
Metal blanking service is one of the main elements in the mass production of precision parts. A proper choice of blanking material can not only help reduce mold maintenance costs by up to 25%, labor inspection costs by 10%, but also result in a scrap rate of 0.2%.
Purchasing managers often only concentrate on physical properties paper when search for what materials are used in blanking, overlooking the factors such as mold life and unit part price performance that these materials influence.
It is quite a common mistake that leads to cost escalation because of improper material selection practices. This article combines LS Manufacturing's DFM experience to explore how to optimize blanking material cost and provide supplier evaluation criteria.

Overview Of Core Issues And Solutions In Metal Blanking Service
| Core Issues | Solution Direction | Key Data | Customer Benefits |
| Material Selection Misconceptions | DFM Experience + Performance Analysis | 25% Reduction in Die Maintenance | Cost Control, Reduced Waste |
| Material Performance Affects Durability | Pre-select High-Ductility Materials | Hardness Fluctuation ±5HRB, Blanking Force Changes by 15% | Extend Die Life, Ensure Dimensional Consistency |
| Balancing Tolerance and Cost | Optimize Blanking Material Selection | 10% Saving on Manual Inspection Costs | Improve Precision, Reduce Labor Expenses |
| Low Raw Material Utilization | Adjust Stamping Direction + Multi-Station Technology | Scrap Rate Reduced from 18% to 12% | Reduced Unit Cost, Enhanced Competitiveness |
Choosing the wrong blanking material ends up wasting both money and time. LS Manufacturing's hands-on work paired with actual factory results give buyers clear paths to cut costs and boost output without guessing. That said, risk drops when decisions are backed by tested examples - not theory alone.
How Does LS Manufacturing's Metal Blanking Service Enable Cost-Effective Manufacturing?
At the heart of a cost-effective metal blanking service is the use of expert technology that enables clients to sidestep the hidden expenses, thus realizing "cost reduction without sacrificing quality." Many businesses waste their money in the blanking process due to an improper choice of materials and process settings. We provide complete solutions that will allow our customers to save, on average, 22% of their total production costs.
During the material analyzing phase, we strictly adhere to the ISO 9001:2015 standard and perform thorough mechanical tests on each lot of blanking metals. An automaker use standard carbon steel and the molds needed repair twice a month with each repair costing $800. After we changed to high-ductility custom steel, the mold repair interval was increased to 6 months resulting in an annual saving of $4,800.
For process optimization, we bring in the ASTM A653-22 standard for blanking parameter optimization and integrate them with the DFM suggestions to reduce the rework rate. A 24-hour automated production line can increase efficiency by 30%, thus enabling clients not only to achieve higher output and more stable quality but also without increasing their investment.
We put our customers' needs at the center of our activities. For example, a client from the medical equipment industry used to have a 12% scrap rate in their titanium alloy stamped parts that were not meeting the right material specs. Once we came with re-blanking material selection and brought the process parameters to their optimum levels, the scrap rate was reduced to less than 0.5%, which equaled a $3,000 saving on material costs per batch.
Choosing a professional metal blanking service can help businesses avoid cost traps and achieve long-term profitability. If you want to quickly understand the cost optimization potential of your blanking project, contact our engineers for a free DFM review to accurately calculate potential cost savings.

How Do Material Properties Affect The Durability Of Custom Blanking Service Projects?
The mechanical properties of the materials play a fundamental role in the long-term reliability of custom blanking service projects. The extent to which the shear strength and hardness of the material are compatible has a major influence on the production efficiency, dies' lifespan, and parts' quality. According to the LS Manufacturing experiments, the changes in the material hardness of 5 HRB will cause a blanking force abnormal fluctuation of 15%.
Production Efficiency of Metal Blanking Services Strongly Relies on Shear Strength
The shear strength is the deciding factor for the blanking force. A very high force will result in rapid punch wear, whereas a very low force can cause the formation of burrs quite easily. Based on our experiments, we found that controlling the shear strength within the range of 250-350 MPa is the best compromise to attain part precision alongside punch life, that is quality and efficiency are both maintained.
