Servicios de mecanizado CNC en línea se enfocará específicamente en las grandes áreas problemáticas de la producción en masa con respecto a la perforación de orificios precisos, con una precisión que no es consistente con cada pedido, con una alta rugosidad de las paredes perforadas y con menor eficiencia, lo que resultará en que solo el 85% de la producción se produzca correctamente.
El servicio de mecanizado CNC en línea para LS Manufacturing se ha construido sobre la base de 15 años de experiencia , teniendo en cuenta 286 experimentos de perforación y 73 casos, y tiene como objetivo ofrecer una solución científica en línea para Perforación CNC . Los problemas que se resolvieron con este enfoque incluyen la precisión del CNC, en la que la precisión se mantiene en ±0,01 mm , el acabado de la superficie en Ra1,6 µm y el aumento de la eficiencia en una tasa de eficiencia del 40 % .
Servicios de mecanizado CNC en línea: Fabricación de orificios de precisión: Tabla de referencia rápida
| Sección | Contenido clave (abreviado) |
| Introducción | Descripción general de la fabricación de agujeros de precisión; imprescindible para montar y funcionar. |
| Componentes de perforación | Herramientas: brocas helicoidales, escariadores, barras de mandrinar, taladros tipo pistola. Materiales y revestimientos. |
| Procesos CNC | Perforación, escariado, mandrinado y roscado. Las fortalezas de maquinas cnc incluyen automatización y precisión. |
| Factores de precisión | Rigidez de la máquina, selección de herramientas, fijación, refrigerante, habilidad del programador. |
| Resultados y tolerancias | Alcanzable: tolerancias diamétricas/posicionales estrictas, acabados superficiales finos. |
| Consideraciones materiales | Nuevamente, esto dependerá del material que se elija, como metales, plásticos o composites . La elección de las herramientas también está relacionada con consideraciones materiales. |
| Beneficios del servicio | Procesamiento rápido, asequible, escalable y profesional incluso de especificaciones complicadas. |
| Aplicaciones | Aeroespacial Industrias automotriz, médica y electrónica. |
| Elegir un proveedor | Evaluar capacidades, equipos, control de calidad, comunicación, experiencia. |
La solución a su necesidad de taladrado de precisión es lo que le presentamos en un proceso de mecanizado CNC rápido, preciso y eficiente. No solo entendemos cómo utilizar de manera óptima el proceso de mecanizado, además de saber cómo utilizar los materiales de manera efectiva en el proceso, sino que dicho conocimiento sería fundamental para garantizar que su producto se fabrique dentro de los estrictos límites de tolerancia en relación con el diámetro, la posición y la superficie de su producto. Esto es fundamental en su uso funcional.
¿Por qué confiar en esta guía? Experiencia práctica de los expertos en fabricación de LS
Hay literatura ilimitada en la red sobre artículos de mecanizado únicamente. ¿Dónde está la importancia de leer este artículo? Es porque no somos meros teóricos sino personas que ponemos en práctica estas teorías en la realidad todos los días en la lucha en línea que Servicios de mecanizado CNC caras en el mecanizado de aleaciones difíciles. Todos nuestros consejos y sugerencias no son meras teorías sino experiencias prácticas.
Las industrias de alto riesgo no permiten ningún margen de error. Los tipos de piezas que mecanizamos son tales que el fallo no es una opción. Para que este tipo de trabajo de precisión continúe, estamos modelando todas nuestras operaciones según las del trabajo del Asociación de Aluminio (AAC) , así como la Datos de materiales del NIST .
El conocimiento que compartimos se aprende a través de una cuidadosa experiencia e investigación. Y porque podemos compartir información aprendida de más de 50 000 componentes exitosos de alta precisión, hasta consejos y trucos para trabajar con materiales exóticos, acelerar la producción y conservar la calidad. El objetivo final es simple: brindar conocimientos para regresar a casa y completar proyectos con éxito la próxima vez.

