
La fundición a baja presión es un proceso único que consiste en comprimir la aleación líquida en la cavidad del molde de abajo hacia arriba bajo presión, solidificándola para obtener las piezas fundidas. Este método no solo mejora la pureza y la calidad de las piezas, sino que también ofrece las ventajas de una alta eficiencia de producción y una fácil automatización. Este artículo describe en detalle el principio de funcionamiento, el flujo del proceso y las características de la fundición a baja presión .
¿Qué es la fundición a baja presión?
La fundición a baja presión es un proceso de conformado de metales que utiliza la presión del gas como fuerza impulsora para empujar el metal fundido y llenar la cavidad del molde de manera uniforme y homogénea, completando así el proceso de solidificación en condiciones ambientales controladas. Esta tecnología se suele llevar a cabo en un sistema de fundición sellado. Mediante la regulación precisa de la magnitud y la duración de la presión del gas, se logra un control preciso de la velocidad de llenado y del proceso de solidificación del metal fundido.
La fundición a baja presión no solo evita eficazmente defectos como turbulencias, oxidación y porosidad causados por el metal fundido durante el llenado del molde, sino que también mejora la densidad, las propiedades mecánicas y la calidad superficial de las piezas fundidas. Por ello, se utiliza ampliamente en la industria aeroespacial, la fabricación de automóviles , equipos eléctricos e instrumentos de precisión. Tiene una amplia gama de aplicaciones en sectores de fabricación de alta tecnología.
¿Cómo funciona la fundición a baja presión?
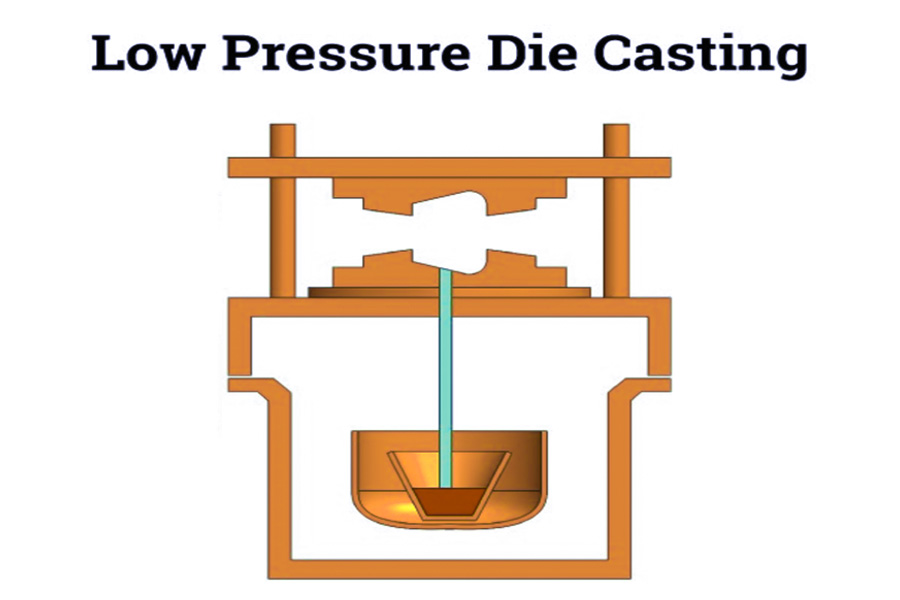
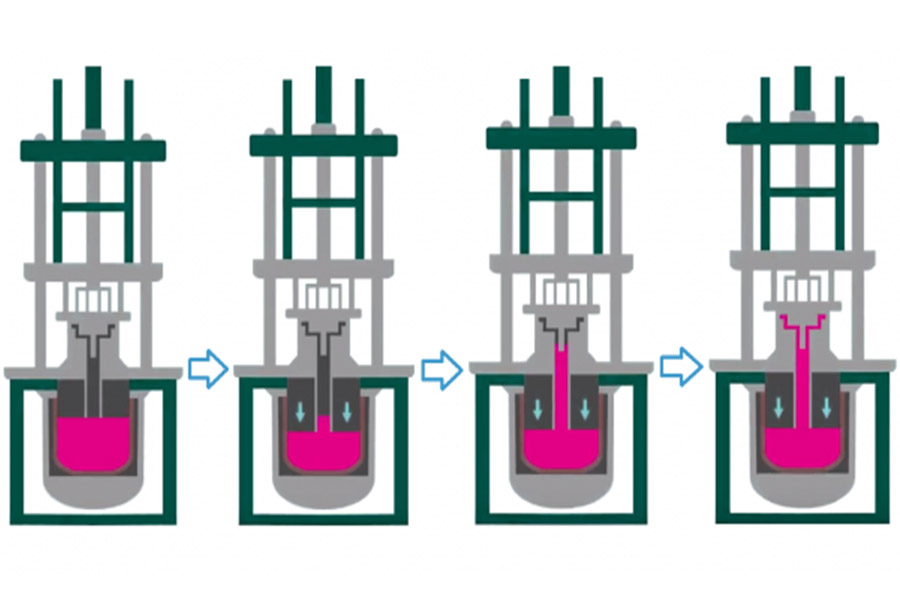
El principio básico de la fundición a baja presión consiste en utilizar aire comprimido seco o gas inerte introducido en el crisol sellado para ejercer una presión determinada sobre la superficie del metal fundido, de modo que este llene uniformemente el molde desde abajo hacia arriba a lo largo del tubo de alimentación. Todo el proceso se puede dividir en las siguientes etapas:
1. Fusión del metal y preparación de moldes o moldes: Primero, la materia prima metálica se funde hasta convertirla en estado líquido y se prepara el molde o molde deseado.