Die Maintenance Costs Depend on Material Ductility to a Great Extent
Ductility of the material is one of the factors changing how punching stresses are distributed. Metal blanking materials of good ductility are capable of weakening the punching forces and lowering die wear. According to our figures, selecting materials with a ductility of 15% or even higher can cut down die maintenance costs by 25% per year, besides continually giving the same dimensions for batch orders.
| Material ductility Average | Monthly Die Repair Frequency | Single Die Repair Cost (USD) | Annual Maintenance Cost (USD) | Dimensional Acceptance Rate |
| ≤10% | 3 | 700 | 25200 | 92.3% |
| 10%-15% | 2 | 700 | 16800 | 96.7% |
| ≥15% | 1.5 | 700 | 12600 | 99.5% |
| ≥20% | 1 | 700 | 8400 | 99.8% |
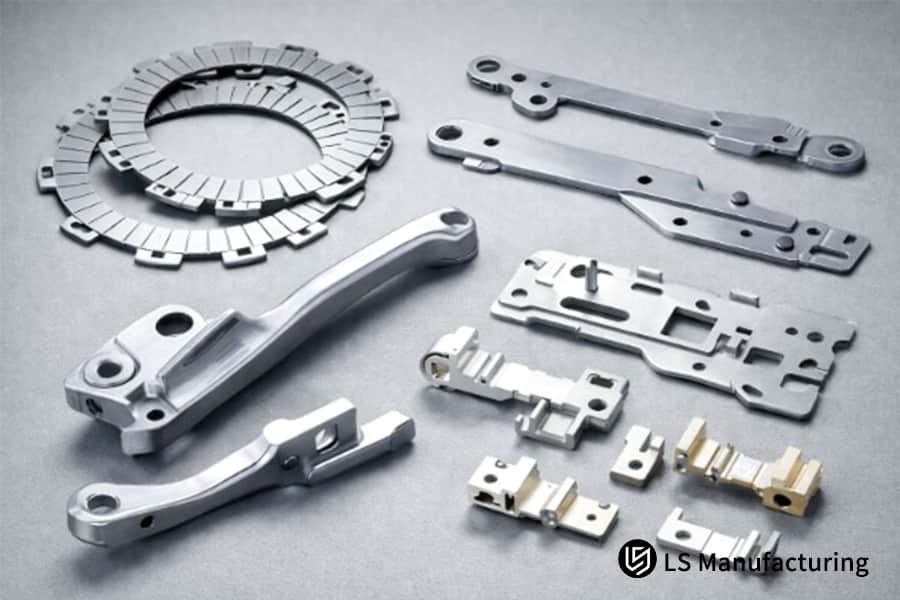
Figure 1: Various custom metal blanking parts like gears and brackets.
Why Is Balancing Thickness Tolerance And Blanking Material Cost Critical For High Precision Custom Blanking Solutions?
When you want high precision custom blanking solutions, it is the thickness tolerance of the raw material that dictates the blanking accuracy. The harmony between this tolerance and the blanking material cost is the key factor that determines the profit of the project. Too much obsession with very high precision or very large tolerances will simply raise the overall costs.
Impact of Thickness Tolerance on Scrap Rate Data
According to the trials conducted by LS Manufacturing, the scrap rate of cold-rolled steel sheets of the same specification can differ greatly from one supplier to another if the thickness tolerance is kept within 0.02mm. Specific data is as follows:
| Supplier | Thickness Tolerance Fluctuation | Scrap Rate | Single Batch Loss (USD) | Applicable Scenarios |
| Supplier A | ±0.01mm | 0.3% | 150 | Ultra-high precision electronic components |
| Supplier B | ±0.015mm | 0.8% | 400 | Precision automotive parts |
| Supplier C | ±0.02mm | 1.5% | 750 | General mechanical parts |
| Supplier D | ±0.025mm | 3.2% | 1600 | Low-precision structural components |
Optimization Strategy for Blanking Material Selection
Companies do not have to blindly chase overly strict tolerances. It's crucial to optimize blanking material selection, which can be a compromise between cost and precision. Hence, the concrete steps are:
- Define the parts' precision requirements in a clear manner and figure out a tolerance range that is reasonable in order to prevent waste resulting from unnecessary precision.