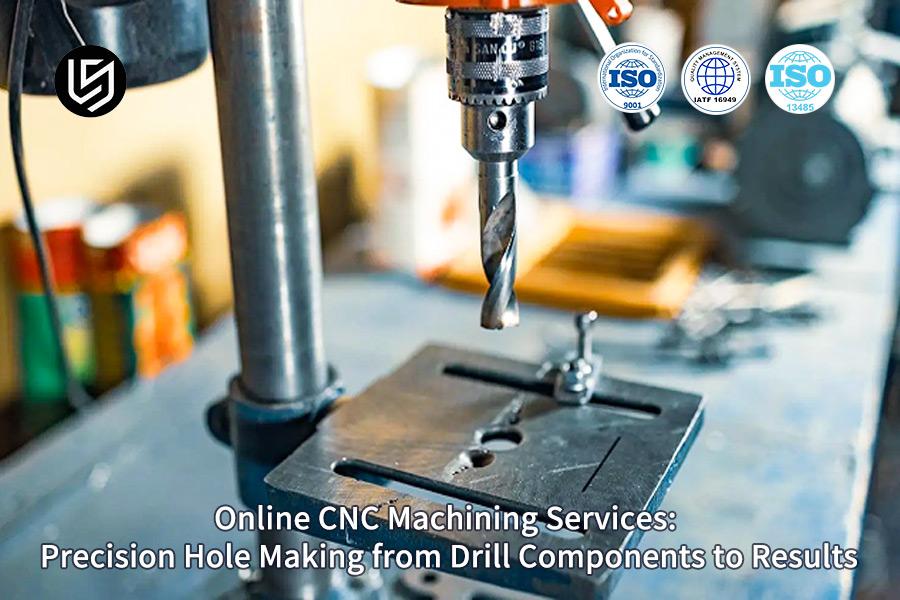
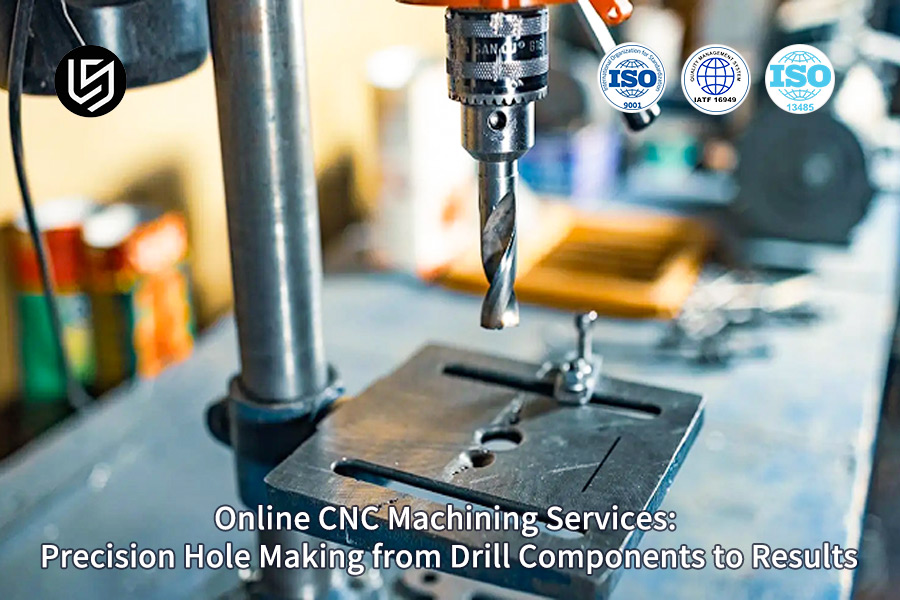
Figura 1: Perforación precisa de piezas metálicas mediante operaciones de taladro CNC de LS Manufacturing
¿Cómo pueden los servicios de mecanizado CNC en línea lograr un control estable de la precisión de perforación de ±0,01 mm?
La dificultad de lograr una precisión repetida en la perforación submilimétrica en componentes producidos en masa hace que sea una tarea difícil. El siguiente documento describe un proceso paso a paso para garantizar que haya un posicionamiento de ±0,01 mm relacionado con el uso de hardware calibrado y factores ambientales:
Calibración fundamental de máquinas herramienta
El proceso comienza con el establecimiento de una base superior para Servicios de perforación CNC . Utilizamos interferómetros láser para lograr la precisión geométrica de todos los ejes lineales, proporcionando una precisión de posicionamiento de referencia de ±0,003 mm . Esta calibración rigurosa, repetida a intervalos programados, es el prerrequisito no negociable para todas las operaciones de fabricación de orificios de precisión de alta tolerancia, transformando la capacidad bruta de la máquina en una plataforma certificada.
Compensación proactiva de deformación térmica
El cambio ambiental y el calor producido internamente son los dos factores más importantes que inhiben la precisión. Nuestro diseño implica la instalación de chips térmicos en puntos considerados críticos tanto de la máquina como del husillo. Esta información se utiliza para ajustar los movimientos de las herramientas para contrarrestar la expansión de la máquina. Este proceso de circuito cerrado mantiene el error térmico en ≤0,005 mm, lo que proporciona una habilitación crítica para realizar mecanizado CNC de precisión .
Medición en proceso y compensación en tiempo real
Para lograr control de profundidad y diámetro, toque Las sondas de disparo h están involucradas en nuestro Proceso de mecanizado CNC . A partir de los importantes patrones de perforación ejecutados en esta sonda, mide las características de la muestra automáticamente. Cada vez que hay una desviación de la dimensión preprogramada, este sistema inicia automáticamente una compensación para la herramienta siguiente, dejando espacio para un mecanismo de retroalimentación de circuito cerrado. Esto es esencial en nuestro caso de estudio para que nuestros tamaños de orificio mantengan una tolerancia de ±0,008 mm como se anuncia.
