конструкции алюминиевых профилей может предотвратить эти проблемы заранее.
Принципы, позволяющие избегать стандартизированных конструкций.
Стандартизация угловых элементов позволяет эффективно предотвращать производственные дефекты. Очень специфические методы проектирования для мелкосерийного производства позволяют проектировщикам быстро оптимизировать чертежи. Проверка производственных чертежей перед началом производства — это то, что профессиональные компании по экструзии алюминия всегда делают. Правильный выбор параметров экструзии алюминия значительно упростит условия мелкосерийного производства .
- Регулирование толщины стенок: Соотношение толщины стенок асимметричных деталей строго контролируется в пределах 2:1 для обеспечения равномерного потока металла.
- Конструкция со скругленными углами: для устранения концентрации напряжений все углы имеют скругленные переходы с радиусом R0,5-R1,2 мм .
- Выбор технологического процесса: Для предотвращения дефектов внутренней пористости и повышения плотности структуры рекомендуется использовать экструзию алюминия вместо литья под давлением .
Стандартизированная разработка чертежей имеет решающее значение для достижения высокого качества и низкой стоимости при мелкосерийном экструзионном производстве алюминия. Соблюдение стандартизированных принципов позволяет производителям избегать большинства производственных сбоев и проблем с браком непосредственно на этапе производства.
Как этапы постобработки влияют на стоимость при быстрой экструзионной обработке алюминия?
Постобработка, такая как фрезерование на станках с ЧПУ и твердое анодирование, обычно составляет более 40% от общей стоимости в быстром производстве алюминиевых профилей методом экструзии. Поэтому крайне важно сосредоточиться на контроле этих затрат. Эффективные методы постобработки в сочетании с оптимизированным производством, обеспечивающим точность сборки, могут значительно снизить общую стоимость даже небольших партий заказов .
Разница в стоимости различных методов постобработки
Основной способ снижения затрат здесь — это интегрированная обработка. Комплексное обслуживание позволяет одновременно выполнять экструзию, механическую обработку и обработку поверхности, что потенциально исключает отклонения от допусков и логистические потери, связанные с привлечением разных поставщиков . Это одно из главных преимуществ быстрого производства алюминиевых профилей методом экструзии: качественная постобработка алюминиевых профилей может значительно повысить эффективность доставки.
Методы снижения затрат за счет оптимизации процессов
Точный контроль толщины пленки значительно снижает вероятность доработок. Толщина анодированной пленки для прецизионных деталей должна составлять от 15 до 25 мкм , чтобы не влиять на точность сборки . Изменение конструкции зажимного приспособления позволяет сократить время постобработки на 40%, что означает увеличение объемов производства мелкосерийной экструзии алюминия. Использование высококачественной обработки поверхности при экструзии алюминия позволяет одновременно улучшить защиту деталей и их внешний вид .
| Технология постобработки | Основные параметры | Процент затрат | Применимые сценарии |
| Фрезерование на станках с ЧПУ | Однократное зажимание и формование | 22% | Высокоточная обработка отверстий и уплотнительных канавок. |
| Обычное анодирование | толщина пленки 10-15 мкм | 10% | Традиционные защитные детали |
| Твердое анодирование | Толщина пленки 15-25 мкм, MIL-A-8625 Тип 3 | 18% | Коррозионностойкие и износостойкие прецизионные детали |
| Пескоструйная обработка | шлифовка стекла пескоструйным методом | 8% | Декоративные конструктивные элементы |
Технология постобработки существенно влияет на общую стоимость быстрого производства алюминиевых профилей методом экструзии. Модель комплексного обслуживания позволяет эффективно контролировать затраты и повышать качество. Для точного контроля общей стоимости заказа мы предлагаем бесплатный расчет общей стоимости закупок по проекту.
Часто задаваемые вопросы
В1: Каков типичный минимальный объем заказа (МОВ) для услуги экструзии алюминия, предназначенной для прототипирования?
Такие платформы, как Fictiv, и некоторые поставщики услуг для небольших объемов производства, например LS Manufacturing, могут предложить минимальный объем заказа всего в 50 штук или 100 кг общего веса для гибких фильер. Обычно для обычных экструзионных заводов требуется минимальный заказ в 1 тонну, что подходит для очень крупных производственных партий.
В2: Сколько времени требуется для изготовления быстросъемной экструзионной матрицы для алюминия и поставки первого изделия?
Используя стандартные штамповочные рамы и модульную предварительно закаленную сталь, производители, работающие по гибкой схеме, могут быстро изготавливать штампы и поставлять первые изделия в течение 7-10 рабочих дней. Традиционным заводам со сложными процессами изготовления штампов требуется 4 недели и даже больше . Вы можете просто загрузить свои чертежи, чтобы в короткие сроки получить точную смету на изготовление штампов и доставку.
В3: Может ли ваша услуга по экструзии алюминия небольшими партиями обеспечить строгие допуски, необходимые для высокотехнологичной электроники?
Чистая экструзия позволяет достичь точности в лучшем случае 0,15 мм, поэтому достижение точности в 0,02 мм для высокотехнологичной электроники не представляется возможным. Для достижения требуемых размеров и совместимости со сборкой высокотехнологичного электронного оборудования необходима прецизионная фрезеровка на станках с ЧПУ.
Вопрос 4: Каким международным стандартам качества материалов и безопасности соответствуют компоненты, изготовленные вами на заказ методом экструзии алюминия?