- Pick suppliers who are able to always deliver materials within the qualification tolerance, giving preference to those manufacturers who have quality certifications.
- Align with DFM recommendations to determine the blanking clearance that fits the material tolerances and lowers the scrap rate.
By using these methods, companies will be able to find the sheet metal with the best performance that can be used for zero-defect automated assembly even at the stage of raw material procurement, which means that they will be able to save manual inspection costs by more than 10% in downstream processes.If you would like to calculate the blanking material cost optimization potential for your project, please contact us for a free cost accounting service.
How Does Custom Blanking Service Optimize Raw Material Use For Per-Unit Cost?
Custom blanking service is a way to make better use of raw materials, a technical addition to metal stamping blanking service. In essence, it strives to slash the scrap rate and raise the output per unit, thus optimizing the unit cost. For example, it is capable of bringing down a company's scrap rate from 18% to less than 12%.
Using Material Anisotropy (R-value) for Blanking Layout and Utilization
Material anisotropy (R-value) has impact on blanking layout and utilization. We change the stamping direction by working out the R-value for cutting down the scraps. To illustrate such a case, if rectangular parts are to be stamped, the scrap rate can be reduced by 3-5% through aligning the stamping and rolling directions. It is a way of VM - "input less, output more."
Cost Cutting Result of Multi-Station Progressive Die Technology
Multi-station progressive die technology is one of the tools we use to carry out different operations through a single stamping work. Materials utilization has been improved by 8-10% and batch output got a boost of 40% over traditional single process types of stamping. A home appliance customer who was one of our optimization cases managed to bring down the scrap rate from 17% to 11% which means a material cost saving of $2200 per batch.
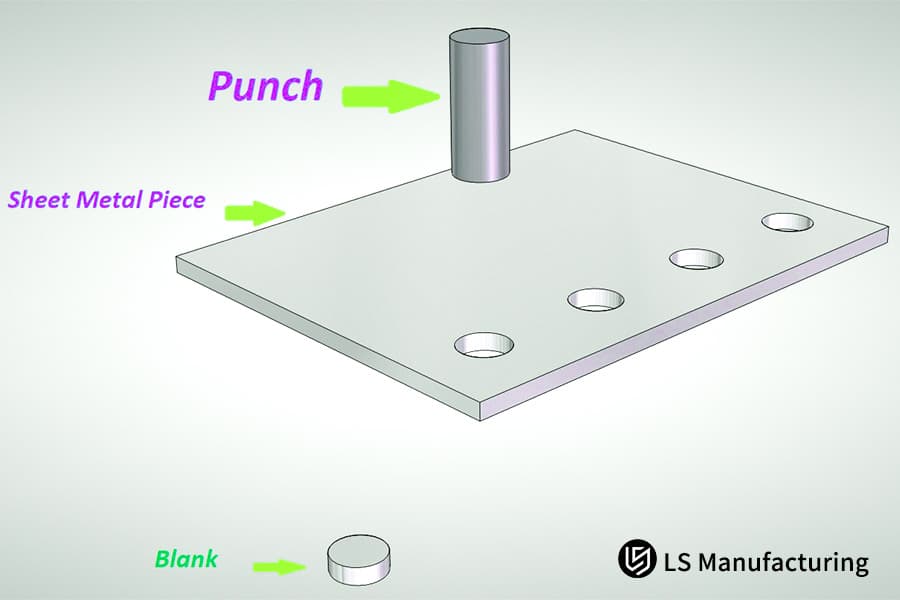
Figure 2: Diagram of custom blanking process with punch and sheet metal.