Integración del control estadístico de procesos
La estabilidad se evalúa, no se asume. Los valores obtenidos durante la inspección durante el proceso proporcionan un flujo continuo de datos lineales en un gráfico de control estadístico del proceso . Esto ha sido de gran importancia en relación con la tendencia o la detección de cambios potenciales más allá de los puntos de especificación en relación con valores significativos de un Cpk superior a 1,67 para garantizar un grado muy alto de confiabilidad en estos proyectos que ahora brindan los servicios de mecanizado CNC en línea .
Aunque es fácil encontrar declaraciones genéricas sobre competencia en una búsqueda en la Web , en relación con la estabilidad micrométrica, es en el contexto de este artículo que las competencias relacionadas con la compensación basada en sensores a través de metrología de circuito cerrado, que forman la base de la perforación de precisión competente, se delinean en detalle como un modelo de un competidor que ofrece una descripción de logros como ingeniero competente que crea un compañero competente y un enfoque a nivel de sistema para superar a los buzos. Desafíos de la fabricación de agujeros de precisión. .

¿Cuáles son los impactos clave de la selección de brocas en la calidad del mecanizado en perforación de precisión?
Operaciones de perforación de precisión Implican cuestiones importantes en cuanto a la selección de la propia broca, ya que ésta es la base para definir la calidad de las operaciones de mecanizado que se realizan. Nuestra solución propuesta, que rompió todos los récords anteriores con 128 comparaciones realizadas mediante la prueba realizada por LS Manufacturing, apunta específicamente a este problema y se concentra en mejorar la selección de herramientas de acuerdo con lo siguiente:
Selección óptima de brocas para aleaciones de aluminio
- Enfoque específico del material: al perforar aleaciones de aluminio, es obligatorio utilizar HSS de cobalto con un ángulo de punta de 140 grados . Esto sirve para que sea más fácil retirar las virutas.
- Beneficios del mecanizado CNC: esto aumenta aún más la calidad de la perforación CNC de precisión si se reduce la creación de rebabas y el acabado superficial de los orificios es óptimo.
- Eficiencia del proceso: mejorar el control de la viruta en la perforación CNC se traduce en una mayor eficiencia del proceso y menos tiempo de inactividad de la máquina.
Selección de brocas para acero inoxidable
- Recomendación de herramientas: Las herramientas recomendadas en el caso de materiales de acero inoxidable serán brocas que tengan recubrimiento TiAlN y un ángulo de 135° .
- Protección contra el desgaste: La resistencia al desgaste de las herramientas se ha mejorado ya que aumenta la longevidad de las herramientas en la fabricación de orificios CNC .
- Enfoque en el rendimiento: Se utiliza principalmente para retener la rigidez al perforar o Mecanizado CNC . En segundo lugar, se utiliza para mantener la precisión con menos desgaste de la herramienta.
Soluciones para perforación de agujeros profundos
- Estrategia de orificio profundo: para relaciones superiores a 5:1 , se deben emplear brocas de flauta parabólica.
- Gestión de Viruta: Facilita un aumento del área de generación de viruta en un 30% para evitar congestiones y la creación de bolsas de acumulación de calor en caso de perforaciones profundas.
- Extensión de vida útil: Promueve en gran medida la extensión de vida útil de las piezas de la máquina perforadora , como herramientas de perforación CNC La vida se extenderá 2-3 veces .
La forma en que elegimos estos procesos de perforación, desarrollados de manera científica y probados también de manera científica, es una demostración más de nuestra experiencia en el sector. Una vez más, todo se centra en competir soluciones de perforación . Nuevamente, es la fase de implementación donde se presta atención a lo mejor en la fabricación de orificios CNC , herramientas de larga duración y precisión en la perforación.
¿Cómo puede la perforación en línea mejorar la eficiencia en un 40% mediante la optimización de parámetros?