Эти ориентированные на соответствие стандартам сотрудники строго придерживаются директив ASTM B221, EN 755 и RoHS . Каждая партия продукции сопровождается протоколами контроля качества, содержащими информацию о химическом и механическом составе, что является подтверждением соответствия продукции требованиям.
В5: Почему независимые фабрики предлагают разные цены при небольших объемах по сравнению с онлайн-брокерами?
Онлайн-платформы для субподряда используют преимущества всемирной сети, чтобы обеспечить быструю обработку заказов на прототипы, как правило, от 10 штук и менее. Однако физические заводы не привлекают посредников, что приводит к большей экономической эффективности и прозрачности контроля производства, особенно для заказов от 100 до 500 штук.
В6: Какие методы обработки поверхности повышают коррозионную стойкость деталей, изготовленных методом экструзии алюминия в быстрых условиях?
Возможные методы обработки включают пескоструйную обработку стеклом, простое анодирование и твердое анодирование по стандарту MIL-A-8625 типа III , которое характеризуется способностью выдерживать воздействие солевого тумана более 500 часов. Помимо трех упомянутых выше методов, для одновременного повышения коррозионной стойкости и износостойкости деталей могут применяться и другие технологии.
В7: Как вы гарантируете защиту интеллектуальной собственности на заказные разработки на этапе быстрого изготовления оснастки?
Перед началом сотрудничества подписывается юридически обязывающее соглашение о конфиденциальности. Все проектные документы хранятся на зашифрованном сервере, сертифицированном по стандарту ISO 27001, что полностью исключает риск утечки или неправомерного использования чертежей, одновременно обеспечивая надежную защиту интеллектуальной собственности клиента.
В8: Могу ли я запросить видеоинспекцию завода или отчеты о сторонних испытаниях для заказов небольшими партиями?
Квалифицированный производитель обеспечивает поддержку удаленного видеомониторинга в режиме реального времени, а также может предоставить отчеты о геометрических допусках и испытаниях механических свойств, выданные международно признанными организациями, такими как SGS, TUV и Insbeck, что обеспечивает отслеживаемость качества продукции.
Краткое содержание
Универсального поставщика услуг по мелкосерийному производству алюминиевых профилей не существует; оптимальная экономическая эффективность достигается только путем выбора продукции, соответствующей этапу проекта. Дешевые платформы или известные производители не могут удовлетворить все требования. Прототипирование следует проводить с использованием самых быстрых цифровых платформ. С другой стороны, на этапе окончательного подтверждения после утверждения проекта функции управления технологическим процессом на реальном заводе могут быть очень эффективны для минимизации проектных рисков и обеспечения прогресса проекта.
Точный контроль процесса, комплексное производство и понятная система учета затрат — вот что позволяет успешно реализовать проекты по экструзии алюминия небольшими партиями. Правильный выбор производственного партнера позволит не только ускорить, но и снизить затраты на цикл исследований и разработок прецизионных алюминиевых деталей.
Ищете профессиональное решение для мелкосерийного производства, подкрепленное данными? Вам не нужно тратить время на бесконечные сравнения. Компания LS Manufacturing, обладающая развитой услугой экструзии алюминия и богатым опытом работы над проектами на передовой, гарантирует успешное изготовление ваших прецизионных деталей.
Предоставьте нам свои 3D CAD-чертежи в форматах STEP, IGES или X_T, и в течение 24 часов вы получите профессиональный анализ DFM-моделирования и четкую смету на мелкосерийное изготовление пресс-форм. Мы вкладываем время и усилия в то, чтобы обеспечить наших клиентов технологиями и отслеживаемыми данными испытаний для быстрого запуска их продукции!
📞Тел.: +86 185 6675 9667
📧Электронная почта: info@lsrpf.com
🌐Веб-сайт: https://lsrpf.com/
Отказ от ответственности
Информация на этой странице носит исключительно информационный характер. Компания LS Manufacturing не предоставляет никаких гарантий, явных или подразумеваемых, относительно точности, полноты или достоверности представленной информации. Не следует предполагать, что сторонний поставщик или производитель предоставит параметры производительности, геометрические допуски, конкретные конструктивные характеристики, качество и тип материалов или качество изготовления через сеть LS Manufacturing. Это ответственность покупателя. Запросите ценовое предложение на детали. Укажите конкретные требования к этим разделам. Для получения дополнительной информации свяжитесь с нами .
Команда LS Manufacturing
Компания LS Manufacturing — лидер отрасли . Мы специализируемся на индивидуальных производственных решениях. Более 20 лет опыта работы и более 5000 клиентов позволяют нам предлагать высокоточную обработку на станках с ЧПУ, производство изделий из листового металла , 3D-печать , литье под давлением, штамповку металла и другие комплексные производственные услуги.
Наш завод оснащен более чем 100 современными 5-осевыми обрабатывающими центрами, сертифицированными по стандарту ISO 9001:2015. Мы предоставляем быстрые, эффективные и высококачественные производственные решения клиентам в более чем 150 странах мира. Будь то мелкосерийное производство или крупномасштабная индивидуальная разработка, мы можем удовлетворить ваши потребности с максимально быстрой доставкой в течение 24 часов. Выбирайте LS Manufacturing. Это означает эффективность, качество и профессионализм.
Для получения более подробной информации посетите наш веб-сайт: www.lsrpf.com .