2. Preparación antes del vertido : Incluye el sellado del crisol (montaje de la tapa de sellado), el raspado de la escoria en el tubo ascendente (eliminación de impurezas), la medición de la altura del nivel del líquido, la realización de la prueba de estanqueidad, el ajuste del molde y la fijación del molde o la matriz, etc.
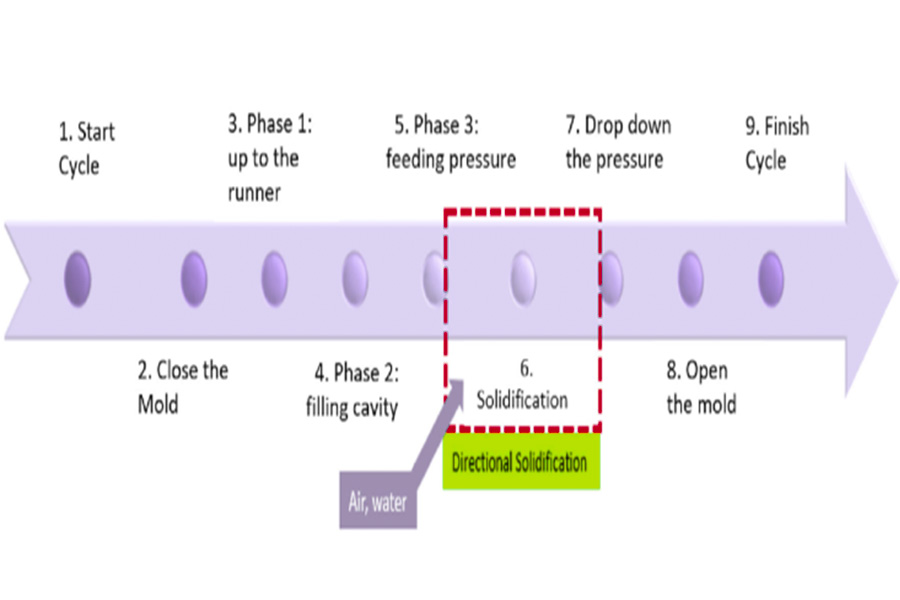
3. Vertido :
- Litros de líquido : El metal fundido asciende por el tubo ascendente bajo la acción de la presión del gas.
- Llenado : El metal fundido pasa suavemente a través del bebedero hacia la cavidad del molde.
- Sobrealimentación : Mantener la presión del gas sobre la superficie del metal líquido hasta que la pieza fundida se solidifique por completo.
- Coagulación : El metal fundido cristaliza y se solidifica bajo presión.
- Alivio de presión : Reduce la presión del gas sobre la superficie del líquido para que el metal fundido que no se ha solidificado en el tubo ascendente y el bebedero vuelva al crisol.
- Enfriamiento : La pieza fundida se enfría a temperatura ambiente dentro del molde.
4. Liberación : Incluye el desmoldeo y la extracción de las piezas fundidas.
¿Cuáles son los pasos del proceso de fundición a baja presión?
El proceso de fundición a baja presión incluye principalmente los siguientes pasos:
-
Fundición de metales : La materia prima metálica se introduce en el crisol para su fundición, y la temperatura y composición del metal fundido cumplen con los requisitos del proceso.