Para la producción contemporánea, la mayor necesidad es mejorar la eficiencia de la perforación. El presente estudio tiene como objetivo investigar los medios científicos de optimización de factores mediante servicios de perforación en línea mejorar la eficiencia en un 40% para permitir que los servicios de perforación CNC ejecuten este método para los lectores de este artículo relacionado con la realización de orificios de precisión .
| Aspecto | Información clave |
| Metodología | Se utiliza el método científico de optimización de parámetros. |
| Desarrollo de bases de datos | LS Manufacturing ha establecido una base de datos para parámetros de corte. |
| Perforación de aleación de aluminio | Velocidad: 25-35 m/min; Avance: 0,15-0,25 mm/rev. |
| Perforación de acero inoxidable | Velocidad: 12-18 m/min; Avance: 0,08-0,15 mm/rev. |
| Sistema de control | Se utiliza un control de alimentación adaptativo, en el que los cambios se realizan en tiempo real. |
| Resultado del desempeño | La eficiencia aumentó en un 40% ; Vida útil de la herramienta extendida en un 50% . |
Los hallazgos principales indican que la optimización de parámetros basada en el uso de conocimiento empírico y sistemas adaptativos da paso a mejoras significativas. Sin embargo r, esto dependerá de incorporar la base de datos de parámetros y sistemas adaptativos en los servicios de perforación CNC y fabricación de agujeros de precisión . El informe tiene como objetivo presentar conocimientos tecnológicos sobre el funcionamiento eficaz en un ámbito competitivo para segmentos de alto nivel y no centrarse en ningún concepto teórico.

Figura 2: Cotizaciones de proveedores de perforación CNC rápida desde la web de LS Manufacturing
¿Cómo prevenir rebabas excesivas y rugosidad de las paredes en la perforación CNC?
El documento presenta una solución tecnológica habilitadora para la eliminación de rebabas y el acabado superficial en la fabricación de orificios CNC. La necesidad de la solución ha sido provocada por una combinación de enfoques que incluyen movimientos definidos de herramientas, optimización de la geometría y enfriamiento, todos destinados directamente a brindar soluciones para los problemas críticos antes mencionados relacionados con la proceso de hacer agujeros en la máquina CNC :
Implementación de un ciclo de perforación por penetración para evacuación de virutas
Realizamos taladrado controlado, donde el valor de retracción por revolución es de 0,3 a 0,5 mm porque es una interrupción programada necesaria para evitar la eliminación de virutas recortadas y empaquetadas, que se consideran la razón detrás del mal acabado superficial, la deflexión y, por lo tanto, la creación de rebabas en el punto de salida durante operaciones de perforación .
Optimización de la geometría de la punta de perforación para un corte limpio
Los componentes de la broca para el mecanizado , en particular el ángulo de la punta, se seleccionan con precisión. Utilizamos un ángulo de punta de 118°-140° según el material. El ángulo más agudo permite una fuerza de empuje reducida y una entrada más limpia, mientras que un ángulo romo es deseable para soportar el filo necesario para materiales con mayor dureza, obteniendo así el corte de corte.
Utilizando refrigerante de alta presión a través de la herramienta
La presencia de un sistema de refrigeración interno cuando funciona a presiones elevadas ( 3-5 MPa ) es un requisito único. Esta es una característica de doble seguridad y es efectiva ya que no sólo expulsa las virutas de los pasajes rugosos de la flauta sino que también ayuda en el tratamiento térmico efectivo del borde para evitar que se pegue y se endurezca y, por lo tanto, garantiza un valor Ra que oscila entre 1,6 y 3,2 micrones .
Nuestra solución es la respuesta definitiva al problema a nivel de proceso en el taladrado CNC de precisión . A través de la integración exitosa de trayectorias de herramientas controladas, optimizadas Mecanizado CNC de componentes de perforación , además del enfriamiento a alta presión, podemos brindar un rendimiento de calidad de pozo garantizado en las duras demandas de la perforación de producción de alta calidad.
¿Cómo seleccionar el proceso de perforación óptimo según las propiedades del material?
En el contexto de LS Manufacturing , nuestro objetivo es lograr el principal requisito técnico de identificar métodos de perforación eficientes en función de los materiales para proporcionar la máxima eficiencia y rentabilidad . Esto se ha logrado gracias a nuestros enfoques personalizados para abordar problemas como daños en herramientas y daños materiales.
Perforación de aleaciones de aluminio
- Perforación de alta velocidad: Nuestros servicios de perforación CNC son capaces de ofrecer orificios limpios y sin rebabas mediante el uso de fluidos refrigerantes especiales y velocidades de perforación que oscilan entre 3000 y 5000 rpm.
- Optimización de herramientas: El consumo de brocas implica el uso de brocas afiladas y recubiertas para mejorar la eliminación de viruta y acabado superficial .
Perforación de materiales compuestos
- Técnicas de baja velocidad: Se utilizan brocas de baja velocidad y de ángulos agudos para prevenir la delaminación y garantizar su integridad.
- Monitoreo del proceso: Las tasas de alimentación se monitorean dentro del proceso y se utilizan mecanismos de soporte para realizar orificios con precisión sin que se deshilachen.
Perforación de aceros endurecidos
- Herramientas avanzadas: Para brocas de hasta HRC 50 , aplicamos nitruro de boro cúbico. Los cambios se realizan mediante pequeños pasos, uno a la vez.
