
Le moulage basse pression est un procédé unique qui consiste à injecter un alliage liquide dans la cavité du moule, de bas en haut, sous pression, puis à le solidifier pour obtenir des pièces moulées. Cette méthode améliore la pureté et la qualité des pièces, tout en offrant une productivité élevée et une automatisation aisée. Cet article présente en détail le principe de fonctionnement, le déroulement du processus et les caractéristiques du moulage basse pression .
Qu'est-ce que le moulage basse pression ?
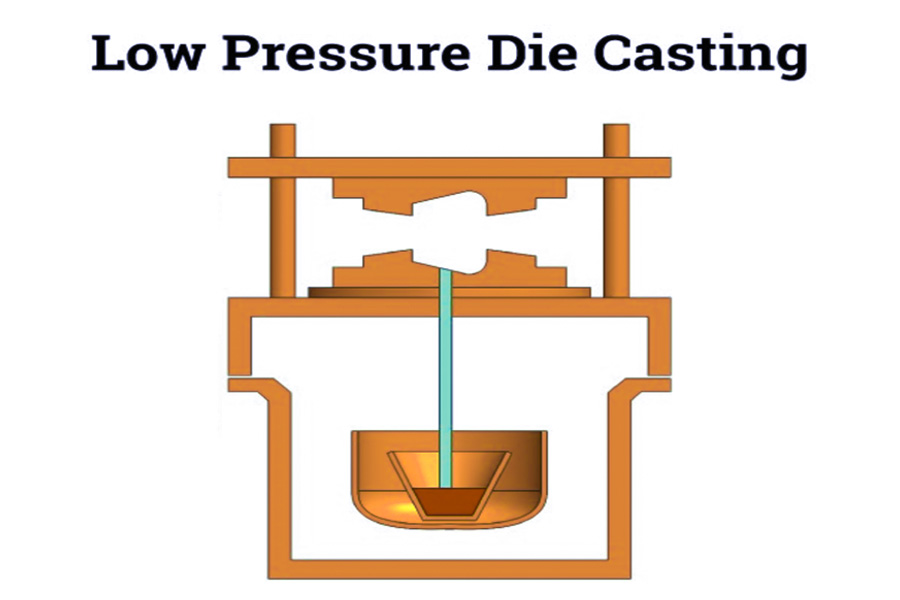
Le moulage basse pression est un procédé de mise en forme des métaux qui utilise la pression d'un gaz comme force motrice pour pousser le métal en fusion dans la cavité du moule de manière régulière et uniforme, et pour mener à bien sa solidification dans des conditions environnementales contrôlées. Cette technologie est généralement mise en œuvre dans un système de moulage sous atmosphère contrôlée. En régulant précisément la pression et la durée d'application du gaz, on obtient un contrôle précis de la vitesse de remplissage et du processus de solidification du métal en fusion.
Le moulage basse pression permet non seulement d'éviter efficacement les défauts tels que les turbulences, l'oxydation et les porosités dues au métal en fusion lors du remplissage du moule, mais aussi d'améliorer la densité, les propriétés mécaniques et la qualité de surface des pièces moulées. De ce fait, il est largement utilisé dans les secteurs de l'aérospatiale, de l'automobile , des équipements énergétiques et des instruments de précision. Il trouve de nombreuses applications dans les domaines de la fabrication de pointe.
Comment fonctionne le moulage basse pression ?