-
Preparación del molde: De acuerdo con los requisitos de diseño de la fundición, se prepara y precalienta el molde necesario para evitar que el metal fundido se enfríe demasiado rápido durante el proceso de llenado.
-
Preparación para el vertido : Selle el crisol, elimine las impurezas del tubo ascendente, asegúrese de que el sistema sea hermético y realice las inspecciones y ajustes necesarios.
-
Proceso de vertido :
- Litros y llenado Bajo la acción de la presión del gas, el metal fundido asciende a lo largo del tubo de alimentación y llena suavemente la cavidad del molde.
- Presurización y coagulación : Mantener la presión del gas sobre la superficie del metal líquido para que la pieza fundida cristalice y se solidifique bajo presión.
-
Despresurización y enfriamiento : Alivia la presión del gas sobre la superficie del metal fundido, permite que el metal fundido no solidificado fluya de regreso al crisol y luego permite que la pieza fundida se enfríe naturalmente en el molde.
-
Desmoldeo y extracción de las piezas fundidas Una vez que la pieza fundida se haya enfriado por completo, abra el molde y extraiga la pieza fundida.
¿Cuáles son las ventajas y desventajas de la fundición a baja presión?
Como proceso de fundición único, la fundición a baja presión presenta una serie de ventajas significativas y ciertas limitaciones. A continuación, se ofrece un análisis detallado de las ventajas y desventajas de la fundición a baja presión :
Ventajas
1. Fundiciones de alta calidad :
- Relleno de metal fundido puro: La escoria generalmente flota en la superficie del metal fundido, mientras que en la fundición a baja presión el llenado se realiza a través del tubo de alimentación, lo que evita que la escoria entre en la cavidad del molde y mejora la pureza de la pieza fundida.
- Buena conformabilidad: el metal fundido se introduce a presión y se mejora la fluidez, lo que favorece la formación de piezas fundidas con contornos definidos y superficies lisas, especialmente adecuadas para la fabricación de piezas fundidas grandes de paredes delgadas.
- Estructura densa: La pieza fundida cristaliza y solidifica bajo presión, pudiendo ser rellenada por completo, con una estructura densa y altas propiedades mecánicas.
2. Alto rendimiento de metal fundido :
En general, no es necesario un tubo de alimentación, y el metal fundido no solidificado en el tubo de alimentación se puede recircular al crisol para su reutilización, de modo que el rendimiento del metal fundido mejora considerablemente, normalmente hasta superar el 90%.
3. Alta eficiencia de producción y grado de automatización :
Las condiciones de trabajo son buenas, el equipo es sencillo, es fácil lograr una producción mecanizada y automatizada, y la eficiencia de la producción mejora.
4. Amplia gama de aplicaciones :
La fundición a baja presión permite fundir una variedad de aleaciones , incluyendo aleaciones no ferrosas, hierro fundido y acero fundido, entre otras. Es especialmente adecuada para aleaciones no ferrosas que se oxidan fácilmente, ya que previene eficazmente la oxidación de las inclusiones de escoria durante el vertido del metal fundido.
5. Bajos requisitos para los materiales del molde :
Todo tipo de materiales que se pueden utilizar como moldes de fundición, como moldes de arena (arena arcillosa, arena de silicato de sodio, arena de resina, etc.), moldes de cáscara, moldes de metal, moldes de grafito, moldes de cáscara de fundición de precisión a la cera perdida, moldes de cerámica, etc., se pueden utilizar como materiales de fundición para la fundición a baja presión .
Desventajas
1. Gran inversión en equipos :
El equipo de fundición a baja presión incluye el motor principal, el sistema hidráulico, el horno de mantenimiento, el dispositivo de presurización del nivel de líquido, el sistema de control eléctrico y el sistema de enfriamiento de la fundición, etc., y la inversión total es elevada.
2. La eficiencia de producción es relativamente baja :
En comparación con la fundición por gravedad y la fundición a alta presión , la fundición a baja presión tiene una menor eficiencia de producción y un ciclo de fundición más largo. Para mantener la solidificación direccional y la fluidez del material fundido, la temperatura del molde es alta y la velocidad de solidificación es lenta.
3. Los requisitos de gestión son estrictos :
La estructura cercana a la compuerta es tosca y las propiedades mecánicas del perfil inferior no son elevadas, lo que requiere una gestión integral y estricta, incluido el control de parámetros del proceso como la temperatura y la presión.