Which Metal Blanking Materials Can Extend The Lifespan Of Your Custom Blanking Solutions?
For aerospace and medical sectors, specialty blanking metals such as titanium alloys and HSLA are necessary for custom blanking solutions. These metals enable part performance, increase die life, and satisfy the stringent precision and toughness demands of these advanced industries.
Machining Characteristics Of The Most Common Specialized Metal Blanking Materials
Each type of specialized material has distinct machining properties which greatly influence the adjustments in blanking parameters to be made. Details are as follows:
- Titanium Alloy: Possessing high strength and resistant to corrosion, regulating the speed during blanking to avoid overheating, the clearance should be between 9-10% of the material thickness.
- HSLA Steel: Hardness at a moderate level with good toughness, clearance should be between 8-9%, direct the use of a punch with wear-resistance to increase the lifespan of the die.
- Stainless Steel 301-CSP: This metal is quite ductile but tends to produce burrs, during blanking, the cutting edge angle may be adjusted for friction reduction purposes.
Impact of Blanking Parameters on Die Life
In the case of blanking hardened materials, the blanking clearance plays a major role. Opting for 8%-10% of the material thickness can help to avoid stress cracking and increase the die life by over 30%. Besides, we follow the SAE J2340 standards and choose the best mold materials for even better durability.

Figure 3: Various metal blanking material coils like steel and copper.
Can An Experienced Metal Stamping Blanking Service Reduce Inventory Risk Via Flexible Sourcing?
The stability of the supply chain directly influences the delivery and cost of custom blanking services. Metal stamping blanking service providers who have a lot of experience may be able to assist customers in lowering their inventory risk and dealing with raw material price changes of up to 20% by having a flexible material sourcing strategy.
The Supporting Role of a Global Raw Material Database
We have developed a global raw material database as a top metal stamping services provider, which allows us to promptly suggest alternative materials. For instance, when the 6000 series aluminum alloys price goes up, we suggest 5000 series, thus aiding our clients in cutting procurement cost by 15% while maintaining product quality.
Proactive Blanking Material Selection Recommendations
On the basis of a customer's requirement and the market situation, our experts not only provide blanking material selection recommendations but they also are proactive about it:
Customers who do mass production for a long time may stock the materials they frequently use and also have alternative solutions available. On the other hand, small batch customers may combine the purchasing to reduce their cost and inventory overload.

Figure 4: Worker operating metal blanking equipment in factory.
LS Manufacturing Case Study: How Was a 15% Rejection Rate For An Auto Electronic Housing Solved?
If you choose the wrong material, you will very likely end up throwing away a lot of the production. Here is an example, in the form of a case study, of how we addressed the too high scrap rate of blanking of a Tier 1 automotive supplier, which also shows the effectiveness of tailor-made blanking solutions.
Client Problem
Due to the uneven grain orientation in the base materials, a Tier 1 automotive supplier, who works aluminum electronic housings, has been experiencing cracking of the aluminum pieces after the bending operation in blanking, which was resulting in a 15% scrap rate and losses amounting to $5,000 per batch. On top of that, delayed delivery could have meant penalties, which is why professional help was required immediately.
LS Manufacturing Solution
Our engineering team first conducted a detailed analysis of the customer's manufacturing process and scrap after condition their intervention. They found that the root cause of the problem was poor choice of blanking material and inappropriate mold structure. In order to solve the problem, we took two main steps:
- Choosing another blanking material: We gave up the use of regular aluminum sheets and opted for customized aluminum sheets with a higher cupping value (8mm). Besides the more uniform grain orientation and higher ductility of these sheets, they also effectively prevent bending cracks and at the same time satisfy automotive industry material standards.
- Upgrading die and inspection system: We remade the blanking die insert component, changed the blanking gap to 8.5% of the material thickness so that burrs and stress concentration on parts are minimized.Furthermore, an online laser monitoring system was set up that continuously tracks the dimensions and appearance of parts, rejecting defective products immediately and therefore avoiding the waste of rework.