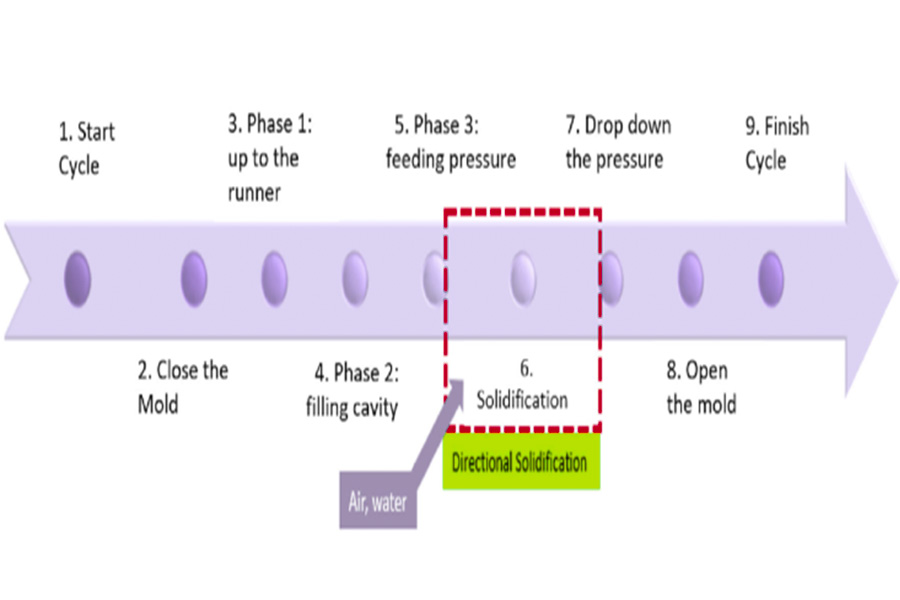
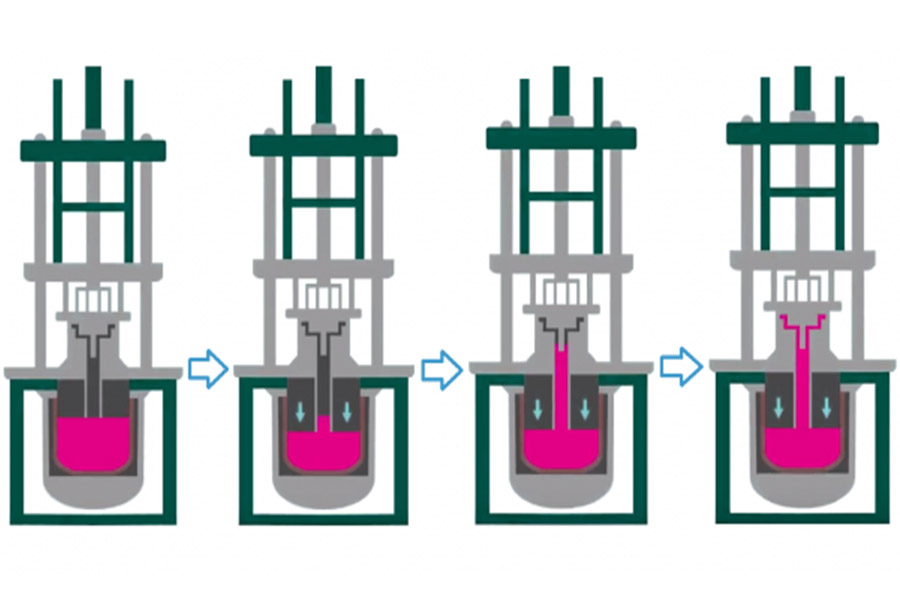
Le principe de base du moulage basse pression consiste à utiliser de l'air comprimé sec ou un gaz inerte introduit dans le creuset scellé pour exercer une certaine pression sur la surface du métal en fusion, de sorte que le métal en fusion remplisse uniformément le moule de bas en haut le long du tube de coulée. L'ensemble du processus peut être divisé en plusieurs étapes :
1. Fusion du métal et préparation des moules : Tout d'abord, la matière première métallique est fondue à l'état liquide et le moule souhaité est préparé.
2. Préparation avant coulée : Incluant le scellement du creuset (assemblage du couvercle de scellement), le raclage des scories dans le tube de remontée (élimination des impuretés), la mesure de la hauteur du niveau de liquide, la réalisation du test d'étanchéité, l'ajustement du moule et la fixation du moule, etc.
3. Versement :
- Litres de liquide : Le métal en fusion monte le long du tube de coulée sous l'action de la pression du gaz.
- Remplissage : Le métal en fusion passe sans à-coups par le canal de coulée pour pénétrer dans la cavité du moule.
- Suralimentation : Maintenir la pression du gaz à la surface du métal liquide jusqu'à ce que la pièce coulée soit complètement solidifiée.
- Congélation : Le métal en fusion cristallise et se solidifie sous pression.
- Décompression : Soulage la pression du gaz à la surface du liquide afin que le métal en fusion qui ne s'est pas solidifié dans le tube de coulée et le canal de coulée retourne dans le creuset.
- Refroidissement : La pièce moulée est refroidie à température ambiante dans le moule.
4. Démoulage : Comprend le démoulage et le retrait des pièces moulées.
Quelles sont les étapes du processus de moulage basse pression ?