4. Los tubos elevadores tienen una vida útil limitada :
Durante el proceso de contacto prolongado con metal fundido, los tubos de alimentación son susceptibles a la erosión y al desgaste, por lo que necesitan ser reemplazados periódicamente.
¿Qué metales se utilizan habitualmente en la fundición a baja presión?
1. Material de fundición
El material de fundición es la sustancia que se utiliza para fabricar los modelos de fundición, y la fundición a baja presión puede emplear una variedad de materiales para adaptarse a las necesidades de las diferentes piezas fundidas. Los materiales de molde más comunes incluyen:
- Arena de moldeo: un material de fundición de uso común, con buena conformabilidad y permeabilidad al aire, adecuado para realizar piezas fundidas con formas complejas.
- Arena de resina: una mezcla de resina y partículas de arena, de alta resistencia y dureza, adecuada para la fabricación de piezas fundidas de alta precisión y calidad.
- Metales: como el cobre, el hierro, el aluminio y otros materiales metálicos, pueden utilizarse para fabricar piezas fundidas en moldes metálicos, ya que poseen una alta conductividad térmica y una buena resistencia al desgaste.
- Cerámica: Gracias a su alta dureza y resistencia a altas temperaturas, es adecuada para la fabricación de piezas fundidas de aleación que requieren alta temperatura.
- Grafito: Gracias a su buena autolubricación y resistencia a altas temperaturas, es adecuado para la fabricación de piezas fundidas que requieren autolubricación o resistencia a altas temperaturas.
- Yeso: Fácil de moldear y desmoldar, adecuado para la fabricación de piezas fundidas pequeñas y de formas complejas.
2. Materiales para moldes
El material del molde es el material utilizado para fabricar moldes de fundición a baja presión. Estos moldes deben soportar la erosión y la presión del metal líquido a alta temperatura, por lo que la selección del material es fundamental. Algunos materiales comunes para moldes son:
- Hierro fundido: bajo costo, fácil de procesar, pero fácil de deformar, vida útil relativamente corta. Adecuado para la fabricación de piezas fundidas con bajos requisitos de vida útil del molde.
- Acero aleado: de alta dureza y resistencia, buena resistencia al desgaste, adecuado para la fabricación de moldes de fundición de alta precisión y alta calidad.
- Carburo carenado: de alta dureza y alta resistencia al desgaste, adecuado para la fabricación de moldes que requieren una alta fuerza de abrasión y alta presión.
- Mango de tungsteno: posee una dureza y resistencia al desgaste extremadamente altas, pero su coste es elevado, por lo que resulta adecuado para la fabricación de moldes que requieren durabilidad y resistencia al desgaste.
- Aleación de aluminio: baja densidad, alta resistencia, buena rigidez, buena conductividad térmica, ligereza, facilidad de mecanizado y soldadura, adecuada para la fabricación de moldes grandes y medianos.
¿Cuáles son las aplicaciones típicas de la fundición a baja presión?
Las aplicaciones típicas de la fundición a baja presión abarcan diversos campos, como la automoción, la industria aeroespacial y los productos de consumo. A continuación, se presenta un resumen detallado de estas aplicaciones:
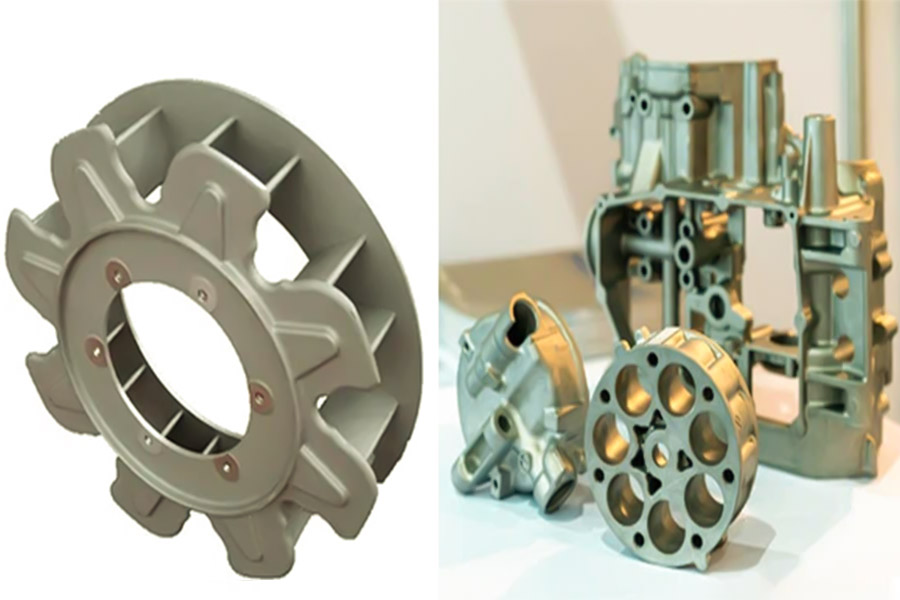
1. Fabricación de automóviles:
En la industria automotriz, la fundición a baja presión se utiliza ampliamente para producir piezas clave como ruedas , componentes del motor (como bloques de cilindros y culatas), piezas de la suspensión, etc. Estas piezas requieren alta resistencia, alta precisión y buena resistencia a la corrosión. La tecnología de fundición a baja presión permite cumplir con estos requisitos y mejorar la fiabilidad y durabilidad de los automóviles.