Results and Value
The customer's scrap rate went down from 15% to less than 0.2%. Loss per batch also went down from $5,000 to $67 after putting the solution in place. This brought about a saving in costs of more than $15,000 per month. Though the blanking material cost per piece increased by $0.1, the aggregate cost decreased by 22%, which led to an annual saving of more than $180,000.
At the same time, production efficiency rose by 35%, and the delivery cycle was shortened by 20%. As a result, the customer not only managed to avoid penalties for breach of contract but also got approval from the OEM and gave us all further projects in this series, hence showing the significance of professional custom blanking solutions in "cost reduction, quality improvement and efficiency enhancement."
If you are also facing problems such as high scrap rates and uncontrolled costs, contact our engineers. Based on your project situation, we can customize a solution to quickly overcome production difficulties.

How To Evaluate The Technical Expertise Of Potential Metal Stamping Services Suppliers During The RFQ Stage?
Evaluating the technical skills of potential metal stamping services suppliers at the RFQ phase is very important for avoiding production risks and confirming the quality of the project. Incorrect supplier selection might very well cause poor quality, late deliveries, and extra expenses.
Essential Factors for Identifying Excellent Suppliers
Highly capable metal stamping services suppliers are primarily characterized by their technology and service rather than their price and that is where their core competitiveness lies. The main points are:
- Capability to generate detailed DFM reports that include optimization recommendations which based on part drawings clients could use to lower their costs and enhance manufacturability.
- Having a precisely standardized international testing laboratory featuring equipment like a coordinate measuring machine (CMM) for conducting a thorough part accuracy test.
- Employing SPC in order to maintain the quality of millions of parts at a high level and prevent quality problems of batches.
5 Essential Technical Questions to Ask During the RFQ Stage
Here are five technical questions that you can ask suppliers at the RFQ stage to quickly determine their level of professionalism:
- What are your methods for dealing with the compensation of material springback? Could you share some cases?
- Is your precision testing laboratory accredited to ISO 17025? What testing documents can you provide?
- What is your method of using SPC to maintain part dimensional uniformity during mass production?
- When working with metal blanking materials of high hardness, what are your strategies for prolonging the life of molds?
- How do you handle the process of rectification in cases of part quality deviation? What is the normal time frame for rectification?
These questions will help you determine the level of technical skills a supplier has and prevent you from choosing an inappropriate partner. If you are unsure how to evaluate a supplier during the RFQ stage, contact us for a free supplier evaluation guide to help you select the right metal stamping services provider.
Why Choose LS Manufacturing As a Long-Term Partner For Custom Blanking Solutions?
Choosing a long-term custom blanking solutions partner is a decision primarily based on stable quality, cost optimization, and comprehensive technical support. The core strength of LS Manufacturing is its vertically integrated operation, starting from materials science to precision mold manufacturing, which means they can offer full lifecycle support.
Complete Lifecycle Technical Assistance
We don't simply deliver metal blanking services but rather provide a comprehensive support system that covers everything from prototype design to mass production: a free DFM review at the prototype stage, production with automated lines and SPC quality control during mass production, and prompt after-sales technical support.
Commitment to Precision and Efficiency at the Highest Level
The blanking tolerances we aim for are at 0.01mm to satisfy high-end precision requirements, our automated production lines operating 24/7 are 30% more efficient than the industry average, and the vertical integration pipeline enables us to have an independent control on each stage thus eliminating quality fluctuations and cost hikes.
FAQs
Q1: How does the kind of metal blanking materials change the initial tooling expenditure?
Metal blanking materials of higher hardness will need powder metallurgy steel or cemented carbide molds, thereby raising the initial investment by 30%. However, the mold life per repair cycle will be extended from 50,000 to over 500,000 cycles, leading to lower maintenance costs in the long run due to fewer repairs.