Le processus de coulée basse pression comprend principalement les étapes suivantes :
-
Fusion des métaux : La matière première métallique est placée dans le creuset pour la fusion, et la température et la composition du métal en fusion répondent aux exigences du procédé.
-
Préparation du moule Conformément aux exigences de conception de la pièce moulée, le moule requis est préparé et préchauffé afin d'éviter que le métal en fusion ne refroidisse trop rapidement pendant le processus de remplissage.
-
Préparation pour la coulée : Sceller le creuset, éliminer les impuretés du tube de remontée, vérifier l'étanchéité du système et effectuer les inspections et réglages nécessaires.
-
Processus de coulée :
- Litres et remplissage Sous l'action de la pression du gaz, le métal en fusion monte le long du tube de coulée et remplit en douceur la cavité du moule.
- Pressurisation et coagulation : Maintenir la pression du gaz à la surface du métal liquide pour que la pièce coulée cristallise et se solidifie sous pression.
-
Dépressurisation et refroidissement : Soulage la pression du gaz sur la surface du métal en fusion, permet au métal en fusion non solidifié de retourner dans le creuset, puis permet à la pièce coulée de refroidir naturellement dans le moule.
-
Démoulage et retrait des pièces moulées Une fois la pièce moulée complètement refroidie, ouvrez le moule et retirez la pièce moulée.
Quels sont les avantages et les inconvénients du moulage basse pression ?
Procédé de fonderie unique, la fonderie basse pression présente des avantages significatifs ainsi que certaines limitations. Voici une analyse détaillée de ses avantages et inconvénients :
Avantages
1. Pièces moulées de haute qualité :
- Remplissage en métal fondu pur : les scories flottent généralement à la surface du métal en fusion, tandis que le moulage à basse pression est effectué par le tube de coulée, ce qui empêche les scories de pénétrer dans la cavité du moule et améliore la pureté de la pièce moulée.
- Bonne formabilité : le métal en fusion est rempli sous pression et sa fluidité est améliorée, ce qui favorise la formation de pièces moulées aux contours nets et aux surfaces lisses, particulièrement adaptées au formage de grandes pièces moulées à parois minces.
- Structure dense : La pièce moulée cristallise et se solidifie sous pression, ce qui permet un remplissage complet, avec une structure dense et des propriétés mécaniques élevées.
2. Rendement élevé en métal fondu :
En général, il n'est pas nécessaire d'utiliser une colonne montante, et le métal en fusion non solidifié contenu dans le tube de la colonne montante peut être renvoyé dans le creuset pour être réutilisé, ce qui améliore considérablement le rendement du métal en fusion, généralement jusqu'à plus de 90 %.
3. Efficacité de production et degré d'automatisation élevés :
Les conditions de travail sont bonnes, l'équipement est simple, la production mécanisée et automatisée est facile à mettre en œuvre et l'efficacité de la production est améliorée.
4. Large gamme d'applications :
Le moulage basse pression permet de couler divers alliages , notamment les alliages non ferreux, la fonte et l'acier moulé. Il est particulièrement adapté aux alliages non ferreux, qui s'oxydent facilement, et permet de prévenir efficacement l'oxydation des inclusions de laitier lors de la coulée du métal en fusion.
5. Faibles exigences en matière de matériaux de moule :
Tous types de matériaux pouvant servir de moules de fonderie, tels que les moules en sable (sable argileux, sable de silicate de sodium, sable résineux, etc.), les moules en coquille, les moules métalliques, les moules en graphite, les moules en coquille pour la fonderie de précision à cire perdue, les moules en céramique, etc., peuvent être utilisés comme matériaux de fonderie pour la coulée à basse pression .
Inconvénients
1. Investissement important dans l'équipement :
L' équipement de coulée basse pression comprend le moteur principal, le système hydraulique, le four de maintien, le dispositif de pressurisation du niveau de liquide, le système de commande électrique et le système de refroidissement de la coulée, etc., et l'investissement global est important.
2. L'efficacité de la production est relativement faible :
Comparée au moulage par gravité et au moulage haute pression , la coulée basse pression présente une productivité moindre et un cycle de coulée plus long. Afin de maintenir une solidification directionnelle et la fluidité du métal en fusion, la température du moule est élevée et la vitesse de solidification lente.