2.Aeroespacial:
En el sector aeroespacial, la fundición a baja presión se utiliza para fabricar piezas estructurales ligeras, como álabes de motores de aeronaves , componentes de turbinas, etc. Estas piezas deben soportar las duras condiciones de alta temperatura, alta presión y alta velocidad de funcionamiento. La tecnología de fundición a baja presión permite obtener materiales con alta resistencia, tenacidad y resistencia al calor, garantizando así la seguridad y el rendimiento de los vehículos aeroespaciales.
3. Fabricación de bienes de consumo:
En el sector de bienes de consumo, la fundición a baja presión se utiliza para producir carcasas de alta calidad para productos eléctricos y electrónicos, utensilios de cocina, accesorios para muebles, etc. Estos productos requieren una apariencia impecable y una gran durabilidad. La tecnología de fundición a baja presión permite obtener materiales de alta precisión, alto brillo y resistentes a la corrosión para satisfacer la demanda de calidad de los consumidores.
4. Otros campos industriales:
La fundición a baja presión también se utiliza en otros campos industriales, como la construcción naval, la fabricación de maquinaria pesada, etc. En estos campos, la tecnología de fundición a baja presión permite producir piezas fundidas de gran tamaño, formas complejas y alto rendimiento para satisfacer los requisitos de los equipos industriales en cuanto a alta resistencia, alta precisión y larga vida útil.
Elija a LS como su socio de confianza.
LS Steel es uno de los principales proveedores chinos de servicios de fabricación de fundición a presión de aluminio y zinc. Además de la fundición, también ofrecemos servicios de prototipado, utillaje, mecanizado y acabado de piezas. Utilizamos la tecnología más avanzada para la fabricación de fundición a presión. Nuestro servicio de mecanizado CNC cuenta con un equipo de ingenieros y empleados altamente cualificados con décadas de experiencia. Ofrecemos las mejores soluciones de diseño y fabricación de mecanizado, tanto económicas como técnicas. A continuación, presentamos un resumen de nuestras capacidades de mecanizado CNC:
- Nuestro taller de fresado CNC cuenta con máquinas CNC de 5 ejes de extrema precisión. Estas máquinas ofrecen una tolerancia de hasta 0,005 mm.
- Ahora contamos con tecnología CNC de alta velocidad que garantiza un mecanizado más rápido y una entrega puntual para nuestros clientes.
- Nuestro servicio de mecanizado no se limita solo a piezas fundidas, sino que también abarca muchos tipos de piezas de plástico y acero cromado.
- Desde tornos CNC y máquinas de electroerosión de alta gama hasta rectificadoras de suelos y máquinas de corte por hilo, en nuestra tienda de maquinaria tenemos todo lo que necesitas para el mecanizado.
El proceso de fundición mecanizada no es el único trabajo para una pieza fundida. El acabado superficial también es una parte vital de la fabricación de piezas fundidas. Teniendo esto en cuenta, ofrecemos servicios de acabado superficial como anodizado, recubrimiento en polvo, cromado, pintura en húmedo y muchos más. Como puede ver, LS Steel ofrece la solución integral para la fabricación de piezas fundidas a presión. Ofrecemos nuestros servicios en China y también a nivel internacional. Contáctenos para obtener el mejor servicio de fabricación de piezas fundidas a presión desde China.