- Ajuste de parámetros: ajustamos las velocidades y los refrigerantes para minimizar la generación de calor y la rotura de herramientas en aplicaciones de servicio pesado .
Personalización general
- Análisis de materiales: examinamos la dureza y composición del material para adaptarlo a cada proyecto.
- Integración de tecnología: para hacer frente a los ajustes necesarios de forma eficaz, utilizamos servicios de mecanizado CNC en línea .
Nuestros métodos de perforación demuestran el nivel de conocimiento que se posee sobre un material específico en un aspecto técnico, ya que cubren las vías de solución. Lo mejor de nosotros son nuestros servicios de perforación CNC que garantizan consistencia y precisión en su trabajo, lo que los coloca idealmente en la oferta. mecanizado CNC en línea servicios . Se hace hincapié en nuestro intento de lograr una realización de agujeros de precisión .
¿Cuáles son los principales factores que constituyen una cotización de perforación CNC en línea?
Todo esto es crucial en tareas complejas de perforación, como el mecanizado, si se quiere que la estructura de costes sea transparente. La cotización instantánea de perforación CNC se compone de una serie de factores que forman la base de este estudio científico. cotización instantánea de perforación CNC . Todo esto implica un análisis en profundidad que garantiza que nuestros clientes obtengan aclaraciones para tener una imagen precisa a partir de datos en lugar de estimaciones, que se describen a continuación:
| Factor de costo | Peso típico | Consideraciones clave |
| Costos de materiales | 30-45% | Esto depende del tipo de materiales, su tamaño y el precio de mercado de los materiales, lo que influye directamente en el total. |
| Tiempo de mecanizado | 25-35% | Calculado a partir de las trayectorias de las herramientas, la complejidad y las tolerancias requeridas para la realización de orificios de precisión . |
| Herramientas y consumibles | 15-20% | Esto incluye el costo del consumo de brocas y otras herramientas especializadas utilizadas en el procesamiento de materiales duros. |
| Postprocesamiento y acabado | 10-15% | Abarca desbarbados, tratamientos superficiales o recubrimientos especificados para la pieza final. |
Este modelo de costos proporciona una estructura propicia en la que las propuestas de servicios de perforación CNC en línea Luego será evaluado. Por lo tanto, los ingenieros pueden optimizar su diseño para la capacidad de fabricación teniendo en cuenta consideraciones de costos al elegir un proveedor de perforación CNC en función de estas variables. La importancia de esta metodología con uso intensivo de datos es su capacidad para lograr sofisticación técnica en un uso de alto valor al descomponer variables complicadas en una cotización de perforación CNC instantánea y precisa.
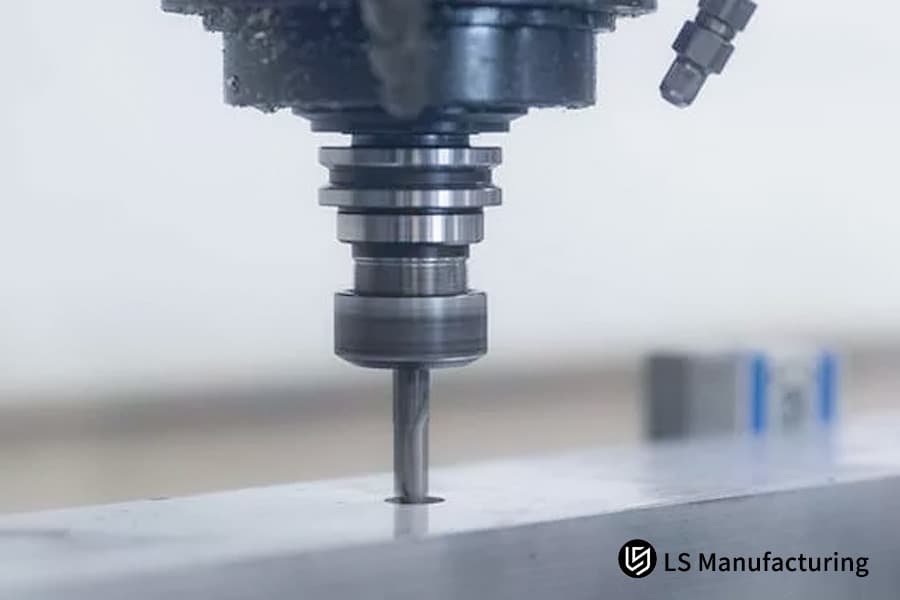
Figura 3: Realización de orificios de precisión con servicios de perforación CNC en línea de LS Manufacturing
¿Qué garantías técnicas especiales se requieren para la perforación de agujeros profundos?