3. Les exigences de gestion sont strictes :
La structure proche de la porte est grossière et les propriétés mécaniques du profil inférieur ne sont pas élevées, ce qui nécessite une gestion complète et rigoureuse, incluant le contrôle des paramètres de processus tels que la température et la pression.
4. Les tubes de remontée ont une durée de vie limitée :
Lors d'un contact prolongé avec du métal en fusion, les tubes de coulée sont sujets à l'érosion et à la dégradation et doivent être remplacés régulièrement.
Quels métaux sont couramment utilisés dans le moulage basse pression ?
1. Matériau de moulage
Le matériau de fonderie est la substance utilisée pour fabriquer les modèles de fonderie. La fonderie basse pression peut utiliser divers matériaux pour s'adapter aux besoins des différentes pièces. Voici quelques matériaux de moule courants :
- Sable de moulage : matériau de fonderie couramment utilisé, présentant une bonne formabilité et une bonne perméabilité à l’air, convenant à la fabrication de pièces moulées aux formes complexes.
- Sable résineux : mélange de résine et de particules de sable, à haute résistance et dureté, adapté à la fabrication de pièces moulées de haute précision et de haute qualité.
- Les métaux, tels que le cuivre, le fer, l'aluminium et d'autres matériaux métalliques, peuvent être utilisés pour fabriquer des moules métalliques, avec une conductivité thermique élevée et une bonne résistance à l'usure.
- Céramique : Grâce à sa dureté élevée et à sa résistance aux hautes températures, elle convient à la fabrication de pièces moulées en alliage haute température.
- Graphite : Grâce à ses bonnes propriétés d'autolubrification et à sa résistance aux hautes températures, il convient à la fabrication de pièces moulées nécessitant une autolubrification ou une résistance aux hautes températures.
- Gypse : Facile à façonner et à démouler, convient à la fabrication de pièces moulées de petite taille et de formes complexes.
2. Matériaux de moulage
Le matériau du moule est celui utilisé pour fabriquer le moule de coulée basse pression. Ce dernier doit résister à l'érosion et à la pression du métal en fusion à haute température ; le choix du matériau est donc primordial. Voici quelques matériaux courants :
- Fonte : peu coûteuse, facile à usiner, mais facilement déformable et de durée de vie relativement courte. Convient à la fabrication de pièces moulées nécessitant une faible durée de vie du moule.
- Acier allié : doté d’une dureté et d’une résistance élevées, d’une bonne résistance à l’usure, il convient à la fabrication de moules de fonderie de haute précision et de haute qualité.
- Carbure caréné : avec une dureté et une résistance à l’usure élevées, convient à la fabrication de moules nécessitant une force de frottement et une pression élevées.
- Manche en tungstène : d’une dureté et d’une résistance à l’usure extrêmement élevées, mais son coût est élevé ; convient à la fabrication de moules exigeant une longue durée de vie et une grande résistance à l’usure.
- Alliage d'aluminium : faible densité, haute résistance, bonne rigidité, bonne conductivité thermique, légèreté, facilité d'usinage et de soudage, convient à la fabrication de moules de grande et moyenne taille.
Quelles sont les applications typiques du moulage basse pression ?
Les applications typiques du moulage basse pression couvrent divers domaines tels que l'automobile, l'aérospatiale et les biens de consommation. Voici un résumé détaillé de ces applications :
1. Fabrication automobile :
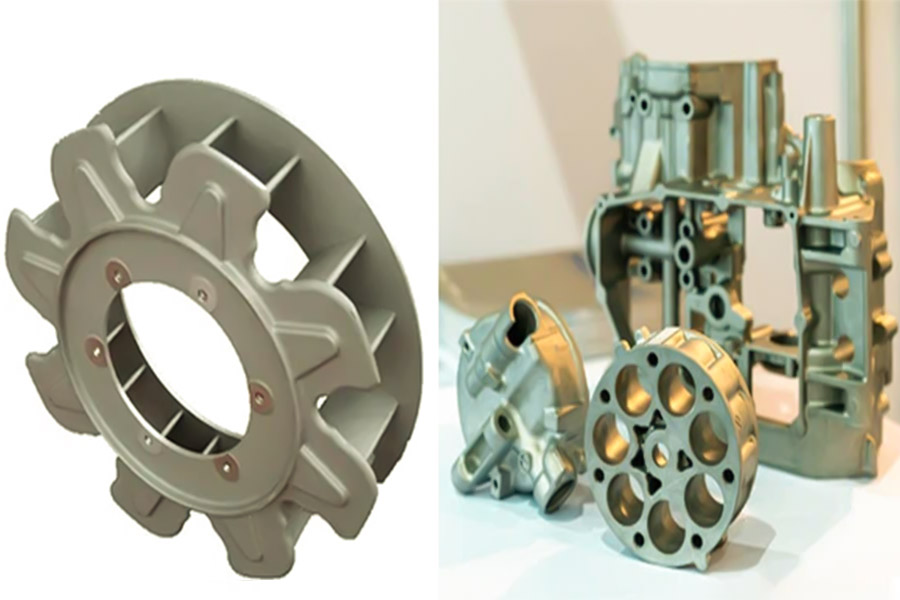
Dans l'industrie automobile, le moulage sous basse pression est largement utilisé pour produire des pièces essentielles telles que les roues , les pièces de moteur (blocs-cylindres, culasses, etc.), les éléments de suspension, etc. Ces pièces exigent une résistance élevée, une grande précision et une bonne résistance à la corrosion. La technologie de moulage sous basse pression permet de répondre à ces exigences et d'améliorer la fiabilité et la durabilité des automobiles.