Preguntas frecuentes
1. ¿Cuál es el proceso básico de fundición a baja presión?
El proceso básico de fundición a baja presión incluye la fusión del metal y la preparación de los moldes, la preparación previa al vertido (como el sellado del crisol, la eliminación de la escoria de los tubos de alimentación, la medición de la altura del nivel del líquido, etc.), el vertido (que incluye las etapas de elevación del líquido, moldeo, presurización, solidificación, alivio de presión y enfriamiento) y el desmoldeo (que incluye el desmoldeo suelto y la extracción de las piezas fundidas).
2. ¿Cuáles son los componentes principales de los equipos de fundición a baja presión?
Los equipos de fundición a baja presión generalmente se componen del motor principal, el sistema hidráulico, el horno de mantenimiento, el dispositivo de presurización del nivel de líquido, el sistema de control eléctrico y el sistema de enfriamiento de la pieza fundida. Entre ellos, existen dos tipos principales de hornos de mantenimiento: el horno de mantenimiento de crisol y el horno de mantenimiento de baño de fusión. A su vez, existen diferentes tipos de hornos de mantenimiento de crisol, como los de hierro fundido, los de acero fundido y los de materiales compuestos.
3. ¿En qué campos tiene aplicaciones típicas la fundición a baja presión?
La fundición a baja presión se utiliza ampliamente en la fabricación de automóviles, la industria aeroespacial, la fabricación de bienes de consumo y otros sectores industriales. Por ejemplo, en la industria automotriz, se utiliza para producir componentes clave como ruedas y piezas de motor; en el sector aeroespacial, se emplea en la fabricación de componentes estructurales ligeros; en la fabricación de bienes de consumo, se utiliza para producir carcasas de alta calidad para productos eléctricos y electrónicos, entre otros.
4. ¿Cuáles son los posibles desafíos o limitaciones de la fundición a baja presión?
A pesar de las numerosas ventajas de la fundición a baja presión, existen algunos desafíos o limitaciones potenciales. Por ejemplo, el costo del equipo y la inversión en moldes son elevados; en la producción de piezas fundidas de aleación de aluminio, los crisoles y los tubos de alimentación permanecen en contacto con el metal fundido durante mucho tiempo, lo que los hace susceptibles a la erosión y el desgaste; además, la eficiencia de producción es relativamente baja, especialmente al trabajar con piezas fundidas grandes o de formas complejas.
Resumen
Como método de fundición eficiente y de alta calidad, la fundición a baja presión desempeña un papel insustituible en el sector de la fabricación industrial. Gracias a la continua optimización de la tecnología y los equipos, tenemos motivos para creer que la fundición a baja presión seguirá liderando el desarrollo de la tecnología de conformado de metales en el futuro e infundirá nueva vitalidad a la fabricación industrial.


📞Tel: +86 185 6675 9667
📧Correo electrónico: info@lsrpf.com
🌐Sitio web: https://lsrpf.com/
Descargo de responsabilidad
El contenido de esta página es solo para fines informativos. Servicios de LS Manufacturing. No se ofrecen garantías, expresas ni implícitas, sobre la exactitud, integridad o validez de la información. No debe inferirse que un proveedor o fabricante externo proporcionará parámetros de rendimiento, tolerancias geométricas, características de diseño específicas, calidad y tipo de material o mano de obra a través de la red de LS Manufacturing. Es responsabilidad del comprador. Solicitar cotización de piezas. Identificar los requisitos específicos para estas secciones. Contáctenos para obtener más información .
Equipo de fabricación de LS
LS Manufacturing es una empresa líder en el sector . Nos especializamos en soluciones de fabricación a medida. Contamos con más de 20 años de experiencia y más de 5000 clientes. Nos especializamos en mecanizado CNC de alta precisión, fabricación de chapa metálica , impresión 3D , moldeo por inyección , estampado de metales y otros servicios integrales de fabricación.
Nuestra fábrica cuenta con más de 100 centros de mecanizado de 5 ejes de última generación, con certificación ISO 9001:2015. Ofrecemos soluciones de fabricación rápidas, eficientes y de alta calidad a clientes en más de 150 países. Ya sea para producción en pequeñas cantidades o personalización a gran escala, podemos satisfacer sus necesidades con la entrega más rápida en 24 horas. Elija LS Manufacturing. Esto significa eficiencia, calidad y profesionalismo.
Para obtener más información, visite nuestro sitio web: www.lsrpf.com .