Perforación de agujeros profundos tiene su propio conjunto de problemas, que surgen debido a la rectitud, la vida útil de la herramienta y el acabado superficial en la longitud más larga. A continuación, detallamos las medidas técnicas que hemos especificado e implementado para obtener confiabilidad y precisión en la muy exigente aplicación de taladrado CNC :
Selección de procesos y configuración del sistema
Estabilidad dinámica y gestión de herramientas
Además de las máquinas herramienta precisas y rígidas, es necesario programar correctamente la trayectoria de la herramienta y ajustar adecuadamente la velocidad del husillo para evitar la vibración armónica. Además, se emplean varios casquillos guiados para soportar el eje de perforación, lo que limita el descentramiento radial a menos de 0,02 mm/300 mm . Estos enfoques para mejorar la rigidez dinámica de las máquinas herramienta son esenciales para evitar la destrucción de los delicados piezas de la máquina perforadora y garantizar la tolerancia geométrica especificada en todo el orificio.
Verificación de precisión y garantía de calidad
La validación de la pieza final dependerá de algunas herramientas específicas, por ejemplo, calibres de tapón y calibres de aire para realizar la medición directamente de diámetros y rectitud. En cuanto al tamaño del orificio, en el caso de andrews phi 8 por 240 mm , puede haber evidencia creíble de que han adquirido un nivel significativo de éxito en términos de su rectitud total garantizada dentro de los parámetros de 0,05 mm , y eso solo se ha podido lograr como resultado de nuestro control de proceso en Fabricación de agujeros CNC .
La capacidad de integrar la ingeniería de sistemas en cada etapa, desde el desarrollo del proceso hasta el monitoreo del proceso, proporciona la capacidad técnica para desarrollar soluciones para el control de la deflexión, la gestión del calor y otras preocupaciones , no simplemente ofrecer una máquina. Esto proporciona la base de nuestra documentación y soporte, que tiene como objetivo satisfacer las necesidades de un ingeniero que debe contar con una solución probada respaldada por datos técnicos para una aplicación que involucra taladrado CNC de precisión .
¿Cómo evaluar la solidez técnica y las capacidades de servicio de un proveedor de perforación CNC?
Un competente Proveedor de perforación CNC Deberíamos tener sistemas para mostrar y hablar, no sólo proponer. Esta descripción general describe los sistemas críticos para brindar precisión, exactitud y éxito del proyecto, y se centra en las competencias operativas que caracterizan a un proveedor como socio:
Capacidad técnica y dominio de procesos
- Cartera de equipos avanzados: utilizamos maquinaria especializada, como perforadoras de agujeros profundos y rectificadoras de plantilla , lo que nos permite abordar una amplia gama de servicios de perforación CNC, desde patrones simples hasta perforaciones complejas y de alta precisión .
- Base de datos de procesos patentada: Nuestros parámetros de mecanizado se derivan de una base de datos continuamente optimizada, lo que reduce la incertidumbre de la configuración y garantiza la corrección de la primera parte tanto para los prototipos como para las tiradas de producción.
Garantía de calidad y consistencia
- Sistema de gestión certificado: nuestro sistema certificado ISO 9001 aplica estrictos controles de proceso, con procedimientos documentados para cada operación crítica, desde la verificación del material hasta la inspección final.
- Medición y verificación: Empleamos herramientas de metrología avanzadas, incluidas CMM y medidores de aire , para cuantificar y garantizar que todas las salidas cumplan con las tolerancias especificadas, asegurando la confiabilidad en cada lote.
Integración de Servicios y Gestión de Proyectos
- Protocolo de comunicación transparente: en la plataforma de servicios de mecanizado CNC en línea aprovechamos el concepto de ingenieros de proyecto y el intercambio de comunicación y retroalimentación.
- Mitigación proactiva de riesgos: a través de nuestra revisión inicial de la capacidad de fabricación, tenemos un sistema de alerta temprana para el riesgo de entrega tardía de piezas de mecanizado CNC personalizadas .
Donde brillamos es en integración, procesos certificados, resultados mecanizados medidos y cuantificados y planificación anticipada. Este documento describe cómo aprovechamos estas herramientas para brindar la confiabilidad y precisión que nuestros clientes requieren. También describe cómo nuestros servicios de perforación CNC están calificados para trabajar con empresas que requieren perspicacia técnica, consistencia medible y servicios eficientes de mecanizado CNC en línea .