2. Aérospatiale :
Dans le secteur aérospatial, le moulage basse pression est utilisé pour fabriquer des pièces structurelles légères telles que les aubes de moteurs d'avion , les pièces de turbines, etc. Ces pièces doivent résister aux conditions extrêmes de température, de pression et de vitesse de fonctionnement élevées. La technologie de moulage basse pression permet d'obtenir des matériaux à haute résistance, ténacité et résistance à la chaleur, garantissant ainsi la sécurité et les performances des aéronefs.
3. Fabrication de biens de consommation :
Dans le secteur des biens de consommation, le moulage basse pression est utilisé pour fabriquer des boîtiers de produits électriques et électroniques de haute qualité , des articles de cuisine, des accessoires de mobilier, etc. Ces produits exigent une esthétique soignée et une grande durabilité. La technologie de moulage basse pression permet d'obtenir des matériaux de haute précision, brillants et résistants à la corrosion, répondant ainsi aux exigences des consommateurs en matière de qualité.
4. Autres secteurs industriels :
Le moulage à basse pression est également utilisé dans d'autres secteurs industriels, tels que la construction navale, la fabrication de machines lourdes, etc. Dans ces domaines, la technologie de moulage à basse pression permet de produire des pièces moulées de grande taille et de formes complexes, ainsi que des pièces hautes performances, répondant aux exigences des équipements industriels en matière de résistance, de précision et de durée de vie élevées.
Choisissez LS comme partenaire de confiance
LS Steel est sans conteste l'un des principaux fournisseurs chinois de services de fonderie sous pression d'aluminium et de zinc. Outre la fonderie, nous proposons également des services de prototypage, d'outillage, d'usinage et de finition. Nous utilisons une technologie de pointe pour la fabrication de pièces moulées sous pression. Notre service d'usinage CNC bénéficie d'une expertise de haut niveau et d'une équipe d'ingénieurs et d'employés expérimentés, forte de plus de dix ans d'expérience. Nous vous offrons les solutions de conception et de fabrication d'usinage les plus économiques et performantes du marché. Voici un aperçu de nos capacités d'usinage CNC :
- Notre atelier d'usinage CNC est équipé de machines 5 axes d'une extrême précision, capables d'atteindre une tolérance de 0,005 mm.
- Nous disposons désormais d'une expertise en matière de montage CNC rapide, ce qui garantit un usinage plus rapide et une livraison dans les délais pour nos clients.
- Notre service d'usinage ne se limite pas aux pièces moulées, mais concerne également de nombreux types de pièces en plastique et en acier chromé.
- Des tours CNC et des machines d'électroérosion de qualité supérieure aux meuleuses de sol et aux machines à couper le fil, nous avons tout ce dont vous avez besoin pour l'usinage dans notre magasin de machines.
Le moulage sous pression n'est pas la seule étape du processus. La finition de surface est également essentielle. C'est pourquoi nous proposons des services de traitement de surface tels que l'anodisation, le revêtement en poudre, le chromage, la peinture liquide, et bien d'autres. Ainsi, LS Steel offre une solution complète pour la fabrication de pièces moulées sous pression. Nous intervenons en Chine et à l'international. Contactez-nous pour bénéficier des meilleurs services de moulage sous pression en provenance de Chine.