Q2: Can LS Manufacturing provide DFM feedback to reduce my blanking material cost?
Absolutely, we conduct a DFM review at no charge during the quotation stage to help adjust the part layout and edge trims, and the customers usually save 5%-12% in their blanking material costs, without having to pay for this service.
Q3: What is the standard lead time for a custom blanking service order at LS Manufacturing?
For custom blanking service orders, samples are usually finished within 5-10 business days. Regarding mass production orders, once the materials are at hand, the delivery of the first batch will only take 2-3 weeks, thus even urgent requirements can be satisfied.
Q4: Do you have metal stamping capabilities for high-strength specialty alloys?
Our 500-ton high-precision stamping press is specially adjusted for 301-CSP and HSLA stainless steel materials, so that it is capable of conducting tear-free stamping to satisfy the demands of high-end products.
Q5: How do you ensure the dimensional consistency of a custom blanking service?
To keep the CPK value always above 1.33 and ensure dimensional consistency of custom blanking services, we do the sampling and testing of batch via fully automated induction monitoring system and CMM.
Q6: What are the main factors influencing blanking material selection for aerospace components?
First of all, we need to have strength-weight ratio and fatigue resistance of the materials. Besides, material traceability is also important. We are very strict when it comes to planning a material for blanking by considering the process review of the aerospace standard.
Q7: Is it more cost-effective to use a metal stamping blanking service for small batch production?
Yes, for these cases we have simplified molds or laser + stamping combination processes for small-batch orders, which reduce mold amortization costs while retaining high precision, that is why it becomes even more cost-effective as compared to the traditional methods.
Q8: How can I get a quote for my custom blanking solutions today?
Simply upload your 3D drawings (STEP/IGS format), our technical team will respond with a quote and in the meantime will offer cost reduction suggestions, all within 24 hours. So, you can get an accurate quote for your custom blanking solutions.
Summary
Picking the right metal blanking materials involves balancing a range of factors including the mechanics, cost, and supply chain aspects. The real benefit of metal stamping services is in reducing potential risks by assisting clients in selecting the right blanking material, thus allowing them to cut costs, enhance quality, and raise efficiency. LS Manufacturing is all about client benefits, it is the company's mission to help clients get the exact transformation from design to part.
Do you want to make your manufacturing project more efficient? Material choices that are not suitable should not bring down your profit margins. Submit your design drawings here, and the top engineers of LS Manufacturing will give you a complimentary DFM (Design for Manufacturability) review report, guiding you in finding the right material solution and getting a very competitive quotation for custom blanking solutions within 24 hours. We are more than just your material supplier, we are your expert partner in the journey of manufacturing excellence.
📞Tel: +86 185 6675 9667
📧Email: info@lsrpf.com
🌐Website: https://lsrpf.com/
Disclaimer
The contents of this page are for informational purposes only. LS Manufacturing services There are no representations or warranties, express or implied, as to the accuracy, completeness or validity of the information. It should not be inferred that a third-party supplier or manufacturer will provide performance parameters, geometric tolerances, specific design characteristics, material quality and type or workmanship through the LS Manufacturing network. It's the buyer's responsibility. Require parts quotation Identify specific requirements for these sections.Please contact us for more information.
LS Manufacturing Team
LS Manufacturing is an industry-leading company. Focus on custom manufacturing solutions. We have over 20 years of experience with over 5,000 customers, and we focus on high precision CNC machining, Sheet metal manufacturing, 3D printing, Injection molding. Metal stamping,and other one-stop manufacturing services.
Our factory is equipped with over 100 state-of-the-art 5-axis machining centers, ISO 9001:2015 certified. We provide fast, efficient and high-quality manufacturing solutions to customers in more than 150 countries around the world. Whether it is small volume production or large-scale customization, we can meet your needs with the fastest delivery within 24 hours. choose LS Manufacturing. This means selection efficiency, quality and professionalism.
To learn more, visit our website:www.lsrpf.com.