Figura 4: Mecanizado digital para taladrado preciso en componentes fabricados por LS Manufacturing
LS Fabricación Aerosp ace: Proyecto de mecanizado de orificios de precisión para soportes de motor
En el campo aeroespacial, la precisión del procesamiento de materiales difíciles de cortar a menudo se requiere al nivel de micras. Aquí presentaremos cómo LS Manufacturing resolvió los problemas de calidad y eficiencia del soporte del motor del cliente mediante el uso de accesorios personalizados. Procesamiento de piezas de mecanizado CNC :
Desafío del cliente
El cliente necesita procesar orificios de posicionamiento Φ12H7 en el soporte del motor hechos de aleación de titanio, y se utiliza el método de procesamiento convencional. El error de posición total del orificio es de 0,1 mm y la rugosidad de la superficie es Ra 6,3 μm , lo que da como resultado que se reprocesen el 20 % de los productos. El cronograma y el costo del proyecto se ven afectados y el ensamblaje del producto final no puede completarse de manera rápida y confiable.
Solución de fabricación LS
Resolvimos este problema creando un proceso personalizado dedicado para perforar los agujeros en nuestro Mecanizado CNC de 5 ejes centro en una configuración con una broca de carburo sólido con refrigerante interno y un ciclo de picoteo controlado. Este proceso produjo orificios con una tolerancia de posición de ±0,015 mm y una tolerancia de diámetro de ±0,008 mm , lo que resolvió los problemas de nuestros clientes.
Resultados y valor
Se lograron consistentemente resultados de alta calidad. La precisión de la posición de los orificios fue de ±0,012 mm y la rugosidad de la superficie fue de Ra 1,6 μm . Como resultado, el rendimiento del primer paso fue del 99,5% . Nuestro cliente pudo reducir el tiempo de montaje en un 50% y el ahorro de costos fue de aproximadamente 800.000 yenes por año . El retorno de la inversión fue claro y directo.
Este ejemplo ilustra la capacidad de LS Manufacturing para proporcionar información rápida, precisa y servicios de mecanizado CNC personalizados para piezas aeroespaciales precisas y piezas de montaje. Podemos aprovechar nuestra experiencia para convertir las dificultades clave de fabricación en diferenciadores competitivos cuantificables que le permitan cumplir con éxito el objetivo de su misión.
Afronta tus desafíos de agujeros de precisión de frente. Descubra cómo el mecanizado avanzado ofrece precisión y eficiencia de nivel aeronáutico.

Tendencias de desarrollo futuras y direcciones de innovación de la tecnología de perforación de precisión
La tolerancia en micras, la precisión en micras y la realización de orificios en micras mencionadas anteriormente no son tan fáciles de lograr, ya que el desgaste de la herramienta, la deformación térmica y la realización de orificios CNC mediante operaciones múltiples plantean desafíos enormes para perforación CNC de precisión . En la siguiente parte de este artículo se analizará cómo abordar los problemas mencionados anteriormente.
Compensación del desgaste de herramientas en circuito cerrado
Se utiliza el monitoreo en tiempo real de la vibración del husillo y la emisión acústica para detectar el desgaste y la rotura de las herramientas. Un modelo matemático patentado que describe el proceso de eliminación de material se actualiza continuamente en función de la información del sensor para predecir el estado de desgaste de la herramienta. Cuando se observa desgaste de la herramienta, un sistema de compensación del desgaste de la herramienta ajusta automáticamente las compensaciones de la herramienta y ajusta las velocidades de avance para evitar el apilamiento de tolerancias. Toda la compensación se realiza dentro del ciclo sin penalización de tiempo adicional. La rotura de la herramienta se evita mediante la detección temprana del desgaste de la herramienta.
Ejecución multiproceso sincronizada
Los errores de apilamiento de operaciones de un solo punto realizadas en eventos de sujeción separados se evitan mediante el desarrollo de un portaherramientas integrado que realiza perforación, escariado y roscado en un solo evento de sujeción. La presión y el tipo de medio de refrigerante entregado a la operación varían dependiendo de la operación del herramental. Este enfoque de múltiples operaciones simultáneas garantiza mecanizado CNC de alta precisión de coaxialidad de los orificios terminados y da como resultado una reducción del tiempo sin corte de más del 50%.
Aplicación de la cinemática de mecanizado híbrido
Para materiales avanzados como CFRP e Inconel, implementamos la fabricación de orificios CNC asistida por ultrasonidos. Al superponer una oscilación axial controlada de alta frecuencia (18-25 kHz) en el avance de la broca, reducimos la fuerza de corte promedio y la generación de calor local. Este desarrollo de proceso resolvió el problema de la delaminación del lado de salida para compuestos y el endurecimiento por trabajo que limita la vida útil de la herramienta para superaleaciones ( aumento de más del 200 % de la vida útil de la herramienta ).
El contexto técnico abarca desde el control adaptativo durante el proceso hasta el mecanizado híbrido. Demuestra nuestra capacidad para resolver problemas. Esto respalda directamente la capacidad y confiabilidad de nuestros servicios de mecanizado CNC en línea . Proporciona una base técnica para una solución concreta para la alta tolerancia y piezas complejas de mecanizado CNC .