FAQ
1. Quel est le processus de base du moulage basse pression ?
Le procédé de base du moulage à basse pression comprend la fusion du métal et la préparation des moules, la préparation avant la coulée (telle que le scellement du creuset, l'élimination des scories des tubes de coulée, la mesure de la hauteur du niveau de liquide, etc.), la coulée (y compris les étapes de levage du liquide, de moulage, de pressurisation, de solidification, de décompression et de refroidissement) et le démoulage (y compris le démoulage et l'élimination des pièces moulées).
2. Quels sont les principaux composants d'un équipement de coulée basse pression ?
L'équipement de coulée basse pression se compose généralement d'un moteur principal, d'un système hydraulique, d'un four de maintien, d'un dispositif de pressurisation du niveau de liquide, d'un système de commande électrique et d'un système de refroidissement de la pièce coulée. On distingue deux principaux types de fours de maintien : le four à creuset et le four à bain de fusion. Les fours à creuset se déclinent en différents modèles, tels que les creusets en fonte, en acier moulé et les creusets composites.
3. Dans quels domaines le moulage basse pression trouve-t-il des applications typiques ?
Le moulage basse pression est largement utilisé dans l'industrie automobile, l'aérospatiale, la fabrication de biens de consommation et d'autres secteurs industriels. Par exemple, dans l'industrie automobile, il sert à produire des composants essentiels tels que les roues et les pièces de moteur ; dans le secteur aérospatial, il est utilisé pour la fabrication de composants structuraux légers ; dans la fabrication de biens de consommation, il permet de produire des boîtiers de haute qualité pour les produits électriques et électroniques, etc.
4. Quels sont les défis ou les limites potentiels du moulage à basse pression ?
Malgré ses nombreux avantages, le moulage basse pression présente certains défis et limitations. Par exemple, le coût des équipements et des moules est élevé ; lors de la production de pièces en alliage d'aluminium, les creusets et les tubes de coulée sont en contact prolongé avec le métal en fusion, ce qui les expose à l'érosion et à l'endommagement ; de plus, la productivité est relativement faible, notamment pour les pièces de grande taille ou de forme complexe.
Résumé
Le moulage basse pression, méthode de fonderie performante et de haute qualité, joue un rôle irremplaçable dans le secteur industriel. Grâce à l'optimisation continue des technologies et des équipements, nous avons des raisons de croire que le moulage basse pression continuera de dominer le développement des techniques de mise en forme des métaux et d'insuffler un nouveau dynamisme à la production industrielle.


📞Tél. : +86 185 6675 9667
📧 Courriel : info@lsrpf.com
🌐Site web : https://lsrpf.com/
Clause de non-responsabilité
Le contenu de cette page est fourni à titre informatif uniquement. Services de LS Manufacturing. Aucune déclaration ni garantie, expresse ou implicite, n'est donnée quant à l'exactitude, l'exhaustivité ou la validité des informations. Il ne faut pas en déduire qu'un fournisseur ou fabricant tiers fournira, par l'intermédiaire du réseau LS Manufacturing, les paramètres de performance, les tolérances géométriques, les caractéristiques de conception spécifiques, la qualité et le type des matériaux ou la qualité de la main-d'œuvre. Ces informations relèvent de la responsabilité de l'acheteur. Demande de devis pour des pièces . Veuillez préciser vos exigences concernant ces sections. Contactez-nous pour plus d'informations .
Équipe de fabrication LS
LS Manufacturing est une entreprise leader du secteur , spécialisée dans les solutions de fabrication sur mesure. Forte de plus de 20 ans d'expérience et de plus de 5 000 clients, elle se concentre sur l'usinage CNC de haute précision, la fabrication de tôlerie , l'impression 3D , le moulage par injection , l'emboutissage et d'autres services de fabrication intégrés.
Notre usine est équipée de plus de 100 centres d'usinage 5 axes de pointe, certifiés ISO 9001:2015. Nous fournissons des solutions de fabrication rapides, efficaces et de haute qualité à des clients dans plus de 150 pays à travers le monde. Qu'il s'agisse de petites séries ou de personnalisations à grande échelle, nous répondons à vos besoins avec une livraison express sous 24 heures. Choisir LS Manufacturing, c'est choisir l'efficacité, la qualité et le professionnalisme.
Pour en savoir plus, visitez notre site web : www.lsrpf.com .