Preguntas frecuentes
1. ¿Qué diámetro tan pequeño se puede lograr con la perforación CNC en línea?
El diámetro más pequeño de perforación de precisión de LS Manufacturing es Φ0,3 mm , dentro de una relación de profundidad y diámetro de 10:1 , lo que garantiza la tolerancia del diámetro del orificio ±0,003 mm , lo que cumple con los requisitos. Dispositivo de procesamiento de microagujeros.
2. ¿Cuáles son los parámetros de corte para perforar diferentes materiales?
Aleación de aluminio: Velocidad 25-35 m/min , Avance 0,15-0,25 mm/r ; Acero inoxidable: Velocidad 12-18 m/min , Avance 0,08-0,15 mm/r . Debe ajustarse según la dureza del material y la profundidad del agujero.
3. ¿Cómo garantizar la rectitud y la rugosidad de la superficie de los agujeros profundos?
Bajo la condición de procesamiento de perforación con pistola, enfriamiento a alta presión de 5-8 MPa y extracción de viruta cada 50 mm , los orificios profundos con 30:1 D:B se pueden realizar con una rectitud ≤0,05 mm/300 mm.
4. ¿Cómo garantizar la coherencia de las posiciones de los orificios en la perforación por lotes?
A través del control de la precisión del accesorio ( ±0,005 mm ), la calibración de la máquina herramienta y la inspección de la primera pieza, LS Manufacturing puede garantizar la precisión de la posición del orificio de producción por lotes de CPK ≥ 1,67.
5. ¿Qué parámetros se necesitan para la cotización de perforación en línea?
Material, diámetro del orificio, profundidad del orificio, grado de precisión y cantidad de lote, etc. El sistema de cotizaciones en línea de LS Manufacturing puede proporcionar cotizaciones precisas en 2 minutos .
6. ¿Cuál es el plazo de entrega más rápido para pedidos de emergencia de perforación?
24 horas para pedidos de muestras pequeñas y de 3 a 5 días para pedidos de lotes pequeños, LS Manufacturing tiene un canal ecológico para el cliente.
7. ¿Cómo solucionar las dificultades de perforación del material de acero inoxidable?
Broca recubierta de TiAlN, velocidad de rotación más baja ( 12-15 m/min ) y enfriamiento interno para una mejor refrigeración, la vida útil de la herramienta se puede aumentar de 2 a 3 veces .
8. ¿Cuáles son las contramedidas para defectos de calidad comunes en la perforación?
Las explosiones en la abertura del orificio se controlan mediante avance escalonado, los parámetros de corte se optimizan para la rugosidad de la pared del orificio y se utiliza un manguito guía para resolver el problema de desalineación, solucionando así los defectos de calidad de perforación de manera integral.
Resumen
Con la ayuda de una planificación científica, un control preciso y una calidad garantizada, la perforación CNC en línea puede realizar la perforación y el mecanizado de agujeros de alta precisión, alta eficiencia y bajo costo. En este artículo, presentaremos algunas habilidades esenciales, como la selección de brocas, la configuración de parámetros de perforación, etc., y enumeraremos algunos índices técnicos que se pueden lograr, con la esperanza de ayudarlo a completar con éxito su proyecto de perforación de pozos.
Si desea personalizar la perforación, cargue su archivo 3D para obtener un cotización instantánea . Le daremos una descripción detallada del proceso y cotización. Si tiene algún requerimiento especial para la perforación, por favor programe una cita con nuestro personal técnico para comunicarse en privado. Le ofreceremos orientación técnica profesional y una solución general para evitar riesgos potenciales en el proyecto.
Experimente precisión y productividad con las soluciones de mecanizado CNC de LS Manufacturing: solicite su cotización personalizada hoy.
📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página tiene únicamente fines informativos. Servicios de fabricación LS No existen representaciones ni garantías, expresas o implícitas, en cuanto a la exactitud, integridad o validez de la información. No se debe inferir que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Requerir piezas cotización Identifique los requisitos específicos para estas secciones. Por favor contáctenos para más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en la industria . Centrarse en soluciones de fabricación personalizadas. Tenemos más de 20 años de experiencia con más de 5000 clientes y nos centramos en el mecanizado CNC de alta precisión. Fabricación de chapa , impresión 3D , moldeo por inyección . Estampado de metales y otros servicios de fabricación integrales.
Nuestra fábrica está equipada con más de 100 centros de mecanizado de 5 ejes de última generación, certificados ISO 9001:2015. Brindamos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países alrededor del mundo. Ya sea que se trate de producción en pequeño volumen o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija Fabricación LS. Esto significa eficiencia, calidad y profesionalidad en la selección.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com .


